Термообработка пружин из стали 65г
Режимы термообработки стали 65г
Существуют виды сталей, имеющих ограниченное применение. Именно к ним относят рессорно — пружинную сталь 65Г. Её характеристики отличают высокие параметры упругости и стойкостью к износу.
Химический состав
В состав марки 65Г входят следующие вещества:
- до 0,65% углерода (С);
- до 1,2% марганца (Мn);
- до 0,4% кремния (Si);
- до 0,2% меди (Си);
- до 0,25% хрома (Сг);
- до 0,035% фосфора (Р);
- до 0,035% серы (S);
- до 0,25% никеля (Ni).
Расшифровка стали
Буква Г означает, что основной легирующий элемент — марганец, а цифра 65 — это процентное содержание углерода в сплаве в сотых долях (0,65%)
Наличие марганца в таком количестве увеличивает упругость стали и ее сопротивление на разрыв.
ГОСТ
Эта сталь выпускается на основании ГОСТ14959-2016.
Действие этого документа относится к горячекатанному и кованному прокату. Кроме того, он регламентирует такую продукцию, как специальный прокат, который предназначен для производства пружинной и рессорной продукции. Этот ГОСТ нормирует химический состав проката.
Производители выпускают следующую номенклатуру продукции:
- сортовой прокат, в т. ч. фасонный — ГОСТ 14959-79;
- пруток калиброванный — ГОСТ 1051-73;
- серебрянка — ГОСТ 14955-77.
Кроме тог,о металлургические предприятия выпускают лист разной толщины, круги, полосы, прутки прочие виды изделий.
Аналоги стали 65Г
В качестве заменителя для стали 65Г можно использовать — 60С2А, 9ХС, 50ХФА, 60С2.
Зарубежные металлурги производят следующие аналоги:
- США — G15660;
- Германия — 66Mn4;
- Великобритания — 080A67;
- Китай — 65Mn.
Общие параметры
Вещества, входящие в этот материал и дальнейшая его термообработка обеспечивает:
- высокую стойкость к износу;
- хорошая ударная вязкость;
- сопротивление на разрыв;
- высокая стойкость к воздействию ударов.
Отсутствие большого количества легирующих элементов позволяет обеспечить относительно низкую цену этой стали.
Для получения заданных параметров сталь марки 65Г закаливают при температуре от 800 до 830 ºC. Отпуск выполняют при температуре от 160 до 200 ºC, такой отпуск называют высоким. Охлаждение выполняют на воздухе. Такие режимы термической обработки позволяют получить изделие с твёрдостью поверхности 45- 47 по HRC.
Технолог, проектируя процесс термообработки должен помнить, сталь 65Г и ее аналоги не опасаются перегрева, но при выполнении закаливания в верхних точках температурного диапазона может снизиться ударная вязкость.
Применение стали 65Г
Эта сталь и ее аналоги нашли свое применение во многих отраслях промышленности, например, в автомобилестроении, станкостроении и пр. Практически сталь 65Г и ее аналоги можно встретить в любом автомобиле, тракторе, станке, судне, то есть в любом оборудовании, в котором эксплуатируются рессоры, пружины, в том числе и тарельчатые и пр.
Как правило, твёрдость пружин лежит в диапазоне от 40 до 50 по Rc. ГОСТ определяет методики проверки, которые максимально приближены к реальным условиям их работ.
Во время приемки пружинная продукция проходит испытания на растяжение, сжатие и пр. Более того, на поверхности готовых изделий недопустимо наличие рисок, царапин и пр.
Все дело в том, что рано или поздно их наличие приведет к появлению трещин на поверхности изделий.Пружины, которые производят из проволоки, прошедшей термическую обработку, такую называют патентированной, или лент класса Н, П или В, подвергают операции дополнительного отпуска. Она необходима для устранения внутренних напряжений, которые возникают при их производстве.
Кроме того, такая дополнительная обработка приводит к повышению упругости готовых изделий. Дополнительный отпуск выполняют в ваннах, наполненных селитрой, время отпуска составляет 5 — 10 минут.
Кроме того, при отпуске с использованием электропечей, технологи должны отслеживать то, чтобы изделия прогревались равномерно, в противном случае, возможно, возникновение внутренних напряжений.
Изделия, произведённые из отожжённой стали, подвергаются операциям закаливания и отпуска. При этом отпуск выполняют при температуре до 720 ºC.
Пружины, предназначенные для закаливания, могут помещать или разогретые ванны, заполненные соляным раствором, или в камерные печи.
Существует ряд технологических особенностей при производстве пружинных изделий из стали 65Г. В частности, пружины небольшого размера, помещают в печи на специальных поддонах. Изделия большого размера на специальных приспособлениях, которые предотвращают появление коробления, это могут быть трубы соответствующего размера.
Имеет смысл отметить, что, кроме промышленности, сталь марки 65Г применяют для производства клинкового оружия — это специальные ножи для метания и турнирные мечи, используемые в исторических реконструкциях.
Кстати, именно в этой сфере применения, проявляется один из недостатков этого сплава — низкая стойкость к воздействию коррозии. Именно поэтому клинки после использования проходят смазку касторовым маслом.
Специалисты утверждают, что уход за клинковым оружием можно сравнить за правилами ухода за дамасской сталью.Для изготовления, например, кухонных или охотничьих ножей эта сталь не лучшее решение, это вызвано рядом ее свойств.
Сталь марки 65г, её характеристики, ГОСТ и основные сферы применения
Что из себя представляет сталь марки 65 г? Она является многокомпонентной сталью, которую обычно используют как хороший конструкционный материал.
Как правило, пускается в ход в промышленности: в производство пружин рессоров, а также некоторых других изделий. Если же уходить от темы промышленного производства, то можно отметить изготовление спортивных метательных ножей и клинков для мечей.
65 — содержание углерода в сплавах в сотых, а «г» — марганец (легирующий элемент).
Температура ковки стали: начала — 1250 °C, конца — 760−780°C.
65 г представляет собой износостойкий, вязкий, прочный, упругий материал, с хорошим сопротивлением разрыву и стойкостью к ударным нагрузкам.
Механические свойства стали — следующих категорий:
- 3;
- 3а;
- 3б;
- 3в;
- 3 г;
- 4;
- 4а;
- 4б.
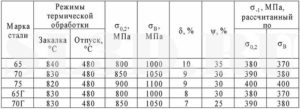
Температура закалки — 830 °C, масляная. Температура отпуска — 470 °C.
Существует несколько видов поставки стали 65 г, одним из них является следующий:
ГОСТ 14959–79 — фасонный и сортовой прокат.
Технические характеристики и ГОСТ
Если это крайне необходимо, допускается замена стали 65 г, характеристики следующих марок достаточно похожи: 70, 70 г и некоторых других. А также материал имеет зарубежные аналоги, например: китайский аналог 65Mn, болгарский 65G, американские 1066, 1566, G15660 и некоторые другие.
Согласно ГОСТу 14959−79, в химическом составе этого металла содержатся следующие вхождения:
- углерод (C) — до 0,7% ;
- марганец (Mn) — до 1,2%;
- кремний (Si) — до 0,4%;
- и другие элементы, процентные доли которых составляют менее 0,035%.
В основу легировки данного вида стали ложится такой элемент, как марганец. Его доля в стали 65 г составляет от 0,9 процента до 1,2 процента.
Марганец необходим для того, чтобы: во-первых, устранять окислы железа, образующиеся при производстве литой стали, а во-вторых, — для увеличения твёрдости, повышения предела упругости и сопротивления разрыву. Также его наличие увеличивает плотность, что достаточно важно для пружинно-рессорной стали.
Также в составе стали 65 г есть кремний (от семнадцати сотых до четырёх десятых процента), который отвечает за повышение упругих свойств стали, и хром (до двадцати пяти десятых процента), в свою очередь, затрудняющий рост зерна при нагреве и повышающий механические свойства стали при таких нагрузках, как статические и ударные.
Способы применения стали:
Спиральные пружины, листовые и пружинные шайбы. Их твёрдость — Rc = 40−50. При приёме пружин обычно производится проверка их основных показателей — твёрдости и упругости. Проверка должна происходить максимально приближенной к обычным условиям работы пружин (растяжению, сжатию и изгибу).
Производство пружин
Основная сфера применения стали — использование при производстве пружинных изделий. Поступление металла производится обычно в виде прутьев, но возможны и другие варианты, такие, как листы и проволока, а также кованые заготовки.
На характеристики и качество готового продукта достаточно сильно влияет её термообработка.
При производстве изделий из сверхпрочной проволоки имеется необходимость подвергнуть элементы отпуску при температуре от 250 °C до 350 °C, эта процедура выполняется для снятия созданного при производстве внутреннего напряжения и, конечно, для повышения упругости витков изделия.
Вышеописанная процедура, как правило, осуществляется в селитровых ваннах, но может производится и в камерных электрических или нефтяных печах. В случае с электрическими печами время удержания составляет 10 минут, а в нефтяных — 40 минут.
Чтобы нагреть пружины для закалки, их помещают в заранее нагретые до определённой температуры соляные ванны или камерные печи. Во избежание деформации крупноразмерных изделий они подвергаются нагреву в приспособлении, специально для этого предназначенном.Термообработка пружин из стали 65г

+7(499) 372-0259
(многоканальный)
Производство и оборудование для изготовления пружин
Проволока 65Г изготавливается из конструкционной пружинно-рессорной стали, в состав которой входят 0.62 – 0.7% углерода и 0.9 – 1.2% марганца, которые оказывают определяющее влияние на ее физические и механические свойства. Сталь 65Г применяется для навивки пружин, изготовления пружинных шайб и других деталей с требованиями к повышенной износостойкости и упругости.
Изделия из этого материала имеют высокую восприимчивость к ударным нагрузкам, поэтому условия эксплуатации должны исключать их возникновение. Сталь характеризуется низкой устойчивостью к окислению, поэтому в соответствии с требованиями ГОСТ 9389 проволока, изготовленная из нее, должна быть покрыта слоем консервационной смазки.
Механические свойства зависят от чистоты обработки поверхности.
процесс изготовления проволки 65Г
МК «МАГНИТ» производит пружины растяжения и сжатия различной конфигурации из проволоки 65Г по современным технологиям с соблюдением международных стандартов качества. К применяемым материалам предъявляются высокие требования по химическому составу и геометрическим параметрам для получения прогнозируемых прочностных свойств. Проводится дефектоскопия для минимизации брака.
В качестве термообработки для стали 65Г может быть назначена закалка с температуры 800 — 820°С с охлаждением в масле с последующим отпуском. Массивные изделия можно охлаждать в воде в течение 2-3 секунд, а затем в масле до температуры окружающей среды. Перед отпуском с поверхности необходимо удалить масло, чтобы его воспламенение не повлияло на температурный режим.
Получаемая твёрдость составляет 44 – 49 HRC.
технологические Особенности термообработки проволки 65Г
В качестве ТМО может применяться патентирование – закалка с последующей холодной деформацией в фильерах. Навивка пружин из проволоки 65Г производится двумя методами:
— Холодная навивка. Закалённая проволока накручивается на специальную оправку, а затем производится термическая фиксация (низкий отпуск) для снятия напряжений и сохранения геометрии пружины. Если пружина навивается из отожжённой проволоки, то в качестве ТО назначают высокий отпуск при температуре 670°С, затем закалку и низкий отпуск для снятия напряжений.
— Горячая навивка. Обычно применяется для изготовления пружин из проволоки с большой площадью поперечного сечения. Перед закалкой такие изделия нормализуют. Для предотвращения деформирования термообработка производится на оправках.
Особенности обработки пружинной стали 65Г
Благодаря высокой, твердости, прочности и отличной износостойкости разные марки пружинно-рессорной стали используют для выпуска широкого спектра изделий. Из такого сплава делают рессоры и пружин, тормозные лент и шестерни, разные виды подающих или зажимных цанг, а также корпуса подшипников и фланцев. Можно купить ленту 65Г для изготовления ножей и режущего инструмента.
Особенности стали 65Г
Легированная сталь 65Г содержит:
- 0.90 — 1.20% марганца;
- 0.62 — 0.70% углерода;
- 0.17 — 0.37% кремния;
- до 0.25% никеля и хрома;
- до 0.035% фосфора и серы.
Такой многокомпонентный сплав нужен, как надежный конструкционный материал. Основным легирующим компонентом в таком металле выступает марганец. Он улучшает степень упругости и твердость сплава, а также его сопротивляемость на разрыв.
Этот химический элемент оптимизирует условия выплавки стального проката. При вводе марганца в жидкий расплав он раскисляет окислы железа, частично выпадая в шлак. Оставшаяся часть обеспечивает улучшенные эксплуатационные свойства металла.
Благодаря добавлению кремния, сталь отличается увеличенной упругостью. хрома улучшает механические характеристики деталей при статических и ударных нагрузках. Он помогает поднять степень жаростойкости металла, а также устойчивость к истиранию и режущие свойства.
Методы отпуска пружин
Для снятия внутренних напряжений, при изготовлении пружин из стали 65Г, металл подвергается отпуску, путем нагревания до 250-350°С. Данную процедуру проводят от 5 до 10 минут, опуская прокат в емкости селитровых ванн.
Нужно провести предварительную закалку и отпуск для пружин, выпускающихся из отожженной стали. Для полного удаления остатков масла, перед отпуском, изделия погружают в содовый раствор. Масло из-за высокой температуры будет вспыхивать, провоцируя неравномерный разогрев поверхности.
Пружины, которые навиваются нагорячо, перед закаливанием подвергают нормализации. Если пружины делаются из проволоки, толщиной, свыше 6 мм, чтобы устранить наклеп, появившийся при холодной навивке, их отпускают при температуре 670-720°С.
Для предотвращения коробления во время отпуска крупных пружин, их нанизывают на трубы соответствующего диаметра.
При выполнении закаливания в камерных печах изделия погружают в соляные ванны, обеспечивая необходимые температурные режимы термообработки.
Такие технологии термо-химической обработки позволяют получать качественные изделия из пружинно-рессорной стали.
Закалка и отпуск стали 65Г
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы.
Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость.
Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
Закалка ТВЧ
Исходный химсостав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
Рессорно-пружинные стали
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см2. Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов.
При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку.Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Химический состав стали 65Г
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали.
Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита.
Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.
Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров.
Однако чересчур быстрый нагрев вызывает к жизни иные неприятности.
В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь.
Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко.Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся.
В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона.
Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных.
К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
| Наибольший габаритный размер детали, мм | Закалка в пламенной печи | Закалка в электропечи | ||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе.
Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха.
Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.
Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Термообработка пружин. Статьи компании « ООО
Пружины и рессоры испытывают в работе многократные знакопеременные нагрузки и после снятия нагрузки должны полностью восстанавливать свои первоначальные размеры.
В связи с такими условиями работы металл, применяемый для изготовления пружин и рессор, должен обладать, кроме необходимой прочности в условиях статического, динамического или циклического нагружений, достаточно хорошей пластичности, высокими пределами упругости и выносливости и высокой релаксационной стойкостью, а при работе в агрессивных средах (атмосфере пара, морской воде и др.) должен быть также и коррозионностойким.
Не менее важны для металла пружин и рессор также технологические свойства — малая склонность к росту зерна и обезуглероживанию в процессе термической обработки, глубокая прокаливаемость, низкая критическая скорость закалки, малая чувствительность к отпускной хрупкости.
На качество пружин и рессор влияет состояние поверхности прутков, проволоки и полос. Наличие наружных дефектов (трещин, закатов, плен, волосовин, раковин, заусенцев, вдавленной окалины и др.
), а также обезуглероженного слоя снижает упругие и циклические свойства металла.
Поэтому наружные дефекты на поверхности прутков и полос должны быть удалены зачисткой или шлифованием, а глубина обезуглероженного слоя не должна превышать определенной нормы, установленной ГОСТом на рессорно-пружинную сталь.
Высокие свойства (максимальные пределы упругости и выносливости) пружины и рессоры имеют при твердости HRC 40-45 (структура-троостит), которая достигается после закалки (с равномерным и полным мартенситным превращением по всему объему металла) и среднего отпуска при 400-500° С (в зависимости от стали).Для изготовления пружин применяют углеродистые и легированные стали, а для приборов — сплавы цветных металлов, главным образом бериллиевую бронзу. Рессоры изготовляют только из легированных сталей.
Пружины и рессорные листы упрочняют следующими способами:
1) холодной пластической деформацией с последующим низкотемпературным нагревом (отпуском, старением);
2) закалкой с последующим отпуском (упрочнение в результате мартенситного превращения);
3) закалкой с последующим старением (упрочнение в результате дисперсионного твердения).
Упрочнение холодной пластической деформацией.
Для изготовления средних и мелких витых пружин широко применяют патентированную проволоку (диаметром до 8 мм), изготовляемую из среднеуглеродистых сталей с содержанием марганца 0,3-0,6% и сталей 65Г и 70Г с содержанием марганца 0,7-1,0%, а также из углеродистых инструментальных сталей. После навивки в холодном состоянии пружины подвергают низкому отпуску (175- 250° С, выдержка 15-20 мин в зависимости от диаметра проволоки) для снятия напряжений, повышения пределов упругости и выносливости, релаксационной стойкости и обеспечения стабильности размеров пружины.
Вместо патентирования экономически более выгодно применять метод деформационного упрочнения нормализованной стали. Данный метод, разработанный на Горьковском автомобильном заводе, заключается в следующем.
Проволоку, прутки, полосы из сталей 45, 65Г, 50ХГ подвергают нормализации, а затем холодной пластической деформации волочением или прокаткой со степенью деформации 40-60%.
Из полученного полуфабриката навивкой, штамповкой или вырубкой изготовляют пластинчатые и витые пружины, рессорные листы, которые подвергают нагреву при 280-300° С в течение 20-40 мин.
При нагреве происходят процессы деформационного старения, вызывающие упрочнение. Предел выносливости при этом выше, чем после закалки и отпуска.
Например, предел выносливости пластинчатых пружин из стали 65Г после деформационного старения б = 96 кгс/мм2 (960 МН/м2), а после закалки и отпуска б = 77 кгс/мм2 (770 МН/м2).
Преимуществом данного метода является также то, что обеспечиваются размеры и форма упругих элементов, что особенно важно для тонких пластинчатых пружин, сильно деформирующихся при закалке. Для устранения коробления таких пружин необходимо применять при отпуске специальные штампы.
Упрочнение закалкой с последующим отпуском.
Для изготовления пружин, упрочняемых термической обработкой (закалкой и отпуском), применяют углеродистые (65, 75) и легированные (60С2А, 50ХФА, 60С2Н2А и др.) стали, для рессор — только легированные стали, для пружин, работающих в агрессивных средах,- нержавеющие стали 30X13, 40X13, 12Х18Н10Т и др.
Углеродистые стали в связи с их малой прокаливаемостью применяют для изготовления пружин из проволоки диаметром до 6 мм. Преимущество кремнистой стали по сравнению с углеродистой — ее повышенная прокаливаемость и более высокие прочность и пластичность.
Недостатком этой стали является повышенная склонность к образованию поверхностных дефектов при горячей обработке, обезуглероживанию и графитизации. В результате обезуглероживания наружной поверхности пружин или рессор резко снижается их сопротивляемость длительным нагрузкам.
Поэтому нагрев пружин и рессор необходимо проводить с предохранением от обезуглероживания или (для устранения вредного влияния обезуглероженного слоя) подвергать их после термической обработки обдувке дробью.Широкое применение для изготовления рессор автомашин и пружин подвижного состава железнодорожного транспорта имеют кремнистые стали 55С2 (А) и 60С2 (А). Сталь 60С2 (А) применяют также для изготовления пружин, работающих при температурах до 250° С. Сталь 70СЗА обладает высокими механическими свойствами, но склонна к графитизации.
Марганцевая сталь (65Г) по сравнению с кремнистой сталью обладает некоторыми особенностями, к которым относятся получение менее шероховатой поверхности при горячей обработке, большая прокаливаемость и меньшая склонность к обезуглероживанию. Недостатками марганцевой стали являются повышенная чувствительность к перегреву, образованию закалочных трещин, склонность к отпускной хрупкости; применяют эту сталь для пружин механизмов и машин.
Детали из стали 55ГС сечением до 25 мм имеют сквозную закалку, а поэтому ее применяют для изготовления рессор толщиной до 10 мм, цилиндрических пружин с диаметром прутка до 25 мм и буферных пружин; эта сталь малосклонна к обезуглероживанию и отпускной хрупкости.
Хромомарганцевая сталь (50ХГ (А)) обладает глубокой прокаливаемостью, высокой прочностью и относительно малой чувствительностью к перегреву; ее применяют для изготовления пружин и рессор большого сечения; сталь хорошо закаливается в масле; недостатком этой стали является склонность к отпускной хрупкости.
Небольшая присадка к хромистой стали ванадия положительно влияет на структуру и пластичность стали, а также уменьшает ее склонность к перегреву, вследствие чего значительно облегчается термическая обработка; поэтому хромованадиевая (50ХФА) и хромомарганцеванадиевая (50ХГФА) стали хорошо закаливаются в масле и малосклонны к росту зерна. Применяют эти стали для изготовления пружин особо ответственного назначения, а также рессор легковых автомобилей.
Стали 60С2ХФА, 65С2ВА и 60С2Н2А используют для крупных пружин ответственного назначения. Детали из этих сталей малосклонны к росту зерна и прокаливаются в сечениях до 50 мм.
Особенно высокими качествами обладает никелькремнистая сталь 60С2Н2А, легко отжигающаяся на структуру зернистого перлита, имеющая высокую пластичность, не подкаливающаяся при охлаждении на воздухе после горячей прокатки.
Нержавеющие стали применяют для изготовления пружин, работающих в коррозионной среде и повышенных (до 400° С) температурах. Пружины из высокохромистых нержавеющих сталей мартенситного класса (30X13, 40X13 и др.) закаливают от температуры 1000-1050° С в масле (пружины из стали 40X13 можно охлаждать также и на воздухе); структура после закалки — мартенсит.Отпуск после закалки проводят в зависимости от условий работы пружин: при 550-500° С для пружин, работающих при повышенных температурах, и при 300-350° С — для пружин, работающих при температуре 20° С (при более высокой температуре отпуска понижается стойкость к коррозии под напряжением).
Очень высокая прокаливаемость этих сталей позволяет изготовлять из них пружины больших сечений.
Пружины из хромоникелевых сталей аустенитного класса (12Х18Н10Т и др.), упрочняемые холодной пластической деформацией, после навивки подвергают только отпуску при 450- 500° С с выдержкой в течение 20-30 мин.
Для повышения коррозионной стойкости и стабильности пружины из нержавеющих сталей после всех операций технологического процесса подвергают полированию (лучше электролитическому) до полного осветления поверхности. Необходимо учитывать, что при полировании диаметр проволоки уменьшается на 3-10%, что приводит к снижению силовых характеристик пружин.
Цилиндрические пружины нагревают в горизонтальном положении. Для предупреждения коробления при нагреве на поду печи располагают швеллерные балки, на которые укладывают пружины.
Для закалки пружин сжатия применяют приспособление, представляющее собой стальной стакан (внутренний диаметр которого на 0,3-0,4 мм больше наружного диаметра пружины, а высота на 10-12 мм больше высоты пружины) с отверстием в дне, равным среднему диаметру пружины. В приспособление помещают пружину и загружают его в печь.
После нагрева до заданной температуры и выдержки приспособление вместе с пружиной вынимают из печи и охлаждают в масле (в горизонтальном положении при непрерывном покачивании). Закаленную пружину выталкивают из приспособления, нажимая на нее со стороны отверстия в стакане.Коробление пружины, полученное при закалке, можно устранить при отпуске. Закаленную пружину надевают на оправку и зажимают клином. В таком состоянии осуществляют отпуск пружины. После отпуска на оправке коробление пружины, полученное при закалке, устраняется.
Для получения необходимой твердости и правильной формы тонкие пластинчатые пружины для устранения возникшего при закалке коробления подвергают отпуску в штампах на прессе с электроподогревом. Пресс имеет два штампа — нижний и верхний.
Внутри штампов находятся стальные диски с пазами. Нихромовые нагревательные элементы с жаростойкой изоляцией размещены в пазах дисков. Концы нагревателей выведены из штампов к щиту управления. Для теплостойкости штампы заключены в кожухи с асбестовой теплоизоляцией.
Нижний штамп неподвижный. Верхний штамп с помощью пневмоцилиндра, управляемого краном, может перемещаться в осевом направлении. Контроль температуры осуществляется термопарой.
Закаленные пружины помещают на нижний штамп, прижимают верхним штампом и выдерживают в течение нескольких минут при температуре отпуска.
Для изготовления автомобильных рессор применяют стали 60С2(А),50ХГ(А), 50ХФА, 50ХГФА и др. Рессорные листы нарезают в холодном состоянии, затем в них пробивают отверстия, оттягивают концы и в горячем состоянии загибают ушки. Термическую обработку рессорных листов, например из стали 50ХГФА, проводят по следующему режиму.
Листы загружают в закалочную газовую конвейерную печь (температура I зоны 600-700° С, II зоны 800-850° С и III зоны 850-880° С). Выдержку дают из расчета 1,2-1,5 мин на 1 мм сечения.
После нагрева рессорные листы помещают в гибочно-закалочную машину, в которой производится гибка и закалка с охлаждением в циркулирующем масле (температура масла 40-60° С). После закалки рессорные листы подвергают отпуску в газовой конвейерной печи при 550-600° С с выдержкой 40-45 мин.
Рессорные листы укладывают на конвейер печи на ребро. После отпуска рессорные листы поступают на конвейер охлаждающего бака. Быстрое охлаждение водой после отпуска препятствует возникновению отпускной хрупкости, не нарушает потока и улучшает условия работы в цехе.После отпуска рессорные листы подвергают дробеструйной обработке, что значительно повышает их предел выносливости. Остаточные напряжения сжатия наружных слоев, вызванные обдувкой дробью, уменьшают напряжения растяжения в наружных волокнах, увеличивая долговечность рессорного листа.
В процессе термической обработки контролируют:
а) твердость после закалки (одного комплекта через каждые 2 ч работы) (HRC 50-60);
б) прилегание листов рессоры в сборе (через каждые 2 ч работы);
в) твердость после отпуска (HRC 40-45).
Для проверки результатов термической обработки иногда рессоры выборочно подвергают испытанию на выносливость. Кроме обычной закалки эффективны индукционный нагрев пружин и рессор, изотермическая закалка и особенно термомеханическая обработка.
Упрочнение закалкой с последующим старением.
Материалом, упрочняемым закалкой и старением, является бериллиевая бронза. Изготовленные из ленты (штамповкой, вытяжкой, гибкой и т. п.
), прутков (обработкой на станках), проволоки (путем навивки) детали перед закалкой обезжиривают в бензине или ацетоне, промывают в холодной и кипящей воде и сушат теплым воздухом или в термостате при температуре не выше 120° С.
Подготовленные детали помещают в коробки, засыпают древесным углем, нагревают в печи до 760-800° С с выдержкой 8-15 мин, охлаждают в холодной воде и затем сушат.
Закаленные детали подвергают старению (дисперсионному твердению) при 260-400° С (в зависимости от требуемых свойств) с выдержкой после нагрева от 1 до 4 ч и охлаждением на воздухе. Во избежание коробления старение деталей проводят в специальных приспособлениях. После термической обработки детали контролируют. Твердость в зависимости от условий работы деталей HV 200-400.
Закалке подвергают также заготовки с последующим изготовлением из них деталей по следующему технологическому процессу: отрезка или вырубка заготовок; обезжиривание, промывка, сушка; закалка; полирование заготовок (при необходимости); изготовление деталей; обезжиривание, промывка и сушка деталей, старение; контроль.