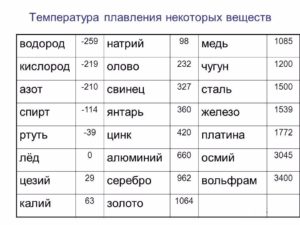
Температура плавления оцинкованной стали
Температура плавления оцинкованной стали

Выбирая водопроводные трубы, металлический лист или строительный крепёж – нам не раз приходится сталкиваться с оцинкованной продукцией, которая, по сути, является аналогом изделий из чёрного металла, но стоит несколько дороже. Поэтому у людей возникают резонные вопросы по поводу рабочих качеств и преимуществ, например, обычного оцинкованного листа или профнастила. Давайте попробуем в этом разобраться.
Проблема коррозии стальных конструкций
Многие металлы при взаимодействии с кислородом воздуха вступают в реакцию окисления, вследствие чего на поверхностях деталей и заготовок образуется тонкий плёночный слой. Некоторые металлы, типа алюминия, олова или цинка, имеют плёнку плотную и стойкую, которая не даёт кислороду проникнуть вглубь материала.
У железа (как и у стали) данный процесс выглядит иначе, так как образующиеся на поверхностях гидроксиды получаются рыхлее и объёмнее основного металлического массива. Из-за этого, вместо хорошо держащейся плёнки, получаются отслаивающиеся хлопья и коржи – иными словами «ржавчина».
Соответственно, никакой защиты нет, процесс коррозии продолжается без остановки.
В результате коррозионного разрушения стальные детали истончаются. Из-за этого они теряют свои несущие способности. Собранные в конструкцию, они перестают плотно прилегать друг к другу, вызывая локальные перегрузки на отдельных участках и разрушения. Металлические покрытия и резервуары теряют герметичность, из-за чего возникают протечки.
Нанесение и работа цинкового покрытия как решение
Очевидно, что без защиты обычную чёрную сталь эксплуатировать нельзя. Необходимо как-то устранить доступ кислорода и воды к железу.
Некоторого эффекта можно добиться различными вариантами окраски, но он будет слишком недолговечным и вообще не всегда действенным.
Но если нанести на поверхность стальной заготовки слой цинка, то он станет буфером на пути вредных для стали: воды и кислорода.
Существует несколько методов создания цинковых прослоек, начиная от холодного способа (когда защита наносится по типу покраски), заканчивая технологией гальванической обработки листа в электролитических растворах с содержанием цинка. Однако при создании оцинкованной листовой стали, в первую очередь предназначенной для последующего использования в строительном деле, наиболее эффективным и выгодным методом является «горячее цинкование».Лист, оцинкованный горячим способом, производится согласно ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия).
Суть метода заключается в том, что на предприятии рулонный лист (марка стали используется обычно 10кп, 08Ю, 08пс, 08кп, 08пс и другие) протягивается через ванну с расплавом цинкосодержащего состава (кроме цинка марки Ц1, Ц2 или Ц0 входит также алюминий, свинец…), разогретого примерно до 450-480 градусов Цельсия.
При такой температуре цинк хорошо смачивает сталь, и посредством диффузии проникает в наружные слои стальной заготовки. Полученная плёнка не просто хорошо держится на поверхности основного металла, но она становится со сталью единым целым. По сравнению с гальваническим способом , горячее цинкование создаёт защитный слой намного толще.
Лист оцинкованный ГОСТ получается намного более долговечным чем, допустим, окрашенный, ведь его защитная прослойка не даёт сколов при ударах, не трескается при изгибах и растягиваниях и т.д. При воздействии кислорода и воды цинк первым вступает в так называемую «жертвенную» реакцию оставляя сталь нетронутой, кроме того он создаёт патину, предотвращающую электромеханическую коррозию.
Каковы преимущества и недостатки оцинкованного металла
К плюсам использования «оцинковки» следует отнести:
- Увеличенный срок службы изделий по сравнению с чёрным металлом (долговечность достигает нескольких десятков лет). Лист становится стойким к увлажнению, может применяться на улице без покрытия ЛКМ.
- Цинкование спасает чёрный металл от нескольких видов коррозии.
- Покрытие из цинкового сплава очень прочно соединяется со стальным «сердечником», не трескается при изгибах, не скалывается при ударных нагрузках, как краска. Оно хорошо противостоит истиранию. Покрытие часто имеет ещё большую прочность, чем сама сталь, поэтому улучшает стойкость листа к локальным механическим нагрузкам и абразивному износу.
- Цинк является безопасным экологически.
- Покрытие имеет способность к «самовосстановлению» при появлении царапин, раковин и выработок. Там, где изделие режется, где проходит крепёж, или выполняется перфорация – цинк затягивается.
- Цена оцинкованного листа значительно ниже, чем аналогичного по рабочим характеристикам изделия из нержавейки.
- Многие люди находят матовую металлизированную поверхность оцинковки привлекательной.
Минусы оцинкованной стали скорее условны, но они есть:
- С каждым годом открытая деталь теряет некоторую толщину слоя цинка.
- Оцинкованный металл сложно варить.
- Для покраски оцинкованных листов, требуется выполнять дополнительные подготовительные операции.
Ключевые характеристики оцинкованного листового проката
Нюансы классификации оцинковки и принципы разделения подобной продукции на сорта описаны в ГОСТ 14918-80. Рассмотрим основное.
Толщина основного металла. Как правило, для строительных нужд цинкованию горячим способом подвергаются листы стальные холоднокатаные толщиной от полмиллиметра до 3 мм.
Но также довольно популярна оцинковка толщиной 0,35-0,45 мм, которая может считаться лучшим вариантом для использования без нагрузок.
Для кровельных работ, где нагрузки имеются и нормируются, предпочтительнее использовать материал от 0,5 до 1 мм, а для последующего производства, например перфорированного крепежа – применяют лист толщиной в 1,5-2,5 мм.
Сталь листовая оцинкованная: гост 14918 90, классификация и способы применения, способы нанесения покрытия
Использование цинкового покрытия на поверхности стали обусловлено способностью защищать металл и изделия из него от коррозии. Лист стальной оцинкованный ГОСТ 14918 80 является материалом, эффективно применяемым в производстве и строительстве.
Удобный, надежный и практичный, он выдерживает определенные эксплуатационные нагрузки и действие окружающих вредных условий.
Из-за своей легкости оцинкованная сталь применяется в качестве кровельного покрытия, так как не утяжеляет строение и не требует устройства дополнительного основания и усиления фундаментов.
Металл при воздействии на него кислорода окисляется, из-за этого на поверхности конструкции появляется тонкий слой пленки. Отдельные материалы, такие как олово, цинк, алюминий образуют стойкий слой, защищающий металл от действия кислорода.
У железа образующиеся на поверхности гидроксидные пленки имеют рыхлую и объемную структуру.
Такое образование называется ржавчиной, так как вместо защиты, слой отделяется от поверхности в виде коржей и хлопьев, причем коррозионный процесс продолжается постоянно, и конструкция разрушается.
Истончение деталей ведет к уменьшению несущих способностей, прочности, уменьшает прилегание элементов друг к другу, в результате загруженность соседних узлов и деталей увеличивается.Металлические емкости и резервуары теряют герметичность и разрушаются.
Становится очевидным, что использовать черный металл без защитной пленки нельзя, требуется создать барьер для доступа воды и кислорода к поверхности.
Способы нанесения пленки
Часто пользуются методом окраски готовых изделий, но способ считается недолговечным и не всегда действенным. Эффективным решением является нанесение цинковой пленки, которая защищает поверхность от разрушения. Цинковый слой наносится несколькими способами:
- холодный метод предполагает нанесение цинка по типу покраски, в современном производстве применяется довольно редко;
- гальваническая обработка листов заключается в обработке поверхности стали в цинксодержащих электролитных растворах;
- метод горячей оцинковки является наиболее распространенным из-за последующего сохранения заданных качеств длительное время.
Металл, оцинкованный горячим методом, выпускается с конвейера в соответствии с ГОСТ 14918–80 .
Оцинкованный лист получается протяжкой в ванне с расплавленным раствором, с содержащем цинка, используют марки стали 08Ю, 10кп, 08кп, 08пс и другие.
В состав наносимого сплава помимо цинка добавляется свинец, алюминий и другие металлы, стойкие к кислородному и влажному воздействию.
Перед рабочим процессом раствор нагревается до температуры 455−485˚С, это создает условия для хорошего смачивания и последующей адгезии, таким образом, пленка становится единым целым с телом листа. Метод горячего протягивания создает толстый защитный слой по сравнению с гальваническим способом.
Лист оцинкованный ГОСТ получает прогнозированную долговечность, чем окрашенный простым нанесением, пленка не трескается и не образует трещин при допустимых изгибах. В случае агрессивного окружающего пространства цинковый слой первым вступает во взаимодействие, оставляя металл нетронутым, не допуская коррозии.
Классификация листов
В зависимости от способа получения материала и его назначения сталь, покрытую цинком, подразделяют на группы:
- оцинкованный материал общего назначения;
- сталь с цинковым покрытием холодной штамповки;
- оцинковка холодной полировки;
- оцинковка, предназначенная для дальнейшего красочного покрытия.
Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа. Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Особо актуально применение оцинковки в строительной отрасли. Материал после цинкования красится полимерными красителями и составами на основе эпоксидной смолы в расплавленных печах. Покрытая полимерами сталь служит основой в производстве кровельных покрытий и стеновых материалов, выгода от применения которых становится очевидной.
Профнастил, металлочерепица, кровельная сталь — вот наименования легкого прочного и практичного кровельного покрытия для современных коттеджей. Помимо кровельных работ, оцинковка используется для изготовления:
- металлического декоративного штакетника;
- при монтаже фальцевых крыш в качестве картины;
- водопроводных труб;
- штрипса — сортового лентопроката;
- монтажных профилей для гипсокартона, евродоски, пластика и других стеновых покрытий;
- перфорированного крепежа и различных кронштейнов;
- кровельных фартуков, обделок, элементов водостоков, коньков, ендов и других вспомогательных деталей крыши;
- вентиляционных каналов;
- разводных лотков для кабелей в электротехнике, корпусов приборов, устройств и др.
Преимущества и недостатки
Профнастил в виде кровельного покрытия стоит достаточно дешево, чтобы его могли применять для строительства широкие слои населения. Легкость установки на стропильные конструкции позволяет сделать это даже новичку. К плюсам материала относятся:
- длительный срок эксплуатации по сравнению с обыкновенным металлом, время работы оцинкованного листа исчисляется десятками лет без изменения не только качеств, но и внешнего вида изделия;
- экономия на составах для лакокрасочной обработки — лист ставят в некоторых случаях без покраски, так как его покрытие является стойким к влажности и нагреванию солнцем;
- покрытие из цинка на поверхности металла прочно соединено с центральным слоем, при изгибе, штамповке, растягивании слой цинка не скалывается, остается неотделимым;
- часто у покрывающего слоя прочностные показатели превосходят эти значения для внутреннего слоя стали, поэтому в комплексе увеличивается восприятие нагрузок;
- цинковое покрытие на металле соответствует экологическим нормам и является безопасным для человека и животных;
- цинк обладает свойством затягивать мельчайшие царапины на поверхности и в местах прохождения крепежных метизов, а также на местах резов;
- изделия из оцинковки стоят ниже таких же деталей, выполненных из нержавейки;
- металлизированная матовая поверхность материала имеет привлекательный внешний вид и применяется в некоторых дизайнерских разработках без окрашивания.
Недостатки оцинковки можно считать условными:
- с каждым годом эксплуатации теряется микроскопическая толщина слоя;
- оцинкованный лист не подвергается соединению сваркой;
- окраска лакокрасочными составами поверхности из оцинковки требует подготовительного процесса.
Оцинковка ГОСТ предусматривает показатели, переводящие листы в ту или иную категорию качества — это может быть прописано в сопроводительных документах. Для покупателя важно, чтобы внешний вид материала не содержал поверхностных изъянов и нарушений целостности.
Поверхность стали должна быть гладкой и ровной, без трещин цинкового слоя. Иногда для некоторых марок материала допускается образование на поверхности пятен, тонких наплывов и шероховатостей. Это относится:
- к оцинковке, полученной способом холодного штампования;
- профилируемым листам, изготовленным на гибочных приспособлениях;
- материалу, относящемуся к группе общего назначения.
Для других категорий стали с оцинкованным покрытием дефектов при визуальном осмотре быть не должно, особенно неприемлем брак в виде зазубрин. Если материал предназначается под окраску, то на нем не должно быть никаких проявлений брака. Любая трещина влияет на качество конечного изделия.
Производство оцинкованного металла
Чтобы в условиях производства получить листовой материал с оцинкованным верхним слоем, его покрывают марочным цинком по специальной технологии. Защитная пленка наносится с двух сторон или с одной. Используется покрытие разной толщины в зависимости от области дальнейшего применения и предполагаемых условий кислородного и влажностного воздействия.
Разработано специализированное оборудование для горячего метода цинкования — наиболее востребованного способа производства. Гальванический метод и холодное цинкование применяют достаточно редко, так как качество обоих методов оставляет желать лучшего. Нанесение цинкового слоя происходит в несколько этапов:
- вначале стальной лист подвергается обжигу в печах при высокой температуре;
- чтобы повысить сопротивляемость металла коррозионным процессам его помещают на втором этапе обработки в ванну с расплавленным цинковым составом;
- затем делается консервация для улучшения защитной функции цинкового слоя, это выполняется с помощью промасливания, пассивирования, иногда эти операции сочетают между собой.
В результате производственного процесса с соблюдением всех технологических циклов получается материал, стойкий к коррозии, в виде листа, который в дальнейшем отлично штампуется, вальцуется, гнется и вытягиваются без ущерба для начальных качеств. Полученный оцинкованный лист по антикоррозионным качествам можно смело приравнивать к нержавейке.
Стандарты ГОСТа распространяются на листовой материал и тот, что выпускается в рулонах. Назначение материала при этом может быть различным, независимо от того, используется холоднокатаный лист для производства домашней посуды или применяется в качестве кровельного материала. Стандартами предусмотрены такие размеры листа при выпуске:
- ширина варьируется от 70 до 150 см;
- толщина металла может составлять от 0,4 мм до 1,5 см.
Виды сырья
Для изготовления оцинковки применяются различные марки стали, но основные из них такие:
- сталь Ст3, Ст1 и Ст2, 100, причем используются все степени раскисления в соответствии с ГОСТ 380–1994 ;
- ГОСТ 9045–1993 допускает к производству 08кп, 08пс, 08Ю;
- ГОСТ 1050–1988 рекомендует сталь Юкп.
Категории стали
Оцинкованный металл подразделяется по способности вытягиваться без создания поверхностных дефектов:
- категория Н присваивается материалу с нормальной способностью к вытяжке;
- категория Г способна к глубокой вытяжке с получением усредненных показателей;
- в категорию ВГ включены оцинкованные листы с качеством, позволяющим тянуться очень глубоко.
Классификация цинкового листа затрагивает и разницу в толщине защитного слоя по длине или ширине листа, полученного в процессе производства:
- НР говорит о нормальной разнице в толщине слоя.
- УР свидетельствует об уменьшенной разнице толщин на поверхности.
По желанию заказчика на поверхности цинкового слоя может быть выполнен рисунок кристаллизации (серия КР). Листы материала без такого нанесения относят к серии Мт.
Деление стали с оцинкованным защитным слоем производится также в зависимости от толщины полученного защитного покрытия:
- сталь повышенного класса имеет вес одного квадратного метра слоя при толщине покрытия в микронах от 60 до 40 на двух сторонах листа 850−570 грамм;
- высокого класса, при толщине в микронах от 40−19 квадрат слоя весит 570−260 грамм;
- обычный класс предполагает вест квадрата покрытия при толщине от 10 до 18 микрон в 260−142 грамма.
Каждый вид категории и класса предназначен для работы в определенных условиях эксплуатации и предполагает различную дальнейшую обработку. Для выбора требуемого качества нужно определиться с этими условиями, чтобы не переплачивать за высокое качество, которое с успехом можно заменить обыкновенной категорией.
Оцинкованная сталь: свойства и классификация
Повсеместное использование цинка для защиты стальных листов оправданно высокими антикоррозионными свойствами этого металла. Оцинкованная сталь – это идеальный материал, который с успехом используется как в производстве, так и в строительстве для кровельных работ.
Легкий, удобный, недорогой и надежный материал, выдерживает большие нагрузки, агрессивную внешнюю среду, и может служить на протяжении нескольких десятилетий. Сегодня многие индивидуальные проекты одноэтажных домов предусматривают крышу из оцинкованной стали.
Этот материал пользуется все большей популярностью.
Повсеместное использование цинка для защиты стальных листов оправданно высокими антикоррозионными свойствами этого металла. Оцинкованная сталь – это идеальный материал, который с успехом используется как в производстве, так и в строительстве для кровельных работ.
Легкий, удобный, недорогой и надежный материал, выдерживает большие нагрузки, агрессивную внешнюю среду, и может служить на протяжении нескольких десятилетий. Сегодня многие индивидуальные проекты одноэтажных домов предусматривают крышу из оцинкованной стали. Этот материал пользуется все большей популярностью.
Производство оцинкованной стали
Прежде чем обыкновенный стальной лист превратится в оцинкованную сталь, его нужно подвергнуть определенной обработке. Для этой цели на заводах давно и с успехом применяется процесс горячего оцинкования стальных рулонов.
Специально подготовленный и установленный стальной рулон проходит через жидкий цинк в специальных агрегатах непрерывного оцинкования. Приборы позволяют регулировать скорость оцинкования, качество и температуру расплавленного цинка.
После отжига и равномерного покрытия стального листа цинком получается гладкий профильный лист. Таким образом производится оцинкованная сталь, которая в дальнейшем идет на изготовление различных изделий.
Классификация оцинкованной стали
Оцинкованная сталь, как и любое другое изделие, имеет собственную классификацию:
- оцинкованная сталь общего назначения;
- оцинкованная сталь холодной штамповки;
- оцинкованная сталь холодной полировки;
- оцинкованная сталь, идущая под дальнейшую покраску.
Эта общепринятая классификация позволяет быстро ориентироваться в марке оцинкованной стали.
Применение оцинкованной стали
Листы оцинкованной стали благодаря легкости, низкой себестоимости и высоким антикоррозионным свойствам широко применяются для производства различных деталей. Для этой цели используются методы штамповки и изгиба. Также оцинкованная сталь нашла применение в автомобилестроении, производстве различных бытовых приборов, трубопрокате и строительстве.
О применении оцинкованной стали в строительстве следует упомянуть особо. Покрытый полимерами оцинкованный стальной лист (профнастил) используется в производстве кровельных материалов. Приобретая готовый или заказывая эскизный проект индивидуального жилого дома, можно сразу оговорить использование оцинкованной стали в качестве кровельного материла. Выгода очевидная.
Крыша из профнастила надежная, прочная и будет служить очень долго. Впервые крыши из профнастила начали делать за границей. Сегодня оцинкованная сталь широко используется для кровельных работ и в нашей стране.
С каждым годом становится все больше домов с крышей из оцинкованной стали. В этом нет ничего удивительного, если взять во внимание очевидные преимущества, которые есть у этого уникального кровельного материала.Преимущества оцинкованой стали в кровельных работах
Крыша из профнастила обладает неоспоримыми преимуществами. В первую очередь – это относительно низкая цена, прочность материала, высокая устойчивость перед перепадами температуры и легкость монтажа. Даже новичок, обладая минимальными знаниями и опытом, может самостоятельно провести кровельные работы, используя профнастил.
Следует также отметить, что такая крыша будет чрезвычайно легкой, что тоже является большим плюсом профнастила. Без преувеличения, индивидуальный проект загородного дома с крышей из профнастила станет гордостью его владельца.
Оценка качества оцинкованной стали
Прежде чем приобрести оцинкованную сталь, следует определить, какого она качества. Обычно для этой цели достаточно простого визуального осмотра. Поверхность оцинкованной стали должна быть ровной, гладкой и без трещин.
Иногда в некоторых марках оцинкованного листа допускается небольшая шероховатость, пятна и наплывы. Но это касается только оцинкованных листов холодного штампования (XШ), стали профилируемой с помощью специальных профилегибочных станов (ХП) и листов общего назначения (ОН).
В других видах оцинкованной стали все эти дефекты должны отсутствовать. В том числе и зазубрины. Сталь под окраску (ПК) полностью должна быть без дефектов. Крайне важно следить за наличием трещин. Любая трещина впоследствии может повлиять на качество конечного изделия из оцинкованной стали. В том числе и на профнастил.
Оцинкованная сталь – отличный материал для использования не только в производстве, но и в строительстве. Собираясь проводить кровельные работы, рекомендуется не делать это своими руками, а обратиться за помощью к специалистам.
Только специалисты могут выбрать идеальный профнастил для конкретного дома. Если необходимо, они могут также предоставить готовые проекты индивидуальных домов с применением профнастила. Строительные компании дают гарантию качества выполненным работам.
В заключение отметим, что оцинкованная сталь с каждым годом все больше используется в строительстве в нашей стране. Приобрести качественный профнастил можно в строительных магазинах в неограниченном количестве и по доступной цене.
Цинковые сплавы: ГОСТ, температура плавления, свойства, применение :: SYL.ru

В 4 тысячелетии до н. э. человек впервые познакомился с самородками из металла. В дальнейшем он научился его обрабатывать и изготавливать инструменты для решения бытовых задач и оружие. С тех пор человек продолжает знакомиться и совершенствоваться в способах добычи и обработки металлов. Ключевую роль в истории сыграл цинк и цинковый сплав.
Цинковый сплав
Свойства цинка
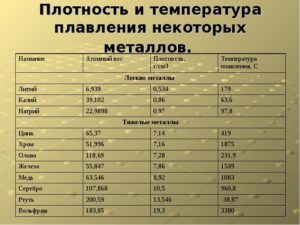
Металл имеет слабые механические свойства. Он ломкий и хрупкий при нормальной температуре, а при повышении ее до 100–150 градусов по Цельсию приобретает тягучесть и легко деформируется: его куют и раскатывают в листы. Для увеличения прочности и температуры плавления в цинк добавляют медь, свинец, олово, алюминий, магний.
Это химически активный металл. На открытом воздухе при температуре 100 градусов Цельсия на поверхности появляется пленка и цинк приобретает тусклый вид. Повышенная влажность и углекислый газ способствуют разрушению элемента. Он легко разъедается кислотами и щелочами, поэтому для промышленного использования применяются только сплавы.
Процесс старения и возврат к предыдущему состоянию
Как уже было сказано ранее, старение металла – важный процесс, который обуславливается структурными превращениями, вызывающими изменения физических и механических свойств. Оно может быть естественным и искусственным. В первом случае сплав выдерживают несколько суток при комнатной температуре.
При искусственном старении время обработки сокращается, но при этом увеличивается температура. Для того чтобы вернуть сплав к предыдущему состоянию, его необходимо на несколько секунд нагреть до 270 градусов и затем быстро остудить.
Свойства цинковых сплавов
Отмечаются отличные литейные свойства сплавов. Благодаря высокой пластичности в горячем виде, металлы используют для отливок деталей, имеющих сложную форму, глубокие полости, резьбу и тонкой толщины стенки.
Они не прилипают к пресс-форме, потому что не вступают в реакцию с железом. Литые детали имеют высокую точность и чистую поверхность.
Сплавы обладают отменными механическими свойствами: достаточным пределом прочности, твердостью и хорошо обрабатываются. Их можно паять и сваривать.
Из недостатков следует отметить склонность к старению, большую плотность и коррозию. При использовании цинковых сплавов происходит их естественный процесс старения, в результате детали уменьшаются в размерах.Самая большая усадка происходит в первые 5 недель, а последующая – на протяжении очень длительного периода времени. Для компенсации размеров деталей их подвергают термической обработке – отжигу. Для уменьшения коррозии в сплавах ограничивают содержание магния до 0,1 %.
Для увеличения долговечности деталей их подвергают защитным покрытиям: никелируют, хромируют, кадмируют.
Магний и его сплавы
Магний — цветной металл, который имеет серебристый оттенок и обозначается символом Mg в периодической системе.
Важные свойства магния:
- Температура плавления — 650°С.
- Плотность — 1,74 г/см3.
- Твердость — 30-40 НВ.
- Относительное удлинение — 6-17%.
- Временное сопротивление — 100-190 МПа.
Металл обладает высокой химической активностью, в атмосферных условиях неустойчив к образованию коррозии. Он хорошо режется, воспринимает ударные нагрузки и гасит вибрации.
Так как магний имеет низкие механические свойства, он практически не применяется в конструкционных целях, зато используется в пиротехнике, химической промышленности и металлургии.
Он часто выступает в качестве восстановителя, легирующего элемента и раскислителя при изготовлении сплавов.
При маркировке используются буквы Мг с цифрами, которые обозначают процентное содержание магния. Например, в марке Мг96 содержится 99,96% магния, а в Мг90 — 99,9 %.
Сплавы на основе магния характеризуются высокой удельной прочность (предел прочности — до 400 МПа). Они хорошо режутся, шлифуются, полируются, куются, прессуются, прокатываются. Из недостатков магниевых сплавов — низкая устойчивость к коррозии, плохие литейные свойства, склонность воспламеняться при изготовлении.
Деформируемые сплавы магния
Наиболее распространены три группы сплавов на основе магния.
Сплавы магния, легированные марганцем
Содержат до 2,5% марганца, не упрочняются термической обработкой. У них хорошая коррозионная стойкость. Так как эти сплавы легко свариваются, они применяются для сварных деталей несложной конфигурации, а также для деталей арматуры, масляных и бензиновых систем, которые не испытывают больших нагрузок. Среди данной группы — сплавы МА1 и МА8.
Сплавы системы Mg-Al-Zn-Mn
В состав этих сплавов, помимо магния и марганца, входят алюминий и цинк. Они заметно повышают прочность и пластичность, благодаря чему сплавы подходят для изготовления штампованных и кованых деталей сложных форм. К этой группе относятся марки МА2-1 и МА5.
Сплавы системы Mg-Zn
Сплавы на основе магния и цинка дополнительно легируются кадмием, цирконием и редкоземельными металлами. Это высокопрочные магниевые сплавы, которые применяются для деталей, испытывающих высокие нагрузки (в самолетах, автомобилях, станках и др.). К данной группе относятся сплавы марок МА14, МА15, МА19.
Литейные сплавы магния
Самая распространенная группа литейных магниевых сплавов относится к системе Mg-Al-Zn. Эти сплавы практически не поглощают тепловые нейтроны, поэтому широко применяются в атомной технике.
Из них также делают детали самолетов, ракет, автомобилей (двери кабин, корпуса приборов, топливные баки и др.). Сплавы магния, цинка и алюминия используют в приборостроении и в изготовлении кожухов для электронной аппаратуры.
К данной группе относятся марки МЛ5 и МЛ6.
Высокопрочные литейные магниевые сплавы отличаются лучшими механическими и технологическими свойствами. Они применяются в авиации для изготовления нагруженных деталей. К данной группе относятся сплавы МЛ12 (магний, цинк и цирконий), МЛ8 (магний, цинк, цирконий и кадмий), МЛ9 (магний, цирконий, неодим), МЛ10 (магний, цинк, цирконий, неодим).
Виды сплавов
По назначению цинковые сплавы делятся на:
- Деформируемые. Основу этих сплавов составляет цинк. По свойствам они подобны латуням. Методом литья получают слитки, а из них изготовляют прутки, полосы, листы.
- Литейные. Имеют высокую текучесть. Отлично заполняют форму, не прилипая к ней. Получаются качественные отливки сложной конфигурации литьем под давлением.
- Антифрикционные. Сплавы обладают низким коэффициентом трения и хорошей прирабатываемостью подшипника к шейке вала.
- Припои. Применяются для пайки изделий, обладают хорошей пластичностью и прочностью.
- Типографские. Используют для отливки шрифтов ручного и машинного набора. Заменяют токсичные свинцовые сплавы. Стойкие к истиранию.
- Протекторные. Защищают внутренние и внешние части морских судов от коррозии. Используют их со специальным лакокрасочным покрытием.
Толщина покрытия
| Обозначение покрытия | Минимальная общая масса покрытия с обеих сторон (г/м2)* | Ориентировочная толщина покрытия на единицу поверхности, обычно в микронах (мкм) стандартно (мкм) |
| ZA095 | 95 | 7 |
| ZA130 | 130 | 10 |
| ZA155 | 155 | 11 |
| ZA185 | 185 | 14 |
| ZA200 | 200 | 15 |
| ZA255 | 255 | 20 |
| ZA300 | 300 | 23 |
* По капельному анализу в трех точках
Помимо указанных значений толщины цинково-алюминиевого покрытия по стандарту EN10346:2015, предлагаем разнообразные асимметричные покрытия, покрытия с одинаковым минимальным показателем массы в расчете на поверхность изделия, а также нанесение покрытий по техническим условиям заказчика.
Характеристика и свойства латуни
Медно-цинковый сплав, в котором медь является основным компонентом, а цинк – легирующим, называется латунью. Цвет металла находится в зависимости от состава и изменяется от светло-желтых тонов до красноватых оттенков. Такие сплавы характеризуются устойчивостью к коррозии и обладают высокой прочностью. Они хорошо поддаются разным методам обработки.
Текучесть латуни позволяет изготовлять детали, используя метод литья. Применяя пластическую деформацию сплава, из него производят проволоку, листы, ленты, разные профили методом прокатки. цинка в сплаве может быть различным и составлять от 5 до 45 %.
Кроме этого, туда входят и дополнительные легирующие компоненты, которые используются для улучшения свойств латуней:
- Никель. Способствует увеличению коррозийности и прочности.
- Кремний. Улучшает антифрикционные свойства.
- Олово. Влияет на прочность и устойчивость к соленой воде.
- Свинец. Совершенствует обрабатываемость.
- Марганец. Воздействует на прочность и коррозийную устойчивость.
При различном комбинировании легирующими компонентами получают латуни с необходимыми качествами и характеристиками. Изделия из таких сплавов не подвергаются влиянию окружающей среды, имеют высокую износостойкость.
Сплав меди с цинком
Латунь – это сплав, известный еще до нашей эры. В те времена цинк еще не был открыт, но руда использовалась достаточно широко. Раньше получали латунь, сплавляя смитсонит (цинковую руду) и медь. Только в XVIII веке впервые изготовили этот сплав с использованием металлического цинка.
В наше время существует несколько разновидностей латуни: однофазные и двухфазные. Первые содержат в себе около 35% цинка, а вторые – 50% и 4% свинца. Однофазные латуни очень пластичны, в то время как вторая разновидность характеризуется хрупкостью и твердостью.
Рассмотрев диаграмму состояния этих двух элементов, можно сделать вывод, что они образуют ряд фаз электронного вида: β, γ, ε. Интересная разновидность латуни – это томпак. Он содержит всего до 10% цинка и за счет этого отличается очень высокой пластичностью. Томпак с успехом применяется для плакирования стали и получения биметаллов.
Раньше его использовали для изготовления монет и имитации золота.
Применение сплавов
Без цинка и его сплавов не способны существовать многие отрасли от машиностроения до медицины.
Как осуществляется сварка оцинкованной стали

Цинковое покрытие толщиной от 2 до 150 мкм наносится на стальной металлопрокат в целях защиты от коррозионного окисления. При таком покрытии на поверхности металла образуется пленка из оксида цинка, которая защищает сталь от внешней среды. Кристаллическая структура этой пленки очень плотная, содержащая минимальное количество пор, благодаря чему и обеспечивается надежная защита металла.
Следует отличать оцинкованную сталь от «нержавейки». Цинковое покрытие защищает лишь верхний слой стали, оно недорогое и поэтому оцинкованная сталь дороже обычной в среднем на 10-20%. Нержавейка же является сталью с большим содержанием легирующих элементов, которые препятствуют коррозии по всей толщине, а стоимость такой стали в 5-10 раз выше, чем аналогичный по габаритам черный прокат.
Поскольку оцинкованный металл в своем сечении практически целиком состоит из обычной стали, технологический процесс сварки оцинковки отличается только отдельными особенностями.
Сварка кровельных конструкций профнастила регламентируется ведомственными нормами ВСН 349-87.
Сварка оцинкованного металла производится по ГОСТ 5264-80 и 11534-75, которые устанавливают требования к геометрическим параметрам соединений.
Отдельных стандартов для сварки деталей из оцинковки нет, но ведомства и предприятия могут разрабатывать собственные нормативные требования и технические условия для выполнения таких работ.
Подготовка
Сварка оцинкованной стали – это работа, доступная даже сварщикам-любителям. Перед проведением работы рекомендуется потренироваться на каких-либо похожих обрезках, чтобы «набить руку» и отрегулировать настройки аппарата.
Сварщик должен соблюдать ряд мер личной безопасности:
- работу нужно производить в обычной защитной маске и респираторе, либо в маске с вентиляционным устройством;
- перчатки с теплоизоляционным покрытием должны иметь резиновое покрытие.
Сварка оцинковки производится любым из основных способов соединения:
- Ручная сварка – для стали толщиной от 1,5 мм.
- Сварка полуавтоматическим аппаратом – применяется для металла более 0,6 мм толщиной.
- Контактная точечная сварка – предназначена в первую очередь для соединения жести толщиной до 0,45 мм.
- Газовая сварка ацетилен-кислородной смесью – подходит для стали любой толщины.
Независимо от выбранного метода сварки, необходимо принимать во внимание ряд условий:
- Температура плавления цинка (420°C) ниже температуры плавления стали (1100-1200°C), уже при температуре в 906°C происходит его испарение. Пары цинка в воздухе загрязняют атмосферу и оказывают вредное влияние на здоровье сварщика.
- Расплав цинка вспенивается и попадает в структуру стали, нарушая заданные параметры металла, а цинк, затекающий в сварной шов приводит к потере его качества.
- Шов выполняется «наплывом», электрод либо горелка подводится многократно, короткими касаниями.
- Не следует варить большие участки одним швом, следует контролировать качество сварочного шва.
- Перед свариванием цинк должен выгореть полностью, чтобы избежать вспенивания шва.
- При толщине стали более 4 мм, в сварном соединении делается фаска на 1/3 толщины листа.
- От выгорания цинка на металл можно положить асбестовую ткань, либо просто мокрую ткань.
Удаление покрытия
Первая технологическая операция при сварочных работах по оцинковке – это удаление цинкового покрытия.
Самый быстрый способ очистки металла – нагрев детали газовой горелкой. Однако, такой способ не безопасен, так как цинк выделяется в виде ядовитых паров.
При небольших объемах сварки в условиях мастерской снятие цинкового покрытия производится механическим способом – наждачной бумагой, напильником, зачистным кругом на УШМ. Можно применять очистку нагревом либо кислотой, но эти способы приводят к образованию вредных испарений.
При больших объемах сварочных работ возможно травление оцинковки с помощью кислоты. Но работа с кислотой требует повышенных мер по пожарной безопасности.
При сварке оцинкованных труб как с внешней, так и с внутренней стороны соединения производится удаление цинкового покрытия, а затем с помощью кислоты или щелочного раствора производится обезжиривание поверхности.
Применение инвертора
Аппаратом для электродуговой ручной сварки целесообразно варить сталь толщиной не менее 1,5 мм. Более тонкий металл легко прожигается и требует определенной сноровки при работе и чувствительной регулировки аппарата. Сварка производится при обратной полярности тока, при котором на деталь крепится клемма «минус», а на держатель – «плюс».
Скорость проварки шва должна быть меньше, чем при сваривании стали такой же толщины. Это снижение должно составлять не менее 10% и не более 20%. Отличается сила тока:
- Если сварка производится обычными электродами ОЗС-4, УОНИ-13/45 и 13/55, МР-3, то сила тока должна быть меньше на 5-10А, чем для неоцинкованной стали.
- Если сварка выполняется электродами для оцинковки ЦУ-5, ЦЛ-20, ЦЛ-39 и другие, то сила тока устанавливается на 10-50А больше, при этом зазор между свариваемыми элементами должен быть больше, чем при соединении неоцинкованной стали такой же толщины.
Электрод наклоняется к заготовке не более, чем на 45°, иначе может произойти прожигание металла.
Инвертор требует аккуратной настройки силы тока и стабильного напряжения, поскольку при малом токе шов будет не проварен, а слишком высокая сила тока также приведет к сквозному прогоранию соединения и испарению цинка на большой площади поверхности. При перепадах электричества возможно прилипание электрода к металлу и нарушение целостности шва.
Выбор марки электрода должен производиться с учетом требований к шовному соединению:
- Электроды с рутиловым покрытием обеспечивают более прочное соединение, но шов будет требовать дополнительной антикоррозионной обработки.
- Электроды с содержанием сильноосновных флюсов качественно герметизируют шов, обеспечивая ему надежную защиту от коррозии, но прочность шва будет снижена на 15-25%.
Примерный режим применения электродов представлен в таблице.
Наибольшая сложность при ручной сварке – это правильное регулирование силы тока и времени контакта электрода с поверхностью.
Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.
Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.
Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.
В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.
Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
Контактная сварка
Точечная сварка может проводиться на металле любой толщины, но лучше всего ее проводить на жести, поскольку очень тонкую оцинковку трудно соединить другими способами. Для сварки оцинкованных сталей на аппаратах контактной сварки применяются электроды марок БрХ и БРХЦр, изготовленные на основе бронзы.
Аппараты для точечной сварки могут работать на постоянном или переменном токе, а специализированное оборудование для сварки жести и оцинковки, помимо этого, обладают тремя дополнительными режимами подачи импульса:
- предварительный нагрев зоны соединения;
- процесс сварки;
- завершающая термическая обработка.
Прочность сварного шва при таком способе соединений выше, чем у самих соединяемых элементов, поэтому данный тип сварки распространен при соединении элементов автомобильных кузовов.
Следует также заметить, что контактная сварка обеспечивает равномерное проваривание шва по всей его длине, что затруднительно обеспечить при ручной сварке. Поэтому контактный аппарат целесообразно устанавливать в мастерских, которые регулярно в больших объемах сваривают изделия из оцинковки.
При проведении точечной сварки листов толщиной свыше 1,5 мм рекомендуется проведение проковки. Проковка – это ударное воздействие на шов в процессе остывания, которое производится молотком либо кувалдой.
Существенным минусом точечной сварки является большой расход электроэнергии на сварочных аппаратах.
Завершение работы
После проведения сварочной работы требуется осуществить вентиляцию помещения, и произвести уборку цинковой стружки.
Следует учитывать, что очищенные участки будут подвергаться коррозии и вызывать снижение качества всей конструкции. Поэтому после завершения работы с них необходимо удалить окалину, обработать шов шлифованием и нанести защитное покрытие.
Поверхность в районе сварного шва должна покрываться краской либо антикоррозионным покрытием. Хорошим вариантом может служить краска, содержащая 94% цинковой пыли. Возможен вариант наплавления цинковой проволоки, либо прутков, изготовленных из цинково-кадмиевого сплава.