Что такое лужение металла
Лужение проводов: технология, назначение, инструменты, варианты и инструкция

Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима.
Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать.
Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод.
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Если работа предстоит с совсем тонкими проводами, канифоль лучше не использовать, поскольку рассчитать точное количество вещества очень сложно. В качестве аналога подойдет паяльная кислота. Обработать кончик проводника можно обыкновенной кисточкой. После этого можно приступать к нанесению припоя. Этот способ нельзя назвать более надежным, но с такими видами проводков иначе нельзя.
Способы обработки проводов
Лужение с помощью деревянного бруска
Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода.
При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения.
Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Лужение посредством окунания
Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях.
Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде.Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом.
Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками.
После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.
Применение олова для нанесения покрытий

Калькулятор металлопроката
| В статье рассматриваются различные способы нанесения покрытий из олова. Особое внимание уделяется горячему лужению и гальваническому методу, для которых описаны особенности технологического процесса, приведены достоинства и недостатки. |
Олово (Sn, Stannum) – относительно мягкий металл (твёрдость по Бриннелю НВ – 100-200 МПа) белого цвета с низкой температурой плавления (+232°С), широко применяется для покрытия металлических полуфабрикатов и готовых изделий с целью придать их поверхности определённые свойства.
В силу своих физико-химических характеристик олово покрывает металл однородным, ровным и прочным защитным слоем. Процесс нанесения оловянного покрытия называется «лужение», а слой олова – «полуда». Толщина слоя определяется условиями эксплуатации изделия.
Чаще всего лужению подвергаются детали из стали, меди, алюминия, а также из их сплавов.
Оловянные покрытия сегодня в основном наносятся двумя методами, каждый из которых имеет ряд достоинств и недостатков. Один из них – это горячее металлопокрытие с погружением изделия в расплав олова.
Во втором случае используется гальваническое (электролитическое) осаждение олова на поверхность детали, где в качестве исходного сырья применяются оловянные аноды с высокой химической чистотой.
Существуют еще несколько механических и химических способов покрытия оловом (лужение натиранием, металлизация напылением, диффузионный метод и т.п.), которые в современных условиях имеют ограниченное применение из-за их сложности и низкой производительности.
Метод горячего металлопокрытия, или «метод погружения», заключается в том, что готовые детали, металлические листы или ленты, опускают в ванну (камеру) с расплавленным чистым оловом марок О1 и О2, которое слоем осаждается на их поверхности.
Перед началом лужения полуфабрикаты подвергаются предварительной подготовке, их зачищают, обезжиривают в горячем водном растворе кальцинированной соды (Na2CO) и протравливают в 25 % растворе соляной кислоты (HCl). Цель подготовительных процедур – получить идеально чистую поверхность металла.
На заключительном этапе подготовки выполняется флюсование. Изделия помещают в лудильную жидкость (активный флюс) с определённым химическим составом, основой которого обычно является хлористый цинк (ZnCl2). Его задача – защитить поверхность металла от окисления в процессе лужения.
После этого, смоченное во флюсе изделие целиком погружают в расплавленное олово. Рабочая температура расплава составляет около 270-300°С, которая не позволяет олову окислиться, и вместе с тем, обеспечивает ему текучесть, комфортную для лужения.Время нахождения детали в расплаве зависит от того, какую толщину оловянного слоя требуется получить. Извлеченное из лудильной ванны изделие, уже покрытое слоем олова, отжимают (обтирают) и сушат, после чего оно готово к консервации и упаковке, или к повторному лужению.
Достоинства и недостатки горячего лужения
Ключевое преимущество метода горячего металлопокрытия – быстрота процесса. В числе его достоинств можно назвать высокую плотность и толщину покрытия до 25 мкм, качественное заполнение стыков и полостей деталей сложного профиля, повышающее коррозионную стойкость изделий.
Недостатки – большой расход олова, что делает этот метод дорогостоящим, а также трудоёмкость процесса, включающего в себя ряд операций, которые должен выполнять вручную рабочий с соответствующим опытом.
Ещё один минус – не достаточно равномерное распределение оловянного слоя в разных частях изделия.
Гальванический (электрохимический) метод лужения получил наибольшее распространение в современной металлургической промышленности.
В основе технологии лежит электролиз – физико-химический процесс, который заключается в выделении, переносе и осаждении составных частей растворенных веществ с размещенного в электролите положительно заряженного электрода (анода), на отрицательно заряженный электрод (катод) под воздействием электрического тока.
В роли исходного сырья здесь выступает оловянный анод марки О1, содержащий не менее 99,9% чистого олова. Катодом является обрабатываемое изделие, металлический лист или лента. В качестве электролитов используют концентрированные водные растворы кислот или щелочей, содержащие соли олова.
Для справки
Химическая чистота оловянного анода обусловлена требованиями ГОСТ 860-75, в соответствии с которыми количество примесей в исходном сырье не должно превышать 0,1 процента от его общего объема.
Как правило, аноды нестандартной формы используются для лужения деталей сложного профиля.
Технология гальванического лужения
Перед началом гальванического лужения подбирают оловянные аноды необходимого размера. Площадь анода должна быть, как минимум, вдвое больше площади поверхности защищаемого изделия.
Затем определяется состав электролита, который может быть приготовлен из разных химикатов и добавок, иметь разную концентрацию.
В целом электролиты для гальванического лужения делятся на два основных типа: кислые и щелочные.
Кислые электролиты выбирают для покрытия оловом несложных деталей, поскольку они обладают низкой рассеивающей способностью, но в несколько раз быстрее щелочных работают на «осаждение» олова, что позволяет экономить электроэнергию и удешевляет итоговый продукт.
Щелочной (станнатный) электролит, содержащий заданное количество станната натрия (Na2SnO3) и свободной щелочи (NaOH), напротив, обладает высокой рассеивающей способностью, поэтому его обычно используют для лужения изделий сложных форм.
В состав кислых электролитов входят соли олова в виде двухвалентных ионных соединений, а в состав щелочных электролитов – в виде четырехвалентных.
Следующим этапом гальванического лужения является подготовка поверхности защищаемого изделия, которое очищается от окислов и обезжиривается. После этого в оловянную ванну с определенным типом электролита погружается оловянный анод и защищаемое оловом изделие.
К аноду подключается проводник от источника постоянного тока с положительным зарядом, а к изделию (катоду) – с отрицательным. При подаче напряжения на аноде начинается реакция окисления, олово растворяется в электролите и, подчиняясь законам Фарадея, оседает на поверхности катода – изделия.
Толщина оловянного покрытия регулируется длительностью процесса и силой тока.
Достоинства и недостатки гальванического метода лужения
Главным преимуществом гальванического способа лужения является высокая эффективность технологии, позволяющая при минимальном расходе олова получать однородное и равномерное покрытие необходимой толщины по всей поверхности обрабатываемого изделия. Возможность регулировать толщину покрытия позволяет задавать ей любой размер, вплоть до сверхмалых величин от 1 мкм. Экономия олова при гальваническом способе лужения, в сравнении с горячим методом, может достигать 50 процентов.
К безусловным плюсам также относят высокую скорость формирования оловянного слоя, что обуславливает высокую производительность.
Важно отметить и тот факт, что оловянные аноды растворяются в электролите равномерно, с максимально возможным полезным использованием их ресурса.
В числе недостатков гальванического метода лужения оловом можно назвать несколько более пористое покрытие, чем то, которое получается при горячем лужении, а также необходимость в наличии специального оборудования и квалифицированного рабочего персонала.Главным образом покрытия из олова используют для защиты деталей от питтинговой коррозии, которая возникает под воздействием органических кислот и солей.
Кроме того, оловянное покрытие хорошо противостоит химическому воздействию серосодержащих соединений, присутствующих в пластмассах и резине.
Оловянное покрытие обладает высокой адгезией к базовому металлу, не разрушается при механической деформации деталей (изгибе, штамповке, вальцовке, вытяжке, свинчивании), устойчиво к влиянию высоких и низких температур.
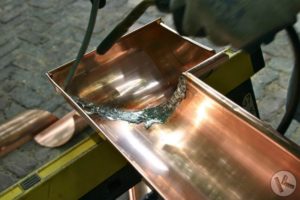
Рисунок 1. Лужение медного провода.
Поскольку соли олова не токсичны, оно является основным покрытием металлических аппаратов, посуды и тары в пищевой промышленности. В частности, олово применяют для производства, так называемой, «белой» жести, используемой для производства консервных банок.
Оловом покрывают внутренние поверхности посуды из меди (например, джезвы для кофе) и чугуна, котлы для варки пищи на предприятиях общественного питания, крюки для подвешивания туш животных, полуфабрикатов и готовой продукции на мясокомбинатах.
Оловянное покрытие наносят на медные кабели для защиты от воздействия серы в резиновой изоляции, на трущиеся поверхности деталей машин и механизмов, где оно выступает в роли легко прирабатывающегося слоя, а также используют для решения множества традиционных и специальных задач в десятках отраслей промышленности.
Рисунок 2. Печатная плата.
Pereosnastka.ru

Лужения металлов
Категория:
Пайка
Лужения металлов
При разбавлении соляной кислоты водой следует придерживаться тех же правил, что и при разбавлении серной кислоты.
Для лужения и паяния применяют разбавленную в два раза водой травленую соляную кислоту. Травление соляной кислоты заключается в разведении в ней кусочков цинка, лучше до полного насыщения, т. е.
до прекращения процесса дальнейшего растворения цинка.
При намазывании мест спая и лужения травленой кислотой разведенный в ней цинк тонким слоем покрывает спаиваемую поверхность и улучшает соединения припоя с основным металлом.
Нашатырь (хлористый аммоний) при лужении употребляют в качестве флюса, т. е. вспомогательного вещества, очищающего поверхность металлических изделий от окислов и жиров.
Для лужения жестяных и стальных изделий с целью предохранения их от коррозии (ржавчины) применяют сплавы из олова и свинца или из олова, свинца и цинка (например 18 весовых частей олова и 82 части свинца; 71 весовая часть олова. 23 части свинца и 6 частей цинка; 45 весовых частей олова, 30 частей свинца и 25 частей цинка).
Для лужения художественных изделий применяется белая блестящая полуда из сплава, содержащего 90 весовых частей олова и 10 весовых частей висмута.
Посуду для приготовления и хранения пищи лудят специальным припоем с высоким содержанием олова, точнее чистым оловом марок 01 или 02. Марка Ol содержит олова 99,9% и примесей не более 0,1%; марка 02— олова 99,5% и примесей не более 0,5%.Марка 01 применяется для лужения консервной жести, марка 02 — для лужения кухонной посуды и котлов для приготовления пиши.
Перед лужением производится подготовка поверхности, которая заключается в очистке ее от грязи, жиров и окислов, препятствующих хорошему соединению олова с облуживаемым металлом. Чем лучше .будет подготовлена поверхность под покрытие, тем ровнее и прочнее ляжет полуда. Подготовка производится механическим и химическим способами.
Механический способ состоит в том, что поверхность изделия очищают до получения чистого металлического блеска металлическими или щетинными щетками, шабером, наждачной бумагой (абразивной шкуркой).
Химическая подготовка заключается в травлении металла кислотами с целью придать ему чистый натуральный цвет. Поверхность изделий из стали, меди, латуни наиболее часто обрабатывают 20—30-процентным водным раствором серной кислоты в течение 20—30 мин.
Медные и латунные изделия можно травить раствором, содержащим 10% серной кислоты, 5% калиевого хромпика и 85% воды. Травление производится в ваннах — стеклянных, металлических, эмалированных и др. Процесс травления таким раствором длится 1—2 мин.
По окончании травления тщательно промывают изделия в холодной воде, затем очищают их поверхности смоченным песком и промывают в горячей воде, нагретой до 70—80°.
Подготовленное изделие смазывают раствором хлористого цинка или травленой соляной кислотой и нагревают до температуры, при которой олово, вступив в соприкосновение с разогретым изделием, начнет плавиться и растекаться равномерно по всей покрываемой поверхности. Нагрев производится в горнах, лучше на древесном угле; можно вести нагрев и паяльными лампами.
Когда хлористый цинк на поверхности нагретого изделия закипит, на эту поверхность кладут полуду. Полуда плавится; в этот момент посыпают изделие порошкообразным нашатырем и тут же начинают растирать паклей расплавленное олово по поверхности, распределяя его равномерным слоем. Когда изделие остывает, его протирают смоченным песком, затем промывают водой и высушивают.Рис. 1. Процесс лужения:а — нагрев деталей перед лужением, б — лужение растиранием, в — лужение погружением
Можно производить лужение, погрузив покрываемый предмет в расплавленную полуду.
При этом способе подготовленное к лужению изделие сначала погружают в ванну с хлористым цинком, затем клещами вынимают его из ванны и, не давая хлористому цинку полностью стечь, погружают изделие в ванну с расплавленным оловом (рис.
1, в) и держат там столько времени, сколько нужно для того, чтобы оно хорошо прогрелось. После этого изделие извлекают из ванны и быстро встряхивают, чтобы удалить излишки олова. Когда изделие остынет, его погружают в воду для промывки и после этого сушат в древесных опилках.
Качество лужения зависит прежде всего от того, как очищена (протравлена) поверхность металла. Если из-за плохой очистки поверхности полуда в каком-либо месте не пристанет к металлу, это место необходимо зачистить напильником или шабером, снова нагреть и нанести олово либо натиранием, либо погружением.
Рассмотрим два примера лужения.
Лужение внутренней поверхности медного котла растиранием.
Эту работу надо производить следующим образом:1) несильно нагреть котел так, чтобы его можно было держать рукой;2) налить в котел раствор из 25 объемных частей соляной кислоты и 75 частей воды; с помощью волосяного помазка смочить раствором поверхность, подлежащую лужению; слить излишек кислоты в стеклянный сосуд;3) обработать внутреннюю поверхность котла смоченным песком при помощи волосяной щетки;4) промыть котел чистой водой и высушить; если на поверхности окажутся темные пятна, удалить их напильником или шабером;5) смочить внутреннюю поверхность котла хлористым цинком, обсыпать ее порошкообразным нашатырем и на него положить кусочки олова;6) нагреть котел равномерно над огнем до температуры плавления олова;7) взять комок пакли, обмакнуть его в порошкообразный нашатырь и быстро протереть всю поверхность котла, равномерно распределяя приставшее к ней олово; если олово пристает плохо или совсем не пристает к поверхности котла, повторяют смазывание хлористым цинком, посыпают поверхность порошкообразным нашатырем, производят нагрев, наносят олово и растирают паклей;
8) облуженную поверхность протереть влажным песком, промыть чистой водой и высушить.
Лужение жестяного сосуда (снаружи и изнутри) погружением.
Данную работу следует производить так:1) составить раствор для обезжиривания сосуда, для чего взять на каждый литр воды 100 г каустической соды;2) нагреть обезжиривающий состав до 80—90°;3) погрузить сосуд в обезжиривающую ванну и держать его там от 10 до 20 мин.
в зависимости от степени загрязнения сосуда;4) после обезжиривания сосуд хорошо промыть;5) составить 5—7-процентный раствор соляной кислоты и нагреть его до температуры не более 40°;6) погрузить сосуд в ванну и держать там от 25 до 55 мин.
, в зависимости от степени загрязнения сосуда;7) после травления тщательно промыть сосуд в проточной воде;8) приготовить флюс — 25-процентный раствор хлористого цинка;9) погрузить сосуд в ванну с раствором хлористого цинка;10) вынуть сосуд из ванны с хлористым цинком и медленно погрузить в ванну с расплавленным оловом; через 2—3 мин.
вынуть сосуд из оловянной ванны и быстро встряхнуть, затем обтереть его паклей с порошкообразным нашатырем, чтобы получить ровный слой полуды; удалить излишки олова, промыть сосуд в проточной воде и высушить в древесных опилках.
Реклама:
Общие понятия о паянии
Гальваническое лужение в домашних условиях — Станки, сварка, металлообработка

Калькулятор металлопроката
| В статье рассматриваются различные способы нанесения покрытий из олова. Особое внимание уделяется горячему лужению и гальваническому методу, для которых описаны особенности технологического процесса, приведены достоинства и недостатки. |
Олово (Sn, Stannum) – относительно мягкий металл (твёрдость по Бриннелю НВ – 100-200 МПа) белого цвета с низкой температурой плавления (+232°С), широко применяется для покрытия металлических полуфабрикатов и готовых изделий с целью придать их поверхности определённые свойства.
В силу своих физико-химических характеристик олово покрывает металл однородным, ровным и прочным защитным слоем. Процесс нанесения оловянного покрытия называется «лужение», а слой олова – «полуда». Толщина слоя определяется условиями эксплуатации изделия.
Чаще всего лужению подвергаются детали из стали, меди, алюминия, а также из их сплавов.
Оловянные покрытия сегодня в основном наносятся двумя методами, каждый из которых имеет ряд достоинств и недостатков. Один из них – это горячее металлопокрытие с погружением изделия в расплав олова.
Во втором случае используется гальваническое (электролитическое) осаждение олова на поверхность детали, где в качестве исходного сырья применяются оловянные аноды с высокой химической чистотой.
Существуют еще несколько механических и химических способов покрытия оловом (лужение натиранием, металлизация напылением, диффузионный метод и т.п.), которые в современных условиях имеют ограниченное применение из-за их сложности и низкой производительности.
Метод горячего металлопокрытия, или «метод погружения», заключается в том, что готовые детали, металлические листы или ленты, опускают в ванну (камеру) с расплавленным чистым оловом марок О1 и О2, которое слоем осаждается на их поверхности.
Перед началом лужения полуфабрикаты подвергаются предварительной подготовке, их зачищают, обезжиривают в горячем водном растворе кальцинированной соды (Na2CO) и протравливают в 25 % растворе соляной кислоты (HCl). Цель подготовительных процедур – получить идеально чистую поверхность металла. На заключительном этапе подготовки выполняется флюсование.
Изделия помещают в лудильную жидкость (активный флюс) с определённым химическим составом, основой которого обычно является хлористый цинк (ZnCl2). Его задача – защитить поверхность металла от окисления в процессе лужения. После этого, смоченное во флюсе изделие целиком погружают в расплавленное олово.
Рабочая температура расплава составляет около 270-300°С, которая не позволяет олову окислиться, и вместе с тем, обеспечивает ему текучесть, комфортную для лужения.Время нахождения детали в расплаве зависит от того, какую толщину оловянного слоя требуется получить.
Извлеченное из лудильной ванны изделие, уже покрытое слоем олова, отжимают (обтирают) и сушат, после чего оно готово к консервации и упаковке, или к повторному лужению.
Гальваническое лужение в домашних условиях — Металлы, оборудование, инструкции
Гальваника – это и раздел прикладной науки «Электрохимия», в котором изучаются процессы, протекающие при осаждении катионов металла на катоде, помещенном в электролитический раствор, и технологический процесс. Гальваника в домашних условиях или выполняемая на производстве позволяет наносить на поверхность обрабатываемого изделия тонкий слой металла, который может выступать в роли защитного или декоративного покрытия.
Домашняя гальваническая установка
Методы реализации такого технологического процесса, отличающегося достаточно высокой сложностью, уже хорошо отработаны, поэтому сегодня его активно используют не только производственные предприятия, но и многие домашние мастера.
Особенности процесса
Покрытие, формируемое на обрабатываемой детали при помощи гальваники, может наноситься в технологических целях либо выполнять декоративные, защитные или сразу обе функции. В декоративных целях создают тонкий слой золота или серебра, а чтобы обеспечить надежную защиту поверхности обрабатываемой детали от коррозии, выполняют цинкование или гальваническое меднение.
Для чего и как лудят металл
Лужение – это нанесение тонного слоя олова или его сплава на поверхность металлического изделия. Специалисты этот слой называют полудой. Лужение металла используется сегодня во многих отраслях промышленности: в радиотехнике, электротехнике, машиностроении и авиационной промышленности.
Жало паяльника лудят, чтобы он хорошо удерживал припой и не окислялся. Основное требование к процессу – это плотное и тонкое покрытие оловом, которое является защитным слоем для металла в борьбе с коррозией. Существуют две технологии лужения металлов: горячее и гальваническое.
Горячие технологии
Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Эти способы известны давно, технологии отработаны до мелочей. Они просты и не требуют наличия сложного оборудования, приспособлений и инструментов.
Когда говорят о лужении и пайке, то зачастую имеют в виду именно горячий метод. Но есть у этой технологии и свои минусы. Во-первых, это неравномерно распределяемое олово по поверхности изделий из металла.
Особенно это касается способа погружения. Перепады одной плоскости могут оказаться значительными, особенно, если изделие имеет сложную конструкцию. Поэтому их приходится дорабатывать.
Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
И третий недостаток горячего лужения – это сложность удаления загрязнений, которые образуются внутри сплава и остаются внутри полуды. Эти примеси приходят с припоем, поэтому очень важно использовать оловянный сплав высокой чистоты.
Гальваническая технология
Гальванический вариант облуживания делится также на два способа: в щелочных и кислых электролитах. Название говорит о том, что процесс нанесения олова основан на использовании электрического тока.
Отсюда и затратность процесса. Но именно эта технология гарантирует прочное сцепление наносимого сплава с металлической поверхностью. Есть и другие положительные стороны:
- оловянный слой получается ровным и равномерным;
- можно задавать необходимую толщину покрытия, даже на самых сложных конструкциях из металла;
- низкая пористость покрываемого слоя;
- экономия оловянного припоя.
Обычно изделия со сложными формами облуживают с помощью щелочных электролитов, потому что этот вариант лужения обладает большой кроющей и рассеивающей способностью.
К недостаткам гальванической технологии лужения относится то, что этот способ сложный. Проводить его могут работники с высокой квалификацией, а это затраты по зарплате. То есть, залудить металл этим способом в домашних условиях нельзя. К тому же для проведения процесса необходимы специальные ванны.
Если говорить о технологии лужения со щелочными электролитами, то сам раствор является нестабильным, его сложно готовить, и придется все время контролировать концентрацию щелочи и качественное состояние анодов.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.Применяют также травление. Для этого используют серную кислоту.
Особенности растирания и погружения
Технология лужения растиранием в своей основе содержит такой процесс, когда припой наносится на металлическое изделие и растирается паклей. При этом используется флюс в виде нашатыря и хлористого цинка. Вот последовательность операций:
- хлористый цинк наносится на металл и нагревается паяльной лампой;
- когда он закипит, в него вносится припой, который расплавляется;
- сверху посыпается нашатырь в виде порошка;
- затем паклей жидкое олово растирается по поверхности металлического изделия.
Для способа погружения используют лудильные ванны, в которых олово нагревается до +300 ℃. В расплавленный сплав опускается изделие из металла, которое покрывается слоем припоя.
При этом, чем дольше оно лежит в ванне, тем толще слой олова на нем осядет. Когда проводят лужение паяльника, то вначале нагревают его, затем погружают в канифоль, и только потом расплавляют им маленький кусочек олова, тем самым обеспечивая покрытие.
Раствор при гальванической обработке
В принципе, обе технологии лужения (со щелочными и с кислыми электролитами) отличаются друг от друга присутствием в электролитной ванне щелочного или кислотного раствора. Сам же процесс налипания олова у них одинаковый, и происходит он при помощи электрического тока.
В состав кислотных растворов входит сернокислое олово, серная кислота, вещества кипиллярно-активного типа (это фенол или крезол), коллоидные вещества (клей, никотин, желатин или схожие с ними вещества).
Очень важно точно соблюсти пропорции основных компонентов: сернокислое олово – 65 г/л, серная кислота – 100 г/л.
Что касается щелочных растворов для лужения металлов, то их разнообразие не определяется одной рецептурой. Поэтому состав растворов разный. В одних используется хлористое олово, в других оловянно-кислый натрий, в третьих двухлористое олово.
То же самое касается и растворителей. Здесь и едкий нарт, и уксуснокислый натрий, и едкое кали. Можно из расчета наличия тех или иных компонентов подобрать свою рецептуру раствора.
При этом в каждой обязательно будут свои концентрации веществ. Конечно, под каждую рецептуру подбирается плотность тока и температура нагрева раствора в ванне.
Лужение, как защитный процесс металлов от коррозии, один из самых востребованных. Он не очень дешевый, но эффективный по сравнению со многими технологиями. Поэтому его часто применяют в разных производствах.