Электрохимическое травление нержавеющей стали
Травление нержавеющей стали в домашних условиях
Нержавеющая сталь ценится в промышленности благодаря тому, что она устойчива к коррозии. Ее используют в медицине, пищевой промышленности, строительстве, на производстве. Для определенных целей нужны разные виды нержавейки, которые получают несколькими способами.
Антикоррозийные свойства металла обеспечиваются оксидной пленкой на поверхности листа. Единственным минусом покрытия является низкая устойчивость к факторам окружающей среды:
- пыли;
- высокой температуре;
- металлической стружке.
В результате кислородный сплав становится тоньше, а изделие ржавеет. Чтобы избежать этого, обработка металла проводится в специальном помещении, где хранятся только полированные изделия и абразивы.
Основные этапы обработки
Процесс изготовления детали из нержавеющей стали состоит из 4 этапов. В ходе работ применяются разные виды обработки, в зависимости от конечного назначения детали.
Технологический процесс изготовления детали
Первый этап – резка нержавейки. Металлические листы необходимо нарезать на заготовки, которые позже соединят в единую деталь. Для этого используются ручные и автоматические приемы обработки. Они дают высокую точность и маленький процент брака.
Вторая часть обработки нержавейки – зажим. Станки надежно фиксируют заготовки, чтобы избежать перекосов. После этого в местах стыков делают сварные швы. Надежный метод соединения заготовок обеспечивает прочность и устойчивость к механическим воздействиям. Качественные сварные соединения выглядят аккуратно, незаметны под слоем краски.Финальный этап изготовления детали из нержавеющей стали – шлифовка. Проводится на станке или ручными инструментами. Абразивный материал обрабатывает поверхность нержавейки, делает ее гладкой и блестящей.
Виды обработки нержавеющей стали
Самый современный вид нарезки заготовок – лазерная резка. Тонкий лазерный луч нагревает поверхность металла и разрезает его. Технология подходит не только для нержавеющей стали, но и для других металлов, вне зависимости от их физических свойств. Метод обеспечивает низкий процент брака, так как используется только термическое воздействие, оно не наносит вреда нержавейки.
Гидроабразивный способ
Гидроабразивная резка используется большое давление воды с абразивными веществами в ней. Технология основана на отрыве металлических частиц под большим потоком твердых веществ. Процесс резки металла:
- Подача воды в большой резервуар.
- Смешивание воды и абразива, чаще всего используется песок.
- Подача раствора в сопло.
- Воздействие водой на листы металла.
Гидроабразивный способ обработки метала
Штамповка
Холодная штамповка – это обработка нержавеющей стали с использованием штампов. Позволяет получить одинаковые изделия. С помощью этого метода возможно:
- пробить отверстия в нержавейке;
- сделать резьбу;
- загнуть детали;
- сделать гравировку.
Пробивные станки способны изготовить металлоконструкции любой формы: витрины, решетки, ограждения, стеллажи, рекламные стойки, мебель.
Штамповка в одноручьевом закрытом штампе
Токарный способ
Токарная обработка нержавейки позволяет получить заготовки сложной формы. На токарном станке можно поставить специальные приспособления, дающие нужный результат:
- сверла;
- фрезы;
- резцы;
- плашки.
Поступательное движение резцов по нержавейке разрезает лист на нужные формы. Эта работа проводится под контролем мастера, который учитывает техническое задание, размер и форму заготовки.
Фрезерование
Фрезерная обработка нержавеющей стали позволяет получить зубчатые колеса, сложные отверстия и выемки. Вращающаяся фреза выполняет работу на закрепленной детали. Управление фрезерными станками осуществляет человек или ЧПУ.
Встречное и попутное фрезерование относительно детали
Слесарные работы
Слесарные работы занимают далеко не последнее место в обработке металла. Они выполняются вручную или с применение станков и слесарных инструментов. В ходе этих работ заготовки соединяются в единый механизм. Процесс работы:
- Разметка металлоконструкции. Производится на плоскости или в трехмерном пространстве.
- Снятие остатков металла с заготовок.
- Правка и гибка конструкций для придания нужной формы.
- Шабрение – метод полировки для лучшего прилегания частей конструкции.
- Сверление и нарезка резьбы.
- Соединение всех частей.
- Спаивание или наложение сварных соединений.
Особенности шлифовки и полировки
Финальная обработка металла – это шлифовка поверхности до гладкого состояния. Необходима для придания изделию привлекательного вида, так как конструкции из нержавейки часто выполняют декоративные функции. Механическая полировка позволяет сделать дефекты обработки незаметными для потребителя. Выполняется вручную и с использованием электрических или пневматических инструментов.
Таблица полиролей для металла
Особенности травления
Травление нержавейки – это постобработка детали с целью убрать следы деформаций, сварных швов, дефектов. Заключается в обработке поверхности кислотами и щелочами. Используется в домашних условиях, чтобы вернуть нержавейке металлический блеск после термической обработки.
Нержавеющий материал можно найти в любой квартире. Обработка нержавеющей стали производится на предприятиях в нескольких этапах. Для каждого изделия технологи выбирают наиболее приемлемый метод.
Таблица травления нержавеющей стали
по теме: Обработка нержавеющей стали
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.
Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения.
Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование.
Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными.
Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе.
Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.
Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги.
Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской.
Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.Травление нержавейки в домашних условиях — Станки, сварка, металлообработка
Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа.
Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера.
Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления.
Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.
Преобладающими способами травления нержавеющих сталей являются щелочное и кислотное, которое может интенсифицироваться электролизом или протекать без такового.
Травление кислотами
Максимальный эффект травления нержавеющей стали кислотами достигается при последовательном взаимодействии поверхности нержавеющей стали в ваннах с двумя типами кислот – серной и азотной. Очередность стадий следующая
- Обезжиривание, удаление крупных зацепок, окалины
- Травление в сернокислотной ванне (концентрация 10-12%) или сернокислотной ванне (8% серной кислоты, 4% соляной). При этом происходит разъедание окалины и шероховатостей на поверхности. Идеальная температура протекания процесса находится между 60 и 80 градусов Цельсия. Контроль этого параметра важен для управления процессом. Продолжительность обработки зависит от марки стали, наличия контролируемого соотношения, концентрации кислот. В случае истощения ванны возможны проявления точечной коррозии. Для примера, сталь с 18% Cr, 8% Ni требует от 23 до 45 минут травления в сернокислой ванне. Сокращения времени обработки в два раза можно добиться, если проводить эту операцию в среде контролируемой атмосферы.
- Промывка в большом количестве проточной воды
- Погружение обрабатываемой детали в ванну, наполненную раствором азотной кислоты и плавиковой (10 – 20, 1-2 весовых процентов, соответственно). При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
- Повторная промывка большим объемом водой
Представленный способ является базовым и имеет множество вариаций. Травление в одной азотнокислой ванне, с примесью кислоты плавиковой, увеличивает время травления до 30 минут.
Заменителем плавиковой кислоты может выступать фтористый натрий.
Увеличение концентрации плавиковой кислоты до 10% позволяет проводить процесс при низких температурных показателях, позволяя избежать предварительного опускания в серную кислоту.
Сокращение времени травления в серной кислоте можно добиться, добавив не более 5% хлористого натрия. Такой ход дает необходимый эффект за 15 минут, но при той же температуре, порядка 80 градусов Цельсия.
Будьте осторожны: если необходимо произвести процедуру, в помещении с недостаточной аспирацией, замените компоненты второго этапа травления. Кислоты выделяют вредные пары при травлении. Предлагается для замены раствор сернокислого железа (7%) и плавиковой кислоты (2%).
Для правильного выбора метода кислотного травления нужно знать, учитывать состояние окисной пленки на поверхности нержавеющей стали. Внешний вид может подсказать о составе пленки. Зеленый цвет окалины говорит о высоком содержании окислов хрома. Соответственно действие кислотных сред будет затруднено и потребует большего времени.
Рекомендуется промежуточная механическая очистка между двумя ваннами, если снятие окалины затруднено.
Электролитическое травление
Одним из вариантов, распространенных на современных предприятиях, является электролитическое травление. Заготовка или деталь, помещенная в кислотную ванну, подключена к положительному или отрицательному контакту.
При прохождении тока на поверхности нержавеющей стали происходит выделение кислорода. Газообразная фаза оказывает механическое воздействие на оксидную пленку.
Это помогает ускорить процесс обработки и качество получаемой поверхности.
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.
- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды
Применение паст целесообразно для обработки сварочных швов нержавеющих марок стали. Обработанный шов способен противостоять коррозии даже в условиях сырого помещения автомобильной мойки.
Щелочное травление
Обработка поверхности нержавеющей стали расплавом каустической соды называется щелочным травлением.
Следует отметить, что при этом процессе происходит разрушение окисной пленки, при этом химикалии не реагируют с металлом.
Повышение температуры способствует разъеданию оксидной пленки, улучшая качество обрабатываемой поверхности. Резкое охлаждение в жидкости также способствует улучшению обрабатываемой поверхности.Добиться 100% результата при этом типе обработки практически невозможно. На металле возможны остаточные плены от окислов хрома, окислов никеля и железа. Среди рекомендаций по окончательной доводке таких дефектов значится кратковременная обработка в азотнокислой ванне.
Методы щелочного травления
Различают следующие методы
- Выдержка в соде. нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.
Материалы для ванн
Правильный выбор материала для изготовления травильных ванн сложная задача для химиков и материаловедов.
Рекомендуются емкости:
- покрытые керамикой
- покрытого стеклом кирпича
- дерево, бетон с покрытием из свинца
- вещества, производные от резины
- определенные марки нержавеющей стали для кислотных ванн.
азотистой с примесями плавиковой или соляной кислоты позволяет применять такие же материалы. Исключение составляют лишь свинец, как покрытие, керамику с повышенным содержанием кремния, из-за их взаимодействия.
Применение стали вполне возможно для использования в ваннах со щелочью, отслеживая протекание и интенсивность электролиза в непосредственной близости к материалу.
При определенных условиях и содержании кислоты, ее температуры, характера есть возможность применять для травильных емкостей нержавеющие марки стали. Такие, например, как 8Х18Н8М или 10Х20Н25М4.
Из приведенной в этом обзоре информации можно сделать вывод, что режим обработки, химический состав ванны, необходимость дополнительной механической обработки, применение электролиза должны определяться исходя из конкретных начальных условий (марка стали, состояние оксидной пленки, технологические возможности) и регулироваться в контексте ожидаемого конечного результата.
Обработка нержавейки после сварки
Нержавеющие стали активно используются в промышленности для изготовления емкостей и трубопроводов под агрессивные жидкости. В быту из этого металла изготавливают кухонные принадлежности и красивые полотенцесушители.
Зеркальная поверхность имеет привлекательный вид, а изделие способно служить очень долго. Но чтобы добиться такого эффекта на готовой конструкции требуется правильно обработать сварные швы нержавейки. Если этого не сделать, то места сварки будут иметь желтый и черный цвет, или они могут даже поржаветь.
Травление нержавеющей стали: показания, методы травления и материалы
Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа.
Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера.
Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления.
Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.
Преобладающими способами травления нержавеющих сталей являются щелочное и кислотное, которое может интенсифицироваться электролизом или протекать без такового.
Погружная обработка кислотами высокой концентрации
Процедура осуществляется на специализированных участках, поскольку связана с выделением насыщенных паров кислот, опасных для здоровья. Технология включает несколько этапов.
- Растворение окалины путем погружения сварного узла в ванну с раствором серной (6-8% от объема) и соляной (2-4%) кислот. Смесь нагревают до 60-80 градусов, делают выдержку в течение получаса. Быстрее разрушить окисную пленку помогает электролитическое погружное травление: через ванну пропускают ток, а изделие подсоединяют к положительному или отрицательному полюсу
- Интенсивное промывание в воде.
- Погружение в емкость, где смешаны азотная (весовая доля -10-20%) и плавиковая (1-2%) кислоты.
- Промывание в большом количестве воды.
Обработка готовыми смесями кислот
Препараты для травления сварных швов выпускают в виде паст, спреев, гелей, концентратов, содержащих в своем составе от 2 до 4 кислотных компонентов. Удобнее всего пользоваться густыми пастообразными смесями.
Они укладываются более толстым слоем, лучше удерживаются на вертикальных поверхностях, их активность проявляется уже при +10оС. Самыми эффективными считают пасты SAROX TS-K 2000, Avesta BlueOne, Stain Clean (ESAB).
Травление выполняется в таком порядке:
- Удаление грязи, ржавчины, обезжиривание изделия любым моющим средством. Очищающий препарат наносят на 30 мин.
- Травление. Покрывают швы травильным гелем или пастой, захватывая по 20 см влево и вправо, спреи распыляют по всей поверхности изделия.
Время воздействия составляет от 10 до 90 мин – это зависит от концентрации препарата, химического состава стали, толщины окалины, температуры окружающей среды.
- Пассивирование. Наносится вещество, создающее на поверхности нержавейки устойчивый слой оксида хрома.
Время выдержки – 30-60 мин.
Оборудование
Для травления необходим специальный инструмент и оснастка.
- Кисти, пластмассовые лопатки – они должны быть стойкими к кислоте.
- Распылители – с их помощью обрабатывают крупногабаритные изделия.
- Металлические ванны для погружного обезжиривания и травления. В их конструкцию входят паровые змеевики для подогрева раствора и вентиляционные кожухи для выведения вредных паров, образующихся при травлении. Изнутри ванны покрываются кислотостойкой футеровкой.
- Емкости для промывки. Их изготавливают без футеровки и вентиляции, ванны для холодной промывки – без паровых труб.
В серийном производстве применяются карусельные травильные установки.
выполняет травление нержавеющей стали после сварки строго по технологии и согласно техническим требованиям чертежа. Работы производятся квалицированными специалистами на современном оборудовании, качество продукции отвечает нормам, заложенным в международном стандарте ISO 9001.
Как ни странно, но и на качественной, хорошей нержавеющей стали со временем могут появиться следы ржавчины. Это происходит, как правило, в так называемой «агрессивной среде», при повышенной влажности и температуре. Чтобы этого не случилось, не следует допускать соприкосновения стали с пылью и стружкой металла.
При последующей обработке не подвергайте изделие вредному и разрушительному воздействию щелочи и кислот. После сварки на поверхности изделия образуется тонкий оксидный слой. Он ослабляет сопротивление соединения к коррозии. Коррозия разделяется на электрохимическую и химическую.
- Электрохимическая — это развал металла в электролитах.
- Химическая — это разрушение металла от воздействия окружающей среды.
Способы обработки нержавеющей стали после сварки
Для этого вам потребуется специальный защитный костюм и маска. Как правило, при травлении используются серная, соляная, плавиковая или азотная кислоты в виде гелей, паст, аэрозолей, спреев. Для травления швов лучше применять пасты с очень густой консистенцией. Пасту необходимо наносить кистью, очень ровным слоем.
Первый способ — травление кислотами.
- Разъедание окалины при помощи соляной и серной кислоты. Необходимо соблюдать строжайший контроль насыщенности раствора и температуры.
- Промывание водой.
- Погружение в ванну со смесью плавиковой и азотной кислоты.
- Тщательная промывка.
Процесс травления нержавеющей стали кислотами.
В воздухе образуются пары кислот, это требует серьезного подхода к защите кожи и органов дыхания. Данный процесс имеет множество различных вариаций с концентрацией состава, временем и последовательностью действий.
Электролитическое травление является одним из способов кислотного травления. В ванну пропускается электрический ток, либо постоянный, либо переменный, он оказывает механическое воздействие. Вышеописанные способы очень сложны и требуют крупных финансовых вложений.
Когда нужно пассивировать
Для нового оборудования многое зависит от его происхождения.
Высококачественное оборудование часто погружается в азотную кислоту, как один из последних этапов в производстве, и, возможно, потребуется только хорошая чистка для удаления масляных остатков перед первым использованием. Производители менее дорогого оборудования после обкатки, сварки, полировки могут пропустить окончательного погружения с целью экономия денег.
Даже если вы знаете кто источник вашего нового оборудования, я бы склонялся к обоим шагам тщательной очистки и пассивации.
Тщательная очистка требуется, чтобы удалить масла, полировочные составы и другие загрязняющие вещества, которые могли бы испортить ваше пиво.
Но дополнительный шаг пассивации после очистки — это не высокая цена, по сравнению с достаточно дорогим оборудованием из нержавеющей стали, которое может прослужить для вас всю жизнь.
Также вы должны рассмотреть пассивацию вашей нержавейки в любой момент, если считаете, что повредили защитный слой хрома.Это включает в себя устойчивые пятна, которые требуют чрезмерной очистки, любые царапины, вмятины на нержавеющей стали, воздействия от обычной стали, стальных или железные губки, или воздействия отбеливающих чистящих средств.
Кроме того, если вы часто используете его для варки, будет не плохой идеей для пассивации каждый год или через два только в качестве профилактической меры.
И, наконец, если вы заполучили ржавчину или коррозию, важно исправить это немедленно. Мягкий абразив, такой как Bar Keeper’s Friend, поможет вам удалить ржавчину, а также будет пассивировать область, чтобы предотвратить от дальнейшее повреждения.
Травление нержавейки в домашних условиях

Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.
Процедура травления нержавеющей стали
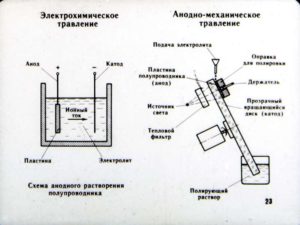
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое).
Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки.
Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.
Травление изделия из нержавейки с помощью кислоты
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
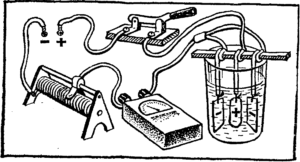
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.
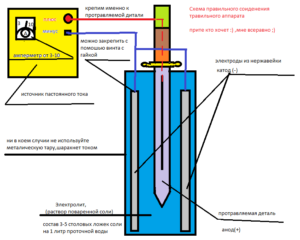
Схема изготовления зондов с помощью электрохимического травления
Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).
Результат после химического травления
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.
Травильный спрей для нержавеющей стали
Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100оС до 20 мин. при 300оС. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5оС.
Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.
Сатинирование (полировка и шлифовка)
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина.
В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком.
Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.
Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 8500С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.
Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.
Схема струйного хромирования стали
по теме: Травление металла в домашних условиях
Травление металла в домашних условиях — этапы гравировки металла
Травлением называют процесс обработки металла, в результате которого с поверхности удаляется слой определенной толщины под воздействием активных химических веществ (кислот или солей с кислой реакцией), а также постоянного тока в ванне с электролитом.
Травление металла может преследовать различные цели и применяться в промышленности и домашних условиях.
Поверхность изделия, подвергаемого травлению, получает целый ряд технологических и декоративных свойств и позволяет рассмотреть его микроструктуру в металлографический микроскоп, удалить окалину и другие неметаллические включения с поверхности, получить необходимый ювелирный орнамент или подготовить к пайке.
К травлению, называемому также электрохимической гравировкой, в домашних условиях или в гараже прибегают чаще всего для получения рельефных изображений на различных предметах с декоративными функциями.Чаще всего ему подвергают стали с высокой твердостью, обработка которых обычным гравировальным инструментом требует больших усилий.
Этот процесс не представляет высокой сложности даже при отсутствии художественных навыков, если соблюдать его технологию.
Подготовка поверхности металла
Для того, чтобы процесс травления протекал с высокой скоростью, а толщина удаляемого слоя была одинаковой, с поверхности изделия следует удалить все загрязнения и следы масел.
Для этого подойдут обычные моющие и чистящие средства, используемые для мытья посуды, и тёплая вода.
После мытья и просушки поверхность следует протереть фиброй, смоченной в растворителе, который, кроме обезжиривания, способствует удалению остатков влаги.
Отдельно стоит сказать о качестве обработки поверхности. Полировка в зеркало впоследствии гарантированно даст хороший контрастный рисунок даже при небольшой глубине травления. Но если ее выполнение невозможно по каким-либо причинам, поверхность можно обработать наждачной бумагой так, чтобы риски от нее шли в одном направлении. Это также даст хороший оптический эффект.
Нанесение рисунка
Для нанесения рисунка на металл можно использовать массу различных способов, работающих по одному и тому же механизму: участки, не подвергающиеся травлению, защищаются от воздействия агрессивной среды или электролита.