Тугоплавкий припой температура плавления
Существующие виды припоя и их свойства
Если вы только начали свой нелегкий путь в освоении радиоэлектроники, то наврятли задавались вопросом, какие виды припоя существуют и чем они отличаются. Как говорится, главное, чтобы было чем паять.
Зачастую используется самый распространенный вид ПОС – 61 либо же ПОС – 60. В самых критических случаях можно даже собрать припой с завалявшихся устаревших печатных плат отслужившего свое прибора.
Но все-таки между разными марками припоя есть существенная разница и вы просто обязаны понимать в каких случаях предпочтительнее применять тот или иной вид.
Что такое припой
Припой — это сплав металлов с добавлением всевозможных примесей, благодаря которым достигаются требуемые: температура плавления, твердость, текучесть и т. д.
Существующие виды припоя
Виды припоя можно разделить на два больших подвида:
1. Легкоплавкие (мягкие).
2. Тугоплавкие (твердые).
Мягкие припои применяются в большинстве случаев для выполнения ремонта всевозможных электронных плат радиоаппаратуры. И максимальная температура плавления такого припоя равна максимум 450 градусам.
Наиболее распространенный вид припоя — это ПОС – Припой Оловянно – Свинцовый. Затем следующими цифрами в марке изделия указывается процентное содержание такого металла как олово. То есть если перед вами ПОС – 40, то значит в этом припое содержится 40% олова и 60% свинца. Если же марка ПОС – 61, то перед вами припой где 61% олова и 39% свинца.
Это хорошо когда марка изделия указана, но зачастую перед нами просто кусок припоя неопределенной марки. В этом случае выполнить примерную оценку его состава вполне возможно по внешним признакам и виду, а именно:
— ПОС обычно имеет температуру плавления, лежащую в интервале от 183 до 265 градусов.
— Посмотрите на припой. Если он обладает выраженным металлическим блеском, то, вероятнее всего, перед вами как минимум ПОС – 60 с высоким содержанием Олова. И соответственно обратная ситуация, если цвет припоя матовый, то в нем высокое содержание свинца.
— Погните припой. Ведь если в припое много свинца, то прут толщиной 8 мм будет легко гнуться (вероятно, перед вами ПОС — 30).
В свою очередь олово достаточно прочный металл и при его высоком содержании пруток будет достаточно жестким.Где используется припой марки ПОС
Теперь давайте рассмотрим основные марки и их область применения:
1. ПОС – 90 (Олово 90%, Свинец 10%). Такой припой используется во время ремонта посуды для приема пищи и различного медицинского оборудования.
2. ПОС – 40 (SN 40%, PB 60%). Широко используется при ремонте электроаппаратуры и для разнообразных деталей из оцинкованного железа. Так же используется для восстановления рабочего состояния радиаторов и медных (латунных) трубопроводов.
3. ПОС – 30 (Олово 30%, Свинец 70%). Применим в кабельной промышленности и для осуществления пайки и лужения листового цинка.
4. ПОС – 60 (содержит 60% SN и 40% PB) . Применяется для пайки печатных плат радиоэлектроники. Это основной припой для любого радиолюбителя, так сказать рабочая лошадка любителей поделок. Такой припой начинает плавиться при температуре в 183 градуса по Цельсию, а температура его полного расплавления равна 190 градусам.
А вот у ПОС – 30, ПОС – 40 и ПОС – 90 температура плавления лежит в диапазоне от 220 до 265 градусов по Цельсию. Важно понимать, что такая температура для многих радиоэлементов является предельно допустимой, поэтому ПОС -60 наше все.
Примечание. ПОС-61 и ПОС -60 практически не имеет отличия, поэтому будет рассматриваться как один тип припоя.
Отличным забугорным аналогом ПОС -61 является Sn63Pb37(SN 63% а свинца 37%).
Внешний вид
Зачастую припой реализуется в катушках или же тюбиках.
При этом проволока обладает различным диаметром. И сейчас все более популярна комбинация, когда флюс входит в состав припоя (флюсом заполняется центральная полость в трубке из припоя).
Данный форм фактор доказал свою эффективность и удобство в использовании.
Отдельно хочу выделить припой марки ПОССу, (да, не смейтесь есть такой) и расшифровывается он как припой оловянно-свинцовый с сурьмой. Такой припой отлично подходит для пайки оцинкованных изделий, активно применяется для пайки автомобильных цепей и ремонта холодильного оборудования.
Как вы, наверное, уже поняли из таблицы такой припой отлично заменяет ПОС – 61. Кроме этого так же есть ПОСу 95-5 припой, где нет свинца в принципе Олово – 95% Сурьма – 5%. Температура плавления такого припоя лежит в диапазоне 234-240 градусов по Цельсию.
Припои с низкотемпературными параметрами
Если у вас есть плата, где используются компоненты максимально чувствительные к перегреву, то вышеперечисленными видами припоя вы скорее испортите полностью изделие, которое хотели починить. Именно для таких случаев созданы низкотемпературные припои. И наиболее тугоплавкий из таких:
ПОСК-50-18 (SN -50%, Кадмия – 18%, 32% — PB ). Кадмий добавляет износостойкость к коррозии, но делает припой токсичным.
Но наибольшей популярностью среди большинства электронщиков пользуется специальный сплав РОЗЕ (ПОСВ-50). Он состоит из SN 25%, PB 25% и висмута 50%. Основное предназначение – пайка медных и латунных компонентов. А еще это отличный сплав для лужения только что созданной печатной платы.
Так же активно используются в плавких предохранителях.
В заключении моего опуса хочу сказать пару слов о паяльных пастах, которые применяются для пайки CMD элементов и безвыводных микросхем в DGA корпусах.Данная субстанция состоит из мельчайших шариков сплава Sn62Pb36Ag2 (SN 62%, PB 36% и AG 2%) и безотмывочного флюса. Такая субстанция на воздухе быстро пересыхает и поэтому хранится в тюбиках.
Такая паста используется при сложном ремонте, например телефонов и стоит просто неприлично дорого из-за содержания серебра.
Припой на катушке я покупаю здесь.
Это все, что я хотел рассказать о припое и его видах. Если вы осилили стену текста, и она вам понравилась, то ставим палец вверх, делимся статьей в соц. сетях и подписываемся!
Разновидности Припоев Оловянно-Свинцовых (ПОС)
Наиболее известными из припоев являются ПОС 10, ПОС 40, ПОС 61 и ПОС 90 (бессурьмянистые припои). А ПОС содержащие сурьму имеют наименование ПОССУ. сурьмы увеличивает прочность припоя на несколько процентов.
Если разговор идет про плавление соеденения олова и свинца, необходимо знать определения солидуса и ликвидуса. Если нагреть любую смесь из двух и более металлов, то сначала произойдёт плавление (преобразование из твердой в жидкое состояние) самых легкоплавных частиц. Это температурная точка, называемая солидусом сплава.
При дальнейшем нагреве начинают плавиться более тугоплавкие металлы в сплаве. После того как они расплавятся, наступает точка ликвидуса. После чего припой ПОС считается полностью расплавленым.
Между точками солидуса и ликвидуса находится состояние повышенной пластичности припоя. При этой температуре припой можно деформировать и тянуть, не теряя целостность.
Существуют припои, у которых точка солидуса и ликвидуса совпадает, они называются эвтектические сплавы. Этот показатель говорит о том, что припой высокого качества, такой припой очень удобен при пайке.
О составе ПОС
В ПОС-40 — 40 % олова, а в ПОС-61 — около 61 % олова. Все остальное – это свинец и дополнительные примеси. По внешнему виду можно определить, какой перед вами припой. Матовый и темный припой содержит больше свинца. Светлый и блестящий — больше олова. Лучше всего это можно увидеть в сравнении.
Прочность припоя зависит на ряду с легированием сплава от паяемого металла. Для пайки цинка или меди в ПОС добавляют немного цинка или меди соответственно. Что снижает химическую эрозию металла и повышает поверхностную прочность соединения.
Легирование ПОС
Эксплуатационные характеристики припоя можно улучшить с помощью легирования следующими веществами:
- Пластичность, стойкость к термоциклированию становится лучше за счет добавок серебра, индия, лития, марганца, висмута.
- Устойчивость к коррозии припоя улучшает никель и медь.
- Увеличению жаропрочности способствует кобальт, кремний, цирконий, гафний, ванадий, вольфрам, ниобий.
- Припой становиться прочнее если добавить бор, железо, никель, кобальт, цинк, кремний.
- Добавка серебра, меди, цинка, кадмия, сурьмы и алюминия улучшает адгезию припоя.
Характеристики ПОС и ПОССу
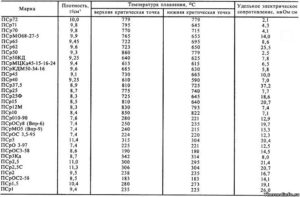
Характеристики припоев оловянно-свинцовой группы, показаны в таблице параметров. Здесь можно увидеть такие характеристики, как удельное электросопротивление, температуру плавления, временное сопротивление разрыву, плотность, ударную вязкость и твердость по Бринеллю, теплопроводность, относительное удлинение существующих разновидностей ПОС и ПОССУ.
Из таблицы видно самый легкоплавкий припой (кадмиевый ПОСК 50-18) с температурой плавления 145 °C, и самым прочный припой для пайки (ПОССу 4-6) с временным сопротивлением разрыву 6,5 кгс/мм2.
Характеристики ПОС 10
ПОС 10 имеет следующий химический состав: 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. ПОС-10 используется для лужения и пайки контактных поверхностей электроники. Например, им заливают контрольные пробки в корпусах радиоэлектроники и паяют реле.
Температура пайки ПОС 10 — 299 °С. Точка солидуса — 268 °С.
Плюсы ПОС 10
- высокая температура плавления полезна при пайке корпусов аппаратуры.
Минусы ПОС 10
- высокое удельное сопротивление — 0,2 Ом•мм2/м;
- высокое содержание свинца, опасного для здоровья;
- низкая прочность и сопротивление разрыву около 3,2 кгс/мм2.
Характеристики ПОС 30
ПОС 30 — это промежуточное звено между ПОС 10 и ПОС 40. ПОС 30 состоит из: 30 % олова и 69,5 % свинца. Остальное легирование и примеси. ПОС 30 можно не колеблясь заменить на ПОС 40. Температура плавления (ликвидус) равна 238 °С, а температура пластичности (солидус) равна 183 °С. ПОС 30 обычно применяется для пайки и лужения радиаторов и листового цинка.
Плюсы ПОС 30
- хорошая адгезия;
- высокая прочность.
Минусы ПОС 30
- высокое содержание свинца;
- чаще выпускается в прутках.
Характеристики ПОС-40
ПОС 40 состоит на 39-41 % из олова, на 59 % из свинца. Остальные примеси в том же соотношении, как и у ПОС-10. ПОС-40 обычно применяется для пайки и лужения корпусов радиоаппаратуры из оцинкованного железа с оцинкованными швами.
Температура пайки припоя ПОС-40 238 °С, а солидус — 183 °С.
Плюсы ПОС 40
- более устойчив к термоцикличности, чем ПОС-61;
- хорошее соотношение пластичности и температуры плавления.
Минусы ПОС 40
- завышенная температура ликвидуса;
- высокое содержание свинца, что вредно для здоровья.
Пос 61 (пос 60)
Существуют припои, произведенные по международным стандартам, например, припой Sn60Pb40, содержащий олова 60 % и свинца 40 %. Температура плавления припой 60/40 равна 191 °С.
Еще один пример припой ПОС-62. Его температура плавления c равна 184 °С, ее можно найти в зарубежном каталоге припоев (например, Kester).
Характеристики ПОС 61
ПОС-61 обычно используют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.
Состав ПОС-61:
- Олово 59 — 61 %;
- Сурьма — не более 0,1 %;
- Медь — не более 0,05 %;
- Висмут — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Никель — не более 0,02 %;
- Сера — не более 0,02 %;
- Цинк — не более 0,002 %;
- Алюминий — не более 0,002 %;
- Свинец — остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 °С. Солидус — 183 °С.
Технические характеристики ПОС 61 (по ГОСТ 21931-76):
- Плотность определяет вес припоя ПОС-61 и равна 8,5 г/см3;
- Удельное электрическое сопротивление равно 0,139 Ом•мм2/м;
- Теплопроводность равна 0,12 ккал/см•с•град;
- Временное сопротивление разрыву составляет 4,3 кгс/мм2;
- Относительное удлинение равно 46 %.
Плюсы ПОС 61
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- наилучшее соотношение температуры плавления и прочности;
- доступность и распространенность;
- часто выпускается в виде проволоки (ПОС 61 Т2А);
- низкая стоимость.
Минусы ПОС 61
- универсальность снижает характеристики в частных случаях, например при пайке цинка;
- температура плавления подходит не для всех устройств;
- пары припоя (свинца в нем) вредны для здоровья.
Характеристики ПОС-63
ПОС 63 в соответствии с ГОСТ и OCT 4Г 0.033.200 является сплавом, состоящим на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Множество качественных китайских припоев аналогично маркируются Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 °С.
ПОС-63 применяется в основном для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. Из современных припоев является самым распространенным. Характеристики припоя ПОС 63 очень схожи с ПОС-61.
Плюсы ПОС 63
- совпадение точек солидуса и ликвидуса;
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Минусы ПОС 63
- часто подделывают, особенно в китае;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Характеристики ПОССу-61-0,5
ПОССу-61-0,5 обозначает тип сурьмянистого припоя с содержанием олова 61 %, сурьмы до 0,5 % и свинца около 38 %. Применяется для пайки и лужения печатных плат и оцинкованных радиодеталей при повышенных требованиях по температуре эксплуатации. Температура плавления равна 189 градусов.
Плюсы ПОССу-61-0,5
- повышенна адгезия к поверхности металла за счет содержания сурьмы;
- характеристики идентичны ПОС-61.
Минусы ПОССу-61-0,5
- трудно найти в продаже;
- повышенная стоимость.
Характеристики ПОС-90
ПОС-90 на 90 % состоит из олова и на 10 % из свинца. Также в нем около 0,1 % сурьмы и 0,05 % меди. Чаще всего применяется для пайки и лужения внутренних швов медицинской аппаратуры и пищевой посуды. Температура плавления ПОС 90 равна 220 градусов.
Плюсы ПОС 90
- низкое содержание свинца;
- редко подделывают;
- низкое сопротивление;
- высокая прочность.
Минусы ПОС 90
- высокая стоимость (выше, чем ПОС-61);
- низкая пластичность.
Припой для ценителей качественного звука
Такой припой хорошо знают любители Hi-End электроники. Это припой для пайки аудиотехники, произведенный в 30 — 50-хх годах прошлого века. Эти припои имеют высокую чистоту компонентов, что положительно сказывается на звуке наивысшего качества.
Чтобы услышать эффект от такого припоя, нужны как высококачественный источник звука, излучатель звука, так и прекрасный слух. Специалисты «отслушивают» припой и составляют свои сплавы для лучшей звукопередачи.
Самым известным для меломанов является припой фирмы Kester. Его продают по 10 долларов за метр. С каждым годом его становится все меньше. По составу он близок к ПОС-90.
Припой Kester состоит из 85,9 % олова, 8,5 % свинца, 3,28 % серебра, 0,34 % меди, 0,79 % натрия, 0,55 % магния и 0,27 % ртути.
Есть также припой, содержащий 50 % олова и 50 % свинца Sn50Pb50.
Купить товары по материалам статьи:
Температура плавления припоя: особенности и виды припоев
В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.
Этот промежуточный расплавленный металл получил название сплава, а сам процесс называют припоем. В зависимости от того, какова температура плавления различают и разные виды пайки: легкоплавкие и тугоплавкие. Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
Обычно в марках припой обозначают ПОС, и это сокращение расшифровывается так: припой оловянно – свинцовый. Если рядом есть еще и какое-то число, то эта цифра обычно указывает на то, каков процент содержания олова в составе.
Классификация припоев
От температуры плавления зависит класс припоя:
- Мягкий припой достигается за счет плавления до четырехсот градусов Цельсия.
- Твердый припой достигается за счет плавления выше пятисот градусов Цельсия.
- Полутвердый припой достигается за счет плавления в диапазоне от расплавленного олова до четырехсот градусов Цельсия.
Припои классов мягкий и полутвердый прочны при растяжении от пятидесяти до семидесяти Мегапаскалей, они предназначены для спаивания токопроводящих частей машин. Они производятся при помощи паяльника или опускания частей для спаивания в жидкий припой.
Твердый припой прочен до пятисот Мегапаскалей, используется как припой категории прочности номер один для спаивания токопроводящих частей с большим нагревом и деталей с главной механической нагрузкой. Производится такой припой электродами из меди или графита. Небольшие детали спаивают автогеном.
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
- ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
- ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
- ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
- ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.
Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.
Преимущества твердых припоев
Преимущественные области применения твердых припоев:
- ПСр72 и ПСр50 – для спаивания металлокерамических контактов и разных токопроводящих деталей, которые должны выдерживать удары и выгибание.
- ПСр45 – для того чтобы спаивать медные элементы и ее сплавы, а также части из нержавеющей стали, обмоток роторов и обмоток нагруженных электрических аппаратов. Этот припой дает большую плотность, а вместе с тем и большую прочность полученных соединений.
- ПСр25 – для спаивания медных элементов или частей из ее сплавов, деталей из нержавеющей стали. Является заменителем ПСр45 при создании простых спаек.
- ПСр71 – для спаивания тех же самых деталей, что и ПСр72, но применяется, когда нужна высокая жидкотекучесть.
- ПСр25ф; ПСр15 и ПМФ7 – для спаивания медных или из ее сплавов деталей, частей аппаратов, проводящих ток, которые не должны выдерживать выгибание и удары.
- Л63 и ЛОК59-0,1–0,3 – для спаивания медных частей или деталей из чугуна. Такое спаивание очень прочное и подходит в сложных условиях выгибаний и ударов.
- ПЖЛ500 – спаивание частей, с температурой эксплуатации до шестисот градусов Цельсия.
Четыре секрета пайки
Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.
Итак, первый секрет заключается в том, чтобы правильно применять для пайки припой и флюс. Второй важный секрет пайки — это соблюдение чистоты жала и самого паяльника и, конечно же, его нагрева. Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Третий секрет также важен при пайке: чистота спаиваемых предметов. Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.
И, конечно же, работая с таким оборудованием, всегда стоит соблюдать меры предосторожности. Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Ведь какова бы ни была температура плавления припоя, испарения все равно будет вредными и будут наносить необратимый вред организму человека.
Если же вы решили паять летом, то делайте это или на открытом пространстве, или, если есть возможность, у открытого окна. Главное правило при такой пайке: хорошо проветривайте помещение.
А когда работа будет закончена, то необходимо будет еще и тщательно вымыть руки, используя мыло.
- Виталий Данилович Орлов
- Распечатать
Припой: легко- и тугоплавкие изделия для пайки, их характеристики и температуры плавления
Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями.
Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы.
Их выбор зависит от материала обрабатываемых элементов.
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости.
При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки.
Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Какой бы ни использовался припой, температура плавления у него должно быть меньше, чем у соединяемых элементов, но больше рабочих температур металла. Это необходимо для того, чтобы последний во время пайки не расплавился.Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат. Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
В радиоэлектронике популярность приобрели изделия, которые плавятся при показателях менее +145 градусов. Для лужения плат нередко используют сплав Вуда или Розе. Работа с ними осуществляется при 70−95 градусах, они равномерно распространяются на плате, опущенной в кипяток.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К.
Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе.
Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:
- ПОС-18 — часто применяется для лужения.
- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.
- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.
С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
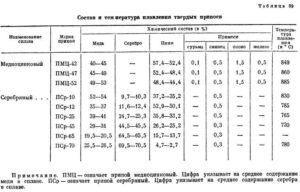
При изготовлении припоев особое значение имеют тугоплавкие изделия, в составе которых присутствует медь и серебро. Заводская маркировка — ПСР.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва.
При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы.
Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.
Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.
Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств.
Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В.
Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.
Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Кроме того, еще одним вариантом являются дуговые агрегаты. Они нагреваются при помощи электрической дуги, периодически возбуждаемой между наконечником и угольным электродом.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Все про припой ПОС
Приветствую дорогих сердцу читателей! В этом материале я постарался собрать все данные про припой ПОС.
Этот Припой Оловянно-Свинцовый является самым популярным припоем для монтажа радиодеталей и чаще остальных применяется в радиотехнике.
Постараюсь объяснить почему это так и расскажу про разновидности и технические характеристики припоев серии ПОС. А еще открою страшную тайну по поводу припоев ПОС-60 и ПОС-62. Поехали!
Виды припоев ПОС
Для начала вспомним, какие бывают припои из сплавов оловянно-свинцовой группы. Самые популярные — это бессурьмянистые припои ПОС-10, ПОС-40, ПОС-61 и ПОС-90. Припой ПОС с содержанием сурьмы называется ПОССУ. Сурьма в составе припоя добавляет ему несколько процентов по прочности.
Когда мы говорим про плавление смеси олова и свинца, нужно помнить про определения солидуса и ликвидуса. При нагревании любой смеси двух и более металлов происходит сначала расплавление (преобразование из твердой в жидкую фазу) самых легкоплавных частиц. Эта температурная отметка называется солидусом сплава.
При дальнейшем росте температуры начинают плавиться более тугоплавкие компоненты. Как только они расплавятся, наступает точка ликвидуса. Теперь припой ПОС полностью расплавлен. Подробнее этот процесс поясняет картинка, выдранная из презентации на тему сплавов.
Между этими двумя точками находится состояние повышенной пластичности припоя. В этом состоянии припой можно тянуть и деформировать без потери целостности.Существуют эвтектические сплавы — припои, у которых точка солидуса и ликвидуса совпадает. Это очень удобно при пайке и говорит о высоком качестве припоя.
Про состав припоя
Название припоя оловянно-свинцовой группы говорит о содержании в нем олова. Например ПОС-40 содержит 40 % олова, а ПОС-61 — почти 61 % олова. Остальная часть состоит из свинца и дополнительных примесей.
По внешнему виду можно на глаз прикинуть состав припоя. Если припой ПОС более матовый и темный, то он больше содержит свинца. Если более светлый и блестящий — то больше олова. Лучше всего это познается в сравнении.
Как выглядит лист олова и лист свинца смотрите на фото.
Прочность припоя зависит не только от легирования сплава, но и от паяемого металла. Например, для пайки меди или цинка в припой ПОС добавляют несколько процентов меди или цинка соответственно. Это снижает химическую эрозию металла и увеличивает поверхностную прочность соединения.
Легирование припоя
Для улучшения эксплуатационных характеристик применяют легирование припоя следующими веществами:
- Адгезию припоя улучшает добавка из меди, кадмия, сурьмы, алюминия, серебра и цинка;
- Пластичность припоя и стойкость к термоциклированию улучшается добавкой индия, серебра, марганца, висмута, лития;
- Прочность припоям добавляют никель, кобальт, цинк, кремний, бор, железо;
- Коррозионную стойкость припоя увеличивает никель и медь;
- Жаропрочность повышает кремний, цирконий, вольфрам, ванадий, кобальт, ниобий, гафний.
Технические характеристики припоев ПОС и ПОССу
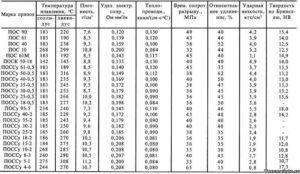
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый припой ПОСК 50-18 с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
Технические характеристики припоя ПОС-10
Припой ПОС 10 имеет отличительный химический состав. Он содержит 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. Припой ПОС-10 применяется для пайки и лужения контактных поверхностей электроники. Например им паяют реле и заливают контрольные пробки в корпусах радиоэлектроники.
Температура пайки ПОС-10 составляет 299 градусов Цельсия. Точка солидуса равна 268 градусов.
Достоинства припоя ПОС-10:
- высокая температура плавления полезна при пайке корпусов аппаратуры.
Недостатки припоя ПОС-10:
- низкая прочность и сопротивление разрыву около 3,2 кгс/кв.мм.;
- высокое удельное сопротивление — 0,2 Ом х кв.мм./м;
- высокое содержание свинца, опасного для здоровья.
Технические характеристики припоя ПОС-30
Припой для пайки марки ПОС 30 является промежуточным звеном между ПОС 10 и ПОС 40. Состав припоя ПОС 30 следующий: 30 % олова и 69,5 % свинца. Остальное — это примеси и легирование.
Припой ПОС 30 может быть легко заменен на ПОС 40, о котором рассказано ниже. Температура плавления (ликвидус) равна 238 градусов, а температура пластичности (солидус) равна 183 градуса Цельсия.
Согласно техническим характеристикам, припой ПОС 30 чаще применяется для пайки и лужения листового цинка и радиаторов.
Достоинства припоя ПОС-30:
- хорошая адгезия;
- высокая прочность.
Недостатки припоя марки ПОС 30:
- высокое содержание свинца;
- чаще выпускается в прутках.
Технические характеристики припоя ПОС-40
По химическому составу припой ПОС 40 состоит на 39-41 % из олова, на 59 % из свинца. Остальные примеси в таком же соотношении, как и у ПОС-10. Припой для пайки ПОС-40 часто применяется для пайки и лужения корпусов радиоаппаратуры из оцинкованного железа с оцинкованными швами.
Температура пайки припоя ПОС-40 равна 238 градусов Цельсия, а солидус — 183 градуса.
Достоинства припоя ПОС-40:
- хорошее соотношение пластичности и температуры плавления;
- из-за этого лучше переносит термоцикличность, чем ПОС-61.
Недостатки припоя ПОС-40:
- высокое содержание свинца, что вредно для здоровья;
- завышенная температура ликвидуса.
Страшная тайна припоя ПОС-60
Вот и настало время страшной тайны припоя ПОС 60. Согласно ГОСТ 21930-76 под названием «Припои оловянно-свинцовые в чушках. Технические условия» и ГОСТ 21930-76 «Припои оловянно-свинцовые в изделиях. Технические условия», такого припоя, как ПОС-60 просто не существует. Сам ГОСТ 21930-76 можете скачать и посмотреть. Вот полная таблица из этого ГОСТа.
Так что «ПОС-60» — это жаргонизм или народное обозначение «припоя, которым все паяют». Мне кажется, что это связано с путаницей в обозначении ПОС-61. Потому что при содержании олова в припое по ГОСТу от 59 до 61 % логичнее его называть ПОС-60, а не ПОС-61.
Среди припоев, произведенных по международным стандартам существует припой Sn60Pb40. Это припой для пайки с содержанием олова 60 % и свинца 40 %. Его можно было бы назвать ПОС-60, если разработать хотя бы ТУ под него. Согласно международным данным, в которых описаны характеристики, температура плавления припой 60/40 равна 191 градус Цельсия.
Та же история с припоем типа ПОС-62. Такого свинцового припоя по ГОСТу пока не придумали. Так что, если у меня спросят «а какая температура плавления припоя ПОС-62», я знаю, что ответ c цифрой 184 градуса Цельсия нужно искать с импортном каталоге припоев. Вот например, можно воспользоваться каталогом припоев компании Kester.
Технические характеристики припоя ПОС-61
Обозначение припоя марки ПОС-61, как мы выяснили, довольно спорное, но против ГОСТа не попрешь. ПОС-61 применяют для пайки и лужения электронных компонентов и печатных плат точных приборов с высокогерметичными швами, для которых не допускается перегрев.
Состав припоя ПОС-61
Химический состав припоя ПОС-61 следующий:
- Олово 59 — 61 %;
- Сурьма — не более 0,1 %;
- Медь — не более 0,05 %;
- Висмут — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Никель — не более 0,02 %;
- Сера — не более 0,02 %;
- Цинк — не более 0,002 %;
- Алюминий — не более 0,002 %;
- Свинец — все остальное — около 38,7 — 40,7 %.
Температура пайки припоя ПОС-61 составляет 220 градусов Цельсия. Солидус равен 183 градуса. Я даже снял видеоролик о плавлении этого припоя в замедленной съемке на свой Olympus Tough TG-860 с частотой 240 кадров в секунду.
Припой ПОС 61 ГОСТ 21931-76 имеет следующие технические характеристики:
- Плотность определяет вес припоя ПОС-61 и равна 8,5 г/куб. см.;
- Удельное электрическое сопротивление равно 0,139 Ом х кв.мм./м;
- Теплопроводность равна 0,12 ккал/см х с х град;
- Временное сопротивление разрыву составляет 4,3 кгс/кв.мм.;
- Относительное удлинение равно 46 %.
Достоинства припоя марки ПОС-61:
- наилучшее соотношение температуры плавления и прочности;
- хорошая адгезия к поверхности металлов;
- универсальный припой для пайки и большинства радиомонтажных работ;
- доступность и распространенность;
- низкая стоимость;
- часто выпускается в виде проволоки, например припой ПОС 61 Т2А.
Недостатки припоя типа ПОС-61:
- универсальность снижает характеристики в частных случаях, например при пайке цинка;
- температура плавления подходит не для всех устройств;
- пары припоя (свинца в нем) вредны для здоровья.
Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца.
Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство хороших китайских припоев также имеют маркировку Sn63Pb37.
Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.
Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Технические характеристики припоя ПОССу-61-0,5
Маркировка припоя ПОССу-61-0,5 обозначает тип сурьмянистого припоя с содержанием олова 61 %, сурьмы до 0,5 % и свинца около 38 %. Такой припой применяется для пайки и лужения печатных плат и оцинкованных радиодеталей при повышенных требованиях по температуре эксплуатации. А вот его температура плавления равна 189 градусов.
Достоинства припоя ПОССу-61-0,5:
- повышенна адгезия к поверхности металла за счет содержания сурьмы;
- технические характеристики практически совпадают с ПОС-61.
Недостатки припоя марки ПОССу-61-0,5:
- трудно найти в продаже;
- повышенная стоимость.
Технические характеристики припоя ПОС-90
Припой марки ПОС-90 на 90 % состоит из олова и на 10 % из свинца. Еще в нем около 0,1 % сурьмы и 0,05 % меди.
Применяется он в основном для пайки и лужения внутренних швов пищевой посуды и медицинской аппаратуры. Да, 10 % свинца и уже можно пихать в пищевые продукты — удивительно, но все по ГОСТу 1976 года.
Согласно техническим характеристикам температура плавления припоя типа ПОС 90 равна 220 градусов.
Достоинства припоя ПОС-90:
- низкое содержание свинца;
- редко подделывают;
- низкое сопротивление;
- высокая прочность.
Недостатки припоя марки ПОС-90:
- высокая стоимость (выше, чем пос-61);
- низкая пластичность.
Винтажный припой
Что такое винтажный припой хорошо знают любители Hi-End электроники. Чаще всего, это припой для пайки аудиотехники, произведенный в 30 — 50-хх годах прошлого века.
Такие припои имеют высокую чистоту компонентов, что положительно сказывается на звуке наивысшего качества. Чтобы услышать эффект от такого припоя, нужны не только высококачественный источник звука, излучатель звука, но и прекрасный слух.
Специалисты отслушивают припой и составляют свои сплавы для лучшей звукопередачи.
Одним из самых крутых для меломанов является американский припой фирмы Kester бородатых годов. Его продают по 10 баксов за метр. И с каждым годом его становится все меньше.
По химическому составу близок к ПОС-90, но не совсем. Припой марки Kester содержит 85,9 % олова, 8,5 % свинца, 3,28 % серебра, 0,34 % меди, 0,79 % натрия, 0,55 % магния и 0,27 % ртути.
Вот уж гремучая смесь.
Те, кто не может достать винтажный припой, выкупают старую электронику послевоенного периода и сплавляют припой оттуда. Так получается очень приличный полуфабрикат.
Существуют также сплав, в которых припой для пайки содержит 50 % олова и 50 % свинца. Он так и называется Sn50Pb50.
Надеюсь, что теперь ты понимаешь больше в теории припоев. Например, чем отличается и в чем разница между припоями ПОС 60 и ПОС 61. Сможешь расшифровать состав припоя ПОС 18 и прикинуть его достоинства и недостатки. Легко ранжируешь припои марки ПОС по токсичности, зная их химические составы.
Хороший видеоролик с обзором импортных и отечественных припоев, в том числе ПОС 61.
Материал собрал и подготовил Мастер Пайки. А какой твой любимый припой из оловянно-свинцовой группы?