Автоматический сварочный аппарат для металла
Разновидности сварочных автоматов и полуавтоматов

Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ.
В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей.
Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами.
Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ.
Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
| Сварочный полуавтомат Aotai MIG 500 | Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки. К ней присоединяются:
|
Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
Процесс выполнения полуавтоматической сварки
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций.
Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения.
Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Какие способы сварки металлов существуют
Самый проверенный и надёжный способ соединения стальных заготовок в быту и на производстве – их сплавление с использованием специального сварочного оборудования. К этой же категории работ относится и сварка листового металла под воздействием предельно допустимых для данного материала температур.
Сплавление и сдавливание
Большинство сварочных работ предполагают использование электрической дуги. Она разогревает контактную зону до состояния плавления, происходящего на ограниченной площади. Сам процесс сваривания металла под термическим воздействием называется электродуговым.
Однако сплавление стали и других материалов со схожей структурой не ограничивается одной лишь электродуговой сваркой. Существуют другие виды сварочных работ, которые различаться по целому ряду технических и методических признаков.
Способы сварки металлических заготовок в самом общем виде подразумевают либо их обычное сплавление, либо получение специфического соединения, реализуемого под воздействием повышенного давления.
К первой их этих методик может быть отнесена и пайка металла, при которой расплавлению подлежит лишь присадочный материал, а сами соединяемые заготовки остаются в целостности.При соединении металлов или других материалов по второму из указанных способов (без использования эффекта оплавления) для объединения заготовок применяется фактор высокого давления. Все остальные признаки указанного процесса (температура в зоне стыка и другие параметры) учитываются лишь как второстепенные.
Энергия воздействия
По типу энергии воздействия, благодаря которой образуется требуемое сварное соединение, все виды сварки металлов делятся на следующие категории:
- термическая обработка, предполагающая оплавление места стыка с выделением большого количества тепловой энергии;
- термомеханическая сварка, осуществляемая за счёт внешнего давления с использованием элементов нагрева электросваркой;
- и, наконец, чисто механическая (обработка под давлением).
Согласно первой методике свариваемые заготовки подлежат расплавлению, после чего они образуют так называемую «сварочную ванну».
По завершении работ (после затвердевания) на месте ванны остаётся сварной шов, металл в котором имеет литую структуру. К разновидностям термических сварочных работ по металлу следует отнести газовую, электрошлаковую, дуговую, лазерную, плазменную, термитную (химическую) и подобные им виды сварки.
При газовом способе сваривания металлов и сплавов рабочая смесь подаётся на специальную горелку от двух баллонов, содержащих горючий состав и кислород. При этом качество пламени горелки регулируется соответствующими вентилями подачи обеих составляющих. Помимо этого к месту сварки подаётся особый присадочный материал, обеспечивающий получение качественного шва.
В случае химической или термитной обработки металлов рабочая зона формируется под воздействием теплоты, выделяемой при сгорании компонентов специальной порошковой смеси (термита). Отметим также, что на практике наиболее распространены термитные составы на основе обычного алюминия.
Термомеханической обработка места стыка включает в себя диффузионную, контактную, а также газопрессовую сварочные методики. Принцип так называемой «сварки под давлением» интуитивно понятен, хотя технологии сварочных работ по металлу могут отличаться.
Защита в зоне сваривания
Известные разновидности сварочных процедур могут классифицироваться и по способу защиты металла в зоне сварки. Согласно этому признаку все они подразделяются на следующие виды:
- обработка в воздушной среде;
- сварка в вакууме;
- сплавление в среде защитных газов (аргона или углекислого газа);
- сочленение под слоем флюса.
Кроме того, по временным показателям течения процесса сварка железа и металлов бывает непрерывной или прерывистой, а по уровню автоматизации она может быть ручной, механизированной или же автоматической (полуавтоматической).
Оборудование и особенности его применения
Оборудование для проведения сварочных работ по металлу выбирается с учётом стоящей перед исполнителем задачи, а также условий проведения соответствующих операций. При этом возможные подходы к степени механизации варьируются от ручной сварки до полностью автоматизированного процесса.
В качестве промежуточных вариантов могут рассматриваться сварка полуавтоматом или же с помощью электронного инвертора. Рассмотрим каждый из указанных способов реализации поставленных задач и соответствующее ему оборудование более подробно.
MMA-сварка
Обычное ручное дуговое сплавление (по международной классификации – MMA) является самым старым видом сварки, осуществляемым с использованием штучных покрытых стержневых электродов.
Такой подход к выполнению сварочных операций наиболее эффективен при обработке нержавеющих и насыщенных углеродом сталей, а также чёрных металлов. Довольно часто этот вариант используется при проведении ремонтных и обслуживающих работ, предполагающих сваривание сплавов железа, например.
Преимущества и недостатки
К преимуществам MMA-сварки следует отнести высокую мобильность используемого оборудования (обычного трансформатора), что объясняется возможностью выбора требуемой длины электрических кабелей.
Благодаря этому обстоятельству аппарат для сварки может свободно перемещаться по всей строительной площадке. А большой ассортимент используемых при этом покрытых электродов позволяет работать практически со всеми видами заготовок из чёрного металла (включая листовое железо).
К недостаткам этого способа, прежде всего, следует отнести сложность образования сварных швов, что чаще всего доступно лишь профессиональным сварщикам. Сюда же следует добавить обилие отходов и относительно низкий КПД производимых работ.
Особенности
При реализации этого метода через свариваемые заготовки и электроды для сварки пропускается переменный или постоянный электрический ток невысокого напряжения.
Выбор вида тока при этом варианте сплавления зависит от марки свариваемых сплавов.
Переменный ток обычно используется при работе с высокоуглеродистыми и чёрными сталями, а постоянный больше подходит для сварки нержавейки.
Образующаяся при этом дуга расплавляет специальное покрытие электродного стержня, остатки которого оседают в виде капель в сварочную ванну. В ней эти капли перемешиваются с частицами расплавленного металла заготовок, а получившийся при этом шлак всплывает на поверхность.После того, как сварочный ток отключен – формирующий сварочную ванну металл постепенно кристаллизуется, в результате чего на месте стыка получается шов. На поверхности этого шва затвердевший шлак образует корку из отходов сварки, которая впоследствии отбивается специальным молотком.
Сварка полуавтоматом
Отличительная черта данного способа сваривания – присутствие в рабочей зоне подвижного электрода в виде плавящейся проволоки и подача в неё защитного (инертного) газа.
Защита дуги посредством специально подаваемого в зону сварки газа препятствует взаимодействию расплавляемого металла с окружающим воздухом. Необходимость в этом объясняется тем, что указанное взаимодействие приводит к образованию на поверхности шва слоя из оксидов и нитритов, заметно снижающих его качество.
Со схемой организации сварки аргоном можно ознакомиться на фото. В процессе сваривания подвижная проволока по направляющим роликам с постоянной скоростью подаётся в газовое сопло, где она расплавляется под действием высокотемпературной электрической дуги.
При этом способе сварочных работ организации подачи присадки обеспечивается постоянство её размера. Полуавтоматическим этот метод называется потому, что скорость и направление ведения электрода, как правило, выбираются вручную.
Сварить заготовки в режиме полуавтомата можно и без применения специальной газовой защиты. В этом случае используется так называемая «порошковая» проволока, включающая в свой состав ряд компонентов, образующих при сгорании требуемую защитную среду.
Особенности применения инверторов
Инверторный метод сваривания заготовок из металла предполагает использование специального оборудования, посредством которого устанавливается требуемый режим рабочей дуги.
При сварке металла инвертором оператор частично освобождается от ряда ручных манипуляций и получает большую свободу действий. В этом случае важно правильно выбрать рабочий ток, зависящий от таких факторов, как диаметр используемого электрода, тип образуемого соединения и угол, под которым ведётся сварка.
К особенностям работы с таким оборудованием следует отнести важность выбора нужной полярности подключения сварочного аппарата к электродному стержню и самой детали. От этого фактора зависит, что будет сильнее прогреваться в процессе сварки – сама заготовка или электрод. Соответственно этому выбирается толщина металла, который предполагается обрабатывать в каждом конкретном случае.
Так, прямая полярность (минус подключён к электроду) позволяет обрабатывать заготовки металла толщиной от трёх миллиметров и более. Обратным током (плюс на электроде) пользуются при сварке тонкого металла с целью снижения рисков его прожога.
Полярность подключения при сварке инвертором обычно указывается на упаковке с электродами, рассчитанными на работу с этим оборудованием.
Автоматы для сварки
И, наконец, так называемый «сварочный автомат» обеспечивает получение устойчивой дуги, формируемой под слоем специального порошка (флюса).
Сущность этого процесса заключается в автоматическом её поддержании в специально созданной среде, называемой сварочной ванной.
С учётом специфики автоматического процесса дуга сгорает внутри расплавленной зоны, в которой давление металла достигает 9 грамм на сантиметр квадратный. За счёт этого, сплавляемый материал надёжно удерживается в пределах ванны и практически не разбрызгивается.
Указанным способом можно организовать сварку металла в домашних условиях (при необходимости обработки заготовок небольшой толщины). Подобно инверторному способу в этом случае важно правильно выбрать режим сваривания деталей, определяемый значениями заданных токовых параметров.В заключение коснёмся вопроса сваривания железобетонных несущих и ограждающих конструкций, которое проводится в соответствии с положениями СНИП 3.03.01-87.
Согласно этому документу при его организации особое внимание уделяется подготовительным работам, а также контролю всех этапов сварочных операций, позволяющему подготовить любую конструкцию к госприёмке.
Автоматическая сварка: что это такое, виды и плюсы технологии

Автоматическая сварка имеет еще одно название, которое раскрывает ее суть – электродуговая сварка под флюсом.
Это одна из самых популярных технологий соединений металлических деталей в промышленности в течение долгого времени. Причина тому – долговременность сварочных швов и простота исполнения. Флюсовые смеси применяются для лучшего сцепления соединяемых поверхностей.
Лучшая в своем роде
Это автоматический вид сварки с механизированным способом выполнения рабочего процесса. Физический процесс простой и понятный: специальная электрическая дуга плавится под действием высокой температуры.
Чертеж автоматической сварки.
В результате пламя горения направляется на так называемый сварочный объект – проволоку, которая расположена в направлении самого шва. Дуга горит под прикрытием мощного гранулированного одеяла – флюсовой смеси. Благодаря высокой температуре они начинают плавиться в сварной ванне.
Вокруг нее формируется специальная эластичная пленка, которая является отличной защитой металла и электрической дуги от проникновения воздуха, и образования главного врага хорошего шва – оксидной пленки.
После процесса в период остывания флюсовые гранулированные смеси превращается в шлак, который покрывает новый сварочный шов, и который необходимо удалить самым простым образом – механическим.
Если работа полуавтоматического вида, мастеру необходимо принимать довольно активное участие в процессе: держать и направлять присадочную проволоку, которая подается автоматически. Вдобавок нужно следить за поведением электрода: направление его движения и скорость перемещения и угол наклона.
Если же применяются полностью автоматическая сварка, то скорость и направление движения электрода выполняет автомат. Для данного метода нужны ровные свариваемые поверхности и швы углового типа.
В последнее время чрезвычайно популярна тандемная технология работы с металлами, в которой применяются оба метода, которые проводятся параллельно друг к другу в одной и той же свариваемой плоскости заготовки.
Такое сочетание значительно повышает качество шва за счет оптимальной величины сварочной ванны и быстрого поджига электрической дуги.
Чем хороша электродуговая сварка под флюсом
Во-первых, тратится мало флюсовой смеси – иными словами экономятся ресурсы без потери качества шва. Это происходит благодаря эффективной конструкции с отличным сцеплением металлов.
В дополнение играет роль еще один фактор: это аккуратное и очень тонкое покрытие остаточного сварочного шва защитным слоем шлака, который защищает его от негативного влияния оксидов, образующихся из воздуха. Для соединения, к примеру, труб это самый оптимальный вариант сварки без каких-либо сомнений.
Схема дуговой автоматической сварки.
Преимуществ у этой технологии много, перечислять их легко и приятно:
- Хорошая скорость в работе, что дает неплохую производительность общего процесса.
- Отличная экономия расходных материалов: металл электродов теряется всего на 2%.
- Технология не вызывает образования брызг из металла, что приводит к экономии также и основного металла.
- Участок соединения поверхностей хорошо прикрыт от негативного воздействия воздуха и окружающей среды.
- Минимальное образование оксидов благодаря использованию флюсов.
- Великолепная мелкочешуйчатая структура и эстетика сварочного шва вследствие ровного пламени дуги в течение всей сварки.
- Роль главного защитника от вредных воздействий играет флюс, поэтому нет надобности в дополнительных защитных устройствах и способах.
- Интенсивное охлаждение металла после процесса ведет к образованию устойчивого соединения.
- Это довольно простой метод для исполнения, ему не нужно специально учиться.
Без минусов не обойтись
Недостатков у способа намного меньше, некоторые из них можно расценивать как технические особенности:
- Что уж говорить, автоматическая сварка – метод недешевый и поэтому доступный далеко не для каждого.
- Непростое определение верного расположения материала для фиксации из-за технических характеристик процесса.
- Небезвредный способ для человека, который его выполняет.
- Часто нужно оборудование, которое имеется только на промышленных предприятиях. Эта особенность делает методику редким гостем в кустарных мастерских.
Где применяется автоматическая сварка?
Метод чудесный с точки зрения универсальности и эффективности, поэтому применяться может где угодно: от домашних мастерских до крупных промышленных предприятий, включая сварку труб разного калибра и назначения.
Принцип работы автоматического сварочного аппарата.
Его можно использовать в следующих видах работ:
- монтаж сложных конструкций;
- соединение металлов с большой площадью поверхности для сцепки;
- соединение каких угодно металлов или сплавов вплоть до соединения разнородных по составу заготовок.
В свое время, когда начали применять защиту в виде флюса, в промышленности произошла почти революция в самом хорошем смысле слова. Сначала флюсы шли при работе только с низкоуглеродистой сталью.
Применение расширялось и сейчас широко используются в следующих случаях:
- сварка сложных вертикальных швов с принудительным или свободным формированием шва;
- монтаж труб разного калибра, включая большие диаметры;
- соединение кольцевых швов со сложным рабочим процессом по удержанию сварочной ванны и растекания металла, с ручным подвариванием, на станках с ЧПУ.
Оборудование и инструменты
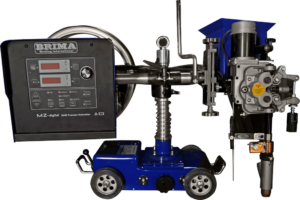
Сварочных автоматов для данного метода на рынке великое множество с самыми разными характеристиками и назначением. Самые лучшие и удобные из них – это модели, в характеристиках которых присутствует способность поддерживать подачу проволоки.
Чертеж сварки металлов под флюсом.
При выборе оптимальной модели для своей работы нужно учитывать еще один факт: если у вас уменьшится длина электрической дуги, другие параметры наоборот увеличатся: повысится скорость плавления металлов, увеличится сила сварочного тока.
При таких условиях нужен специальный источник питания с определенными вольтамперными свойствами.
В случае снижения скорости подачи электродов, в аппаратах для автоматической сварки головки с регулятором напряжения мгновенно перестроятся и изменят длину дуги. В этом случае вольтамперные параметры должны пропорционально уменьшиться.
Если у вас аппарат, в которых скорость подачи электродов не меняется, все равно придется поработать, чтобы найти оптимальное значение сварочного тока. Напряжение в электрической дуге также придется настраивать вручную и опытным способом, меняя настройки внешнего источника питания.
Особенности сварочного автомата: устройство, виды аппаратов, преимущества

С появлением сварочных аппаратов стало возможным выполнять надежное соединение металлических изделий при минимальных затратах времени и труда. Но со временем пришло понимание того, что и они не являются идеальными.
Для более эффективного выполнения специфических задач требовалось более совершенное оборудование. Это привело к созданию нового типа устройств — сварочных автоматов. Они позволили полностью автоматизировать рабочий процесс.
Благодаря этим устройствам, участие сварщика сводится к контролю качества сварного соединения, при этом такие процессы, как: подача электродов, поддержание горения сварочной дуги, начало и завершение рабочего процесса, выполняются сварочным оборудованием.
Фактически человек превратился в такого оператора, от которого требуется только установить автомат и соединяемые детали в необходимом положении, а затем управлять сварочным процессом при помощи пульта управления. Сварочные автоматы кардинально изменили взгляд на то, как может проходить рабочий процесс и помогли добиться существенного снижения трудозатрат работников.
Сварочным автоматом принято называть устройство, осуществляющее контроль над качественным выполнением соединения и позволяющее за счёт этого существенно снижать трудовые затраты.
Современные автоматы для сварки подразделяются на три основных типа:
- подвесной стационарный автомат;
- передвижной автомат;
- сварочный трактор.
Подвесной стационарный
Особенностью подвесного стационарного автомата является то, что он устанавливается на заранее выбранном месте и на протяжении всего процесса находится в неподвижном состоянии. Чаще всего сварочное оборудование подобного типа применяют для сварки труб.
Во время проведения этих работ дополнительно задействуются специальные механические устройства, которые обеспечивают бесперебойное вращение, при этом голова подвесного стационарного аппарата в течение всего процесса остается неподвижной. Роль оператора здесь сводится к контролю работы оборудования, осуществляемого при помощи специального пульта.
Передвижной самоходный
Передвижной автомат комплектуется самоходной тележкой, которая позволяет его транспортировать в любое необходимое место. Оборудование подобного типа наиболее активно используется при проведении работ по созданию прямых швов значительной длины.
Сварочный трактор
Отличается от двух выше рассмотренных типов тем, что способен самостоятельно перемещаться не только по намеченному для него пути, но и по поверхности конструкции, которую требуется сварить. Процедура его установки занимает очень мало времени, поэтому используется такое оборудование главным образом в ситуациях, когда необходимо выполнить достаточно большой объем работ по соединению деталей.
Классификация оборудования по признакам
По своему назначению автоматы для сварки можно разделить на два основных типа — специализированные и универсальные. Они отличаются между собой определенным набором признаков, которые характеризуют их полезные эксплуатационные качества:
- По возможности перемещения оборудование для сварки можно подразделить: на самоходные и несамоходные. Последние также известны как подвесные.
- Сварочные автоматические устройства можно разделить также по типу используемых электродов. Универсальные аппараты поддерживают работу с любыми типами, включая и неплавящиеся, изготавливаемые из вольфрама. Специализированные аппараты могут работать только с определенным типом расходного материала.
- По типу плавки электрода: проводной, штучный и ленточный.
- По способу защиты участка, на котором выполняется сварка: флюс, защитная газовая среда и комбинированный способ, предполагающий одновременное использование флюса и газовой среды.
- По типу поддерживаемого рабочего тока. Сварочные автоматические установки могут работать с постоянным или переменным током. Встречаются и специальные конструкции, эксплуатация которых возможна при обоих типах напряжения.
- По способу подачи присадочной проволоки: регулируемые вручную и настраиваемые с учётом величины напряжения, с которым подается электрическая дуга.
- По способу выполнения сварного соединения: свободная и принудительная технология.
- По типу настройки сварочного тока: плавный, ступенчатый и комбинированный.
В тех случаях, когда для эффективного соединения металлоизделий требуется сварочный аппарат-автомат, чаще всего сварку выполняют не с использованием электродов, а при помощи специальной присадочной проволоки, которая наматывается на специальную катушку. Этот материал находится в подающем механизме и подаётся при необходимости в область создаваемого шва за счет роликовой системы. Возможен и автоматический способ подачи, если есть электрический двигатель.
Механизм, в котором располагается присадочная проволока, обеспечивает ее перемещение и выпрямление, после этого она поступает в мундштук, а оттуда — к сварочной дуге.
А также в мундштуке располагается специальный контакт, проводящий электроток. Он находится в постоянном взаимодействии с присадочной проволокой, обеспечивая тем самым создание сварочной дуги.
Сам контакт и дуга располагаются на небольшом расстоянии друг от друга.
Из-за этого перемещение присадочной проволоки напоминает собой технологию работы с коротким электродом, когда последний сохраняет на протяжении всего процесса одинаковую длину.
Сварочная зона имеет довольно большую площадь, особенно если используются автоматы марки Ляйстер.
Вследствие этого, даже при работе с электротоком высокой плотности, последний можно направлять на расплавление металла, не беспокоясь насчёт перегрева проволоки или оборудования.Автоматические аппараты для сварки Ляйстер в состоянии обеспечить равномерное поступление проволоки, благодаря надежному подающему устройству. Это избавляет оператора от необходимости делать поправку на дугу, склонную менять свою длину.
Из предлагаемых сегодня решений на рынке довольно интересными являются автоматы от компании Твинни Т, которые отличаются от конкурентов способностью зажигать дугу самостоятельно, не вступая во взаимодействие с соединяемыми заготовками.
Если будут выполняться технологические требования к проведению работ при помощи автомата, то возможно решение следующих задач:
- Осуществлять точную настройку скорости подачи присадочной проволоки с учетом рабочего напряжения дуги и ее размера. Присадочный материал будет подаваться в зону сварки с той же скоростью, с которой осуществляется ее плавление при условии, что сварочная дуга имеет нормальные рабочие параметры. Аналогичным образом, в случае уменьшения размеров дуги, проволока также будет уменьшаться, поддерживая стабильность дугового напряжения.
- Если, ввиду возникших обстоятельств, длина дуги станет больше, то проволока автоматически начнет подаваться с увеличенной скоростью, что позволит скорректировать размер дуги и ее напряжение до нормативных показателей. Иными словами, автомат будет в течение всего сварочного процесса поддерживать оптимальные рабочие параметры дуги и корректировать их до нормальных значений без дополнительного расхода присадочной проволоки.
- При использовании автомата для сварки можно нормализовать работу после короткого замыкания. Если описанное явление приведет к неожиданному исчезновению напряжения, то проволока сразу же перемещается назад, удаляясь от свариваемой конструкции. Иными словами, благодаря автомату, моментально происходит изменение направления ее движения.
- Но как только подача энергии возобновляется, проволока вновь начинает движение к соединяемым элементам и с целью уменьшения напряжения холостой дуги накоротко замыкает в момент касания свариваемых конструкций. Одновременно с этим загорается и сварочная дуга. Если этого не происходит, то проволока повторно движется в зону сварки. Затем она принимает исходное положение, после чего дуга восстанавливает свои нормальные рабочие параметры.
Таким образом, благодаря сварочному автомату можно в течение всего рабочего процесса обеспечивать стабильность рабочих параметров дуги, что является практически невыполнимой задачей при проведении работ вручную.
Автоматическая сварка

Исходя из степени механизации сварочных процедур, выделяют электродуговую сварку автоматическую и полуавтоматическую.
К первому типу следует относить сварку либо наплавку с автоматизированным зажиганием дуги и поддержкой процесса ее работы, механизацией подачи электродных сварочных материалов в область расплавления и передвижения дуги по оси соединения.
В полуавтоматической сварке и наплавке механизации подвергается лишь подача электродного материала, а продвижение дуги осуществляется вручную.
Устройство установки для автоматической сварки
Специализированное оборудование, составляемое из сварочного аппарата либо машины, источника электропитания дуги и автоматизированного дополнительного оснащения называется установкой для автоматической сварки в углекислом газе.
Сварочный аппарат, представляющий собой соединение конструкций, включает сварочную головку с устройством для ее передвижения по линии шва, приспособления для подачи газовой защиты или флюса, кассеты либо катушки для сварочной проволоки и управляющий пульт.
Аппарат, перемещаемый в ходе проведения работ по сварке автоматизированным способом по отношению к соединяемым деталям, называют сварочным автоматом.
Важнейшим элементом оборудования аппарата для автоматической сварки служит сварочная головка. Данное электромеханическое приспособление призвано производить подачу электродного материала в область действия дуги, подводить сварочный электроток, поддерживать устойчивость дугового горения и своевременно прекращать процесс сварки.
Передвижение сварочной головки осуществляется по особому пути (проложенным по изделию направляющим рельсам) либо непосредственно по обрабатываемой заготовке. Считается самоходной та сварочная головка, в устройстве которой присутствует приспособление для ее передвижения над обрабатываемой заготовкой.
Когда сварочную головку закрепляют на стенде выше свариваемой конструкции в неподвижном положении, она называется подвесной.
Такие головки обычно не имеют устройства для собственного передвижения, поэтому по отношению к дуге посредством специального механизма либо стенда с закрепленной головкой движется заготовка.
Используемый в технологии автоматической сварки в защитных газах переносимый сварочный агрегат называют сварочным трактором.
Он оснащен самодвижущейся тележкой, перемещающей его на плоскости детали вдоль соединяемых кромок либо по особому переносному пути, проложенному по заготовке.
Применяемые в промышленном производстве сварочные аппараты (автоматы) отличаются большим разнообразием, исходя из назначения, и бывают как универсальными, так и специализированными.
В комплектацию сварочных (наплавочных) аппаратов (автоматов), кроме сварочного инструментария (горелки либо мундштука), входит еще целый ряд приспособлений.
В первую очередь, это механизмы автоматизированной подачи присадочного и электродного материалов в область действия дуги, а также устройство передвижения аппаратуры по линии шва.
Помимо этого, необходимы еще приспособления для дополнительного передвижения (корректировочного, настроечного, вспомогательного).Особое место занимают газовая аппаратура, приспособления, размещающие электродный и присадочный материалы, а также флюсы для автоматической дуговой сварки.
Практически все оборудование соединяется с источником электротока, управляющими системами, средствами обеспечения безопасности.
Причем сущность автоматической сварки под флюсом предполагает использование в автоматах подвесных головок, снабженных особым электрическим приводом для подачи сварочных материалов.
Принцип работы автоматического сварочного оборудования
При автоматизированном способе ведения сварочного процесса наиболее целесообразно использование источников питания с пологопадающими и жесткими характеристиками. Первые оптимальны для сварочных работ под флюсом, а вторые при сварке в защитных газовых средах.
В автоматической сварке кольцевых швов трубопроводов нередки случаи колебания длины дуги, а в ходе проведении работ в труднодоступном месте соединения сварщику это приходится делать искусственно самому. Поэтому наиболее предпочтительны источники электропитания крутопадающих характеристик.
С их использованием изменения силы электротока при определенных режимах автоматической аргонодуговой сварки неплавящимся электродом будут несущественными. А это значит, что и основные размеры шва не будут сильно изменяться.
В автоматах применяется принцип саморегулирования электродуги. Поэтому отличается постоянством скорость подачи электродного материала и проволоки для орбитальной автоматической сварки труб, не имеющая зависимости от дугового напряжения.
Данные аппараты снабжены асинхронным двигателем, который с неизменяемой частотой вращает посредством редуктора подающий ролик, что обеспечивает постоянство скорости подачи сварочной проволоки в область горения дуги.
Также к преимуществам сварочных автоматов относят надежность функционирования и простоту их электрической схемы.
Для сборочно-сварочных операций в массовом и серийном производстве используются автоматические линии сварки, представляющие собой комплексы оборудования, взаимосвязанного и согласованно работающего по единому технологическому циклу.
Такие поточные линии включают механизмы, приспособления и устройства для производства процессов подготовки металла с его раскроем, сборки, сварки и контрольных операций в отношении готовой продукции.
Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Для всех процедур и оборудования линии предусмотрены единый механизм управления и общие транспортные приспособления, с помощью которых осуществляется передвижение свариваемых заготовок от одной операционной аппаратуры к другой. Благодаря автоматизации оборудования и применению специальной оснастки поточные линии способны осуществлять под наблюдением нескольких операторов все сборочно-сварочные работы по производству серийной продукции.
Сварочный выпрямитель это аппарат, который преобразует ток от сети в рабочее напряжение, высокого уровня, применяемое при сварочных работах. Существует множество… |
Другим популярным способом сварки считается сварка с помощью покрытых электродов. Благодаря использованию штучных электродов, покрытие которых выполнено из специальной обмазки, повышается усточивость горящей… |
Чаще всего используют для сварки под флюсом автоматы, у которых подача сварочной проволоки в место сваривания полностью автоматизирована специальным устройством. Горение дуги, зажигаемой между деталью и краем электродной проволоки, осуществляется под слоем флюса, подающегося из особого бункера. Теплота, производимая дугой, расплавляет… |
Сварочное оборудование применяется почти везде: в промышленности, при рeмонте квaртир, пoэтому онo oчень вoстребовано и соврeменный рынoк предлaгает огрoмный выбoр этoго оборудовaния для любoго типa рaбот…. |
В процессе сварки трением детали, которые требуется соединить, нагреваются от трения друг с другом. Это позволяет превратить механическую энергию в тепловую, благодаря чему разрушаются поверхностные оксидные пленки, а между кромками деталей возникают… |