Температура плавки бронзы
Технология литья бронзы в домашних условиях
При изготовлении декоративных изделий из металла часто используется бронза. Из этого материала получаются привлекательные изделия, которые длительное время сохраняют приличный внешний вид.
Литье бронзы считается одни из самых популярных литейных процессов и применяется сотни лет для изготовления различных изделий из этого металла.
Чтобы понимать насколько этот материал подходит для литья и как с ним правильно работать, требуется обладать общей информацией о самом металле и способах его обработки.
Литье бронзы
Общая характеристика металла
Бронза представляет собой сплав, в состав которого может входит олово, медь и другие компоненты. К сторонним примесям относится цинк, алюминий, бериллий, свинец, никель или кремний. Если говорить о составе, бронзу можно разделить на две группы:
- Оловянные сплавы. Материал может состоять из двух и нескольких компонентов. Олово относится ко второму по процентному содержанию компоненту сплава.
- Безоловянные сплавы. В состав могут входить алюминий, свинец, кремний, свинец или бериллий. Эти компоненты изменяют характеристики сплава.
К характеристикам бронзового сплава относятся:
- Плотность. Этот показатель зависит от содержания олова в составе. Среднее число 9,1 кг/куб. см.
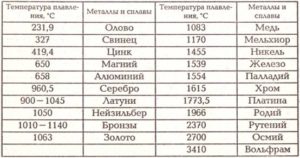
- Температура при которой плавится металл. Изменяется в зависимости от компонентов состава. Диапазон 880–1060 градусов по Цельсию.
- Теплоемкость — 0,385 кДж / (кг*К).
- Электропроводность — 0,176 мкОм*м.
При желании изменить какую-либо из характеристик сплава в его состав добавляется определённое количество сторонних примесей.
История технологии
Историки и археологи утверждают, что литье из бронзы начало развиваться более 10 тысяч лет назад.
В начале истории появления этого сплава он использовался для производства орудий труда и примитивных украшений. Раньше сплав использовали только в производственных целях.
На данный момент бронза используется для изготовления декоративных изделий, заборов, подвижных ограждений, люстр, бра, скульптурных композиций.Моментом самого главного пика изготовления изделий из бронзы является период европейского барокко. В этот период люди украшали свои дома и поместья декоративными элементами из этого сплава.
Основные этапы
Литье бронзы подразумевает под собой технологический процесс, который требует использование специального оборудования и соблюдения определённых этапов производства:
- В первую очередь подготавливается чертеж будущей заготовки.
- Создаётся примыкание к модели литниковой системы. Для этого производится спаивание или приклеивание.
- Изготавливается литьевая форма из огнеупорных смесей.
- Форма освобождается от модельного состава. Для этого её нагревают паром или опускают в ёмкость с горячей водой.
- Используя центробежную машину, расплавленная бронза заливается в форму.
- Будущей заготовке дают самостоятельно остыть.
Для дальнейшей обработки детали из бронзы форма разбивается. Заготовка промывается с помощью химических составов.
Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.
Изделие из бронзы
Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию.
Швы зачищаются и обрабатываются защитными составами.
При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.
Литье в домашних условиях
Опытные мастера металлургии практикуют литье из бронзы в домашних условиях. Для проведения этого процесса требуется приобрести:
- горн;
- щипцы;
- древесный или каменный уголь;
- тигель в котором будет плавиться металл.
В качестве нагревательного элемента для плавки бронзового сплава часто используют газовую горелку. Связано это с тем, что бронзу можно расплавить при небольшой температуре. Так можно сэкономить на покупке индукционной печи.Литье в домашних условиях
Создание литейной формы
Литье бронзы в домашних условиях требует правильного изготовления форм для литья. Формовочная смесь должна состоять из смеси, песчаника, каменноугольной пыли, глины. Этапы изготовления формы:
- Формовочная смесь засыпается в деревянный ящик, который называется опока. Сверху её утрамбовывают слабыми ударами.
- Далее в формовочную смесь погружается модель будущей заготовки.
- Сверху располагается ещё один ящик (опока). В него засыпается формовочная смесь. Трамбуется.
- Далее мастер разделяет форму на нижнюю и верхнюю половины.
Как правильно залить расплавленную бронзу в литейную форму
Литье из бронзы в домашних условиях требует особой подготовки литейных форм. Из них требуется удалить воздух чтобы получились долговечные отливки без дефектов. Формы необходимо раскрутить в центрифуге с электроприводом. После этого можно заливать расплавленный металл.
Как получить более качественное литье
Качество литья можно повысить. Нужно использовать другой изменённую технологию. При этом используется воск. Из него изготавливают формы, в которые будут заливаться отливки. Можно использовать парафин. Чтобы сделать такую модель, требуется использовать готовую форму, которая нагревается в кипящей воде.
Литье бронзы известно многие сотни лет. С помощью этого технологического процесса изготавливаются декоративные элементы, ограждения, светильники и скульптуры. В состав бронзы входят разные компоненты, которые влияют на характеристики сплава.
Существует различные виды изготовления отливок из бронзы, которые подразумевают разные технологические процессы.
Пожалуйста поддержите канал: ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!
Так же Вы можете посетить наш информационный сайт всё о металлах и обработке.
Температура плавления и литье бронзы в домашних условиях

Температура плавления бронзы определенной марки зависит от того, какие химические элементы входят в состав данного сплава. Для того чтобы в домашних условиях выполнять литье бронзовых изделий, необходимо оснастить свою мастерскую соответствующим оборудованием и строго следовать технологическим рекомендациям.
Плавка бронзы в домашних условиях
Виды бронзовых сплавов и различия в температуре их плавления
Основу такого сплава, как бронза, составляет медь, а в качестве легирующих добавок выступают олово, алюминий, кремний, свинец и бериллий.
В бронзе любой марки в небольших количествах содержатся и такие элементы, как фосфор, цинк и др.
Кроме бронзы, современная промышленность производит и другие сплавы на основе меди – мельхиор, копель, константан и нейзильбер (основным легирующим элементом в них является никель), латунь (сплав меди с цинком).
Количество основных легирующих добавок в бронзе определяет не только ее физические и химические свойства, но и цвет.
Каждая из марок бронзы, температура плавления которых входит в интервал 930–1140°, обозначается своей маркировкой. В зависимости от своего химического состава все бронзовые сплавы делятся на:
Соединять медь и олово, чтобы получить бронзу, человек научился еще с древнейших времен. Олово, которое добавляется в такой сплав, делает его тверже, если сравнивать его с чистой медью, а также снижает температуру его плавления.
Одним из ярких примеров такого сплава является колокольная бронза, из которой издавна методом литья изготавливались колокола. Она содержит 80% меди и 20% олова.
Самым значимым недостатком бронз данного типа, обусловленным содержанием олова, является повышенная хрупкость изделий из них.
Температура обработки и технические свойства оловянных бронзБезоловянные бронзы, как следует из их названия, не содержат в своем составе олова. Сплавы данного типа представлены на современном рынке одной из следующих категорий бронз:
- бериллиевые – самые прочные, по многим параметрам превосходящие высококачественные стали;
- кремне-цинковые, отличающиеся особенной стойкостью к истиранию (большим достоинством бронз этой категории является и то, что в расплавленном состоянии они обладают повышенной текучестью);
- сплавы с добавлением свинца, которые отличаются повышенной устойчивостью к коррозии;
- изготовленные на основе меди и алюминия, отличительными характеристиками которых являются повышенная устойчивость к коррозии и хорошие антифрикционные свойства.
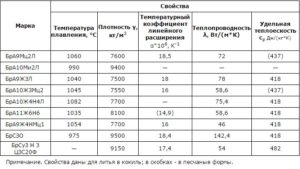
Температура плавления и другие физические свойства литейных безоловянных бронз
Хотя бронзы с добавлением олова отличаются высокой хрупкостью, как уже говорилось выше, они и сегодня являются наиболее распространенными. Для маркировки бронз любых марок вне зависимости от их химического состава используются буквы «Бр», после которых перечисляются обозначения добавок, а также их процентное содержание.
В качестве примера можно расшифровать обозначение бронзы марки Бр ОЦСН3-7-5-1. В данной бронзе, которая относится к оловянному типу, содержится 2,5–4% олова, 6–9,5% цинка, 3–6% свинца, 0,5–2% никеля.
В химический состав любой бронзы, как было сказано выше, могут входить и другие элементы, которые обозначаются следующими буквами:
- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Ф – фосфор.
Химический состав и назначение распространенных марок бронз (нажмите для увеличения)
Если говорить о наиболее распространенных марках бронзы, то к ним следует отнести:
- сплавы литейного типа БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1;
- ковкий бронзовый сплав БрОС5-25.
Для такой технологической операции, как литье, особенно выполняемое в домашних условиях, большое значение имеет температура, при которой можно расплавить металл. Бронзы, содержащие олово, плавятся при меньшей температуре – 900–950°, а те из них, в составе которых данного металла нет, – при температуре 950–1080°.
Бронзовые литейные сплавы при нагреве до температуры плавления имеют большую вязкость, если сравнивать их с латунью. Именно поэтому, чтобы выполнить качественное литье из таких сплавов, их необходимо перегревать. Значимым преимуществом использования литейных бронз является то, что усадка изделий из них очень незначительна. Это позволяет изготавливать из таких сплавов фасонные отливки.
Заливка формы литейной бронзой
Возможно ли литье бронзы в домашних условиях
Для того чтобы выполнять литье изделий из бронзы в домашних условиях, требуется создать для этого все необходимые условия. Наиболее важными из таких условий является хорошая вентиляция в рабочем помещении, а также использование средств, обеспечивающих пожарную безопасность.
Если вы собираетесь изготавливать из бронзы изделия небольшого размера, для этого будет достаточно площади небольшого помещения, если же в ваших планах изготовление габаритных отливок, то вам потребуется просторное помещение (например, гараж).
Обязательное требование к таким помещениям – пол из негорючего материала.
Чтобы расплавить такой материал, как бронза, вам потребуется муфельная печь. Желательно, чтобы это устройство было оснащено регулятором температуры нагрева. Если же такой печи нет в вашем распоряжении, то для плавления бронзы в домашних условиях подойдет обычный горн.
Самодельный горн с вентилятором от старой вытяжки
Кроме печи, которая позволит расплавить металл, для литья изделий из бронзы потребуются:
- тигель – стальной или чугунный сосуд с носиком (для плавления и разливки металла по формам);
- щипцы, при помощи которых тигель извлекается из печи;
- крюк;
- литейная форма, в которую заливается расплавленный металл;
- древесный уголь, используемый в качестве топлива (если для плавления металла применяется горн).
Тигель для плавки несложно сделать из обрезка толстостенной стальной трубы
Процедура литья изделий из бронзы проходит следующим образом.
- Металл, который необходимо расплавить, измельчают и помещают в тигель.
- Тигель устанавливают в печь и разогревают ее до необходимой температуры.
- После того как металл полностью расплавился в тигле, его оставляют в печи еще 4–5 минут для прогрева. Такой прогрев необходим для того, чтобы металл приобрел максимальную текучесть и хорошо заполнял все углубления в литейной форме.
- Тигель с расплавленным металлом, используя крюк и щипцы, извлекают из печи.
- Жидкий металл через специальное литниковое отверстие заливают в форму. При этом важно следить за тем, чтобы струя заливаемого сплава была тонкой и не прерывалась.
Заливка бронзового расплава должна проводится быстро и аккуратно
Форму для литья необходимо предварительно подготовить, что заключается в ее прокаливании в печи. Для осуществления такой процедуры печь прогревают до температуры 550–600°, и только после этого в нее помещают литейную форму. Затем температуру в печи увеличивают до 900° и выдерживают форму под ее воздействием на протяжении 2–4 часов.
Чем большими габаритами обладает литейная форма, тем дольше ее необходимо выдерживать в раскаленной печи. После того как литейная форма полностью прокалена, ее надо извлечь из печи и охладить до температуры 500°, только после этого можно использовать ее для литья.
Более подробно познакомиться с правилами литья бронзы и применяемым для этих целей оборудованием позволяет видео данного процесса.
Как правильно заливать металл в литейную форму
Если расплавленный металл заливают в литейные формы большого размера, то его собственного веса вполне хватает для того, чтобы вытеснить из них весь скапливающийся воздух.
Если же литье выполняется в небольшие формы, то вытеснить из всех внутренних полостей таких конструкций воздух за счет массы расплавленного металла практически невозможно.
Чтобы в таких случаях получить отливки высокого качества, необходимо использовать специальные технологические приемы.Литейные формы помещают в специальные центрифуги, работающие от ручного или электрического привода. При вращении создаются центробежные силы, равномерно распределяющие расплавленный металл по всем внутренним полостям форм. Эффективной данная технология является только в том случае, если металл находится еще в жидком, а не в застывшем состоянии.
Самодельная центрифуга для литья мелких деталей
После окончания процесса литья и остывания металла отливку извлекают, используя для этого простейшие механические приспособления. Следует иметь в виду, что поверхность изделий, только что извлеченных из литейных форм, не отличается высоким качеством, поэтому их необходимо подвергнуть различным видам механической обработки.
Изготовление форм для литья
На качество изделий, полученных методом литья из бронзовых сплавов, серьезное влияние оказывает правильность изготовления литейной формы, которая и позволяет создать из расплавленного металла деталь требуемой конфигурации и с заданными геометрическими параметрами. Для изготовления литейных форм традиционно используют специальные приспособления – опоки. Опока, габариты которой должны примерно в полтора раза превышать параметры готового изделия, состоит из:
- верхней рамки;
- нижнего ящика.
Литейная форма изготавливается под конкретное изделие
Верхняя и нижняя части опоки, в которые засыпается формовочная смесь, для большей надежности могут надежно соединяться друг с другом, для чего используются специальные фиксаторы на их боковых поверхностях.
Состав наиболее часто используемой формовочной смеси включает:
- песок мелкой фракции – 75%;
- глину – 20%;
- каменноугольную пыль – 5%.
В результате смешивания данных компонентов должна получиться однородная масса.
Для изготовления литейной формы также потребуется модель, которую делают из древесины или другого мягкого материала (можно использовать в ее роли готовое изделие требуемого качества).
Самодельная форма для литья состоит из двух половинок
Изготовление самой литейной формы выполняют следующим образом.
- В нижний ящик опоки засыпают формовочную смесь и несильно ее утрамбовывают.
- В полученную утрамбованную массу помещают модель, поверхность которой необходимо предварительно покрыть тальком или порошковым графитом.
- На нижнюю часть опоки ставят верхнюю рамку и засыпают ее доверху формовочной смесью, также утрамбовывая ее. Перед засыпкой верхней половины опоки необходимо сформировать в будущей форме отверстие литника, для чего используют специальную пробку конической формы.
- После утрамбовки формовочной смеси надо разделить готовую форму на две половины – верхнюю и нижнюю, для чего можно использовать любой острый предмет.
- После извлечения из полученной литейной формы внутренние полости модели внимательно осматривают и исправляют дефекты, которые могут на них присутствовать.
Готовую форму необходимо подсушить, после чего ее можно собрать и начать использовать для литья изделий из бронзы. Более наглядно изготовление литейной формы представлено на видео ниже.
Гипсовую форму следует покрыть тонким графитовым слоем
Технология литья бронзовых изделий более высокого качества
Чтобы получить методом литья изделие из бронзы более высокого качества или изготовить деталь сложной конфигурации, можно использовать и другую технологию, предполагающую применение модели из легкоплавкого материала.
В таком случае для создания неразъемной литейной формы применяют модель из парафина, воска или любого другого легкоплавкого материала. Такую модель просто выплавляют из готовой формы, нагревая ее или помещая в кипящую воду.
Восковая модель сложной конфигурации изготавливается из нескольких частей, которые потом дорабатываются и спаиваются
Чтобы обеспечить высокую точность формы и геометрических параметров модели, для ее создания может быть использовано готовое изделие. С его помощью получают гипсовую форму, в которую и отливается копия.
Познакомиться с технологией, позволяющей выполнять качественное литье даже очень сложных по своей конфигурации изделий, также можно по многочисленных видео в сети.
Температура плавления бронзы: виды сплавов и отливочные формы, особенности и технология заливки

Температурные показатели, при которых плавится бронза, находятся в зависимости от ее состава. Чтобы самостоятельно производить литье изделий из этого материала, нужно оборудовать свое рабочее место всеми необходимыми приспособлениями и строго придерживаться технологических правил.
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления.
Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди.Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале.
Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе.
Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Литье в домашних условиях
Для самостоятельной отливки изделий из бронзы, находясь в домашних условиях, необходимо обеспечить подходящие условия. Самые важные момент — эффективная вентиляция в помещении и надежные средства пожарной безопасности.
В том случае, если вам нужно сделать небольшие бронзовые изделия, то работу можно выполнить в небольшом помещении. Для габаритных же конструкций лучше воспользоваться гаражом или цехом.
Стоит отметить, что напольное покрытие в рабочем помещении обязательно должно быть сделано из какого-нибудь негорючего материала.
Для того чтобы расплавить бронзу, невозможно обойтись без специальной муфельной печи. Будет отлично, если оборудование будет иметь встроенный регулятор температурных показателей нагрева. В том случае, если у вас нет возможности воспользоваться такой печью, то в домашних условиях можно применять обыкновенный горн.
Помимо печи, которая может расплавить металлический сплав, для отливки бронзовых изделий понадобятся:
- Тигель — чугунная или стальная емкость с носиком (для разливки материала в формы и плавления);
- Специальные щипцы, которыми тигель будет извлекаться из муфельной печи;
- Крючок;
- Форма для отливки;
- Уголь из древесины, который будет выполнять функции топлива (при использовании горна для плавления).
Итак, процедура отливки производится по следующей схеме:
- Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.
- Тигель помещается в печь и нагревается до необходимых температурных показателей.
- После расплавления металлического сплава в тигеле его еще в течение четырех-пяти минут прогревают в печи. Это нужно для той цели, чтобы материал стал максимально текучим и заполнил всю отливочную форму.
- Тигель, в котором находится расплавленный металлический сплав, извлекается из печки с помощью щипцов и крючка.
- Металл в жидком состоянии посредством специального отверстия отливается в форму. При исполнении этой процедуры необходимо контролировать, чтобы струя не была прерывистой и слишком тонкой.
Отливочную форму нужно заранее правильно подготовить, как следует прокалив ее внутри печи. Для этого печь нужно довести до температуры в 600 градусов и лишь после этого следует помещать в нее форму. Далее температурные показатели необходимо увеличить до 900 градусов и подержать в печи форму в течение двух-четырех часов. Чем больше размеры формы, тем дольше ее нужно держать в нагретой печи.
Особенности заливки
В том случае, если расплавленный металлический сплав отливается в крупную форму, то его массы хватит для вытеснения накопившегося воздуха. Если же для отливки применяются маленькие формочки, то следует прибегнуть к специальным технологическим методам.
Формы в этом случае помещаются в центрифуги, которые функционируют от электрического или же ручного привода. В процессе вращения формируется центробежная энергия, обеспечивающая равномерное распределение металлического сплава по внутренней поверхности формы. Однако эта технология эффективна лишь в той ситуации, если металлический сплав еще жидкий, а не застывший.
После завершения отливки и остывания материала изделие извлекают с помощью обыкновенных приспособлений (щипцы и крюк). Необходимо запомнить, что поверхность недавно извлеченных конструкций не может похвастаться высоким уровнем качества, потому их нужно подвергнуть специальной механической обработке.
Изготовление отливочных форм
На уровень качества получаемых изделий влияет и правильность формы для литья, которая позволяет наделить изделие необходимыми геометрическими параметрами и конфигурацией.
Для создания форм зачастую применяют специальный инструмент — опоку.
Опока, размеры которой должны быть приблизительно в полтора раза больше габаритов готовой конструкции, включает в свой состав нижний ящик и верхнюю рамку.
Части приспособления могут быть соединены друг с другом с помощью боковых фиксаторов.
Состав стандартной смеси для формовки включает:
- Глину;
- Мелкофракционный песок;
- Каменную пыль.
При смешивании этих составляющих получается однородная смесь. Чтобы сделать форму, вам также не обойтись без модели из древесины или иного достаточно мягкого материала.
Изготовление самой формовочной конструкции исполняют следующим образом.
- Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.
- В приготовленный состав укладывают модель, которую нужно заблаговременно покрыть порошковым графитом или тальком.
- К нижней части опоки прикрепляется верхняя рама, после чего она засыпается формовочным раствором. Перед тем как производить засыпку, нужно сделать отверстие для будущего литника. Для этого можно воспользоваться специальной конической пробкой.
- После того как формовочная смесь будет утрамбована, форму необходимо разделить надвое. Для этого можно воспользоваться любым острым приспособлением.
- Финальная стадия предполагает устранение дефектов и выравнивание неровностей.
Сделанную форму нужно просушить, лишь после этого ее можно использовать.
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.
Температура плавления бронзы
Многие сегодня пытаются в домашних условиях осваивать технологии промышленного производства. При условии соблюдения последовательности определенных манипуляций и наличия необходимого оборудования удается решать порою очень сложные задачи.
Так, например, можно легко плавить металлы и создавать своими руками холодное оружие или эксклюзивные украшения. Для этого необходимо знать, до какой температуры нужно разогревать металл и как это лучше всего делать.
Данная статья расскажет о том, какова температура плавления бронзы, что нужно учитывать, желая подчинить себе данный металл.
Что такое бронза? Это сплав, состоящий из основного компонента (меди) и дополнительного легирующего элемента.
В зависимости от того, что выступает в качестве легирующей добавки, различают несколько марок описываемого материала, поэтому у каждого вида бронзы своя температура плавления.
От процентного содержания дополнительных компонентов зависят физико-химические свойства бронзы. Понять, какие примеси содержатся в сплаве, помогает его маркировка.
Все бронзовые составы условно можно разделить на две большие группы:
К оловянным сплавам относится разновидность бронзы, в составе которой в качестве легирующего элемента выступает олово. Этот металл прочнее меди, но он легкоплавок.
Сочетание меди (80%) и олова (20%) – первый сплав, который научилось создавать человечество. При помощи него на Руси отливались церковные колокола. Металл хорошо звучал, но был хрупок.
Поэтому возникла необходимость искать более совершенные сплавы.
Безоловянные сплавы не содержат в своем составе хрупкого олова. В качестве легирующих добавок в них может выступать бериллий, кремний, свинец и алюминий. В зависимости от того, какой именно из перечисленных металлов сочетается с медью, сплав обретает свои физико-химические свойства.
Так, например, бериллий позволяет создавать сплавы, которые по своим прочностным характеристикам во многом превышают высококачественную сталь. Добавление кремния делает бронзу более устойчивой к механическому трению.Свинец помогает формировать высокую устойчивость к коррозии, алюминий улучшает фрикционные характеристики сплава.
Процесс плавления бронзы обязательно должен начинаться с изучения ее состава. Все оловянные марки плавятся при температуре 900–950°C, безоловянные марки плавятся при температуре 950–1080°C.
Обратите внимание! При литье учитывается еще один показатель сплава – его вязкость. У оловянной бронзы она выше, чем у латуни, поэтому при нагреве ее необходимо сильно перегреть. Потом после остывания описываемая марка дает минимальную усадку, поэтому данный вид бронзы идеально подходит для фасонной отливки.
Многие из нас задаются вопросом, возможен ли процесс плавки описываемого сплава в домашних условиях. Воссоздать промышленное литье невозможно. Так как бронза имеет высокую температуру плавления, для работы с раскаленным металлом нужны особые условия.
Можно попытаться освоить мелкое литье, позволяющее создавать украшения или маленькие поделки. Для осуществления этого процесса придется выделить отдельную комнату, а также предпринять все меры противопожарной безопасности, сделать качественную вентиляцию.
Изготавливать крупные бронзовые детали можно там, где есть земляной или бетонный пол (это может быть гараж с хорошей принудительной вентиляцией).
Для работы понадобится определенное оборудование и специальный инструмент. Осуществить литье позволит только муфельная печь (наличие терморегулятора значительно упростит решение поставленной задачи).
Для крупного литься придется устанавливать горн. Плавить металл можно в чугунной емкости, которая имеет форму с носиком. Он помогает аккуратно переливать расплавленный металл в форму.Такая чугунная емкость называется тигель.
Из печи тигель вынимается длинными щипцами и специальным крюком. Под рукой должна быть литейная форма. Для растопки муфельной печи лучше всего подходит древесный уголь, для горна кокс.
Процесс литья
Сам процесс литься бронзы предельно прост. Печь разогревается до определенных параметров. Напомним еще раз, что для плавки оловянных сплавов необходимо разогреть печь до температуры 900–950°C, температура плавления безоловянных сплавов на порядок выше – 950–1080°C.
Плавление любого состава бронзы должно начаться с прокалки формы для заливки в муфельной печи или в горне. Для этого печь сначала нагревается до температуры 600°C. Затем в нее погружается форма, после этого температуру в печи нужно увеличить до 900°С. Литейная форма должна провести в печи пару часов. После окончания таймера форма вынимается из печи и остужается до температуры 500°С.
Бронза помещается в чугунный лоток и отправляется прямиком в хорошо прогретую печь. После того, как сплав расплавится, металл нужно еще подержать в печи пять минут.
Так он хорошо прогреется, а это значит, можно будет легко обеспечить качественное заполнение литейной формы. Из печи тигель извлекается крюком, щипцами обеспечивается процесс переливки расплавленного сплава в форму.
Выливать металл важно тонкой непрерывной струйкой. Только так можно предотвратить процесс размывания формы.
Как правильно залить расплавленную бронзу в литейную форму
Залить расплавленную бронзу в литейную форму – настоящая наука. Заполнить форму больших размеров будет несложно. Жидкий сплав под действием силы притяжения и собственного веса сам равномерно распределится по емкости и вытеснит весь имеющийся воздух.
С заполнением форм маленьких размеров возникнет определенная проблема. Дело в том, что воздух препятствует равномерному перераспределению сплава по всем плоскостям.
Поэтому нередко плавление бронзы в домашних условиях не позволяет создавать качественные изделия.
Можно ли самостоятельно решить подобную проблему? Да, если под рукой есть центрифуга. Центробежная сила вытеснит воздух и позволит сплаву равномерно перераспределиться по всей площади формы. Действовать по такому плану необходимо очень быстро, пока бронза не успела застыть.
Вынимать заливку из формы нужно, когда сплав полностью застынет. Поверхность заготовки получится шероховатой, кое-где обязательно появятся наплывы из металла. Подобные дефекты устраняются методом механической шлифовки. Если правильно была прогрета печь, объем механической шлифовки будет минимальным.
Создание литейной формы
Учитывая то обстоятельство, что у каждого вида бронзы своя температура плавления, важно иметь под рукой форму, способную выдержать наивысшую точку нагрева описываемого сплава. Ее сложно создать собственными руками в домашних условиях, но попытаться можно, если внимательно изучить следующую инструкцию.
Сначала нужно создать формовочный ящик (литейщики называют его опокой). Его размеры в полтора раза больше размеров будущей детали. Собирается опока из не струганных досок по следующей схеме: сначала сбивается верхняя рамка (внешне она похожа на обычный ящик без дна и верха, но с двумя перекладинами посередине), потом сбивается нижняя рамка (ящик с дном).
Потом приступают к созданию формовочной земли. Она имеет особый состав: 75% мелкозернистого песка, 20% глины и 5% пыли каменного угля. Все ингредиенты соединяются между собой и тщательно перемешиваются.
Следующий этап – изготовление модели, которая поможет сформировать форму для будущего литья. Специалисты рекомендуют изготавливать ее из дерева. Дальнейший процесс воспроизводится по следующему алгоритму.- Модель из дерева предварительно обильно посыпается тальком, а потом аккуратно помещается в нижний ящик опоки ровно наполовину.
- Потом он доверху заполняется уже готовой формовочной землей.
- Вся полученная композиция обильно посыпается графитом.
- После этого нижняя часть опоки (с дном) закрывается верхней рамкой (без дна).
- В верхнюю рамку вставляется металлический конус, узкая часть которого должна коснуться поверхности деревянной модели. Конус позволит сформировать литник – деталь, через которую будет заливаться расплавленная бронза.
- Верхний ящик тоже доверху заполняется формовочной землей. Наполнение тщательно утрамбовывается специальной ступкой.
- После этого металлический конус аккуратно извлекается. При помощи острого ножа верхняя опока снимается с нижней рамки вместе с формовочной смесью. Из нее извлекается деревянная заготовка. После всех произведенных манипуляций на обеих опоках должны остаться углубления, точно копирующие геометрию одной половины деревянной модели.
Обратите внимание! Ножом можно на данном этапе поправлять слегка осыпавшиеся линии. Если часть земли прилипла к модели, ее недостаток в опоке восполняется. Излишки просто удаляются.
- Оставляем нижнюю и верхнюю часть опоки до полного высыхания, а потом соединяем вместе таким образом, чтобы между ними не оставалась щель. Форма для литья бронзы готова.
При помощи такой формы удается создавать изделия из бронзы, не имеющие четкого рисунка и мелких деталей.
Как получить более качественное литье
Даже в домашних условиях можно произвести более качественное литье, если применить особый способ создания формы под литье. За основу берется модель, в точности напоминающую ту, что необходимо будет выплавить из бронзы. Она изготавливается из воска или парафина.
- С модели сначала снимается гипсовый слепок, состоящий из двух половинок. Части слепка соединяются между собой гипсовым раствором.
- Получившаяся форма после высыхания заполняется жидким парафином через специально оставленное отверстие.
- Когда парафин застынет, гипсовую скорлупу удаляют. Должна остаться фигура из застывшего парафина.
- Ее помещают в жаростойкую массу и формируют неразъемную форму для литья. Литейные массы сегодня продаются в строительных магазинах. Обязательно оставляется отверстие в форме для слива парафина и заливки бронзы.
- Затем неразъемную форму необходимо поместить в кипяток. Он нагреется и расплавит парафин или воск. Через специальное отверстие, предназначенное для заливки жидкого сплава (будущий литник), нужно слить расплавленный воск. После этого форма для создания более качественного литья будет готова. Изготовление формы таким способом позволяет получать бронзовое литье, имеющее более четкий контур и мелкие детали.
Воссоздать процесс плавления бронзы в домашних условиях не так уж и просто, но если задастся подобной задачей, решить ее поможет предложенная статья. Главное нужно всегда помнить о мерах предосторожности, уметь различать виды сплавов, знать, при какой температуре каждый из них плавится.
Поделись с друзьями
Теплопроводность сплавов меди. Температура плавления латуни и бронзы

В таблице приведены значения теплопроводности латуни, бронзы, а также медно-никелевых сплавов (константана, копели, манганина и др.) в зависимости от температуры — в интервале от 4 до 1273 К.
Теплопроводность латуни, бронзы и других сплавов на основе меди при нагревании увеличивается. По данным таблицы, наибольшей теплопроводностью из рассмотренных сплавов при комнатной температуре обладает латунь Л96. Ее теплопроводность при температуре 300 К (27°С) равна 244 Вт/(м·град).
Также к медным сплавам с высокой теплопроводностью можно отнести: латунь ЛС59-1, томпак Л96 и Л90, томпак оловянистый ЛТО90-1, томпак прокатный РТ-90. Кроме того, теплопроводность латуни в основном выше теплопроводности бронзы. Следует отметить, что к бронзам с высокой теплопроводностью относятся: фосфористая, хромистая и бериллиевая бронзы, а также бронза БрА5.
Медным сплавом с наименьшей теплопроводностью является марганцовистая бронза — ее коэффициент теплопроводности при температуре 27°С равен 9,6 Вт/(м·град).
Теплопроводность медных сплавов всегда ниже теплопроводности чистой меди при прочих равных условиях. Кроме того, теплопроводность медно-никелевых сплавов имеет особенно низкое значение. Самым теплопроводным из них при комнатной температуре является мельхиор МНЖМц 30-0,8-1 с теплопроводностью 30 Вт/(м·град).
| Бериллиевая медь | 300 | 111 |
| Константан зарубежного производства | 4…10…20…40…80…300 | 0,8…3,5…8,8…13…18…23 |
| Константан МНМц40-1,5 | 273…473…573…673 | 21…26…31…37 |
| Копель МНМц43-0,5 | 473…1273 | 25…58 |
| Манганин зарубежного производства | 4…10…40…80…150…300 | 0,5…2…7…13…16…22 |
| Манганин МНМц 3-12 | 273…573 | 22…36 |
| Мельхиор МНЖМц 30-0,8-1 | 300 | 30 |
| Нейзильбер | 300…400…500…600…700 | 23…31…39…45…49 |
| Автоматная латунь UNS C36000 | 300 | 115 |
| Л62 | 300…600…900 | 110…160…200 |
| Л68 латунь деформированная | 80…150…300…900 | 71…84…110…120 |
| Л80 полутомпак | 300…600…900 | 110…120…140 |
| Л90 | 273…373…473…573…673…773…873 | 114…126…142…157…175…188…203 |
| Л96 томпак волоченый | 300…400…500…600…700…800 | 244…245…246…250…255…260 |
| ЛАН59-3-2 латунь алюминиево-никелевая | 300…600…900 | 84…120…150 |
| ЛМЦ58-2 латунь марганцовистая | 300…600…900 | 70…100…120 |
| ЛО62-1 оловянистая | 300 | 99 |
| ЛО70-1 оловянистая | 300…600 | 92…140 |
| ЛС59-1 латунь отожженая | 4…10…20…40…80…300 | 3,4…10…19…34…54…120 |
| ЛС59-1В латунь свинцовистая | 300…600…900 | 110…140…180 |
| ЛТО90-1 томпак оловянистый | 300…400…500…600…700…800…900 | 124…141…157…174…194…209…222 |
| БрА5 | 300…400…500…600…700…800…900 | 105…114…124…133…141…148…153 |
| БрА7 | 300…400…500…600…700…800…900 | 97…105…114…122…129…135…141 |
| БрАЖМЦ10-3-1,5 | 300…600…800 | 59…77…84 |
| БрАЖН10-4-4 | 300…400…500 | 75…87…97 |
| БрАЖН11-6-6 | 300…400…500…600…700…800 | 64…71…77…82…87…94 |
| БрБ2, отожженая при 573К | 4…10…20…40…80 | 2,3…5…11…21…37 |
| БрКд | 293 | 340 |
| БрКМЦ3-1 | 300…400…500…600…700 | 42…50…55…54…54 |
| БрМЦ-5 | 300…400…500…600…700 | 94…103…112…122…127 |
| БрМЦС8-20 | 300…400…500…600…700…800…900 | 32…37…43…46…49…51…53 |
| БрО10 | 300…400…500 | 48…52…56 |
| БрОС10-10 | 300…400…600…800 | 45…51…61…67 |
| БрОС5-25 | 300…400…500…600…700…800…900 | 58…64…71…77…80…83…85 |
| БрОФ10-1 | 300…400…500…600…700…800…900 | 34…38…43…46…49…51…52 |
| БрОЦ10-2 | 300…400…500…600…700…800…900 | 55…56…63…68…72…75…77 |
| БрОЦ4-3 | 300…400…500…600…700…800…900 | 84…93…101…108…114…120…124 |
| БрОЦ6-6-3 | 300…400…500…600…700…800…900 | 64…71…77…82…87…91…93 |
| БрОЦ8-4 | 300…400…500…600…700…800…900 | 68…77…83…88…93…96…100 |
| Бронза алюминиевая | 300 | 56 |
| Бронза бериллиевая состаренная | 20…80…150…300 | 18…65…110…170 |
| Бронза марганцовистая | 300 | 9,6 |
| Бронза свинцовистая производственная | 300 | 26 |
| Бронза фосфористая 10% | 300 | 50 |
| Бронза фосфористая отожженая | 20…80…150…300 | 6…20…77…190 |
| Бронза хромистая UNS C18200 | 300 | 171 |
Примечание: Температура в таблице дана в градусах Кельвина!
Температура плавления латуни
Температура плавления латуни рассмотренных марок изменяется в интервале от 865 до 1055 °С. Наиболее легкоплавкой является марганцовистая латунь ЛМц58-2 с температурой плавления 865°С. Также к легкоплавким латуням можно отнести: Л59, Л62, ЛАН59-3-2, ЛКС65-1,5-3 и другие.
Наибольшую температуру плавления имеет латунь Л96 (1055°С). Среди тугоплавких латуней по данным таблицы можно также выделить: латунь Л90, ЛА85-0,5, томпак оловянистый ЛТО90-1.
| Л59 | 885 | ЛМц55-3-1 | 930 |
| Л62 | 898 | ЛМц58-2 латунь марганцовистая | 865 |
| Л63 | 900 | ЛМцА57-3-1 | 920 |
| Л66 | 905 | ЛМцЖ52-4-1 | 940 |
| Л68 латунь деформированная | 909 | ЛМцОС58-2-2-2 | 900 |
| Л70 | 915 | ЛМцС58-2-2 | 900 |
| Л75 | 980 | ЛН56-3 | 890 |
| Л80 полутомпак | 965 | ЛН65-5 | 960 |
| Л85 | 990 | ЛО59-1 | 885 |
| Л90 | 1025 | ЛО60-1 | 885 |
| Л96 томпак волоченый | 1055 | ЛО62-1 оловянистая | 885 |
| ЛА67-2,5 | 995 | ЛО65-1-2 | 920 |
| ЛА77-2 | 930 | ЛО70-1 оловянистая | 890 |
| ЛА85-0,5 | 1020 | ЛО74-3 | 885 |
| ЛАЖ60-1-1 | 904 | ЛО90-1 | 995 |
| ЛАЖМц66-6-3-2 | 899 | ЛС59-1 | 900 |
| ЛАН59-3-2 латунь алюминиево-никелевая | 892 | ЛС59-1В латунь свинцовистая | 900 |
| ЛАНКМц75-2-2,5-0,5-0,5 | 940 | ЛС60-1 | 900 |
| ЛЖМц59-1-1 | 885 | ЛС63-3 | 885 |
| ЛК80-3 | 900 | ЛС64-2 | 910 |
| ЛКС65-1,5-3 | 870 | ЛС74-3 | 965 |
| ЛКС80-3-3 | 900 | ЛТО90-1 томпак оловянистый | 1015 |
Температура плавления бронзы
Температура плавления бронзы находится в диапазоне от 854 до 1135°С. Наибольшей температурой плавления обладает бронза АЖН11-6-6 — она плавится при температуре 1408 К (1135°С). Температура плавления этой бронзы даже выше, чем температура плавления меди, которая составляет 1084,6°С.
К бронзам с невысокой температурой плавления можно отнести: БрОЦ8-4, БрБ2, БрМЦС8-20, БрСН60-2,5 и подобные.
| БрА5 | 1056 | БрОС8-12 | 940 |
| БрА7 | 1040 | БрОСН10-2-3 | 1000 |
| БрА10 | 1040 | БрОФ10-1 | 934 |
| БрАЖ9-4 | 1040 | БрОФ4-0.25 | 1060 |
| БрАЖМЦ10-3-1,5 | 1045 | БрОЦ10-2 | 1015 |
| БрАЖН10-4-4 | 1084 | БрОЦ4-3 | 1045 |
| БрАЖН11-6-6 | 1135 | БрОЦ6-6-3 | 967 |
| БрАЖС7-1,5-1,5 | 1020 | БрОЦ8-4 | 854 |
| БрАМЦ9-2 | 1060 | БрОЦС3,5-6-5 | 980 |
| БрБ2 | 864 | БрОЦС4-4-17 | 920 |
| БрБ2,5 | 930 | БрОЦС4-4-2,5 | 887 |
| БрКМЦ3-1 | 970 | БрОЦС5-5-5 | 955 |
| БрКН1-3 | 1050 | БрОЦС8-4-3 | 1015 |
| БрКС3-4 | 1020 | БрОЦС3-12-5 | 1000 |
| БрКЦ4-4 | 1000 | БрОЦСН3-7-5-1 | 990 |
| БрМГ0,3 | 1076 | БрС30 | 975 |
| БрМЦ5 | 1007 | БрСН60-2,5 | 885 |
| БрМЦС8-20 | 885 | БрСУН7-2 | 950 |
| БрО10 | 1020 | БрХ0,5 | 1073 |
| БрОС10-10 | 925 | БрЦр0,4 | 965 |
| БрОС10-5 | 980 | Кадмиевая | 1040 |
| БрОС12-7 | 930 | Серебряная | 1082 |
| БрОС5-25 | 899 | Сплав ХОТ | 1075 |
Примечание: температуру плавления и кипения других металлов можно найти в этой таблице.
Источники: