Блок управления точечной сваркой на микроконтроллере
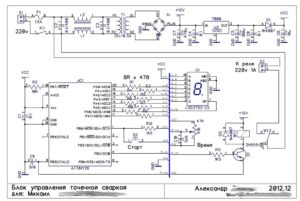
Схема управления точечной сваркой
Силовая электрическая схема споттера давно прошла стадии разработки, экспериментов и используется для рихтовки авто в разнообразных вариантах.
После приобретения опыта работы с устройством возник вопрос автоматического управления режимами работы устройства с более точными регулировками и необходимыми защитами.
Споттер с режимом аппарата точечной сварки и споттер как сварочный аппарат для работы электродом должны иметь различную длительность и мощность импульса. Точка сварки может получиться слабой или слишком крепкой, что создаст дополнительные трудности при ремонте авто.
Фото 1. Споттер незаменим при проведении автомобильных кузовных работ.
Основные параметры, которым нужна точная регулировка для качественного результата работы, это мощность импульса и его длительность. Предлагаемая схема позволит подбирать и сохранять установки параметров как в режиме сварочный аппарат, так и делая точечную сварку.
Схема собрана на трех платах и состоит из двух функциональных частей:
- Плата, на которой расположен блок питания. Внешний вид можно посмотреть на фото 1.
- Две платы, на одной из которых расположен контролер и вторая с кнопками переключения и четырехразрядным индикатором.
Блок питания и его схема
Схема намотки трасформатора.
Схема блока питания показана на рис.1. Условно ее можно разделить на три составные части:
- цепь питания первичной обмотки понижающего трансформатора;
- понижающий трансформатор;
- вторичная обмотка с диодным мостом и стабилизатором напряжения.
В цепи первичной обмотки трансформатора установлен сетевой фильтр, обычно используемый в импульсных блоках питания. Здесь он используется для защиты микросхемы контролера от импульсов, создающихся в сетевом напряжении при работе споттера.
Трансформатор можно использовать любой с напряжением 220 В/24 В при работе от сети в 220 В. При работе от сети в 380 В нужно применить соответствующий трансформатор и сетевой фильтр.
К вторичной обмотке подключен диодный мост со сглаживающими конденсаторами и стабилизатор напряжения на микросхеме LM2574.
С выхода микросхемы напряжение номиналов в 5 В подается на выходной разъем Х1 через цепочку LC — фильтра для устранения высокочастотных помех.Отмеченные пунктиром соединительные линии должны быть минимальной длины и располагаться по возможности ближе ко второй ножке микросхемы IC1.
Рисунок 1. Схема блока питания.
Напряжение на клемме 1 разъема Х1 используется контроллером для определения нулевого уровня.
Напряжение с клеммы 7 разъема Х1 используется для запуска контроллера при положительной полуволне сетевого напряжения.
Изготовленная своими руками схема при отсутствии ошибок в сборке начинает работать без дополнительных настроек. Наличие напряжения в 5 В будет контролировать светодиод LED1.
Пускатель К1 предназначен для подключения сетевого напряжения при замыкании выключателя S1.
Вместо него можно использовать автоматический выключатель с защитой нужного номинала или подключать напряжение напрямую, при наличии предохранителей в питающий сети.
Управление силовым тиристором точечной сварки споттер
Фото 2. Внешний вид платы блока управления с контроллером.
Для управления силовым тиристором или симистором используется микросхема МОС3052. Эта серия микросхем специализирована для использования в устройствах подобного типа и при замене на аналоги. При этом необходимо внимательно оценить технические характеристики предлагаемого варианта.
При питании схемы от сетевого напряжения 380 В необходимо использовать симистор типа ВТА40 — 800v, соответственно рабочее напряжение конденсатора С11 630 В, защитные варисторы R14 и R15 типа 20D241. Для установки симистора нужно использовать радиатор. Конструкция элемента безопасна и не имеет соединения с теплоотводом.
На радиатор для контроля температуры желательно установить термостат с температурой размыкания контактов 60-80°С. Аналогичным контролем можно оснастить силовой трансформатор.Аварийный сигнал от термостатов можно подключить к контроллеру для остановки работы при превышении температуры выше допустимой, с отображением соответствующего сигнала на индикаторах.
Для споттеров большой мощности можно рекомендовать другой вариант схемы управления тиристорами. В ней применяются тиристоры типа 70TPS12, для управления которыми использованы оптроны МОС3052. Тиристоры этого типа имеют электрическое соединение с теплоотводами и должны устанавливаться на раздельные радиаторы или с диэлектрическими прокладками.
Схема управления с блоком индикаторов точечной сварки споттер
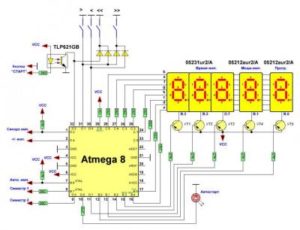
Рисунок 2. Схема блока управления для споттера.
Внешний вид платы блока управления с контроллером показан на фото 2.
На фотографии показан внешний вид блока индикаторов с кнопками управления без декоративной панели. Панель индикаторов с кнопками и установленной декоративной панелью показана на другом фото 3.
Схема управления имеет минимум вспомогательных элементов. Управление всеми процессами осуществляется микроконтроллером типа AtMega 16, установленном в исполнении DIP. Элемент производителя фирмы Atmel имеет невысокую стоимость и большое количество выводов.
Устройство контролера позволяет использовать входные и выходные сигналы на любые ножки микросхемы, поэтому плата получается максимально упрощенной. Кроме возможностей конфигурации, контролер оснащен оперативной и энергонезависимой памятью большой емкости и др.
В схеме управления споттером его возможности использованы примерно на 20 %.
Краткое описание работы точечной сварки споттер
Принципиальная схема блока управления показана на рисунке (рис.2). При поступлении напряжения питания загружаются сохраненные в энергонезависимой памяти данные для первой кнопки.
На индикаторе отображается выдаваемая контролером информация. Параллельно с выводом информации выполняется контроль состояния кнопок, при обнаружении сработавшей кнопки запускается соответствующая подпрограмма.
Информация на табло обновляется в связи с новым запросом.
При каждом срабатывании контактов кнопок раздается звуковой сигнал, его отсутствие означает неисправность или зависание контроллера.
Фото 3. Панель индикаторов споттера.
Поиск данных по Вашему запросу:
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками.
По ЛУТ технологии или другой удобной Вам переносим рисунок на плату, травим, сверлим, лудим дорожки. Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Блок управления (таймер) для точечной, контактной сварки, споттера (двойной импульс) — обзор
Блок управления точечной сваркой на микроконтроллере
Логин или эл. Войти или Зарегистрироваться. Авторизация Логин или эл. Используется двухсегментный LED дисплей, кнопки и пищалка. Коммутация трансформатора через симистор. Время импульса 0.
Трансформатор от не инверторной печи, мощностью около киловата чем больше, тем лучше. Тонкая обмотка трансформатора аккуратно удаляется ножовкой, удаляется металлическая магнитная перемычка между обмотками, ограничивающая мощность.
В получившийся просвет просовывается толстый провод в изоляции больше 10мм в диаметре — 2 витка.
Я использовал от грузового автомобиля для подключения аккумулятора. Концы этого провода прикручены к медным стержням толщиной около 15 мм. Стержни заточены. Для индикации используется двухсегментный индикатор, подключены напрямую к контроллеру, у контроллера выводов много, по этому не стал заморачиваться с динамическим отображением.
Каждый дисплей подключен через один резистор — лень было распаивать на каждый сегмент. Разница в яркости не особо заметна. Пищалка пассивная информирует о нажатии кнопок и предупреждает перед импульсом.
Программа написана на C в Atmel Studio 6. Есть режим настроек функция Setup — вход одновременно нажать кнопки вверх и вниз. Настройки: 1. Задержка перед импульсом в секундах 2.
Показывает по десяткам количество срабатываний.
Температура контроллера 4. Калибровка внутреннего генератора. На дисплее значение в шестнадцатиричном виде. Дребезг кнопок исключается посредством задержки используется таймер 0.
В нем уже получаем состояние кнопок. Для этого используется прерывание Watchdog, а также для мигания светодиодом. Решил извратиться таким образом. Сброс по зависанию не используется. Для вывода на дисплей используется своя микробиблиотека.
Файлы в топике: Welder. По моему — прэлэстно. А вообще круть. Давно уже хотел сделать точечную сварку, да все собрацо не мог. Мостик включен не той стороной.
Зачем диод D3? Схема местами нарисована нечитаемо — скажем, разводка питания и цепь на ресет. Так диод D3 защищает от переполюсовки. Окау, так оно хотя бы не сгорит. Впрочем, и работать не будет.
Там чуть ли не полупромышленный девайс получился… : У меня по проще, но и мне станка пока не нужно.Там чуть ли не полупромышленный девайс получился… Который именно? Спасибо, поправил, до D3 это отдельный блок питания, поэтому и диод поставил. Фото сейчас сделать физически не могу. Да и там нет ничего интересного.
Не очень эстетично выглядит. Механики нет ни какой. Ящик для инструментов, купленный в хозтоварах, размером чуть большим трансформатора, трансформатор прикручен к дну ящика. Силовая обмотка прикручена болтами к медным стержням. Управляющая плата в маленькой коробочке, болтается в этом же ящике на проводах. За 99 секунд умрёт или ишак или падишах. Вручную — что?
Используется двухсегментный LED дисплей Вообще LED англ. Light-emitting diode — дисплея нет, промахнулись. И вручную, насколько я понял, это сколько продержишь руками сколько и варит.
Ой, простите, пожалуйста, это я перепутал с жидкокристаллическим ЖКИ индикатором.
Видел где-то в сети как аналогичным сварочником победитовые резцы припаивали, там долго держали включенным, резец чуть ли не до бела раскалялся. Блоги Топ
РКС-801М, Регулятор контактной сварки
Логин или эл. Войти или Зарегистрироваться. Авторизация Логин или эл. Используется двухсегментный LED дисплей, кнопки и пищалка.
Slava_Sh, 4 октября в Контактная и точечная сварка · Назад · 1 · 2 · 3 · 4 · 5 · 6 . С этим хорошо справляется электронный блок управления — без него . Для программирования микроконтроллера 16F84 использовал.
Контроллер точечной сварки (споттера)
Силовая электрическая схема споттера давно прошла стадии разработки, экспериментов и используется для рихтовки авто в разнообразных вариантах. После приобретения опыта работы с устройством возник вопрос автоматического управления режимами работы устройства с более точными регулировками и необходимыми защитами.
Споттер с режимом аппарата точечной сварки и споттер как сварочный аппарат для работы электродом должны иметь различную длительность и мощность импульса. Точка сварки может получиться слабой или слишком крепкой, что создаст дополнительные трудности при ремонте авто.
Основные параметры, которым нужна точная регулировка для качественного результата работы, это мощность импульса и его длительность. Предлагаемая схема позволит подбирать и сохранять установки параметров как в режиме сварочный аппарат, так и делая точечную сварку. В цепи первичной обмотки трансформатора установлен сетевой фильтр, обычно используемый в импульсных блоках питания.Здесь он используется для защиты микросхемы контролера от импульсов, создающихся в сетевом напряжении при работе споттера. При работе от сети в В нужно применить соответствующий трансформатор и сетевой фильтр.
Простой таймер для точечной сварки
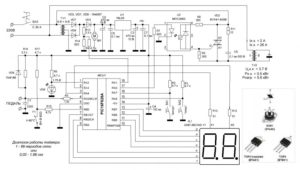
Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1. Вообще программа, записанная в контроллер, это программа вычитающего счетчика.
Если вы хотите самостоятельно собрать точеный сварочный аппарат, то эта статья будет вам интересна.
Что собой представляет схема споттера
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку. Если Вы купили что-то полезное, то, пожалуйста, поделитесь информацией с другими. Также у нас есть DIY сообщество , где приветствуются обзоры вещей, сделанных своими руками. Идеальный номер два? Микрофон, хороший звук, подсветка. Своими руками.
Что собой представляет схема споттера. Таймер для споттера на микроконтроллере
Не выкидывайте старые ламповые телевизоры на свалку: они еще могут пригодиться в домашнем хозяйстве.
Примером тому может быть изготовленный мною аппарат точечной сварки , предназначенный для приваривания листовой стали толщиной до 0, Он может найти применение в быту, на сельских подворьях, а также в небольших ремонтных мастерских например, при ремонте автомобилей.
Аппарат изготовлен из шести силовых трансформаторов ТС от старых ламповых цветных телевизоров с использованием петель размагничивания от этих телевизоров.
Для этого трансформаторы и петли размагничивания аккуратно разбирают, а из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам рис. На каркас равномерно наматывают жгут из проводов диаметром 0,9 мм от сетевых обмоток разобранных трансформаторов. Наматывают витков, между слоями прокладывают бумагу от тех же трансформаторов.
Это устройство для точечной сварки может быть использовано для сварки Li-ion аккумуляторов. Сварочный инвертор из ATX блока питания. Getting Started with Radio Controlled Hobbies – Radio Control Направлятор — Проекты — AVR all-audio.pro — Проекты на микроконтроллерах AVR Умный Дом.
Таймер для точечной сварки
Не знал такого. Это именно то, что будет в моем представлении развития вышеописанных событий. На ардуине тоже не современно, кому сейчас нужен ручной сварочник без wi-fi : Если серьезно, тут есть о чем подумать.
Схема точечной электросварки из запчастей от старых телевизоров
ВИДЕО ПО ТЕМЕ: Контроллер для точечной (контактной) сварки
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса.
Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения.
Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой.Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Что такое споттер и зачем он нужен?
Точечная сварка на AVR с трансформатором от микроволновки
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 06 Октябрь
Таймер реле времени для точечной сварки. Схема реле времени для точечной сварки
Сегодня я хочу вам представить простое, но очень надежное устройство, которое реализовано на микроконтроллере далее МК ATtiny Устройство представляет собой цифровой таймер выдачи импульса для сварки двух пластин. Как я уже выше писал, устройство предельно простое. Так само происходит и в случае если мы нажали кнопку — минус а импульс уже минимальный.
Блок управления точечной сваркой на микроконтроллере
Хочу представить вам свою новую разработку. Это контроллер профессионального назначения для полуавтомата, далее (ПА).
Данное устройство реализовано на микроконтроллере Atmega16, работает он на тактовой частоте 4 МГц от внешнего кварцевого резонатора.
Можно конечно затактировать и от встроенного генератора на 4 МГц, но данный способ имеет существенные недостатки:1) «Уплывание» частоты при изменении температуры окружающей среды.2) Возможный сбой программы при внешних помехах.Второе случается крайне редко на практике.
А при хорошем проектировании печатной платы, вовсе не случается.Первый недостаток очень серьезный из-за того, что мы используем фазоимпульсный метод регулирования сварочного тока.
От «уплывания» тактовой частоты у нас будут уплывать установленные значения тока в ту или иную сторону.
Данное устройство имеет следующие возможности: 1) Плавную регулировку тока с запоминанием значения 2) Плавную регулировку скорости подачи проволоки с запоминанием значения 3) Эконом режим. Режим экономии газа. 4) Настройка режима работы пусковой кнопки на рукаве. а) нормальный режим работы. б) триггерный режим работы в) таймерный режим работы.
г) импульсный режим работы.В нормальном режиме, мы нажали кнопку — варим, отжали — не варим.В триггерном режиме мы нажали и отжали кнопку — варим, повторно нажали и отжали — не варимВ таймерном режиме мы варим как и в обычном режиме, только режим сварки отключается автоматически хоть и нажата кнопка на рукаве по истечению времени.
Для продолжения работы необходимо отжать кнопку и повторно нажать.В импульсном режиме мы варим как бы рывками. В меню задается как пауза, так и импульс сварки, в довольно широких пределах. Этот режим идеально подходит для работ, где необходима точечная сварка.
5) Настройка минимального предела тока 6) Настройка максимального предела тока 7) Настройка минимального предела скорости проволоки Настройка максимального предела скорости проволоки 9) Настройка предварительной подачи газа (ПРЕД) 10) Настройка последующей подачи газа (ПОС) 11) Настройка количества реле для грубого регулирования тока путем отводов первичной обмотки. Минимум 1шт. максимум 10шт. реле.
12) Грубая регулировка тока переключением обмоток трансформатора с меню с запоминанием уровня тока.
В общем с возможностями разобрались. Теперь расскажу немного теории.
Принцип регулирования тока заключается в подаче управляющего импульса на тиристоры после перехода через ноль сетевого напряжения.
Чем выше установленная выходная мощность в меню, тем раньше будет подан импульс управления на тиристоры после перехода через ноль.
Стандартную схему диодно-тиристорного моста можно посмотреть в моей предыдущей статье
Принцип регулирования скорости подачи проволоки значительно проще, чем регулирование тока. Применен метод широтно-импульсной модуляции далее (ШИМ).
Навигация по меню и настройка1) Регулировка тока + регулировка проволоки2) Эко режим3) Режим переключения обмоток4) Настройка режима работы «живой кнопки»5) Настройка минимального значения тока6) Настройка максимального значения тока7) Настройка минимального значения подачи проволоки8) Настройка максимального значения подачи проволоки9) Настройка пред. газа10) Настройка пос. газа11) Настройка количества реле обмоток12) Настройка таймерного режима (установка времени работы при нажатой кнопке)Одно значение = 75мс. То есть значение 10 = 750мс.13) Настройка импульсного режима работыЗначение 10d это у нас промежуток когда нет токаЗначение 10p это у нас промежуток когда есть токНастраивается парами кнопок +/- и + prov /- provКнопкой MENU мы перемещаемся по менюКнопкой RETURN выходим в первое (главное) меню
Кнопками +/- и +prov/-prov мы устанавливаем значение.
Для того, чтобы заработало устройство его необходимо правильно собрать и прошить контроллер (МК).Для прошивки МК нам понадобится программатор. Схемы программаторов можно посмотреть здесь.
Фьюзы при прошивке нужно выставить так: CKSEL 3..0 0b1111
К статье прилагаю файл [svarka4.rar] симуляции для протеус, несколько прошивок (одна с пониженной частотой ШИМ, вторая с повышенной частотой ШИМ).
Имеется коммерческая версия прошивки1) изменен алгоритм меню.2) улучшено быстродействие.3) добавлена формула расчета скорости подачи проволоки от значения тока (отключаемая по желанию).
4) добавлено несколько режимов экономии газа.
Обновления 28.01.2014:— новая версия прошивки V1.1;
— печатная плата в DIP Trace. Ожух Владимир из Мишевоград-Волынский, Украина. Плата протестирована им-же.
В новой версии прошивки исправлено:— подача проволоки теперь работает на максимуме;- вывод торможения имеет нормальную нагрузочную способность.
Внимание! Это free (бесплатная) версия. Не имеет ограничений! Отличается от 3.0 (Полной версии) — наличием формулы и доработанным и улучшенным меню.
Список радиоэлементов
Скачать список элементов (PDF)
Прикрепленные файлы:
- svarka4.rar (50 Кб)
- svarka_2014.dip (226 Кб)
- V1_1_22_01_14_prof_PA.rar (7 Кб)
Мостовой сварочный инвертор с микроконтроллерным управлением
Схема блока управления полномостовымсварочным инвертором
Блок управленияпостроен на основе распространенного ШИМ-контроллера TL494 сзадействованием одного канала регулирования. Этот канал стабилизируетток в дуге.
Задание тока формирует микроконтроллер с помощью модуляCCP1 в режиме ШИМ на частоте примерно 75 кГц. Заполнение ШИМ будетопределять напряжение на конденсаторе C1. Величина этого напряженияопределяет величину сварочного тока.
Настройка инвертора
Силовая часть пока обесточена.Предварительно проверенный блок питания подключаем к блоку управления ивключаем его в сеть. На индикаторе загорятся все восьмёрки с точкой вмладшем разряде. Включаем осциллограф в провода Out1 и Out2.Контролируем наличие двухполярных импульсов частотой 40-50 кГц сполочкой мёртвого времени не менее 1,5 мкс между ними.
Как сделать прибор для точечной сварки из микроволновки своими руками — Токарь Мастер
Всем доброго времени суток! И так начну. Как то видел на просторах интернета точечную сварку из трансформатора микроволновки и решил сделать и себе. Разобрал микроволновку, достал трансформатор с сетевым фильтром микроволновки. Дальше Распилил по сварным швам трансформатор для удобства демонтажа старой вторичной обмотки и намотки новой!
Для удобства сборки намотал скотч на сердечник чтоб обмотка лучше скользила при запрессовке
Это в утиль
Первичную обмотку я оставил родную, а вторичную намотал проводом КГ-35 квадратов меди, на намотку ушел 1 метр, но чтоб выводы были по длиннее советую брать 2 метра провода. Намотал 3 витка без1/4 витка.
Первичку ставим на место
Вторичка на месте
Да, еще между обмотками трансформатора стаял шунты из того-же трансформаторного железа, нужны они для ограничения тока магнитрона печки, чтоб он не пошел в разнос, я их для сварки убрал!
Это фото нашел в интернете, а то свое забыл сделать
Сварил обратно трансформатор. Варил его сжав в тисках и сначала точечно прихватив все углы и стороны, а потом варил по одному шву давая остыть трансформатору, чтоб не погорела проводка его! Дальше из той же микроволновки сделал корпус для будущего аппарата.
Потом пошла сборка: сетевой провод остался от микроволновки, потом сетевой фильтр, автомат на 25А — можно и на 16А но у меня был только на 25А. Купил наконечники 35/10 — 35 это под квадрат провода, а 10 это отверстие под болт на 10.
Залудил кончики проводов и залудил наконечники, лудил в тигеле с припоем, а перед этим протравив в ортофосфорной кислоте. Далее спаял наконечники с проводниками и завершил сборку аппарата.
Напайка наконечников
Далее было испытание: включил, замерил выходное напряжение, оно было равно 2.5 вольта, Протекающий ток на вторичной обмотке, под нагрузкой замерить было не чем так как токовые клещи уехали на поверку. Для эффектного испытания перед своими сотрудниками на работе брал гвозди 150-250 или проволоку 6мм.
Во время испытания контролировал нагрев вторичной катушки, во избежание ее перегрева и выхода ее из строя. В общем 6мм проволоки перегорает за 6-8 сек, а после каждого (выпендривания) температура на трансформаторе поднимается на 8-10 градусов.
Думаю поставить еще электронный термометр для контроля нагрева или термо защиту.
Вот эл. схема. как смог нарисовал, формат с кампа не поддерживается, пришлось сфоткать и залить