Импульсно дуговая сварка своими руками
Импульсно дуговая сварка своими руками — Справочник металлиста
В сварочном деле появляются все более совершенные технологии. Одна из них – импульсная сварка. Используется импульсная сварочная технология в различных сферах: в строительстве современных трубопроводов, в промышленном и гражданском строительстве и в быту.
Этот вид сварки эффективен в работе с конструкциями, выполненными из сталей и сплавов меди, алюминия, никеля, титана и других цветных металлов. Она используется в сварке стыковых соединений при обработке кромок с узкими щелями из толстолистового металла.
Импульсно дуговая сварка была разработана в качестве альтернативы дуговой сварке, у которой много нареканий по качеству и производительности
Особенности импульсной сварки
Суть импульсной сварочной технологии – соединение металлических поверхностей посредством коротких импульсов, за счет запаса энергии аккумулятора подключаемого к электрической цепи. Ее отличительной особенностью является возможность выполнения неразъемных соединений металлов, имеющих разнородный состав.
Для выполнения сварки импульсным током необходимо специальное оборудование – импульсный сварочник и расходные материалы. Сварочный аппарат – это устройство, который обеспечивает дозирование энергии сварочных импульсов. В качестве расходных материалов используются плавящиеся и неплавящиеся электроды.
В зависимости от типа электродов, сварка выполняется двумя способами:
- С использование неплавящихся электродов с помощью импульсной дуги;
- С использованием плавящихся электродов, с контролем проплавления и переноса металла электрода в тело шва и контролем разбрызгивания сварочной капли.
Импульсная сварка представляет собой цикличный контролируемый процесс переноса металла в среде защитного газа:
- Мощный импульс отделяет и переносит одну каплю металла сварочной проволоки на изделие;
- Сила тока падает до значения, позволяющего только поддерживать дугу, но недостаточную для отделения и переноса капли металла;
- В сварочной ванне идет остывание;
- Повторение цикла.
В принципе работы импульсного сварочного аппарата используется преобразование сетевого напряжения в постоянное, после чего происходит преобразование выпрямленного напряжения в высокочастотное. В импульсный сварочник входят:
- Выпрямитель низкочастотный;
- Инвертор;
- Трансформатор;
- Выпрямитель высокочастотный;
- Рабочий шунт;
- Блок управления (электронный).
Импульсная сварка имеет несколько вариантов. Для каждого из них характерны свои особенности и сферы назначения. Выделяют четыре основных разновидности сварки:
- Конденсаторная;
- Инерционная;
- Магнитно-импульсная;
- Аккумуляторная.
Рассмотрим подробнее каждую из них.
Конденсаторная
Конденсаторная сварка осуществляется агрегатами, как малой, так и большой мощности. Максимально выдаваемый ток мощных агрегатов может достигать 100 000 А и больше.
Сварочные аппараты конденсаторного типа отличаются большой точностью дозирования энергии, затрачиваемой на сварочный импульс.
Эта сварка осуществляется путем сильного выплеска энергии и предназначается для соединения алюминия и нержавеющих сталей.
Инерционная
Этот вид сварного соединения имеет в своей основе применение накопленной энергии вращающегося массивного маховика генератора. Для разгона и вращения маховика в конструкции имеется электродвигатель.
Накопленная маховиком кинетическая энергия, после снижения частоты оборотов передается импульсам тока сварки.
Для выполнения инерционной сварки применяется сварочный инвертор импульсный – аппарат, принцип работы которого заключается в использовании импульсного резонанса.
Магнитно-импульсная
Сварочное оборудование магнитно-импульсного типа преобразует электрическую энергию в механическую. Это происходит за счет наведения магнитного поля. Под его действием, и под действием высокого давления, происходит сварное соединение между деталями. Магнитно-импульсная сварка применяется в соединении любых материалов как однородных, так и разнородных по составу.
Аккумуляторная
В аппаратах, предназначенных для аккумуляторной сварки, используются щелочные аккумуляторы. Они имеют прочную конструкцию и хорошо выдерживают короткие замыкания.
Что выбрать – полуавтоматическую сварку или импульсно-дуговую?
В последнее время распространение получила импульсно дуговая сварка полуавтоматом. Он состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Надо сказать, что это единственная автоматизированная операция.
К преимуществам данного вида сварки относят высокую производительность и непрерывность сварочного процесса. Но, у метода есть и недостатки. Это, прежде всего – разбрызгивание металла во время сварки. Почти 30% проволоки не попадает точно в шов.
Брызги металла требуют дополнительных трудозатрат на их зачистку, что в свою очередь портит внешний вид изделия.
Импульсная сварка ручная лишена этих недостатков. Использование данной сварочной технологии позволяет получать максимально качественные сварочные параметры. Она сочетает в себе лучшие достижения других технологий. Вот основные ее достоинства:
- Сварочное соединение получается надежным, с ровными краями;
- Практически исключается брак в виде прожогов и несплавлений;
- Эффективный мониторинг дуги;
- Управляемость процесса переноса металла;
- Отсутствуют брызги металла;
- Рациональный расход проволоки;
- Сварка производится на разных по составу металлах;
- Незначительные затраты на обработку швов.
Импульсную сварку применяют в монтаже трубопроводов разного назначения. Для этих конструкций очень важен провар шва и и хорошо сформированный обратный валик, не требующий зачистки. Такой шов отличается высокой прочностью.
К недостаткам технологии можно отнести невозможность ее использования на больших сварочных площадях и необходимость интенсивного охлаждения индуктора.
Микроимпульсная сварка
Импульсная сварочная технология получила свое развитие в зубопротезировании в виде дуговой микросварки. Ее преимущества заключаются в целесообразности использования этой технологии при сварке такого тонколистового зуботехнического металла как титан.
Используемый микроимпульсный сварочный аппарат хорошо себя зарекомендовал в зуботехнической практике. Это устройство способно соединять любые дентальные сплавы, в том числе титан. По качеству сварного шва он не уступает лазерному аппарату, но при этом стоит гораздо дешевле.
Поэтому его могут себе позволить владельцы даже небольших зуботехнических клиник.
Микроимпульсный сварочный аппарат имеет закрытый корпус, который защищает от искр и вспышек, а также оснащен удобным наконечником и яркими светодиодами, что позволяет работать с максимальным удобством. Для работы с подобным устройством навыков сварщика не требуется.
Импульсный сварочный аппарат своими руками
В домашних условиях можно изготовить сварочный аппарат своими руками. Запчасти для этого устройства можно легко найти в продаже, однако при этом надо учитывать некоторые тонкости.
Особое внимание необходимо уделить транзисторам, так как они быстро выходят из строя. Поэтому на этих деталях лучше не экономить. Самодельный сварочный инвертор оснащается четырьмя транзисторами, которые присоединяются к изолированным радиаторам.
Для того чтобы правильно собрать импульсный сварочный аппарат, необходимо просчитать его мощность и силу тока. Примеры расчетов можно посмотреть в Интернете.
Установленный фильтр поможет поддерживать напряжение 220 В. Для сборки своего аппарата понадобятся инструменты и специальные приборы, такие как осциллограф, паяльник, мультиметр, вольтметр и т.д.Во время сборки следует соблюдать технику безопасности.
Поделись с друзьями
Как самостоятельно собрать импульсный сварочный аппарат
> Советы электрика > Как самостоятельно собрать импульсный сварочный аппарат
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить.
Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам.
При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
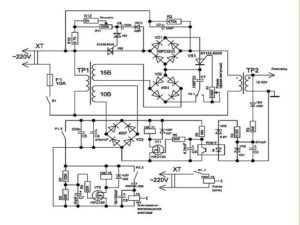
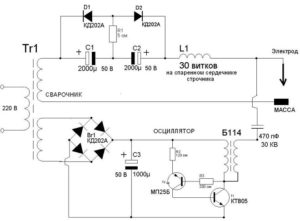
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Импульсная сварка своими руками
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.
Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку.
Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого.
В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
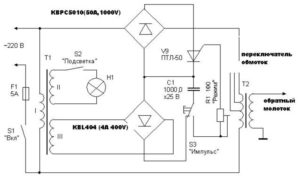
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
Также мы привели несколько таблиц со спецификациями используемых комплектующих.
Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.
Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.
Плата
Ниже вы можете видеть схематичное изображение печатной платы.
А вот схема расположения всех элементов на плате.
Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).
Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов.
Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы.
Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто.Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды.
Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока.
Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь.
К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место.
На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху.
При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%.
Это значит, что такой аппарат просто не может раскрыть весь свой потенциал.
Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится.
Это, конечно, минус.
Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя.
Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно.
Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ.
Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие.
Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.
[Всего : 0 Средний: 0/5]
Импульсная сварка своими руками: инструкция, схема, характеристика и применение устройства
Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер
Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Аппарат в собранном виде
Достаточно посмотреть на рисунок расположен ниже, чтобы иметь простое представление о внешнем виде такого типа сварки.
К корпусу также присоединяется каркас с обдувом, адаптер управления (она является неотъемлемой частью корпуса), штекер для сварочного тока.
Электропредохранитель и сетевой адаптер также должны находиться на корпусе.
Практика использования
Аппараты, собранные так, как говорится в инструкции, работают продолжительное время. Сварочные стыки получаются достаточно прочными.
Самодельный импульсный сварочник, подойдет только для использования в хозяйстве, а вот для профессиональной работы он непригоден. Затратная часть при сборке такого сварочника не отставит равнодушным ни одного хозяина.
Напряжение, которое необходимо для работы такого устройства должно быть в пределах 220 В. Но иногда могут быть сбои напряжения, особенно если работы выполняются в загородном доме.
Несмотря на это, дуга имеет стабильное и простое воспламенение. Наиболее подходящий тип электродов для самодельного сварочного устройства — это электроды, которые плавятся.
Такой тип сваривания достаточно прочный и имеет вполне устойчивое возгорание дуги.
Чтобы всё-таки собрать самодельный импульсный сварочный аппарат нужно выделить всего лишь немного свободного времени. И результат не останется неоправданным.
Это будет наиболее экономным вариантом, исходя из надобности выполнения сварочных работ. И это никак не влияет на качество выполненной работы.
Приоритеты сварочного аппарата, изготовленного собственными силами
От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие. И конечно же, не вся электропроводка сможет выдержать такую мощность.
Относительно веса самодельного аппарата можно сказать, что небольшой. И его габариты могут в несколько раз быть меньше чем заводские. Без особых усилий перемещать заводской аппарат очень сложно.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Продолжительность работы самодельным импульсным аппаратом может быть больше 15-20 мин. Что превышает время работы механизма, который купили в магазине. И конечно же небольшой вес (8-10 килограмм) не доставит трудностей в домашнем использовании.
Собирая импульсный агрегат собственными силами, можно максимально сократить расходы на укомплектовываемый материал.
Например, вместо сварочных кабелей приспособить обычный кабель с сечением до 12 квадратных миллиметров. А провод от электробытовой техники применить для питания.
Небольшое заключение
Каждый кто имеет дачный участок или автомобильный гараж нуждается в устройстве для импульсной дуговой сварки. Безупречным будет сделать его собственными силами.
Такой сварочный аппарат, может быть у каждого, кто поставит перед собой такую цел. И даже не придется вызывать мастера, чтобы починить любую металлическую конструкцию.
Надежность самодельного импульсного аппарата невысокая, так как он состоит из самых обычных деталей. А что бы увеличить срок использования можно применить всего лишь лист прочного металла.
Импульсно дуговая сварка своими руками — Станки, сварка, металлообработка
Сварочные технологии никогда не отстают от скоростей научно-технического прогресса. Новые методы, материалы или оборудование постоянно пополняют и без того широкий список всевозможных способов соединения металлов и неметаллов.
Импульсная сварка – один из новых методов, который уже нашёл самое широкое применение в монтаже современных мощных трубопроводов и строительстве: как промышленном, так и гражданском.
Суть процесса
Принцип импульсной сварки.
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса — так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный — импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Электрическая схема устройства импульсной сварки.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторнаяс применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей;
- аккумуляторнаяв которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети;
- инерционнаяс использованием кинетической энергии мощного маховика;
- электромагнитнаяс получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
Чертеж устройства импульсной сварки.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
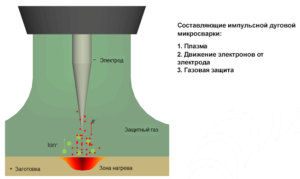
Импульсно дуговая микросварка своими руками
Это процесс сварки металлов вольфрамовым электродом в среде инертного газа, также называемый TIG-сварка (от англ. Tungsten Inert Gas). В TIG-сварке заостренный вольфрамовый электрод используется в комбинации с электрической энергией, для создания и поддержания высокотемпературного потока плазмы — плазменной дуги.
Плазменная дуга используется как источник тепла для расплавления рабочих поверхностей. Присадочный металл также может быть добавлен для наращивания стыка и формирования прочных и надежных шариков сварного шва, или сварного соединения.
Сварочные аппараты для импульсно-дуговой сварки (TIG-сварки) могут использовать энергию переменного тока или постоянного тока для создания плазменной дуги. Компания Sunstone Engineering, основываясь на своем большом опыте, сделала выбор в пользу сварочной технологии с использованием постоянного тока.
Аппараты серии Orion используют промышленную технологию емкостного разряда для импульсно-дуговой сварки. Напряжение переменного тока в сетях может меняться за день в диапазоне 20%.
Емкостные сварочные аппараты имеют преимущество над технологией переменного тока — они накапливают точно необходимое количество энергии перед процессом сварки. Это означает, что Orion может формировать повторяемые швы независимо от скачков переменного тока.
Импульсно-дуговые сварочные аппараты серии Orion — это микро-TIG сварочные аппараты, которые позволяют чрезвычайно хорошо контролировать все параметры сварки. Такой контроль позволяет работать с любыми рабочими поверхностями — от сварки тонких листов до формирования роликовых швов на стальных поверхностях среднего размера.
Почему для импульсно-дуговой сварки необходим защитный газ?
Во время процесса импульсно-дуговой сварки высокотемпературная плазма быстро плавит металл в сварочной ванне на участке применения сварки. Если воздух из окружающей среды контактирует с расплавом металла, кислород из воздуха быстро вступает в реакцию с горячим металлом.
В результате образуется оксид металла, который является хрупким, пористым, и сварочное соединение из-за этого выглядит обгоревшим.
Если мы используем инертный защитный газ, такой как чистый Аргон (аргон высокой частоты, 99.9%, марка Аргон 4.
6 и выше), мы можем предотвратить эти эффекты. Аргон используется для вытеснения кислорода из рабочей зоны сварки. Для действующей электрической дуги защитный газ выполняет роль барьера, препятствуя проникновению кислорода в зону сварки.
После охлаждения сварного соединения защитный газ отключается и прекращается его подача в зону сварки.
Что такое резистивная сварка (также называемая сваркой сопротивлением, сваркой плавлением, и контактной точечной сваркой)?
Резистивная сварка (сварка сопротивлением, сварка плавлением) очень сильно отличается от процесса TIG-сварки. В сварке сопротивлением электрический ток большой силы проходит через две рабочие детали, соединяя их между собой. В точке контакта двух материалов возникает сильное сопротивление потоку электрически заряженных частиц.
И, когда электрический ток протекает через эту точку контакта, имеет место резистивный нагрев. При достаточно большой силе тока, протекающего через рабочие детали, температура (особенно на границе раздела этих двух деталей) может стать достаточно высокой, чтобы расплавить металл в этой точке.
Терминами «сварка сопротивлением», «контактная сварка» и «точечная сварка» наглядно описывается этот процесс.
Если ограничивать величину мощности и электрического тока, поступающего на сварной шов, можно формировать временное или слабое сварное соединение, которое называется «прихваточный шов».
Независимо от применения, постоянная сварка сопротивлением также очень полезна. Аппаратами серии Orion можно приваривать лапки клемм и проводов, выполнять временные соединения, прихватывать болты, прикрывать или накрывать детали, приваривать шарнирные болты, подпорки и многое другое.
Поскольку в основе аппаратов Orion — технология промышленной сварки емкостным сопротивлением, с их помощью возможно решение всех задач — от одноразовой сварки нестандартных деталей до производственной поточной сварки.
Что такое импульсно-дуговой сварочный аппарат серии Orion?
Аппарат серии Orion — это аппарат для импульсно-дуговой сварки и аппарат для сварки сопротивлением, и все это содержится в одном компактном переносном комплекте. Такая комбинация характеристик предоставляет неограниченные возможности для творчества.
Orion может быть использован в качестве аппарата для сварки прихваточным швом — для временного фиксирования деталей непосредственно перед процессом сварки или пайки. Если увеличить выходную мощность, его можно также использовать для долговечной сварки деталей плавлением (сварка сопротивлением, контактная точечная сварка).
В режиме импульсно-дуговой сварки аппарат Orion можно использовать для формирования долговечных швов, присадки металла, и выполнения множества других удивительных и экономящих время практических задач.
Аппараты серии Orion — продукция американской компании Sunstone Engineering, используются в различных организациях, от малых предприятий до крупных корпораций из списка Fortune 500 (Apple Computers, NASA, MIT, GE, HP, Lockheed Martin, Boeing), а также многими международными правительственными и военными агентствами, образовательными институтами.