Что такое рихтовка металла
Рихтовка. Основные этапы и понятия
В процессе кузовного ремонта важным этапом является рихтовка поврежденных элементов кузова автомобиля. Для того, что бы качественно выполнить данные работы, необходимо обладать определенными знаниями и навыками.
Рихтовка – это процесс восстановления деформированных металлических поверхностей кузова автомобиля.
Какие виды повреждений подлежат рихтовке?
Все повреждения делятся на следующие виды: прямое и непрямое, то есть второстепенное.
Прямое повреждение – область кузова, которая имела непосредственный контакт с объектом, нанёсшим повреждение. В данном месте может возникнуть нарушение целостности слоя краски или разрыв самого металла.
Непрямое повреждение – погнутый металл, располагающийся в области, которая прилегает к прямому повреждению. В некоторых случаях второстепенная деформация находится на расстоянии десятков сантиметров от зоны прямого повреждения.Современное оборудование позволяет справиться с повреждениями любой сложности. Выполняя ремонт, выбирайте более простые способы для восстановления детали. Наличие у вас специального оборудования не означает, что вам необходимо всегда и везде его использовать. Бывают случаи, когда вмятину можно просто «выдавить» рукой с обратной стороны.
Этапы рихтовки
Грамотная рихтовка имеющихся деформаций состоит из трёх этапов:
- Анализ повреждений.
- Восстановление начальной формы детали.
- Удаление мелких дефектов.
1. Анализ повреждений
На первоначальном этапе необходимо определить размеры повреждений и порядок их получения. Определить методы дальнейшего ремонта, используемые материалы и инструменты.
Важно помнить, что исправлять повреждения необходимо в последовательности, противоположной их получению. Так же нужно учитывать тот факт, что некоторые из деформаций могли быть получены одновременно.
Процедура восстановления не должна привести к дополнительным повреждениям.
Для выявления неровностей детали поможет линейка. Её прикладывают ребром к поверхности поврежденной детали. При этом хорошо видны все вмятины и их глубина. Иногда для определения деформации необходимо срезать слой краски. Для этого применяют кузовной напильник. Также можно разогреть поверхность строительным феном и аккуратно снять краску шпателем.
2. Восстановление начальной формы детали
Для придания начальной формы детали выправляют заломы и большие вмятины.
При этом необходимо ослаблять области, имеющие напряжение вследствие полученного удара, так как они препятствуют процессу возвращения металла в его изначальное состояние.
Некоторое количество легких ударов в эту область, в данном случае будут более уместны и сработают эффективнее, чем пара сильных ударов. Деталь приобретает первоначальную правильную геометрию. Данный этап называют грубой рихтовкой.
Еще в процессе грубой рихтовки простукивают возвышенности и изгибы вокруг вмятин. В этом случае зачастую используется метод «молоток вне поддержки». Также возможно использование молотка и деревянного бруска или специальной надувной подушки для оказания воздействия с обратной стороны деформированной области.
цель второго этапа – восстановление поврежденной детали и придания ей первоначальной геометрической формы, поэтому на небольшие неровности можно пока не обращать внимания. Усадка растянувшегося металла и, если нужно, заваривание разрывов происходят также во время этого этапа.
3. Удаление мелких дефектов.
На данном этапе устраняются все мелкие неровности, таким образом, окончательно возвращая деталь к первоначальному состоянию.
Поврежденная область может быть восстановлена настолько качественно, что потом останется лишь нанести наполняющий грунт, выполнить его обработку и покрасить.
Важно делать всё последовательно, не спеша, внимательно. Именно от этого зависит качество конечного результата.
Инструменты для рихтовки
В процессе работы специалисты используют различные инструменты и приспособления:
- Рихтовочные молотки.
- Кузовные ложки и гладилки.
- Поддержки.
- Кузовной напильник.
- Надувные подушки и вакуумные присоски.
- Аппарат контактного типа сварки (споттер).
Подробнее о применении инструментов читайте здесь.
Техники рихтовки
При восстановлении деталей автомобиля используют различные приемы:
- Техника «молоток вне поддержки».
- Техника «молоток на поддержке».
- Использование молотка с острым бойком без поддержки.
- Использование споттера.
- Подробнее о технике рихтовки читайте здесь.
Усадка растянутого металла
Следует учитывать, что после завершения рихтовки может образоваться область растянутого металла, который становится ослабленным и нестабильным.
В этих местах появляется выпуклость или вогнутость на поверхности детали. Данный дефект называется «хлопун» (при надавливании на выпуклость она прогибается в обратную сторону).
Чтобы исправить такой дефект, будет недостаточно просто простучать его молотком.
Про методы устранения «хлопуна» читайте здесь.
Заключение
На первый взгляд рихтовка не является таким уж сложным процессом, однако для качественного восстановления детали необходимо обладать соответствующими навыками по работе с металлом.
Незначительные повреждения действительно можно устранить своими руками, но сложные лучше доверить специалистам.
Ведь помимо специального оборудования и инструментов, они обладают необходимым опытом и навыками.
Что такое рихтовка металла — Справочник металлиста

В далеких пятидесятых-шестидесятых годах прошлого века арсенал для рихтовки кузова автомобиля выглядел очень внушительно и составлял десятки позиций. Виртуозные мастера могли практически «один в один» восстановить любую искореженную железяку. Почти не оставив вмятин.
Более того, народная молва утверждает, что во времена тотального дефицита кузовных деталей (и не только их), находились искусники, которые якобы могли изготовить новую кузовную деталь типа переднего крыла для двадцать первой «Волги» вручную из листового железа. Такая жизнь всех устраивала. Время тогда текло медленно, и его никто не считал.
То ли дело сейчас! Темп жизни вырос до такой степени, что время стало абсолютной ценностью. Это неизбежно привело к тому, что, как уже упоминалось, замену поврежденной детали стали предпочитать рихтовке.
Однако рихтовка никуда не делась и в ближайшее время никуда не денется. Просто уменьшился объем рихтовки в общем объеме ремонтных работ.
Поэтому арсенал инструментов, применяемых для рихтовки, выглядит значительно скромнее, чем в те далекие времена.
Рихтовочные молотки и поддержки
Для рихтовки (правки) металла применяются рихтовочные молотки и поддержки. Поддержки, или наковальни, имеют различную форму и размеры. Различной бывает и их рабочая поверхность. Или гладкая, почти полированная, или с насечкой. На фото ниже изображен набор рихтовочных молотков и наковален китайского производства.
Все детали отлиты из чугуна. По сравнению с набором профессионального рихтовщика, содержащем десятки позиций, он выглядит достаточно скромно. Но, на мой взгляд, этого набора вам будет вполне достаточно, если, конечно, вы не захотите стать виртуозом-рихтовщиком.
Молоток для рихтовки с бойком из цветного металла (меди или алюминия)
Применяется при чистовой рихтовке металла. Медный или алюминиевый молоток практически не растягивает и не мнет выправляемый металл.
Обратный или инерционный молоток для рихтовки и правки вмятин на кузовном металле
Применяется для рихтовки и при правке вмятин на кузовном металле в тех ситуациях, когда доступ к внутренней поверхности поврежденной панели затруднен или отсутствует вовсе. В этом случае металл вытягивают с помощью обратного, или инерционного молотка.
Он состоит из стержня В с упором А и скользящего бойка Б. При ударе бойка по упору вытягивающее усилие через стержень В и переходник Г передается кузовной панели.
Стержень обратного молотка крепится к панели через переходник.
В качестве переходника может использоваться металлическая пластина, крючок, саморез, болт, тонкий стержень, а также любой другой предмет, который вам подойдёт.
Самодельный обратный или инерционный молоток
Обратный молоток можно купить в магазине, но можно сделать и самому. На фото ниже изображен самодельный обратный молоток. Стержень сделан из отрезка стального прутка диаметром 10-12 мм и длиной около 600 мм.
В качестве упора использована гайка на «22», приваренная к одному концу стержня. Скользящий боек сделан из стального прутка диаметром 40 мм и длиной 150 мм.
В центре которого просверлено сквозное отверстие диаметром 12-14 мм.
Такой боек весит около 1 кг и представляет собой серьезное орудие. Там, где вес такого бойка будет недостаточным, применяется боек из стального прутка диаметром 60 мм и длиной 200 мм с таким же сверлением. Такой боек весит более 2 кг и представляет собой еще более грозную силу.Обратным молотком можно не только рихтовать металл. Его можно также использовать и в качестве ударного съемника, используя соответствующие приспособления. Размеры деталей обратного молотка указаны ориентировочно и могут изменяться по вашему желанию.
Ручная вытяжка для рихтовки и правки вмятин на кузовном металле
Назначение ручной вытяжки такое же, как и у обратного молотка. Разница только в том, что молоток создает короткие и мощные усилия, а ручная вытяжка — плавные и «щадящие».
Самодельная ручная вытяжка представляет собой ухватистую ручку, сделанную из обрезка полудюймовой водопроводной трубы длиной 200-250 ми, обмотанного изоляционной лентой, и приваренного к нему стержня.
Стержень (длина около 250 мм, толщина 5-6 мм) может заканчиваться также приваренным к нему крючком или саморезом.
Ручная вытяжка применяется в тех случаях, когда правится тонкий, податливый металл. Тянуть металл можно сразу двумя ручными вытяжками, иногда это повышает эффективность работы.
Размеры вытяжки указаны ориентировочно и могут изменяться по вашему желанию.
Растяжки механические и гидравлические для корректировки взаимного положения кузовных деталей
Растяжка — это силовой инструмент, изменяющий свою длину под действием механических или гидравлических усилий. Применяются в тех случаях, когда при ремонте кузова есть необходимость корректировать взаимное положение некоторых кузовных деталей. Например, положение средней стойки кузова по отношению к передней.
Механические растяжки применяются с незапамятных времен, имеют простую конструкцию, состоящую из резьбовой втулки и двух винтов с упорами. Механические растяжки не очень удобны в работе. Это объясняется тем, что такая растяжка для приведения в действие требует приложения больших физических усилий.
Гидравлические растяжки гораздо более «лояльны» к пользователю и позволяют работать с большим удобством. Они имеют больший рабочий ход и не требуют большой физической силы.
По принципу действия аналогичны гидравлическому домкрату.
Однако в отличие от обычного гидравлического домкрата, у растяжки ручной гидронасос и силовой гидроцилиндр разделены и соединяются между собой гибким шлангом высокого давления.Главный недостаток такого инструмента — большая стоимость. Фирменная гидравлическая растяжка с набором приспособлений может стоить довольно дорого.
Однако наши китайские друзья в значительной степени устранили этот недостаток, выведя на рынок сравнительно недорогие гидравлические растяжки.
Основными критериями выбора гидравлических растяжек являются развиваемое гидроцилиндром усилие и количество дополнительных насадок.
По материалам книги «Кузовной ремонт в гараже. Рихтовка, сварка, шпатлевка, окраска».
Шкунов И.В.
Технология ремонта кузова автомобиля
Основными неисправностями кузова являются: механические повреждения; коррозионные повреждения; разрушение противокоррозионного покрытия.
https://www.youtube.com/watch?v=RfwIWcOONZ0
Механические повреждения в основном получают при столкновениях и при езде по неровным дорогам.
В результате столкновения можно получить незначительные повреждения, например вмятину на крыле, небольшие повреждения, полученные при лобовом или заднем ударе во время движения с малой скоростью.
Как правило, такие повреждения не представляют опасности (за исключением фар) и не требуют немедленного ремонта. При столкновении можно получить повреждения средней тяжести, когда ремонта или замены требует значительная часть деталей, можно получить и тяжелые повреждения, при которых заменять нужно почти все.
Коррозионные повреждения по механизму образования и протекания коррозионного процесса могут быть электрохимическими и химическими.
Если два различных металла образуют в соединении гальванический элемент – это э л е к т р о х и м и ч е с к а я к о р р о з и я. Такая коррозия может возникнуть и в случае, когда нет контакта различных металлов друг с другом.Сталь, из которой изготовлен кузов, корродирует с водой и кислородом. Скорость протекания процесса электрохимической коррозии возрастает, если в окружающей среде имеются соли, кислоты, загрязняющие вещества.
В результате окисления металлов под воздействием кислорода воздуха, солей и серных соединений происходит х и м и ч е с к а я к о р р о з и я.
О чем надо подумать до начала ремонтных работ
Итак, автомобиль обследован, неисправности и дефекты обнаружены. Теперь следует задуматься о том, сколько будет стоить ремонт и как его лучше производить: заменить детали кузова, восстанавливать деформированные детали, насколько кузов поражен коррозией и хватит ли ваших возможностей отремонтировать его самому.
После обследования повреждений аварийный автомобиль может подвергаться одной из двух категорий ремонта:
1) если наружные повреждения съемных элементов не вызвали деформацию кузова и подрамника, то производится только малый ремонт обшивки кузова;
2) если сильные повреждения вызвали искажение размеров между точками крепления механических узлов, то требуется восстановление структуры кузова автомобиля или замена кузова (когда в результате повреждения кузов признан непригодным к ремонту или затраты на ремонт выше стоимости нового кузова).
Во всех случаях восстановление кузова должно обязательно сопровождаться контролем геометрии с применением шаблонов или посредством измерения размеров основания кузова.
Но для ремонта наружных поверхностей требуется, скажем так, мелкий инструмент и незначительное количество оснастки, в то время как для восстановления кузова нужны различные сложные приспособления, обеспечивающие качественное выполнение работ.
Выправление формы кузова
Как известно, детали кузова изготавливаются из листового металла методом штамповки. С помощью пресса листу металла придается нужная форма.
При этом в самом материале под воздействием пресса создаются растяжения и сжатия, что приводит к относительному перемещению частиц металла.
Что такое рихтовка кузова и как ее произвести своими руками

26.03.2018
При дорожно-транспортном происшествии страдают кузовные элементы машины. Однако если повреждения незначительны, то их устраняют без замены детали, пострадавшей в дорожно-транспортном происшествии. Для этого проводят рихтовку – процесс восстановления поврежденного участка кузова автомобиля.
Что такое рихтовка
Рихтовка кузова – восстановление металлических кузовных элементов. Для выполнения работы, рихтовщик кузовов использует набор специальных инструментов. Чаще всего, восстановлению подлежат:
- Крышка багажника и капот.
- Двери.
- Крылья автомобиля.
- Пороги.
- Крыша.
- Металлические бампера.
Восстановление деформированных частей кузова нецелесообразно, если поврежденная деталь стоит дешево и ее просто заменить. В таком случае, рихтовка отнимет много времени и сил. Кроме того, операции по реставрации кузовных элементов не проводят при наличии чрезмерно сильных повреждений – тут без замены детали не обойтись.
Виды
Ремонт кузовных деталей делят на три вида:
- Корректировка вмятин. Наиболее часто проводимый вид кузовной рихтовки. Вмятины выправляют с помощью вакуумного метода.
- Устранение выпуклостей. Молотками и специальными наковальнями убирают выпуклости, образовавшиеся на поверхности авто в результате удара при столкновении.
- Локальная рихтовка. Подразумевает устранение точечных дефектов. Включает в себя меры по исправлению геометрии кузовных панелей. Вытяжку элементов проводят с помощью специальных ложек, крючков и домкрата.
Технология
В зависимости от вида повреждения, используют разные способы восстановительных работ. Перед выбором способа устранения дефектов, необходимо обязательно провести осмотр рабочей поверхности и правильно подготовить кузов автомобиля к проведению ремонтных работ:
- Поверхность тщательно моют и сушат.
- Место, подлежащее восстановлению, обезжиривают.
- Неповрежденные части демонтируют или закрывают их малярным скотчем.
Технологии рихтовки кузова автомобиля:
- Обычная рихтовка.
- Беспокрасочное вакуумное восстановление. Выполняется по технологии Paintless Dent Repair.
- Усадка на горячую.
- Восстановление алюминия.
Обычная рихтовка
Рихтовка и покраска выполняется своими руками. Выпуклость выстукивается специальными молотками, вмятины сложной формы устраняют с помощью специальных крючков. Небольшие повреждения выстукивают от центра к краю дефекта, крупные – наоборот. Это делается для того, чтобы избежать разрыва металла в самом тонком месте.
Небольшие выпуклости и вмятины можно устранить холодным способом без последующей покраски восстановленной детали.
Восстановление без покраски
Рихтовка кузова, выполняемая по данной технологии, производится без покраски восстановленного элемента. К вмятине прикладывают специальную вакуумную присоску, металл выравнивается под давлением воздуха. Однако, если на поверхности есть трещины, данный способ устранения дефектов противопоказан.
Усадка на горячую
В тяжелых случаях, когда традиционными методами не удается выполнить правку металла, поверхность нагревают с помощью газовой горелки или строительного фена. Далее, движениями по спирали, придают металлу первоначальную форму.
Восстановление алюминиевых деталей
Рихтование алюминиевых деталей выполняют из центра повреждения к его краям. Дефект выстукивают молотками или выдавливают ложками. Рихтовка металла не выполняется споттером, правку проводят с внутренней стороны кузовного элемента. В случае, если «холодный способ» неэффективен, металл разогревают до температуры 150-200 градусов.
Инструмент
Рихтовка кузова автомобиля своими руками выполняется с помощью специальных инструментов. К их списку относят:
- Рихтовочные молотки и киянки. Применяются для устранения вмятин разных форм и сложности. Ударный боек молотка хорошо отполирован и имеет скругленную поверхность. Инструмент выполнен из сплавов цветных металлов, пластика или резины. Вес ударного приспособления не превышает 200 грамм. Повреждения кузова устраняют с помощью частых несильных ударов, в зависимости от глубины вмятины и типа восстанавливаемого металла дефект выстукивают или от края к центру, или наоборот.
- Поддержки, наковальни, штампы. Основное предназначение данного набора инструментов – фиксация поврежденного участка кузова. При выборе конкретного инструмента, ориентируются на форму и размер вмятины. В зависимости от этого выбирают подложку.
- Подкладные штампы, поддержки и наковальни. Фиксируют поврежденный участок кузова. Важно учитывать, что форма поддержки должна совпадать с формой поврежденного участка.
- Ударные полотна и ложки. Помимо вытягивания вмятин, эти приспособления используют в качестве ударных штампов, для исправления повреждений серьезных форм. При сжатии металлических листов используют ложки. Ими разъединяют дефектные участки.
- Рычаги и крюки. Приспособления, предназначенные для вытягивания дефекта изнутри. Ребра жесткости кузова используются в качестве опоры для рычага. В зависимости от форм и размера вмятин, используют крючки соответствующих размеров и форм.
- Напильники и шлифовальная машинка. Выравнивают восстановленную поверхность перед покраской, и полировкой окрашенного участка.
- Споттер. Аппарат, предназначенный для выполнения точечной сварки. Используется для устранения разрывов и заломов металла.
При наличии определенных навыков, умений и необходимого набора инструментов, восстановить поврежденные участки кузова можно самостоятельно. Однако при отсутствии условий для выполнения рихтовки, рекомендуют обратиться к специалистам, так как результат самостоятельного ремонта может оказаться хуже ожидаемого.
Что такое рихтовка кузова и как ее произвести своими рукамиСсылка на основную публикацию
Pereosnastka.ru
Правка и рихтовка металла (холодным способом)
Категория:
Гибка и правка металла
Правка и рихтовка металла (холодным способом)
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом — на стальной или чугунной плите, или на наковальне — и машинным — на правильных вальцах, прессах.
Правильную плиту изготовляют достаточно массивной, масса ее не менее чем в 80—150 раз больше массы молотка. Пра-вйльные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.Плиты бывают следующих размеров: 400 х 400; 750 х 1000; 1000 х 1500; 1500х 2000; 2000х 2000; 1500х 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
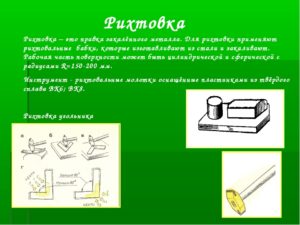
Рихтовальные бабий используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150-200 мм.
Молотки для правки применяют с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400 — 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05-0,1 мм.
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Рис. 1. Правильная плита (а), рихтовальные бабки (б)
Рис. 2. Рихтовальные молотки:а — с радиусным бойком, б — с круглым гладким полированным
Рис. 3. Правка металла:а — проверка на глаз, б — момент правки
—
Правку и рихтовку стальных листовых и полосовых заготовок производят для придания им плоскостности. Основным инструментом и приспособлениями для правки и рихтовки деталей при сборочных работах являются молотки, правильные плиты и рихтовочные специальные бабки.Для правки применяют молотки с круглым сферическим или гладким бойком для того, чтобы не оставлять забоин на заготовке. Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком. При изготовлении рихтовочного молотка нужно в прорезь его корпуса плотно запрессовать пластинку из твердого сплава ВК6 или ВК8 и заточить ее радиусом 0,1 — 0,2 мм.
Для правки деталей с окончательно обработанной поверхностью и деталей из цветных металлов и сплавов применяют молотки со вставными бойками из мягких металлов.
Вставные бойки могут быть медные, свинцовые и деревянные в зависимости от материала обрабатываемой детали. Правке или рихтовке подвергают детали как в холодном, так и в нагретом состоянии.
Выбор приемов и способов правки и рихтовки зависит от величины прогиба, размеров и материала детали.
Правку можно выполнять ручным способом на стальной или чугунной плите или наковальне и машинным — на правильных вальцах.
Правильную плиту изготовляют из стали, серого чугуна, монолитной или с ребрами жесткости, и обязательно устанавливают на массивной деревянной опоре (столе) для того, чтобы в процессе правки поглощался шум. Рабочая поверхность плиты должна быть ровной и чистой. Плиту размером свыше 750X 1000 мм устанавливают на деревянных столах, которые должны обеспечить устойчивость и горизонтальность ее положения.
Рихтовочные плиты используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и термически обрабатывают, затем поверхность шлифуют.
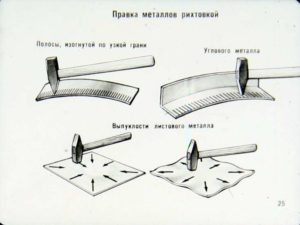
Рис. 4. Приемы рихтовки заготовок из листового (а), полосового (б, в) и пруткового (г) материала
Детали обычно правят вручную с помощью различных инструментов и приспособлений, реже для этой цели применяют гидравлические прессы. При правке и рихтовке независимо от формы и толщины детали необходимо надевать рукавицы.
Детали из листового материала (для трактора, автомобиля, комбайна и др.) могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различной формы. При рассмотрении деформированных деталей можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.Для того чтобы выровнять поверхность детали, нужно положить ее на плиту, установленную на специальном деревянном столе. Правку листового материала толщиной от 0,5 до 1,2 мм производят перекрест ным способом. Удары молотком должны быть частые и легкие их надо наносить от края к центру выпучины.
При этом левой рукой придерживая деталь, все время перемещают ее по плите и меняют место нанесения удара молотком.
Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх, так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к вмятине края, по которому наносят ряд ударов молотком в пределах, отмеченных мелом. Затем наносят удары по другому краю.
После этого по первому краю наносят повторные удары, указанные точками на детали 3, и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к середине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки.
Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию новой неровности.
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности детали на небольшом расстоянии друг от друга имеется несколько выпуклых мест, под ударами молотка выпуклости соединяются в одну, которую правят молотком вокруг ее границ.
Тонкие листы правят легкими деревянными молотками (киянками) или молотками с деревянными наконечниками, медными, латунными или свинцовыми молотками, а очень тонкие листы выглаживают на ровной плите металлическими или деревянными брусками.
Правку полосового металла осуществляют в следующем порядке. Изгиб отмечают мелом, после чего надевают на левую руку рукавицу, в правую берут молоток и в левую полосу. Полосу располагают на плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках.Наносят удары по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны (чем больше искривление и чем толще полоса, тем сильнее удары). По мере выправления полосы силу удара уменьшают и чаще поворачивают полосу с одной стороны на другую до полного выправления.
При нескольких выпуклостях сначала выправляют крайние, а затем средние.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а при необходимости более точного контроля — на разметочной плите по просвету или наложением линейки на полосу.
После закалки стальные детали иногда коробятся. Правку закаленных деталей называют рихтовкой. В зависимости от характера рихтовки применяют различные молотки с закаленным бойком или специальные рихтовочные молотки с закругленной узкой стороной бойка.
Деталь при этом лучше располагать не на плоской плите, а на рихтовочную бабке с выпуклой поверхностью. Удары наносят рихтовочным молотком не по выпуклой, а по вогнутой стороне поверхности полосовой детали 3. Прежде чем приступить к рихтовке детали, нужно в первую очередь определить место изгиба.
Затем надеть на левую руку рукавицу и положить деталь на рихтовочную бабку, установленную на деревянном столе.
После этого рихтовочным молотком 4 наносят легкие удары по вогнутой поверхности детали, при этом деталь перемещают вверх и вниз по поверхности бабки и периодически проверяют прямолинейность лекальной линейкой или на контрольной плите с помощью щупа.
При правке заготовок из прутка на выпуклой стороне мелом отмечают границы изгибов. Затем надевают на левую руку рукавицу, в правую берут молоток и укладывают пруток на наковальню выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к середине.
Сила удара зависит от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами при поворачивании прутка вокруг оси. Если пруток имеет несколько изгибов, сначала правят крайние, а затем расположенные в середине.
Рис. 5. Рихтовка заготовок квадратного сечения
Детали квадратного сечения правят в такой последовательности: выявляют покоробленные участки, устанавливают места, где имеется больше вогнутых и выпуклых изгибов, и приступают к правке или рихтовке так, как было указано выше.
На рис. 5, а показан способ рихтовки штанги квадратного сечения с установленными на ней ножами на круглой бабке рихтовочным молотком.Перед рихтовкой надевают на левую руку рукавицу и захватывают конец штанги, после чего укладывают штангу на поверхность бабки так, чтобы вогнутая поверхность находилась в центре металлического рихтовочного диска бабки.
Затем бойком рихтовочного молотка наносят легкие поперечные удары по поверхности штанги, а левой рукой перемещают штангу вперед и назад по поверхности диска до тех пор, пока не выровняются плоскости штанги.
Если ножи штанги не параллельны друг другу, ее устанавливают в тиски между планками и на вилку стойки. Вилку закрепляют гайкой, а губки тисков зажимают так, чтобы штанга не провисала. Затем правой рукой снизу на штангу надевают специальный рычаг (плечо рычага 500 мм).
Придерживая штангу левой рукой, правой рукой нажимают на конец рычага и выравнивают штангу так, чтобы ножи ее стали параллельны друг другу. Освободив штангу из тисков, устанавливают ее на вилку на уровне глаз и закрепляют гайкой.
Затем проверяют параллельность расположения ножей.
Реклама:
Правка металла
Правка металла

В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс.
Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали.
В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.
Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца.
Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины.
Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.
Однорогая наковальня
В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.