Трубогиб для квадратной трубы своими руками
Трубогиб своими руками для профильной трубы: самодельный ручной станок по чертежам

Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Трубогиб
Сложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный.
Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиляЧтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
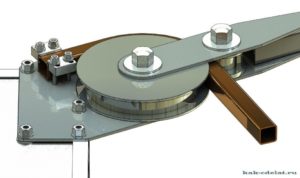
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Трубогиб для квадратной трубы своими руками — Трубы и сантехника
Трубогиб для профильной трубы – очень популярное оборудование на рынке. Он применяется в разных сферах промышленности, жилищно-коммунальной сферы и прочих направлениях.
Чтобы сэкономить на покупке аппарата, можно сделать его самому. Однако, для этого нужно подробно изучить устройство, принцип его работы и особенности.
Кроме того, нужно иметь под рукой инструкцию по его изготовлению и внимательно выполнять все необходимые требования.
Только при помощи трубогиба можно согнуть профильную трубу, не деформировав ее
Основные характеристики
Трубогиб для профильной трубы – это специальное оборудование в виде станка, предназначенное для гибки труб с прямоугольным, квадратным и прочими сечениями.
Современное оборудование подобного рода способно обеспечить выполнение сразу нескольких задач:
- сгибание трубы под любым углом, вплоть до 180 градусов;
- обработку труб различного диаметра (он может варьироваться в пределах от 5 до 1220 мм);
- деформирование труб различных по материалу изготовления (они могут быть металлическими – из алюминия, стали, чугуна; или пластиковыми – из ПВХ, ПНД, ПВД и др.)
Если пластиковые трубы можно согнуть и без применения профессионального промышленного трубогиба, то, если они сделаны из металла, без такого аппарата этого не сделать.
Есть три решения проблемы с аппаратурой: купить изделие, взять напрокат или же изготовить самому. Если работы не очень много, то покупка оборудования будет нецелесообразной. Но даже если это необходимо, приобретение устройства весьма затратно. Поэтому многие предпочитают делать трубогибочные станки для профильных труб самостоятельно.
Сфера применения трубогибов
Рассматриваемое приспособление широко применяется в различных сферах промышленности и народного хозяйства. Это и строительство, нефтяная и газовая промышленность, производство сантехники, сфера жилищно-коммунального хозяйства, а также его используют для бытовых потребностей. Это может быть изготовление садовой мебели, навесов, беседок и др.
При помощи трубогиба можно создавать самые разнообразные конструкции из профильных труб
Однако, чаще всего данное оборудование применяется для деформирования и гибки труб при прокладке трубопроводов или возведении зданий (когда профильные трубы используют как часть арматурных конструкций). Трубные изделия могут иметь самую разную форму и материал, но в любом случае необходимо использовать для их сгибания трубогибочные станки.
Нужно знать! Такой фактор, как сфера использования, очень важен для процесса гибки. Ведь разные по объему, диаметру и материалу трубные изделия сгибаются по-разному, и для этого требуется аппаратура разной мощности и технических свойств. В зависимости от этого прибор может быть ручной, на электрическом или гидравлическом приводе.
Классификация устройств
Как уже говорилось выше, трубогибочные станки бывают нескольких видов. Они отличаются по комплектации, принципу действия и, как следствие, по ценовым категориям.
Основными являются три вида аппаратов.
Гидравлический. Такой трубогиб профильной трубы необходимо использовать, если своими руками и простым ручным прибором не обойтись. Он, конечно, отличается по стоимости, однако, имеет и больше преимуществ. Среди них:
- высокая скорость деформирования. Работая от сети, такое приспособление для гибки профильных труб обладает большей мощностью и выполняет поставленные задачи гораздо быстрее, чем ручной аналог;
- точность при установке угла сгиба. Этим данный вид отличается от предыдущего. Используя прибор на гидравлическом приводе, можно согнуть трубу под необходимым углом с точностью до градуса;
- простота в управлении и обслуживании. Простая конструкция устройства обеспечивает легкую работу и несложный ремонт;
- малые затраты сил оператора. Вам не придется прикладывать больших физических усилий для придания трубному изделию нужной формы;
- мобильность. Оборудование так же легко перемещается, как и предыдущий рассмотренный аналог;
- универсальность. Если простой прибор на ручном управлении не способен работать с некоторыми видами трубных изделий, то этот вид устройства достаточно мощный, чтобы гнуть сталь, даже если трубы не очень маленького диаметра.
Гидравлические трубогибы бывают ручными и электрическими, последний тип чаще применяют на производстве
На электроприводе. Такие приспособления обладают большей мощностью, точностью настройки угла сгиба, однако являются наиболее дорогостоящими.
По способу гибки также разделяют приборы на три класса:
- арбалетные, с помощью которых загибание происходит посредством использования формы определенного диаметра;
- ручные пружинные, работающие посредством мощных пружин;
- сегментные, представляющие собой сегмент из древесины или другого плотного материала с установленными на него дорнами, вокруг которого загибается труба.
Ручной. Самый дешевый и простой вид. Это мобильное устройство, обладающее небольшими габаритами и весом. Кроме этого, сделать подобный трубогиб для профильной трубы своими руками намного проще и дешевле. Однако, и ограничений у него достаточно.
Такой нельзя применять в том случае, если объемы работы большие и требуется регулярное частое использование приспособления.
Кроме того, процесс гибки займет больше времени и сил, а использовать такое оборудование можно только для деформирования алюминиевых, пластиковых труб, а также стальных при небольшом диаметре поперечного сечения.
Ручной трубогиб: изготовление в домашних условиях
Среди владельцев гаражей и частных загородных участков часто возникает вопрос, как самому сделать трубогиб для профильной трубы? Данная проблема очень распространенная, потому что готовые аппараты стоят отнюдь недешево и приобретая их, владелец не всегда уверен в хорошем качестве. В таком случае изготовление трубогиба для профильной трубы своими руками — реальное решение.
Несмотря на простоту конструкции, самые примитивные трубогибы обеспечивают достаточно качественную обработку труб
Если объемы работ не слишком велики, то лучшим вариантом будет ручной трубогиб для профильной трубы.
Важно! Помните, что ручное приспособление — непрофессиональный вариант, и он подойдет для использования от случая к случаю, регулярные и существенные нагрузки ему не под силу.
Самый дешевый и элементарный вариант – простой ручной трубогиб своими руками. Чтобы его сделать, вам понадобится всего три составляющих: бетонная плита, металлические штыри и перфоратор.
Алгоритм выполнения монтажа деталей ручного трубогиба для профильной трубы своими руками предельно прост: бетонное основание разделяем на ячейки площадью 4х4 либо же 5х5 сантиметров. На углах образовавшихся клеток нужно сделать отверстия (просверливая их как можно глубже) с помощью перфоратора, и затем устанавливаем в них штыри.
Получившееся оборудование для гибки разнообразных профильных труб работает по несложному принципу: заготовку трубного изделия помещают между штырями и загибают, применяя физическое усилие, под нужным углом.
Конечно, идеальной точности при использовании настолько простого трубогиба для профильной трубы, сделанного своими руками, не добиться, но для бытовых целей его более чем достаточно.
Ручные трубогибы более сложных конструкций
Если ваши требования к оборудованию для гибки труб более высоки, тогда таким простым вариантом не обойтись. В таком случае рекомендуется прибегнуть к более сложным приспособлениям.
Можно собрать трубогиб для профильной трубы своими руками, который будет работать на основе домкрата. Чтобы его сделать, вам понадобится гидравлический домкрат, штыри и надежное основание.
Сгибание трубы трубогибом на основе домкрата производится при помощи башмака, размер которого должен соответствовать диаметру обрабатываемого изделия
Полезный совет! Домкрат, используемый как основной элемент, должен выдерживать нагрузки в 5 тонн, чтобы оборудование прослужило долго и без поломок.
Существует и более сложный третий вариант – приспособление на цепном ходу, приводимое в действие с помощью рукояти. Такой трубогиб своими руками создать тоже достаточно просто. Он более удобен в управлении и немного более продуктивен.Для изготовления этого самодельного трубогиба для профильных труб вам нужны: металлическая основа п-образной формы, струбцина, три ролика, цепь и лебедка.
Собрать этот трубогиб своими руками не сложно и для этого не понадобится много времени. Действия таковы:
- сначала на металлическое основание крепится конструкция п-образной формы;
- по обеим сторонам от нее устанавливаются два ролика, а затем и третий (по форме равнобедренного треугольника);
- на ролики устанавливается цепь с лебедкой.
Трубогиб на цепном ходу позволит работать с трубами больших размеров без особых усилий
Для соединения узлов используется сварочный аппарат.
Как сделать самому гидравлический трубогиб
Гидравлический аппарат– достаточно мощное оборудование. На нем можно обрабатывать стальные трубные изделия сравнительно больших диаметров, по сравнению с ручным аналогом.
Однако, изготовление трубогиба для профильной трубы своими руками в данном случае потребует гораздо больших усилий и времени.
Итак, чтобы сделать такой станок, вам понадобится:
- плоское основание;
- п-образная металлическая основа;
- подающий вал;
- шкив;
- цепь;
- гидравлический шток.
Сама конструкция приспособления для гибки профильной трубы, сделанного своими руками, напоминает прокатный стан, только более сложная и принцип ее работы немного отличается. Вместо ручного привода используется гидравлический шток.
Как сделать из этих деталей трубогиб для профильной трубы своими руками?
- сначала устанавливаем вал на основание. Затем на первом торце его монтируется шкив, а на втором – цепь. Теперь монтируем второй вал, соединяем цепь с первым;
- внизу вырезаем отверстие для передвижения штока и устанавливаем третий ролик — деформирующий;
- вал этого ролика располагается в пазах основания.
Внимание! Основа самодельного станка для гибки профильных труб должна иметь форму трапеции, если вы не используете п-образную вилку с наваренными ножками (в качестве их можно использовать отрезки трубы либо же швеллеры).
Прокатный станок для гибки труб своими силами
Станок для гибки разных профильных труб – довольно сложный аппарат. Изготовление такой машины потребует большого внимания и хороших навыков. Лучше, конечно, приобрести уже готовый товар, однако, если вы уверены в своих силах, то можно сделать подобный трубогиб своими руками.
Прокатные станки отличаются сложной конструкцией, но они незаменимы при больших объемах работ
Сначала готовится основание, выполненное из металлических деталей с помощью сварочного аппарата. После на нее устанавливаются 4 опорных элемента. Теперь можно проделывать отверстия для регулировки радиуса сгиба.
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже.
Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют.
Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:
Самодельные трубогибы
Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет».
Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв.
производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики.
Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:
Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте.
На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины.
Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси.Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно.
Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет.
Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению.
Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
«Хвост» нужен в начале изгиба, т.е. труба заправляется в трубогиб с некоторым избытком на выходе. Значения RИЗГ рассчитаны на бездефектное сгибание. Если же допустимые дефекты (см. выше) приемлемы, то RИЗГ можно уменьшить на ступень след. образом:
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2.
Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е.
, если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак.
Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний».
Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ
Как сделать трубогиб своими руками

Бывает, что нужно согнуть металлическую трубу, но сделать это нечем. Человеческой силы не хватит, чтобы ровно сделать изгиб, при этом не повредив саму структуру. Для этого нужен инструмент – трубогиб, который продается в магазинах и строительном рынке.
Но самостоятельно изготовить в гараже с минимумом оборудования возможно.
Даже бюджетные версии стоят больше, чем самодельные. А если самодельный трубогиб для профильной трубы вам нужен для конкретных работ и больше не потребуются – нет смысла покупать.
Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам.
Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.
Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд.
Для этой процедуры не нужно прилагать много усилий.
Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет.
Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.
Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке.
Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.
Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве.
Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным.
Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.
Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).
Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.
Гибридные
Представляют собой совмещение электрических и гидравлических осей.
Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина.
Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый.
Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.
Необходимые материалы
Трубогиб гидравлический для круглой трубы устроен элементарно. Можете использовать готовые чертежи, которыми наполнен интернет. Под Они есть под любые размеры гаража. Есть много конструкций, выбор которых определяется доступными материалами.
Если вы не хотите ехать в строительный магазин и тратить деньги – поищите по закромам. Некоторые детали можно заказать у токарей и фрезеровщиков.
Часто, самодельщики выбирают фронтальную конструкцию, которая недорого стоит и доступна для сборки.
Она состоит из:
- Три валика – металлических;
- Цепь привода;
- Оси для вращения;
- Механизм движения, который и будет производить сгибание;
- Металлический профиль, чтобы изготовить раму.
Самодельщики, в целях экономии, устанавливают валики из доступных материалов, как дерево, пластик или полиуретан. Проблемой здесь выступает теория резанья. Металл значительно прочнее и плотнее. Поэтому ролик может не выдержать давления и треснуть. Не нужно экономить и монтировать металлические.
Чтобы понять, как трубогиб для профильной трубы своими руками производит сгибание – нужно разобраться в технологии. Часто, используются обычные разновидности вальцовок и прокаток. Они позволяют работать даже с тонкостенными трубками, не разрушая их и оставляя пригодными для использования.
Чтобы произвести изгиб, трубу нужно устанавливить между валиками. Далее, нужно повернуть ручку, после этого будет произведена деформация по заданным параметрам.
Можно сделать трубогибы для профильных труб из домкрата. Если он стоит в гараже – уже половина станка у вас уже готова. После сборки, домкрат можно достать.
Для этого вам потребуется:
- Автомобильный домкрат;
- Каркас;
- Пружины (обязательно высокоточные);
- Три ролика;
- Цепь для привода;
- Расходники.
О том, как работает ручной профилегиб – можете посмотреть видео ниже. Для получения результата, установленную трубу сгибают с помощью валиков.
Прокручивая ручку, в движение приводится приводная цепь, которая и производит сам изгиб.
Инструкция по изготовлению трубогиба
Производство сгибателя простое, если вы будете придерживаться следующих инструкций:
- К прижимному валу присоединяются шестеренки, подшипники и колечки, которые соединяются друг с другом с помощью шпонки.
Перед сборкой, нужно составить тщательный чертеж, с прописанными показателями всех элементов. Часто их приходится вытачивать отдельно. Если вы не умеете пользоваться токарным станком – доверьтесь токарю. Всего вам потребуется три отдельных вала. 2. В кольцах делаются отверстия.
Они понадобятся для пазов и резьбового соединения.
- Нужно установить полку. Лучше всего подойдет стальной швеллер, который обеспечит достаточный прижим вала.
- После этого потребуется собрать всю конструкцию. По возможности, используйте сварочный аппарат.
Сварочное соединение – самое надежное решение. Оно не поддается вибрации. Если у вас нет сварочника, можно воспользоваться болтами. В некоторых местах потребуется перфорированные пластины из толстой стали.
- Предпоследний этап – монтаж полки.
На него устанавливается, через пружину, прижимной ролик. По бокам монтируются остаточные ролики. На один из них крепиться ручка.
- В последнюю очередь устанавливается домкрат.
Отдельные нюансы:
- Ролик устанавливается на полку, предварительно к которой приваривается гайка для пружины;
- Натяжение требуется производить с помощью магнитного уголка, который в значительной мере выступает держателем;
- Домкрат монтируется на навесную платформу (если хотите его использовать отдельно – используйте болтовые крепления).
Гидравлический трудогиб – инструкция
Трубогиб для металлопластиковых труб с гидравлической тягой можно также сделать самостоятельно. Недостаток – трудоемкость сборки.
Вам понадобится:
- Домкрат с грузоподъемностью не меньше пяти тонн;
- Башмачная платформа;
- Валы;
- Массивный швеллер;
- Толстые стальные листы и расходники.
Для производства устройства, нужно в башмак установить гидравлический домкрат. Нужно правильно зафиксировать его с двух сторон. Для этого можно использовать сварочный аппарат или болты.
После этого давление на домкрат обеспечивает качественное изгибание трубы. Добившись требуемого угла, достаточно вынуть изделие и использовать по назначению. Чтобы изготовить устройство, нужно придерживаться следующего плана:
- Изготовите подробный чертеж. В нем нужно описать габариты каждого отдельного элемента. Их производство можно заказать у токаря.
- Нижняя платформа выступает площадкой для домкрата. Чтобы использовать его в дальнейшем – прикрутите болтами, а не сваркой.
- Ролики – важная часть конструкции. Проблемой его выступает то, что к ним выделяют строгие требования к точности. Их можно сделать самостоятельно. Башмак монтируется ниже, и их соотношение определяет допустимый угол изгиба.
Изготовление компактного трубогиба улитки
Изделия из профильной трубы «Улитка» получила такое название потому, что выступает силовым шаблоном. Это трафарет, который нужен специально для получения правильной формы плоской спирали.
В процессе, трубка плотно прижимается к трафарету, образуя ровные спиральные формы. По своему дизайну, они напоминают машинки для закатки стеклянных банок.
Улиткой называют плоскую стальную пластику (толщина не менее четырех миллиметров). На нее устанавливается трафаретная часть в виде спирали. Проблема в том, что ее изготовления требуется, как минимум, фрезерный станок или хороший ручной фрезер.
Нельзя обойтись без пропанового резака. Это разновидность горелки, которая позволяет нагреть металл и в дальнейшем его согнуть.
Заводские модели оборудованы системой штифтов и болтов.
Каждая часть заменяема, что позволяет сделать разные изгибы.
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового.
В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы).
Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Полезные советы
Вы узнали, как сделать трубогиб своими руками. Но лучше придерживаться несколько дополнительных советов:
- Чтобы работать с разными профилями труб – изготовьте съемные валы. Чтобы гнуть толстостенный прокат потребуются каленые валы. Можно подвергнуть обработке только вхний слой.
- Если труба соскальзывает при работе с шаблоном – установите закрепительные крючки по бокам.
- Чтобы сгибать трубопрокат большого диаметра с толстыми стенками – установите минимум три ролика, который будет достаточно для комфортной работы. Желательно, чтобы они были тверже сгибаемого материала.
Для этого можно закалить поверхность стального валика.
Поделитесь с друзьями 😉