Гибка листового алюминия
Гибка листового алюминия
Компания ООО «Стил-М» предоставляет услуги по гибке металла любой сложности по привлекательным ценам. Этот вид обработки листового металла позволяет обойтись без сварки, и в итоге получить более прочное и долговечное изделие. К тому же отсутствие сварочных швов обеспечивает длительную антикорозийную устойчивость и полную герметичность заготовки.
В результате использования листогибочного пресса получаются целостные, долговечные и эстетически правильные изделия. ООО «Стил-М» уже более шести лет занимается гибкой металлических изделий на заказ и за это время успела зарекомендовать себя как надежная и стабильная компания.
Наши специалисты имеют высокую квалификацию и большой опыт, благодаря чему быстро и качественно выполняют свою работу, учитывая все пожелания заказчика.
Цена гибки рассчитывается индивидуально с каждым заказчиком и зависит от типа металла, его толщины и сложности процесса изготовления изделия. Для того чтобы рассчитать стоимость выполняемых работ, свяжитесь с нашим менеджером, а приблизительные цены на услуги вы можете посмотреть в приведенной ниже таблице.
| Толщина, мм | 500 мм | 1000 мм | 1500 мм | 2000 мм | 2500 мм | 3000 мм |
| 0,5 мм-0,8 мм | От 20 руб. | От 30 руб. | От 44 руб. | От 55 руб. | От 70 руб. | От 80 руб. |
| 1 мм-1,5 мм | От 20 руб. | От 35 руб. | От 46 руб. | От 55 руб. | От 72 руб. | От 85 руб. |
| 2 мм | От 22 руб. | От 35 руб. | От 48 руб. | От 5 руб. | От 75 руб. | От 85 руб. |
| 2,5 мм | От 22 руб. | От 36 руб. | От 51 руб. | От 60 руб. | От 80 руб. | От 90 руб. |
| 3 мм | От 23 руб. | От 38 руб. | От 57 руб. | От 65 руб. | От 85 руб. | От 110 руб. |
| 4 мм | От 25 руб. | От 47 руб. | От 67 руб. | От 70 руб. | От 110 руб. | От 150 руб. |
| 5 мм-12 мм | От 28 руб. | От 49 руб. | От 80 руб. | От 190 руб. |
*Стоимость зависит от сложности выполняемых работ. Подробную информацию уточняйте у менеджера по телефону +7 (495) 491-80-17, +7 (903) 720-02-17
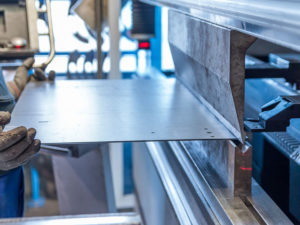
Технология гибки металла в ООО «Стил-М» представляет собой производственный процесс, состоящий из следующих этапов:
- 1. Подготовка. Во время этого этапа определяется конфигурация и габариты готового изделия, количество углов и точек сгибов.
- 2. Раскройка. Прежде чем приступить к непосредственной гибке, металлический лист раскраивается лазерной резкой до необходимых размеров.
- 3. Зажим. На этом этапе металл устанавливается на гибочный станок и зажимается гидроцилиндрами, благодаря которым лист плотно фиксируется на станке.
- 4. Гибка. Заключительный этап – это непосредственная гибка металла листогибочным гидравлическим прессом.
В настоящее время резка и гибка в металлопроизводстве очень востребованы и являются одними из приоритетных направлений нашей компании. На наших листогибочных станках успешно реализуется гибка тонколистного металла, арматуры и профильных труб.
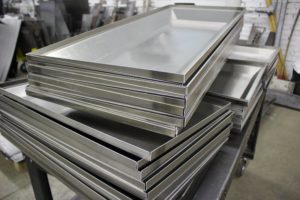
В результате использования этой технологии получаются металлические уголки, короба, полки, швеллеры, строительные профили и другие изделия высокого качества как с простой, так и со сложной конструкцией.
Примеры выполненных работ специалистами нашей компании вы можете посмотреть на нашем сайте в данном разделе.На производстве ООО «Стил-М» используется только качественное оборудование, оснащенное современными системами программного обеспечения. Его преимуществами являются максимальная точность, высокая скорость выполняемых работ и возможность справляться с самыми сложными задачами.
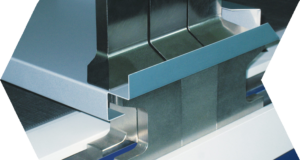
Примеры получаемых профилей
Используемое оборудование
Усилие: 170 t
Длина гиба: 3340 mm
Длина хода max.: 180 mm
Максим. потребляемая мощность станка: 13 kW/gt
Масса станка: 11 t
Габариты LxBxH: 3,75 x 2,20 x 2,65 mm
Универсальная система: ручная обработка с любой стороны, что подходит для широкого круга задач
Скорость вращения поворотного инструмента: 133 об./мин
Усилия пробивки 17, 20 или 23 т при макс. толщине листа 8 мм
Скорость пробивки до 700 ударов в минуту при шаге 1 мм
Преимуществом такого типа пресса является то, что он может быть универсальным и выполнять разные виды работ. Управление таким оборудованием осуществляет оператор, все работы выполняются без привлечения физического труда.
© 1999 — 2019 ОБРАБОТКА МЕТАЛЛА — РЕЗКА, РУБКА, РАСКРОЙ, СВАРКА, ГИБКА, ОЦИНКОВКА И ПОКРАСКА. Карта сайта
Как провести гибку алюминия в домашних условиях?
Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Гибка листового алюминия: что особенного в этом процессе
25 Апрель 2019 Гибка листового алюминия: что особенного в этом процессе
Вопросы, рассмотренные в материале:
- В чем особенности гибки листового алюминия
- Какой листовой алюминий можно гнуть
- Какова технология гибки листового алюминия
Свойства алюминия позволяют изготавливать из него огромное количество полезных вещей. При этом наибольшее удобство представляет собой листовой материал.
Гибку тонкого листа можно выполнить с помощью специальных приспособлений разными способами. При работе с этим материалом существует своя специфика процесса сгибания и сохранения целостности изделия в месте деформации.
О том, как выполняется гибка листового алюминия и каковы особенности этого процесса, мы расскажем в нашей статье.
Особенности гибки листового алюминия
Алюминий широко применяется в области машиностроения, строительства и других промышленных отраслях. Большинство изделий из этого материала изготавливают в результате его сгибания или резки.
Чтобы придать изделию сложную форму, понадобится гибка.
Современное высокотехнологичное оборудование значительно упрощает этот процесс, позволяя создавать изделия, полностью отвечающие требованиям заказчика.
Посредством гибки листового алюминия изготавливается огромное количество металлических изделий, включая:
- оконные и дверные профили;
- уголки, швеллеры, полочки;
- кожухи для оборудования;
- складские стеллажи и полки;
- торговые лотки;
- корпуса для оборудования;
- кронштейны;
- водоотводы, карнизы и пр.
Любой алюминиевый сплав можно подвергнуть сгибанию. Толщина листового материала и его пластичность будут иметь определяющее влияние на радиус гибки.
Для каждой стороны обрабатываемой заготовки гибка листового алюминия будет проходить по-своему, поскольку упругопластическая деформация разных сторон может существенно отличаться.
Внутри угла изгиба металл сжимается в продольном направлении и растягивается в поперечном. Снаружи ситуация повторяется наоборот: происходит сжатие в поперечном направлении и растягивание в продольном. Так реагируют крайние слои листовой заготовки, а нейтральный слой, расположенный между укороченным и удлиненным слоями, остается равен первоначальному размеру заготовки.
В процессе гибки узкой полосы листового алюминия происходит значительная деформация поперечного сечения. Толщина в месте изгиба снижается, а внутри угла происходит расширение материала с поперечной кривизной. При этом снаружи происходит сужение. Таким образом происходит смещение нейтрального слоя в месте изгиба ближе к малому радиусу.
Это существенно отличает процессы сгибания узких и широких полос. В случае гибки листового алюминия в виде широких полос также наступает утончение материала, при этом изменения поперечного сечения не происходит из-за большой ширины изделия. Деформация может наступить только на краю полосы.
Чаще всего гибка сопровождается деформацией материала с образованием продольного и радиального напряжения, что обусловлено давлением наружных слоев металла на внутренние, при этом пик давления наблюдается около нейтрального слоя.
Поперечную деформацию можно уменьшить, если увеличить ширину заготовки. В этом случае ширина будет оказывать значительное сопротивление, препятствуя деформации. Чтобы упростить гибку листа, можно пренебречь изменением боковых поверхностей. В таком случае деформацию следует воспринимать как деформацию сдвига.
Гибка листового алюминия с малым радиусом закругления и высокой степенью пластической деформации существенно отличается от гибки с большим радиусом закругления и малой степенью пластической деформации.В первом случае напряжения и деформации распространяются на некоторую длину, не концентрируясь под ребром пуансона. Минимальные радиусы гибки определяются в зависимости от пластичных свойств материала, чтобы в процессе сгибания не появлялись трещины.
То есть они соответствуют предельно допустимым изменениям крайних волокон.
Какие марки листового алюминия можно подвергать гибке
Современные производства выпускают несколько разновидностей листового алюминия, отличающегося своими физическими свойствами и пластичностью. Наибольшую популярность получили следующие виды алюминиевого листа:
- Отожженный (маркировка М). Представляет собой очень мягкий сорт алюминия, имеющий высокую пластичность и широкие деформационные возможности. К его недостаткам можно отнести то, что такой лист может легко порваться, если приложить слишком большую силу.
- Полунагартованный (маркировка Н2). По сравнению с сортом М имеет большую жесткость, но сохраняет свои пластичные свойства. Гибка листового алюминия сорта Н2 может выполняться за один проход свыше угла 90°. Повышенная жесткость такого листового алюминия позволяет предотвратить появление вмятин на его поверхности. Широкое применение он получил при выполнении облицовочных работ.
- Нагартованный (маркировка Н). Этот сорт алюминия получается методом холодного уплотнения, когда готовый листовой алюминий дополнительно пропускают через валы специального станка. В результате материал приобретает повышенную прочность, выдерживая серьезные нагрузки без деформации поверхности. Может гнуться в пределах 90°.
- Закаленный или естественно состаренный (маркировка Т). Является наиболее твердым сортом листового алюминия. Обладает высокими прочностными характеристиками, но довольно сложен в обработке. Гибка листового алюминия марки Т на холодную под углом 90° может стать причиной появления трещин. Из этого сорта металла делают детали и узлы, на которые в процессе эксплуатации возлагается очень большая нагрузка.
Сплавы алюминиевого листопроката принято классифицировать следующим образом:
- Технические сплавы с маркировкой 1105 и ВД1 – легко гнутся и обладают малым удельным весом листа.
- Алюминиево-магниевые сплавы с маркировкой АМГ – хорошо гнутся и устойчивы к воздействию кислот. Сделаны из легированного алюминия с добавлением магния и марганца. Основная сфера применения: баки и емкости, детали яхт и других плавательных средств.
- Пищевые сплавы с маркировкой А5 и АД – представляют собой нагартованный, полунагартованный или отожженный сорт металла.
- Сплавы повышенной пластичности с маркировкой АМЦ – материал, созданный для изготовления деталей сложной формы (автомобильные радиаторы и пр.).
- Дюралюминий с маркировкой Д – является высокопрочным сортом алюминия, способным выдержать значительную силу воздействия без изменения поверхности материала. Не способен гнуться. Чаще всего используют для изготовления изделий путем штамповки.
- Особо прочные авиационные сплавы с маркировкой В – разработаны специально для изготовления деталей авиастроительной и автомобильной промышленности, где на изделие ложится высокая степень нагрузки. Гибка листового алюминия марки В осуществляется при помощи специального метода прессования и штамповки.
В ГОСТе 21631-76 вы можете более подробно изучить особенности и технические характеристики существующих разновидностей алюминиевого листового проката.
Технология гибки листового алюминия
При наличии воздушного зазора между стенками V-образной матрицы и листом осуществляется «свободная» гибка, называемая еще «воздушная». Это очень популярный метод обработки металла.
Гибка при полном прижатии листа к матрице называется калибровкой. Этот метод появился очень давно и в настоящее время используется для определенных случаев, когда другой метод не эффективен. Рассмотрим подробнее данные способы гибки листового алюминия.
1. Свободная.
С помощью этого метода происходит сгибание листа, но с ограниченной точностью.
Основные характеристики метода:
- Лист вдавливается траверсой с помощью пуансона на выбранную глубину по оси Y в канавку матрицы.
- Лист не имеет точек соприкосновения со стенками матрицы, оставаясь в воздушном пространстве.
- Соответственно, геометрия гибочного инструмента не является определяющей. Угол гибки зависит от положения оси Y.
Современные прессы позволяют настроить точность оси Y до 0,01 мм. Верно определить угол в зависимости от положения оси Y достаточно трудно, поскольку для каждого угла эта величина будет отличаться. Различия обусловлены свойствами самого металла, особенностями гибочного инструмента и настройками хода опускания траверсы.
Свободная гибка обладает рядом достоинств:
- Высокая упругость: Можно получить любой угол гибки (входящий в промежуток между углом раскрытия V-образной матрицы), не меняя гибочных инструментов.
- Снижаются расходы на инструмент.
- Не требуется больших усилий для сгибания.
- Варьирование усилий позволяет достичь различных результатов. Чем больше раскрыта матрица, тем меньше усилий необходимо для гибки. При удвоении ширины канавки понадобится в два раза меньше усилий. Соответственно, вы можете обрабатывать более толстый металл, раскрывая шире матрицу с тем же усилием.
- Не требует больших вложений, поскольку необходим пресс с меньшим усилием.
Конечно, это чисто теоретические выкладки, так как, возможно, вы захотите приобрести дополнительное оснащение к столь экономичному прессу в виде оси заднего упора, манипуляторов и пр.
Недостатки воздушной гибки:
- углы гибки тонкого листа не отличаются высокой точностью;
- свойства материала могут оказывать влияние на точность повторения;
- специфические гибочные операции данным методом не выполнить.
Воздушная гибка листового алюминия подходит для листов толще 1,25 мм. Если ваш материал толщиной менее 1 мм, то лучше использовать калибровку.
При гибке наименьший внутренний радиус должен быть больше толщины листа. В противном случае подходит только калибровка. Внутренний радиус меньше толщины листа можно сделать лишь на очень мягком материале. Так, для этих целей можно использовать медь.
Воздушная гибка помогает изготавливать большой радиус. Это достигается с помощью пошагового перемещения заднего упора. Но если вы хотите получить высокое качество большого радиуса, то рекомендуем обратиться к методу калибровки.
2. Калибровка.
Отличается высокой точностью, но малой гибкостью. Угол гиба зависит от усилия и гибочного инструмента. Металл плотно зажимается пуансоном и матрицей. При таком варианте свойства материала не могут повлиять на угол гиба и отсутствует упругая деформация.
При калибровке сложно рассчитать требуемое усилие. Сделать это можно пробным путем, согнув на гидравлическом прессе небольшой образец. Следует понимать, что усилие калибровки может до 10 раз превышать те, что необходимы для свободной гибки.
Калибровка дает целый ряд преимуществ:
- позволяет сделать любые формы с помощью металлического инструмента;
- доступен маленький внутренний и большой внешний радиус;
- обеспечивает высокую точность углов гиба, независимо от толщины и свойств материала;
- позволяет сделать Z-образные профили и глубокие U-образные каналы;
- применяя стальные пуансоны и матрицы из полиуретана, можно изготовить любые формы для толщины до 2 мм;
- эффективна на гибочных прессах, которые сами по себе не обладают точностью, позволяющей качественно выполнять свободную гибку.
Недостатки калибровки:
- по сравнению со свободной гибкой требуется большее усилие (в 3–10 раз больше);
- для каждой формы нужен свой специальный инструмент;
- необходима частая смена инструмента (кроме больших серий).
Многие разновидности листового алюминия сгибаются очень легко. Но сплав дюралюминия и специальные закаленные листы с повышенной жесткостью подвергнуть гибке очень трудно, поскольку они могут просто лопнуть в месте сгиба.
В связи с этим гибка листового алюминия композиционных составов выполняется путем предварительной выборки паза в том месте, где планируется делать сгиб. Технология выборки достаточно проста: по закрепленным направляющим ручным фрезером делают паз на 2/3 глубины листа. Если вы хотите согнуть листовой алюминий под углом 90°, то при выборке паза угол развертки должен быть 90–110°.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Экспресс расчет
стоимости заказа
Узнайте предварительную стоимость заказа,
отправив нам необходимую информацию:
Услуги гибочных работ
Гибкой металла называют процесс деформации заготовок или металлопроката, необходимый для получения металлических изделий заданной формы. Гибка дает возможность избежать сварочных работ, сохранить неизменную прочность конструкции, предотвратить воздействие коррозии, неизбежное в местах сварочных швов.
Виды гибочных услуг
- лазерная
- слесарная
- радиусная
- ручная
- холодная
- горячая
- чпу
- на прессе
- на листогибе
- на вальцах
- фигурная
- фасеточная
Гибка изделий
- листового металла
- уголков
- труб
- профиля
- швеллера
- арматуры
- прутков
- деталей
- двутавров
- балок
- элементов кровли
- круга
- квадрата
- змеевиков
Гибка листового металла
| Длина гиба, мм | 101 | 201 | 501 | 1001 | 1501 | 2001 | 2501 | больше 2500 |
| Толщина листа, мм | Цена | |||||||
| 0.5 | 11 руб. | 15 руб. | 21 руб. | 35 руб. | 48 руб. | 60 руб. | 75 руб. | 88 руб. |
| 1 | 11 руб. | 15 руб. | 22 руб. | 36 руб. | 48 руб. | 60 руб. | 75 руб. | 88 руб. |
| 2 | 11 руб. | 15 руб. | 22 руб. | 36 руб. | 50 руб. | 61 руб. | 76 руб. | 93 руб. |
| 2.5 | 11 руб. | 15 руб. | 23 руб. | 36 руб. | 53 руб. | 61 руб. | 76 руб. | 109 руб. |
| 3 | 11 руб. | 16 руб. | 23 руб. | 39 руб. | 60 руб. | 61 руб. | 93 руб. | 130 руб. |
| 4 | 14 руб. | 19 руб. | 25 руб. | 43 руб. | 71 руб. | 78 руб. | 119 руб. | 172 руб. |
| 5 | 16 руб. | 10 руб. | 29 руб. | 48 руб. | 81 руб. | 101 руб. | 153 руб. | 212 руб. |
| 6 | 17 руб. | 23 руб. | 30 руб. | 57 руб. | 97 руб. | 120 руб. | 182 руб. | 256 руб. |
Гибка труб
| Сортамент, диаметр | Цена |
| 57 мм | От 298,00 р. |
| 76 мм | От 398,00 р. |
| 89 мм | От 448,00 р. |
| 102 мм | От 498,00 р. |
| 108 мм | От 548,00 р. |
| 133 мм | От 748,00 р. |
| 159 мм | От 1480,00 р. |
| 194 мм | От 2098,00 р. |
| 219 мм | От 2498,00 р. |
| Сортамент | Цена |
| 30х30 | От 98,00 р. |
| 40х20 | От 118,00 р. |
| 40х25 | От 118,00 р. |
| 50х25 | От 138,00 р. |
| 50х50 | От 158,00 р. |
| 60х30 | От 178,00 р. |
| 60х60 | От 198,00 р. |
| 80х60 | От 248,00 р. |
| 80х80 | От 298,00 р. |
| 100х50 | От 398,00 р. |
| 100х100 | От 548,00 р. |
| 120х80 | От 698,00 р. |
| 120х120 | От 748,00 р. |
| 140х120 | От 948,00 р. |
| 140х140 | От 1048,00 р. |
| 160х160 | От 1498,00 р. |
| 180х180 | От 1998,00 р. |
| 200х200 | От 2698,00 р. |
| Сортамент | Цена |
| N10 | От 298,00 р |
| N12 | От 348,00 р. |
| N16 | От 398,00 р. |
| N18 | От 698,00 р. |
| N20 | От 898,00 р. |
| N24 | От 1498,00 р. |
| N27 | От 1998,00 р. |
| N30 | От 2498,00 р. |
| Сортамент | Цена |
| N10 | От 398,00 р. |
| N12 | От 498,00 р. |
| N14 | От 698,00 р. |
| N16 | От 948,00 р. |
| N18 | От 1248,00 р. |
| N20 | От 1498,00 р. |
| N22 | От 1698,00 р. |
| N24, №25 | От 1998,00 р. |
- Алюминий
- Сталь
- Медь
- Бронза
- Латунь
- Дюралюминий
- Титан
- Свинец
- Олово
- Чугун
- Железо
| Цена, в зависимости от длины | |||
| Толщина | До 1000 мм | До 2000 мм | До 3000мм |
| До 1.0 мм | 36 руб. | 41 руб. | 56 руб. |
| 1.5 мм | 41 руб. | 52 руб. | 76 руб. |
| 2 мм | 46 руб. | 56 руб. | 91 руб. |
| 2.5 мм | 51 руб. | 66 руб. | 101 руб. |
| 3 мм | 56 руб. | 71 руб. | 111 руб. |
| 4 мм | 61 руб. | 81 руб. | 116 руб. |
| 5 мм | 71 руб. | 91 руб. | 146 руб. |
| 6 мм | 76 руб. | 101 руб. | 156 руб. |
| 8 мм | 81 руб. | 121 руб. | 166 руб. |
| Стоимость услуги | ||
| Длина детали | Длина детали | |
| Толщина металла | от 20мм до 1000 мм | от 1000 мм до 2050 мм |
| до 1 мм | 8 рублей | 13 рублей |
| 1,5 мм | 13 рублей | 18 рублей |
| 2 мм | 18 рублей | 23 рублей |
| 2.5 мм | 23 рублей | 28 рублей |
| 3 мм | 28 рублей | 33 рублей |
| 4 мм | 38 рублей | 48 рублей |
| 5 мм | 48 рублей | 58 рублей |
| 6 мм | 58 рублей | 78 рублей |
На предприятиях процесс гибки выполняется в несколько этапов:
- Подготовка – заранее просчитываются размеры, конфигурация будущих изделий, намечаются углы и точки сгибов;
- Раскрой заготовок – металлические листы разрезаются в соответствии с чертежами;
- Заготовки зажимаются в специальной станине с использованием гидроцилиндров;
- Гибка металла выполняется усилием, передаваемым гидравликой, пневматикой или электромеханическим приводом;
- Контроль уже готовой продукции – замеры и передача заказчикам.
Операции гибки не ограничиваются листовым металлом, часто для создания металлоконструкций нужно изменить форму профиля, либо трубы. Радиусный изгиб трубы выполняется на станках под воздействием нескольких сил – одновременное давление на внешнюю и внутреннюю стороны профиля создает требуемую кривизну.
Оборудование для гибки металла
Оборудование различается по принципу действия и функциональным возможностям. В производственных условиях предпочтение отдается станкам с ЧПУ, потому что они обеспечивают как производительность, так и безупречность качества на выходе.
Виды станков:
- Гидравлический: насос создает избыточное давление, под его действием передвигается поперечная балка. Балка прижимает заготовку к рабочему столу, выполняя правку, гибку детали по заданным параметрам;
- Электромеханический: станина с установленной поворотной балкой, работает на педальном управлении. Предназначен для длинных листов металла, можно сгибать сталь толщиной до 2,5 мм и оцинкованные листы;
- Электромагнитный: в качестве воздействующего элемента применяются электромагниты. Такие станки применяются для создания коробов, деталей сложной формы с разносторонними углами и сгибами.
Отдельно следует выделить мобильные переносные станки, такие приборы незаменимы на строительных площадках, когда конструкция стационарна и требует небольших доработок.
Как провести гибку алюминия в домашних условиях?

Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов.
Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки.
С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом.
Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы.
Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
для сгибания металлических деталей. Представляют собой компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку.
Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре.
Далее можно сгибать лист без боязни повредить его.
Как согнуть листовой металл , оцинковку, в домашних условиях. Полезные советы.
Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей.
Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
Как провести гибку алюминия в домашних условиях? Ссылка на основную публикацию
Услуги по гибке профиля
На сегодняшний день довольно-таки часто требуются услуги гибки алюминия. Это связано с тем, что материал является одним из самых востребованных в области строительства и промышленности.
ЗАО «Варяг» обладает солидным опытом, накопленным за годы нахождения на рынке предоставления сервиса услуг по металлообработке, а также всегда находится в курсе новых инженерных изысканий и применяет их на практике.
Производственные мощности предприятия позволяют осуществлять работы с металлом любой сложности, более того, каждый вид операций сопровождается еще и несколькими вариантами выбора.
Гибка алюминия по радиусу – лишь одна из многочисленных предоставляемых услуг.
ГАРАНТИЯ ЛУЧШЕЙ ЦЕНЫ
НАШЛИ ДЕШЕВЛЕ? Снизим цену!
| На рынке с 1965 |
| Более 50 лет на рынкеметаллообработки |
| Всегда в срок |
| Мы работаем в 2 смены,24 часа, 7 дней в неделю |
| Заказ от 30 000 руб |
| Работаем с минимальнымизаказами |
| Металл в наличии |
| Мы всего напрямуюработаем с поставщиками |
| Мы в Москве |
| Производство в чертеМосквы внутри МКАД |
| Идеальный рез |
| 100% совпадение счертежами заказчика |
Произведение работ по гибке алюминиевого профиля
Алюминиевый профиль – длинномерная заготовка. Чаще всего, его гибка производится профилированием – с помощью холодной деформации фигурными валами на профилегибочном станке.