Температура пайки smd компонентов
Паяльная паста для SMD
SMD-компоненты представляют собой миниатюрные электронные детали, устанавливаемые на платы.
При этом пайка выполняется не по привычной технологии, когда выводы деталей крепятся на отверстия платы и припаиваются с обратной стороны.
Монтаж элементов SMD выполняется непосредственно на лицевой стороне поверхности, на которой расположены токопроводящие дорожки. Для этого применяется специальный флюс (паста).
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.
Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C.
В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца.
В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Важные технические характеристики
Выбирать паяльную массу нужно с учетом ее физико-химических свойств. Эти характеристики находятся в прямой зависимости от ингредиентов состава. Такими свойствами являются:
- наличие/отсутствие свинца и легирующих наполнителей;
- форма и структура частичек;
- величина частичек по IliS;
- вязкость;
- степень паяемости, которая определяется загрязненностью и окисленностью частичек припоя.
Кроме того, пасты безотмывочного типа не провоцируют образование коррозии, а водосмывные — могут приводить к таким проблемам на участке пайки, так как в их составе присутствует ряд органических веществ.
Разновидности
Современный рынок предлагает продукцию от брендов ALPHA, HERAEUS, Felder и т.д. Все пасты для паяльных работ классифицируются по следующим признакам:
- по составу припоя — без галогена или галогенсодержащие;
- по необходимости в дополнительном отмывании;
- по типу припоя — без свинца или свинцовые;
- по температурным показателям — высоко-, средне-, низкотемпературные.
Если состав не смывается, в нем содержится канифоль. В такой ситуации для промывки элементов необходимо воспользоваться специальными растворителями.
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
- для начала необходимо очистить, обезжирить и просушить плату;
- после этого плату необходимо надежно зафиксировать в горизонтальном положении;
- в отмеченных точках соединения равномерно наносится паста;
- мелкие детали устанавливаются на поверхность платы;
- иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
- прогревать установленные SMD-компоненты можно феном;
- когда припой полностью испарится, температуру плавки можно увеличить;
- паять необходимо осторожно, соблюдая все необходимые требования безопасности;
- после работы плату нужно остудить и промыть.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.
Изготовление в домашних условиях
Иногда готовой паяльной массы не оказывается в наличии, поэтому полезно узнать о способах ее изготовления. Для этой цели необходимо подготовить паяльный жир и прутик припоя из свинца и олова. При отсутствии первого материала его можно заменить вазелином ЛТИ-120.
Припой необходимо размельчить с помощью надфиля или специальной насадкой для дрели. Готовая крошка должна состоять из мелких частичек. Она убирается в емкость, в которую добавляется вазелин в соотношении 1:1 и небольшое количество флюса.
Все компоненты самодельной пасты тщательно перемешиваются и разогреваются на водяной бане. Готовый состав можно хранить в крупном шприце. С помощью него пастообразная субстанция и будет наноситься на платы.
Преимущества применения
Паяльные пасты используются не только в быту, но и в промышленности. Такое обширное распространение этого материала объясняется следующими его преимуществами:
- возможность применения в производстве плат, на которых находятся мельчайшие элементы;
- пользоваться паяльной пастой можно даже без паяльника, но в таком случае потребуется специальная станция или фен для нагрева изделия и равномерного распределения ингредиентов по поверхности платы;
- пользоваться пастой для пайки можно в таких ситуациях, когда отсутствует возможность воспользоваться классическими инструментами.
Если нет возможности или желания самостоятельно изготавливать смесь, можно приобрести готовый вариант. Но нужно запомнить, что качественная паяльная паста стоит около 10 американских долларов за 50 г.
Более дешевые варианты обладают низким качеством и могут не только не обеспечить достаточной надежности фиксации, но и привести к дополнительным проблемам при последующем использовании электронного изделия.
Чтобы избежать проблем, покупать такие материалы лучше в сертифицированных магазинах или непосредственно у производителей.
Температура пайки smd компонентов — Справочник металлиста

Многие задаются вопросом, как правильно паять SMD-компоненты. Но перед тем как разобраться с этой проблемой, необходимо уточнить, что же это за элементы. Surface Mounted Devices – в переводе с английского это выражение означает компоненты для поверхностного монтажа.
Главным их достоинством является большая, нежели у обычных деталей, монтажная плотность. Этот аспект влияет на использование SMD-элементов в массовом производстве печатных плат, а также на их экономичность и технологичность монтажа.
Обычные детали, у которых выводы проволочного типа, утратили свое широкое применение наряду с быстрорастущей популярностью SMD-компонентов.
Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
Главной проблемой, с которой сталкиваются любители, является выбор тонкого жала на паяльник. Это связано с существованием мнения о том, что при паянии обычным паяльником можно заляпать оловом ножки SMD-контактов.
В итоге процесс паяния проходит долго и мучительно. Такое суждение нельзя считать верным, так как в этих процессах существенную роль играет капиллярный эффект, поверхностное натяжение, а также сила смачивания.
Игнорирование этих дополнительных хитростей усложняет выполнение работы своими руками.Чтобы правильно паять SMD-компоненты, необходимо придерживаться определенных действий. Для начала прикладывают жало паяльника к ножкам взятого элемента. Вследствие этого начинает расти температура и плавиться олово, которое в итоге полностью обтекает ножку данного компонента.
Этот процесс называется силой смачивания. В это же мгновение происходит затекание олова под ножку, что объясняется капиллярным эффектом. Вместе со смачиванием ножки происходит аналогичное действие на самой плате. В итоге получается равномерно залитая связка платы с ножками.
Контакта припоя с соседними ножками не происходит из-за того, что начинает действовать сила натяжения, формирующая отдельные капли олова.
Очевидно, что описанные процессы протекают сами по себе, лишь с небольшим участием паяльщика, который только разогревает паяльником ножки детали.
При работе с очень маленькими элементами возможно их прилипание к жалу паяльника. Чтобы этого не произошло, обе стороны припаивают по отдельности.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки.
Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс.
Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты.
Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется.
Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Необходимые материалы и инструменты
Для того чтобы своими руками выполнять работы по впаиванию SMD-компонентов, понадобится наличие определенных инструментов и расходных материалов, к которым можно отнести следующие:
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- шприц, с помощью которого можно наносить флюс;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.
Пинцет для установки и снятия SMD-компонентов
Использование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле.
В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей».
Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.
Очень важен выбор паяльника. Лучше всего подходит такой инструмент, у которого возможна регулировка температуры.Это позволяет не переживать за возможность повреждения деталей перегревом, но этот нюанс не касается моментов, когда требуется выпаивать SMD-компоненты.
Любая паяемая деталь способна выдерживать температуру около 250–300 °С, что обеспечивает регулируемый паяльник. При отсутствии такого устройства можно воспользоваться аналогичным инструментом мощностью от 20 до 30 Вт, рассчитанным на напряжение 12–36 В.
Использование паяльника на 220 В приведет к не лучшим последствиям. Это связано с высокой температурой нагрева его жала, под действием которой жидкий флюс быстро улетучивается и не позволяет эффективно смачивать детали припоем.
Специалисты не советуют пользоваться паяльником с конусным жалом, так как припой трудно наносить на детали и тратится уйма времени. Наиболее эффективным считается жало под названием «Микроволна». Очевидным его преимуществом является небольшое отверстие на срезе для более удобного захвата припоя в нужном количестве. Еще с таким жалом на паяльнике удобно собирать излишки пайки.
Жало для паяльника «Микроволна»
Использовать припой можно любой, но лучше применять тонкую проволочку, с помощью которой комфортно дозировать количество используемого материала. Паяемая деталь при помощи такой проволочки будет лучше обработана за счет более удобного доступа к ней.
Порядок работ
Процесс пайки при тщательном подходе к теории и получении определенного опыта не является сложным. Итак, можно всю процедуру разделить на несколько пунктов:
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл — работа выполнена.
Процесс пайки SMD-компонентов
При выполнении аналогичных действий с микросхемой процесс пайки немного отличается от вышеприведенного. Технология будет выглядеть следующим образом:
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.
Паяльник с острым жалом 24 В.
Как паять при помощи фена?
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь — помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом.
После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать.
При полном остывании можно считать пайку оконченной.
Фен для паяния мелких деталей
Как выбрать температуру для пайки?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.Температура пайки smd компонентов

В этой статье будет рассмотрена небольшая инструкция по пайки smd компонентов.
Вы научитесь паять многоногие микросхемы, а так же познакомитесь с основными моментами и возможными трудностями, которые могут возникнуть в процессе пайки и узнаете как их избежать.
В статье наглядно показано как паять SMD компоненты своими руками, а так же рассказывается о необходимом оборудовании и припоях, надеюсь надеюсь будет полезно!
С каждым днем все чаще радиолюбители используют в своем творчестве SMD детали и компоненты. Не смотря на размеры, работать с ними проще: не нужно сверить отверстия в плате, откусывать длинные вывода и т.д. Осваивать пайку SMD компонентов нужно обязательно, так как она точно пригодится.
Данный мастер-класс рассчитан не на новичков в пайке, а скорее на любителей, которые хорошо паяют но испытывают небольшие затруднения с пайкой многоногих микросхем или контроллеров.
Что понадобится для пайки SMD компонентов
А лучше всего купить готовый набор для пайки SMD компанентов, где есть все необходимые инструменты и принадлежности.
Купить набор для пайки SMD
Это минимальный набор, без дорогих паяльных станций, фенов и оловоотсосов.
Паяем SMD компоненты своими руками
Итак, начнем с самого сложного — пайка контроллера в корпусе QFP100. С чип резисторами и конденсаторами, думаю, и так все понятно. Главное правило тут: много флюса не бывает или флюсом пайку не испортишь.
Избыточное нанесение флюса не дает олову обильно растекаться по контактом и замыкать их. Ещё есть второе второстепенное правило: даже мало припоя бывает много.
В общем, дозировать и наносить его на жало нужно очень осторожно, чтобы не переборщить, иначе зальет все сразу.
Лужение площадки
Опытные радиолюбители не всегда выполняют подобный шаг, но на первых парах я рекомендую его сделать.
Нужно залудить плату, а именно место куда будет припаян контроллер. Конечно, площадка скорей всего залужена, особенно если плата сделана на производстве. Но со временем на контактах появляется оксидная пленка, которая может вам помешать. Нагреваем паяльник до рабочей температуры. Площадку обильно смазываем флюсом. На жало наносим немного припоя и лудим дорожки.
Лишний припой удаляем с помощью ПЩ провода. Он отлично впитывает припой благодаря эффекту капиллярности.
Устанавливаем и выравниваем контроллер
Когда площадка подготовлена, пришло время установить контроллер. Тут есть хитрость, большинство паяльщиков устанавливают микросхему и пинцетом выравнивают ее контакты по дорожкам. Но делать это очень сложно, так как даже небольшое подергивание рукой откидывает контроллер на значительное расстояние. Делать это будет гораздо проще, если смазать по диагонали уголки флюсом-пастой.
Теперь устанавливаем контроллер и корректируем пинцетом.
Как только микросхема встала — припаиваем контакты по диагонали.
Проверяем, все ли контакты попали на свои места.
Пайка SMD контактов микросхемы
Тут уже можно использовать как жидкий, так и тягучий флюс. Очень обильно наносим его на контакты.
Смачиваем каплей припоя жало, лишнее очищаем губкой.
И, аккуратно проводим по смазанным контактам.
Торопиться в этом деле не нужно.
Удаление лишнего флюса и припоя
Посте пропайки всех контактов, пришло время удалять лишний припой. Наверняка несколько контактов, да слиплись.
Очень обильно смачиваем контакты жидким флюсом. Жало паяльника полностью очищаем губкой от припоя и проходимся по слипшимся контактам. Лишний припой должен втянуться на жало. Чтобы удалить лишний флюс используйте СБС — спирто-бензиновую смесь, смешанную 1:1.
Обильно мочим.
И тщательно всё протираем!
Смотрите видео с мастер-классом:
Обязательно посмотрите видео, где наглядно видно движение паяльника и все манипуляции.
Технологии пайки SMD-компонентов и их реализация в домашних условиях
Читать все новости ➔
За последние несколько лет, технология поверхностного монтажа радиокомпонентов стала очень популярной и применяется при производстве большинства современных электронных устройств.
Аббревиатура SMD расшифровывается как — surface mounted device, что в свою очередь можно перевести как «прибор монтируемый на поверхность».
Собственно само название данной технологии полностью раскрывает ее суть — радиокомпоненты монтируются непосредственно на поверхность платы, но в отличии от навесных компонентов, SMD-компонентам не нужны специальные отверстия для монтажа.
Отсутствие специальных отверстий для установки радиокомпонентов позволило сделать печатные платы компактнее. Применение технологии поверхностного монтажа позволяет значительно экономить место на плате, что в свою очередь позволяет увеличить плотность радиокомпонентов и делать более сложные устройства.
Кроме того, большинство SMD-компонентов имеют миниатюрный размер, за счет того, что им не требуются крупные выводы, как у выводных компонентов. Но многие ошибочно считают, что все без исключения SMD-компоненты очень маленькие. Среди них довольно часто встречаются и крупные радиодетали, которые отличаются от своих “выводных” собратьев лишь типом выводов (что логично).
Но давайте перейдем к сути статьи, а именно вопросу — как же осуществляется пайка SMD-компонентов и можно ли реализовать ее в домашних условиях.
SMD и обычный электрический паяльник
Довольно часто при мелкосерийном производстве или производстве прототипов устройств специалисты используют обычные электрические паяльники. Как же паять SMD-компоненты с помощью контактного паяльника?
1. Сперва на место, где должен быть установлен компонент наноситься флюс.
2. Далее устанавливается сам компонент, который необходимо припаять.
3. На жало паяльника наноситься немного припоя. Главное не переборщить и не нанести слишком много.
4. Капля припоя наноситься на контакты компонента. Благодаря флюсу, припой хорошо растекается и надежно скрепляет компонент с контактом на плате.
Если припоя будет слишком много — место пайки выйдет неаккуратным. Излишки припоя с легкостью убаюкаться специальной лентой, или же просто жалом паяльника.
Для пайки SMD-компонентов обычным паяльником лучше заменить стандартное жало на тонкое. Если же такого нет, можно использовать и стандартное, но перед тем, как приступать к серьезной работе потребуется небольшая тренировка.
Плюсы такого способа в его простоте. Если есть обычный паяльник, то кроме него собственно ничего и не потребуется. Минусы также очевидны — скорость работы будет довольно низкой (особенно при отсутствии навыков пайки SMD).
Пайка с помощью термовоздушной паяльной станции (фена)
Такой способ также часто используется при мелкосерийном производстве и ремонте. При этом, качество пайки будет гораздо выше, чем при использовании обычного паяльника. Пайка термовоздушной паяльной станцией, или феном происходит следующим образом:
1. На плату наноситься специальная паяльная паста.
2. устанавливается SMD-компонент который необходимо припаять.
3. компонент и место пайки прогреваются феном. При этом, из паяльной пасты испаряется флюс, а мельчайшие крупинки припоя плавятся и растекаются, припаивая компонент к контактам платы.
Плюсы такого метода — аккуратное место пайки компонента к плате и простота выполнения всего процесса. Главное не наносить слишком много пасты. При этом не всегда требуется нанесение дополнительной порции флюса, так как он уже содержится в пасте.Минус такого способа всего один — термовоздушная паяльная станция может быть довольно дорогой. Также, поток воздуха воздействует не точечно, а на определенной области. Если не установить насадку для работы с миниатюрными SMD-компонентами, есть большая вероятность прогреть и расплавить припой на уже припаянных компонентах.
Пайка инфракрасной паяльной станцией
Домашняя реализация такого типа пайки может быть затруднительной, так как весь процесс осуществляется с помощью инфракрасной паяльной станции.
Как видно из названия, нагревание флюса производиться с помощью инфракрасного излучения. При этом важен контроль температуры нагрева, а также не обойтись без подогрева самой платы.
Это необходимо для предотвращения ее деформации при нагреве инфракрасным паяльником.
Существует множество видов инфракрасных паяльных станций, среди которых можно найти как любительские, так и профессиональные, предназначенные для работы на мелкосерийном производстве и в сервисных центрах. Единственный недостаток таких паяльных станций — высокая стоимость, в сравнении даже с хорошими термовоздушными станциями.
Как происходит процесс пайки с помощью такого оборудования?
1. Сперва на плату наносится паяльная паста.
2. Далее устанавливаются компоненты, которые необходимо припаять.
3. Компонент вместе с местом пайки прогреваются инфракрасным излучением, вследствие чего компонент надежно припаивается к месту пайки.
Существуют сложные, программируемые паяльные станции, которые способны самостоятельно припаивать элементы на плату. Достаточно лишь нанести на места пайки пасту и компоненты, а паяльная станция сделает все остальное. При этом, наблюдать за процессом можно с экрана монитора, отслеживая прогресс работы и температурные показатели.
Преимущество такого способа очевидны — с хорошей паяльной станцией процесс производства плат можно сделать полуавтоматическим. При этом, качество выполненной работы всегда будет на высоте. Но есть и некоторые недостатки — паяльная станция стоит довольно дорого, а для использования полуавтоматических станций требуются определенные навыки и знания.
Как паяют SMD-компоненты
SMD-компонентами называют небольшие электронные элементы, которые монтируются на поверхность печатной платы. «SMD» (в транскрипции «СМД») является аббревиатурой словосочетания из английского языка «Surface Mounted Device», которое переводится, как «прибор, монтируемый на поверхность».
Еще одно значение слова «поверхность» проявляется в том, что пайка производится не традиционным способом, когда выводы компонентов вставляются в отверстие печатной платы и на обратной стороне припаиваются к токопроводящим дорожкам. SMD-компоненты монтируются на лицевой стороне, где находятся все дорожки. Такой вид посадки и называется поверхностным монтажом.
Технология пайки
Как уже указывалось выше, пайка SMD-компонентов осуществляется прямо на поверхность монтажных пятачков. Очень часто при этом выводы деталей после монтажа даже не видны. Поэтому использование традиционного паяльника невозможно.
Пайка СМД-компонентов осуществляет одним из нескольких способов:
- разогревом всей платы в печи;
- использованием инфракрасного паяльника;
- применением термовоздушного паяльника или фена.
Когда устройства с применением SMD-компонентов изготавливаются промышленными методами, применяются специальные роботы-автоматы. В этом случае на монтажных пятачках уже предварительно нанесен припой в количестве, достаточном для монтажа.
В иных случаях при подготовке, по трафарету наносится паяльная паста для SMD-компонентов. Манипулятор робота устанавливает детали на свои места и надежно фиксирует их. После этого платы с установленными SMD-компонентами отправляются в печь.
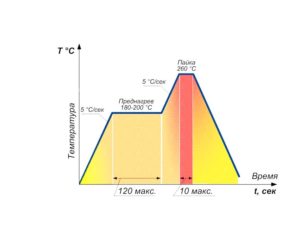
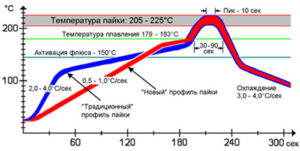
Температуру в печи плавно повышают до определённого значения, при котором расплавляется припой. Для материала, из которого изготовлены платы и радиокомпоненты, это температура не опасна.
После того, как весь припой расплавлен, температуру снижают. Снижение производится плавно по определенной программе, определяемой термопрофилем.Именно при таком остывании, а не при резком охлаждении, пайка будет наиболее прочной.
Подготовка платы в домашних условиях
Чтобы качественно припаять SMD-компоненты в условиях домашней мастерской, понадобится инфракрасный паяльник или термовоздушная станция. Перед пайкой обязательно нужно подготовить плату. Для этого ее надо очистить и облудить пятачки.
Если плата новая и ни разу нигде не использовалась, почистить можно обычным ластиком. После этого необходимо обезжирить поверхность, нанеся флюс.
Если же она старая, и на ней присутствует загрязнения и остатки прежнего припоя, можно подготовить ее при помощи мелкозернистой наждачной бумаги, также обезжирив после зачистки флюсом.
Паять SMD-компоненты обычным паяльником не очень удобно из-за малого размера контактных площадок. Но если нет паяльной станции, то можно применить и паяльник с тонким жалом, работая им аккуратно, набирая припой на разогретое жало и быстро дотрагиваясь до контакта.
Нанесение пасты
Чтобы качественно припаять микросхемы, лучше воспользоваться не припоем, а паяльной пастой. Для этого элемент необходимо расположить на плате и зафиксировать.
Из инструментов используют пинцет, пластиковые прижимы, небольшие струбцины. Когда выводы SMD-компонента оказались точно на монтажных пятачках, на них наносится паяльная паста.
Для этого можно использовать зубочистку, тонкую кисть или медицинский шприц.
Наносить состав можно, не заботясь о том, что он покрывает и поверхность платы вокруг монтажных пятачков. Во время прогрева силы поверхностного натяжения соберут его в капли и локализуют в местах будущих контактов SMD-компонента с дорожками.
Прогревание
После нанесения необходимо прогреть область монтажа инфракрасным паяльником или феном (температура примерно 250 °C). Паяльный состав должен расплавиться и растечься по контактам монтируемого компонента и пятачка.
Мощность струи фена надо отрегулировать таким образом, чтобы она не сдувала капли паяльной пасты с платы. Если позволяют характеристики устройства, используемого для пайки, снижать температуру надо плавно.
Не допускается ускорять остывание путем обдува контактов SMD-компонентов воздухом.По такой же технологии осуществляется и пайка светодиодов, в случае замены перегоревших элементов в каком-либо светильнике или, например, в подсветке приборов. Различие лишь в том, что плату во время пайки необходимо прогревать со стороны, обратной той, на которой установлены компоненты.
Виды паяльных паст
Паяльная паста является лучшим средством для автоматизированной пайки SMD-компонентов. Она представляет собой вязкую слаботекущую субстанцию из флюса, в которой во взвешенном виде содержатся мельчайшие частицы припоя.
Чтобы можно было успешно использовать ее, паста должна отвечать определенным требованиям:
- не должна окисляться и расслаиваться на составляющие;
- должна обладать определенной вязкостью, то есть быть достаточно жидкой, чтобы расплавляться от разогрева, и в то же время достаточно густой, чтобы не растекаться при этом по всей плате;
- не должна оставлять грязи и шлаков на месте пайки;
- паста должна хорошо отмываться обычными растворителями.
По способу использования составы делятся на отмывочные и безотмывочные.
Как следует из названия, остатки отмывочной пасты следует удалять из зоны пайки после завершения, иначе входящие в ее состав компоненты могут агрессивно воздействовать на дорожки и на выводы деталей.
Безотмывочные составы могут оставаться после пайки, так как они совершенно нейтральны к материалам плат и SMD-компонентов.
В свою очередь, отмывочные могут быть водорастворимыми и галогеносодержащими. Отмывочные водорастворимые составы могут смываться с плат деионизированной водой.
Иногда отмывочные пасты содержат галогены. Их вводят в состав для улучшения эксплуатационных свойств. Галогеносодержащие пасты могут применяться для высокой скоростной печати либо, наоборот, там, где необходим очень длительный срок схватывания. Введением галогенов улучшаются также паяющие свойства. Галогеносодержащие пасты смываются растворителями.
Изготовление пасты для пайки своими руками
В продаже имеется множество марок и видов паяльных паст, отвечающих всем условиям и требованиям, необходимым для качественного монтажа.
В домашних условиях можно изготовить такой состав, имея на руках пруток твердого припоя, паяльный жир и флюс.
Припой необходимо измельчить в очень мелкую фракцию. Сделать это можно напильником или наждаком. Полученную пыль от оловянно-свинцового прутка нужно собрать в небольшую емкость и механически перемешать с паяльным жиром. Если паяльного жира под рукой нет, можно использовать любой жидкий флюс, а в качестве связующего вещества и загустителя использовать обычный вазелин.Консистенцию пасты можно определить на глаз, примерно рассчитывая пропорции. Готовый состав можно содержать в небольшой пластиковой емкости с плотно закрывающейся крышкой. Еще лучше загрузить ее в обычный медицинский шприц с толстой иглой.
Если дозированно выдавливать пасту на место будущей пайки, пользоваться такой пастой будет очень удобно, а результат будет прочным и надежным.
Как выбрать температуру для пайки?

Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться.
Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно.
Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой.
Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С.
показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировкаприпоя | Температураплавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Ручная пайка миниатюрных элементов SMD | Каталог самоделок
Поверхностно-монтируемые компоненты в своем названии предусматривают установку на поверхность платы, а не в отверстия, как старые элементы. SMD (поверхностно-монтируемые элементы) легче, дешевле, меньше, и могут быть размещены ближе друг к другу. Эти факторы, а также другие, повлияли сегодня на широкое распространение компонентов без выводов.
Существует много относительно недорогих инструментов и простых методов для пайки и распайки SMD.
Инструменты для пайки SMD
- Регулируемый по температуре паяльник. Инструмент за 10 баксов без контроля температуры на самом деле не наилучший тренажер, чтобы научиться паять SMT. Вам не нужна дорогая паяльная станция, но у вас должна быть возможность контролировать температуру.
Относительно недорогой регулируемый паяльник за 50 долларов имеет ручку ступенчатого контроля температуры от 0 до 5. Поставляется с привычным жалом ST3 в форме клина, которое может быть слишком широким для чип компонентов, но оно всё же довольно часто используется для пайки.
Многим людям будет более комфортно работать с конусными жалами ST7 или ST8. Насадка миниволна ST5 удобна для пайки деталей в корпусах QFP, QFN, PLCC, SOIC.
Небольшое углубление в её срезанной поверхности позволяет удержать припой в количестве, достаточном для распределения по всему ряду выводов микросхемы.
- Припой. Для ручной пайки поверхностно-монтируемых элементов, нам нужен оловянно-свинцовый сплав 60/40 в виде проволоки диаметром в 0,015 дюйма (0,4 мм). Свинца в сплаве может быть больше и проволока понадобиться толще, если вам нужно закрепить на плате разъём.
- Распаечная тесьма. Это одна из вещей, которая просто незаменима для ручной пайки. Также известная как скребок припоя — помогает удалять припой. Она сплетена из тонких медных проволок в длинную косичку, и иногда имеет флюс внутри.
- Пинцет. Захваты с плоскими наконечниками необходимы для перемещения и удерживания миниатюрных чип компонентов. Очень удобны такие с загнутыми концами. Вы можете приобрести такие примерно за 5 долларов.
Некоторые люди используют вакуумный пинцет, чтобы забирать и ставить на место мелкие компоненты.
- Флюс. Его не всегда используют при ручной пайке плат с SMD, но некоторые люди не могут обойтись без него. Флюс можно применять даже с готовыми проволочными припоями, так как чем тоньше проволочка, тем меньше в ней этого растворителя. Во время пайки ножки элементов прогреваются больше чем один раз, поэтому важно добавлять немного флюса извне.
- Лупа с фонариком. Вам в любом случае понадобиться много света и увеличительное стекло при пайке миниатюрных элементов. Есть хорошие линзы на голову подобные OptiVisors, увеличивающие в 2,5 раза, в них встроены лампы освещения.
Чтобы проверить свою работу вам понадобится лупа с 10 кратным увеличением. Такие лупы тоже есть со встроенным фонариком.
Техника удаления припоя тесьмой
Чтобы сделать распайку, положите медную косичку на ножки элемента и проведите по ней горячим паяльником. Тепло и флюс перетянет олово на неё. Используйте другой конец косички, если кажется что ничего не получается (с катушки отрезается небольшой её кусочек).
В зависимости от обстоятельств косичку нужно поднимать выше, при этом тепло будет удаляться по ней вверх от области касания паяльника.
Чтоб очистить тесьму, вам нужно добавить флюса побольше.
Пайка двухконтактных элементов
Такие элементы, как резисторы и конденсаторы часто растрескиваются из-за неравномерного нагрева. Паяйте два их противоположных конца одновременно. Используйте пинцет, чтобы удерживать деталь на плате.
Подайте немного припоя на одну сторону, чтобы образовалась аккуратная галтель между концом элемента и контактной площадкой.
В идеале должна получиться именно плавная перемычка, а не огромный шарик олова на конце.
Если все не так, используйте медную тесьму, чтобы удалить лишний припой.
Пайка SOIC и других микросхем с множеством ножек
Используйте пинцет или вакуумную присоску для удерживания SOIC (малого контура интегральную микросхему) на плате. Припаяйте один из выводов микросхемы, желательно чтоб это была ножка питания. Затем прихватите другой вывод питания с противоположной стороны. Проследите, чтобы все остальные ножки выстроились над своими контактными площадками.
Подсоединяйте остальные ножки — начиная с крайних, не припаянных контактов, проведите волну припоя, подавая при необходимости оловянную проволоку к жалу паяльника. Сделайте эту операцию как можно быстрее, не допустив перегрева микросхемы.
Удаление наплывов
Когда вы закончите пайку, осмотрите ножки чип элементов. Маленькие мостики между ними могут быть легко удалены, быстрым прогревом их паяльником, смоченным во флюсе. Толстые перемычки удаляются знакомым нам способом — с помощью распаечной тесьмы.
Алексей Алексеевич, г. Пермь.