Как отличить шлак от металла при сварке
Сварочный шлак и металл: какие существуют способы отличить их друг от друга в процессе сварки?

Существуют несколько способов, помогающих отличить металл от шлака:
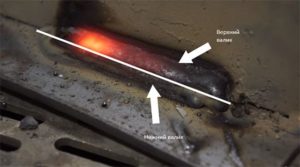
- Цвет. В процессе сварки под действием высоких температур металл начинает плавиться и приобретать красноватый оттенок. После завершения сварочной работы красный цвет меняется на более тёмный. Со шлаком всё наоборот. При сварочных работах он имеет тёмный цвет, а в тот момент, когда он начинает остывать, становится светлее металлического изделия.
- Скорость остывания. Сварочный шлак застывает намного медленнее, чем металл.
- После остывания металлический сплав имеет более плотную структуру, в то время как шлак представляет из себя рыхлую “корку”.
- При сварке сталь имеет более жидкую консистенция, шлак – вязкую.
Различия между металлическим изделием и шлаком можно заметить в процессе образования сварочной ванны. Наблюдая, как плавится основной материал, можно увидеть такую картину: под кончиком электрода образуется яркий свет, за его пределами появляются четкие границы сварочной ванны и контуры шва. Более светлый оттенок принадлежит металлу, а темный цвет за его пределами – шлаку.
Что собой представляют шлаковые включения
Шлаковые включения – серьезный дефект, который может навредить не только металлу, но и самой конструкции.
Существуют два вида: макроскопические и микроскопические шлаковые включения, которые можно обнаружить на поверхности металлического изделия. Дефектные включения могут возникнуть в результате окисления металла (окиси), флюса, механического засорения частицами электродных покрытий, загрязнения кромок.
Первый вариант шлаковых включений появляется в случае отсутствия или плохой зачистки кромок. Микровключения возникают, как правило, вследствие химических реакций, которые образуются в момент сварочного процесса и кристаллизации металла. Оба варианта включений негативно влияют на механические свойства металлического изделия.
Причины образования шлаковых включений
На появление шлаковых включений влияют следующие факторы:
- Непрофессионализм сварщика. Зачастую новички делают ошибки при работе со сварочным аппаратом, а именно выбирают не ту скорость, беспричинно изменяют длину дуги и угол наклона электрода и флюса. Неравномерное перемещение инструмента также является причиной образования шлаковых включений.
- Некачественное зачищение кромки.
- Использование электрода низкого качества. При этом процесс плавления происходит неравномерно, а частицы покрытия электрода попадают в сварочную ванну.
- Силы поверхностного натяжения шлака имеют высокие показатели, что создает препятствие для его выхода наружу. Это происходит за счет того, что в поверхностном слое шлака имеется повышенное содержание оксида кальция, магния и алюминия, приводящее к повышению поверхностного натяжения, при котором увеличиваются силы сцепления между поверхностными частицами шлака.
- Одна из причин отсутствия возможности выхода шлака за пределы сварочной ванны является быстрое застывание металла.
- Эксплуатация электродов и флюса из тугоплавких металлов и большого удельного веса.
- Малые показатели раскисления металла. Раскисление – процесс удаления растворённого кислорода из металлических сплавов, содержащие железо. Как правило, кислород является разрушителем механических свойств металла.
- Наличие на изделии остатков промышленных отходов, ржавчины, масел может замедлить или ухудшить процесс нагревания и плавления в сварочной ванне.
Почему шлак при сварке необходимо удалять
Оставшийся на поверхности металлического изделия шлак может препятствовать проверке качественности полученного шва. Сварочный процесс деталей большего объема предполагает накладывание нескольких слоев, поэтому наличие шлаковых включений может привести к некачественному соединению и трудоёмкому исправлению таких дефектов шва. Также шлаковые включения могут гасить дугу.
Состоящие из оксидов, шлаковые включения имеют пористость. Они способны снизить прочность металла и всей конструкции за счет наличия хрупкости и отсутствия прочных связей.
Присутствие на поверхности основного материала шлака может препятствовать дальнейшей обработке изделия. Это может быть как шлифовка, так и нанесение защитного антикоррозийного покрытия.
Оксиды шлака могут взаимодействовать с составляющими компонентами металлического изделия в процессе использования, в частности, с железом. Данный процесс предполагает полное разрушение конструкции.
Сварочный шлак как предпосылка возникновения шлаковых включений
Главный побочный эффект от дуговой сварки – это сварочный шлак. Он представляет собой побочный материал неметаллического происхождения, который состоит либо из расплавленного электронного покрытия плавящегося электрода (при ручной дуговой сварке, в том числе при сварке инвертором) либо из расплавленного сварочного флюса (автоматическая сварка под флюсом).
Этот материал является побочным, потому что после непосредственного соединения он подлежит удалению.
В случае, когда по каким-то причинам он начинает контактировать с затвердевающей деталью и становится уже частью полученного шва – это является серьезным дефектом. Такой результат называется шлаковыми включениями.
Они визуально видны на поверхности изделия. Удалить шлаковые включения, когда они уже полностью находятся в затвердевшей детали можно только путем сверления, чтобы потом сварить его заново.
причина возникновения шлаковых включений – это ситуация, когда небольшой объем металла слишком быстро застывает, в результате чего весь шлак не успевает «выйти» за пределы области сварочной ванны. При наличии этого дефекта эксплуатация соединения по назначению будет невозможна.
Шлаковые включения могут быть макроскопические и микроскопические. Первые появляются в случае плохой зачистки кромок либо вообще её отсутствия. Они представляют собой сферический материал, с удлиненными хвостами.
Избежать их появление можно путем тщательного очищения кромок соединяемых деталей. Микроскопические включения могут возникнуть в процессе возникновения химических реакций в процессе сварки, когда металл кристаллизуется.Полное устранение такого производственного брака невозможно, при незначительных шлаковых включениях соединение может быть признано качественным.
Существуют определенные условия и признаки, при которых устанавливается допустимое значение наличия такого вида брака на изделии.
Такие допустимости устанавливаются в зависимости от количества, расположения и размера дефектного шва; от процентного соотношения площади всего брака к площади наплавленного металла на изделии; от удельного веса наплавленного металла.
Причины, по которым дефект необходимо удалять после работы
- При удалении шлака изделие визуальным выглядит лучше.
- Когда производится много слоёв.
- Часто изделие необходимо покрывать сверху, например, краской.
- Чтобы проверить насколько качественно выполнен шов.
Основные причины появления шлаковых включений
- Быстрое застывание металла небольших объемов, в результате чего шлак не успевает выйти за границы сварочной ванны.
- Применение электродов и флюса большого удельного веса и/или из тугоплавких материалов.
- Малые показатели раскисления металла.
Раскисление подразумевает процесс исключения из уже мягкого металла молекул кислорода. Кислород для него является вредной составляющей, которая ухудшает качество.
- Высокие показатели силы поверхностного натяжения шлака. При этом, он не всплывает на поверхность.
- Плохо зачищены кромки деталей или валики шва.
- Низкое качество электрода, а точнее его покрытия, плавление которого осуществляется неравномерно, его частицы попадают в сварочную ванну.
- Не соблюдение правил и техники и режимов соединения деталей (выбор неподходящей скорости, угла наклона электрода), изменение длины дуги без причины.
- Непрофессионализм сварщика. Если вам нужно качественное изделие, лучше привлечь к этому нелегкому делу специалиста в этой области. Если вы хотите сделать все сами, то прежде чем браться за ответственную сложную работу, нужно наработать практику с несложными соединениями.
Так выглядит сварочный шлак после удаления со шва
Профессиональные сварщики умеют сразу же отличить шлак от металла при сварке и «выгонять» его в процессе работы, однако, у каждого свои советы, как это сделать.
Некоторые утверждают, что лучше использовать новые электроды, в которых покрытие более темное, а металл красного оттенка (это не касается рутиловых электродов), другие говорят, что металл более жидкий, а шлак вязкий. На его вязкость влияет температура.
Чтобы шлак не закрывал сварочную ванну, необходимо регулировать положение электрода. Положение должно быть таким, чтобы направление газа от испарения покрытия электрода выдувало данный дефект на поверхность шва. Сварщику ни в коем случае нельзя оставлять его в сварочной ванне. Сварочный шлак должен оперативно поддаться процессу кристаллизации и без особых усилий удаляться.
Попадание шлака в готовое соединение бывает неизбежно, такой дефект если не невозможно устранить, то зачастую очень сложно. Именно поэтому существуют допустимые нормы наличия «лишних» включений в уже сваренном изделии.
Например, в межгосударственном стандарте касательно строительных стальных конструкций (введен в действие в 2001 году). В приложении к этому документу предусмотрены требования к качеству сварных соединений, допустимые дефекты.
Требования в части шлаковых включений указаны в таблице ниже.
| Длинные дефекты | He допускаются | ||
| Короткие дефекты: | |||
| стыковой шов | h ≤ 0,2 S | h ≤ 0,25 S | h ≤ 0,3 S |
| угловой шов | h ≤ 0,2 K | h ≤ 0,25 K | h ≤ 0,3 K |
| Максимальный размер включения | 2 мм | 3 мм | 4 мм |
Таким образом, чтобы обеспечить правильное появление шлака на поверхности сварочного шва, необходимо знать, как его отличить от металла. В случае, если заметно, что шлак остается в сварочной ванне и не выходит наверх, нужно изменить угол наклона электрода.
Перед процессом соединения необходимо позаботиться о надлежащем состоянии кромок, а также о правильном выборе режимов и параметров. Электроды нужно выбирать высокого качества, тогда и сварной шов будет качественный. Если соблюсти все условия, тогда шлак будет не вязкий, низкого удельного веса, с малым поверхностным натяжением.
Только в этом случае, шлаковые соединения будут взаимодействовать с деталью, увеличивая его показатели раскисления, удаляя кислород. И только тогда сварочный шлак будет легко выходить на поверхность шва. Здесь не обойтись без профессионализма сварщика, выполняющего работу.
Он должен уметь отличить шлак от металла при сварке, знать, почему вообще он появляется. Только опытный специалист сумеет сделать качественное и прочное соединение.
[Всего : 3 Средний: 4/5]
- Около сварных стыков трубопроводов, металлокаркасов, газового оборудования и т.д. нередко можно увидеть вытисненные буквы и цифры….
- Перед тем как сдать экзамены НАКС, начинающему сварщику стоит узнать, какие же виды аттестации существуют. От…
- Специалисты сварочного производства, имеющие небольшой стаж, рано или поздно могут столкнуться с необходимостью получить удостоверение НАКС….
Сварочный шлак: причины, как отличить его от металла, удаление и очищение

Соединение металлических деталей в цельные конструкции часто осуществляется с помощью дуговой сварки. Это довольно эффективная и простая технология сваривания, но основным побочным эффектом ее является сварочный шлак.
Что такое шлаковые включения
Сварочный шлак — это побочный стеклообразный материал, образующийся из расплавленного покрытия электрода или сварочного флюса. Наличие шлаковых включений считается весьма серьезным дефектом, который способен понизить качество сварного соединения и всей конструкции.
Все возникающие в процессе сварке на металлической поверхности шлаковые включения разделяют на два вида:
- макроскопические. Образуются при недостаточной зачистке свариваемых кромок или же при их отсутствии;
- микроскопические. Как правило возникают вследствие возникающих при сваривании и кристаллизации металла химических реакций.
Негативное воздействие на механические характеристики металлического изделия оказывают обе разновидности включений.
Причины, по которым шлаковые включения образуются
Довольно часто только осваивающие сварочные технологии специалисты задаются вопросом почему много шлака при сварке образуется на соединительных стыках. Появление таких включений обусловлено разными факторами:
- металл быстрее обычного остывает и шлак попросту не успевает выйти за пределы сварочной ванны;
- низкое качество электродов, используемых при сварке. При этом неравномерно происходит плавление и в сварочную ванну попадают частички электрода;
- при низких значениях раскисления металла образуется много шлака при сварке. Это процесс, при котором из уже мягкого металла устраняются молекул кислорода. Они ухудшают механические свойства металла и разрушают его структуру;
- некачественная подготовка и зачистка от грязи, ржавчины и масел свариваемых кромок;
- высокие значения поверхностного натяжения шлака препятствуют всплытию его на поверхность;
- применение флюса или электродов из тугоплавких металлов и с большим удельным весом;
- не соблюдении режимов и технологии сварки, например, неправильно подобранный угол наклона или же неподходящая скорость перемещение электрода.
Чтобы осуществлялась сварка без шлака или же с минимальным его количеством, желательно обратиться за помощью к опытным сварщикам. Если вы хотите самостоятельно сваривать, то следует научиться сваривать самые простые элементы и только потом приступать к более сложным.
Как шлак отличить от металла
С разными проблемами и вопросами при создании металлоизделий посредством сваривания сталкиваются сварщики, особенно новички. Например, многие затрудняются как отличить шлак от металла при сварке.
В действительности отличить металл и шлаковые включения несложно. Для этого следует обратить внимание на следующие факторы:
- цвет. Под воздействием высокой температуры металл при сваривании расплавляется, приобретая при этом красноватый оттенок. При остывании цвет покрасневшего металла темнеет. Совершенно иначе ведет себя шлак. Он непосредственно в процессе сваривания имеет темный цвет, а при остывании становится светлее;
- скорость остывания. Металл в отличии от шлака застывает намного быстрее;
- структура остывшего металлического сплава более плотная, а шлаковые включения являют собой рыхлую корочку;
- текучесть. Металл при расплавлении более жидкий, что способствует большей его подвижности. В процессе сваривания несложно увидеть, как он закипает. Шлак более тягучий и хуже прогревается.
Отличить шлак от металла при сварке можно непосредственно в момент, когда он появляется в сварочной ванне. Если проследить как расплавляется металл, то можно увидеть возникновение яркого света под кончиком электрода, а за его очертаниями видны четкие контуры стыкового соединения и самой сварочной ванны. Металл определяется по светлому оттенку, шлак — по темному.
Почему шлак нужно удалять
Шлаковые включения в основном состоят из оксидов за счет пористой структуры существенно понижают прочностные свойства металла. При эксплуатации сварной конструкции оксиды из шлака способны вступать с железом в химическую реакцию, что приводит к ее разрушению. Поэтому сразу после остывания, когда шлак становится черным его необходимо удалять.
На начальном этапе сварки образовавшийся над ванной шлак с окислами защищает металл от быстрого охлаждения. Поскольку намного медленнее понижается температура металла, при удалении шлака после сварки швы получаются более ровными и однородными.
Есть и другие причины, по которым рекомендовано удалять после сваривания деталей образовавшийся на стыках шлак:
- намного легче проверить качество сварного соединения, когда на нем отсутствуют шлаковые включения;
- нередко на готовые изделия наносят лакокрасочные покрытия, а наличие шлаковых вкраплений существенно ухудшает внешний вид конструкций;
- при необходимости выполнить шок в несколько слоев сперва необходимо удалить шлак и только после этого создавать следующий слой.
Обратите внимание! Если не удалить сварочный шлак, применение готового изделия может быть невозможным из-за присутствующих дефектов в виде волчков и неметаллических включений. Особенно важно это для конструкций, которые при эксплуатации будут подвергаться высоким внешним нагрузкам.
Как минимизировать шлаковые включения при сваривании металлов
Многих начинающих мастеров беспокоят вопросы «почему много шлака при сварке инвертором». Как правило такие проблемы наблюдаются при сварке, когда элементы находятся в нижнем положении.
В случаях, когда деталь расположена под уклоном, то шлак стекает намного быстрее чем жидкая металлическая смесь из сварочной ванны.
В связи с тем, что шлак не успел выйти наружу, он остается в сварочном шве.
Также шлаковые образования появляются при чрезмерно больших зазорах или при недостаточном токе в отношении к толщине металла. Намного реже проблемы со шлаком возникают при создании вертикальных швов, при этом шов остается сверху, а шлак стекает вниз.
Некоторые профессиональные сварщики советуют ставить заготовку под уклоном и варить сверху вниз, другие предлагают использовать для сварки электроды без шлака с темным покрытием.Чтобы внутрь сварочной ванны не попадали частички шлаков, следует координировать направление электрода. Располагать его нужно таким образом, чтобы при испарении электродного покрытия поток газа такой дефект «выдувало» на внешнюю поверхность соединительного стыка. Оставлять шлак в сварочной ванне нельзя. Он быстро должен кристаллизироваться, что позволит удалить его без особых усилий.
Как избавиться от шлака
Чтобы при сваривании избавиться от шлака, можно попытаться увеличить дугу. Это предотвратит затекание шлаковых образований под сварочную ванну.
Изменением полярности тока при сварке инвертором и движением от минуса к плюсу электродом можно предотвратить накопление шлака в шве. Нельзя на одном месте слишком долго задерживаться, перемещать дугу необходимо быстро и равномерно.
Если габариты изделия позволяют, можно попытаться обратно «загнать» шлак, меняя угол наклона детали. Меньше шлака дает инверторная сварка на обратных токах. Такой аппарат лучше всего использовать начинающим сварщикам, поскольку они предотвращают залипание электрода и в разы упрощают сварочный процесс.
Интересное видео
Причины появления большого количества сварочного шлака

При сварке над местом соединения металла (швом) образуется черная рыхлая корка — шлак сварочный. Он состоит из расплавленного флюса или обмазки электродов, окисленного металла. В процессе плавления и соединения свариваемых материалов и электрода он закрывает плавильную ванну. Благодаря шлаку шов остывает медленно, без доступа кислорода, и не окисляется.
Попав непосредственно в шов, расплавленные отходы становятся причиной быстрого разрушения металла. Исключить попадание окислов в шов можно изменением режимов сварки и положения детали.
Как отличить шлак от металла
Чтобы не допустить подтекания и засорения шва, необходимо знать, как отличается шлак от металла при сварке. Как правило, это разные по плотности и вязкости материалы, которые нагреваются с разной скоростью. В начале сварки металл начинает плавиться и становится красным.
После завершения сварки он быстрее остывает и темнеет. Шлак выдувается из ванны на поверхность. В начале работы он темный, плохо прогретый. Остывает медленнее и становится светлее металла.
Как отличить металл от шлака — Территория сварки
Зачистив шов и постучав по немку молотком, легко распознать металлический блеск чистой стали и черные матовые включения.
В шлаках нет чистого железа, он состоит из окислов, которые образуются при плавлении металла и флюса. Состав незначительно изменяется в зависимости от обмазки стержня, но в основном состоит из одних и тех же веществ. В таблице приведены данные по 3 видам электродов, используемым наиболее часто:
| Вещество, оксид | , % УОНИ | , % ОММ-5 | , % Ц-3 |
| железа | 7,9 | 13,2 | 18,5 |
| титана | 2,2 | 15,2 | 12,2 |
| марганца | 4,6 | 28,9 | 13,7 |
| кальция | 42 | 3,6 | 8,1 |
| диоксид кремния | 43,3 | 39,1 | 47,5 |
Состав зависит от материала самого стержня, обмазки. Частично оксид железа получается в результате контакта материала с воздухом при большой температуре.
Как увидеть сварочную ванну и отличать металл от шлака
Сварочный шлак как предпосылка возникновения сварочных включений
На начальном этапе окислы защищают горячий металл от быстрого охлаждения, закрывают шов сверху, перекрывая доступ воздуха. Затем их надо убирать, чтобы проверить качество соединения, наличие дефектов в виде неметаллических включений, волчков.
При сварке деталей большой толщины последовательно накладывается несколько швов. Неочищенный шлак будет препятствовать нормальному контакту, гасить дугу. Он останется в виде неметаллических включений — дефектов.
Причины, по которым дефект необходимо удалять после работы
Шлаковые включения имеют пористую структуру и состоят из оксидов. Они снижают прочность металла. Сразу после охлаждения, когда он становится черным, сварочный шлак следует удалять. Он пористый, хрупкий без прочных связей.
Флюс и пары шлака над ванной предотвращают окисление металла при сварке, способствуют созданию однородной структуры. После отхода его от детали в процессе остывания он становится ненужным, препятствует дальнейшей обработке детали. В процессе эксплуатации изделия оксиды из шлака могут вступить в химическую реакцию с железом. Куски, отвалившись, поломают механизм.
Основные причины появления шлаковых включений
Когда происходит быстрое охлаждение сварочного шва, шлак не успевает выйти наружу и застывает в металле. Причинами служат:
- малое напряжение;
- затекание шлака с ванны перед электродом;
- неправильно подобранный диаметр;
- ржавый и грязный металл;
- неравномерное перемещение инструмента.
На упаковке с электродами указано рабочее напряжение. Его можно немного превысить, тогда кипящий металл в ванной будет выбрасывать шлак. Необходимо подбирать правильное положение свариваемого металла, приподнять его со стороны завершения шва. Электрод держать не строго перпендикулярно, а на 10–15 ⁰ наклонить в сторону себя.
Металл в месте сварки должен быть блестящим. Его надо очистить от бытовых и промышленных отходов, окалины, масла. Они мешают контакту электрической дуги со сталью, ухудшают нагрев и расплавление материала в ванной.
Чтобы замедлить остывание сварочного шва и дать возможность шлаку свободно выйти, крупногабаритные детали и легированные металлы предварительно подогревают до 200–400⁰. Это снимает напряжение и позволяет варить сталь с высоким содержанием углерода и легирующих веществ.
КАК БОРОТЬСЯ СО ШЛАКОМ ВО ВРЕМЯ СВАРКИ
Почему когда варишь электродами образуется много шлака
В процессе сварки растворяется обмазка электродов или флюс. Выгорает часть железа, серы и фосфора из свариваемого материала. Электрическая проводимость шлака меньше, чем у металла, поэтому он хуже прогревается, гасит дугу. Повышенное напряжение и неправильно выбранные параметры работы, электроды способствуют выгоранию металла, окислению железа и других элементов стали.
Причина того, почему много шлака, кроется в его структуре. Все вещества, образующиеся в результате плавления металла от электрической дуги, легче стали, не имеют между собой прочных связей и всплывают на поверхность.
Сварка инвертором для начинающих, как варить без шлаковых включений
Инвертор превращает переменный ток в постоянный и позволяет менять полярность. Сварка на обратных токах обычно дает меньше шлака.
Преимущества инвертора перед обычным сварочным аппаратом в его малых размерах и работе от тока с бытовым напряжением 220Вт и частотой 50 Гц. Для новичков важно иметь возможность плавно менять силу тока.
Инверторные аппараты имеют дополнительные функции дуги:
- облегченное зажигание;
- аварийное отключение при залипании;
- форсажное зажигание.
Все они упрощают работу неопытного сварщика и предотвращают залипание электрода.
СВАРОЧНЫЙ ИНВЕРТОР. ТЕХНОЛОГИЯ СВАРКИ
Как избавиться
Избавиться от шлака при сварке инвертором можно изменением полярности тока и движением электрода от минуса к плюсу. При работе с тонким металлом необходимо учитывать его быстрое охлаждение и нельзя давать высокое напряжение, лист может прогореть.
Нельзя задерживаться долго на одном месте, нужно равномерно и быстро перемещать дугу. На тонкий лист крепится клемма от «–», на электрод подается «+». Толстый лист греется и остывает дольше, чтобы шлак успел выйти, на свариваемый металл подается минус, на электрод плюс.
Как начинающему сварщику варить без шлаковых включений
Почему шлакуется сварочный шов?

Что приводит к появлению дефектов? Что должен уметь сварщик, чтобы избежать их? Что необходимо предпринять в случае появления дефектов? Основные причины возникновения дефектов в сварочных швах можно разделить на три группы:
1. Качество и хранение основных и вспомогательных материалов;
2. Подготовка к сварке основных и вспомогательных материалов;
3. Квалификация сварщика.
Некачественное зажигание дуги
Некачественное зажигание — залипание электрода, чрезмерное увеличение длины дуги — приводит к непровару начала сварки, зашлаковке, порообразованию. При некачественном производстве электродов, а именно — излишнее оголение торца электродов в месте зажигания, дают пучок пор, так называемые «стартовые поры».
Необходимо остановиться, произвести механическую зачистку, выборку или вырубить зубилом дефектное начало и только после этого возобновить зажигание.
Чрезмерно «выпуклые» валики
Чрезмерно «выпуклые» валики при сварке угловых и стыковых соединений приводят к сварке последующих за ними валиков к зашлаковке, непровару между кромкой разделки и выпуклым швом или между глубокими западаниями между валиками (рис. 80).
Такие валики, как правило, получаются в следующих случаях:
- малая скорость сварки без манипулирования — увеличить поступательное движение электрода;
- манипулирование «дугой назад» при сварке вертикальных и потолочных швов — перейти на метод «лестницей» или «дугой вперед»;
- угол наклона электрода (сварка «углом назад») для потолочных швов — перейти на сварку «углом вперед» или под прямым углом к направлению сварки;
- малый сварочный ток для нижнего положения — увеличить ток;
- чрезмерный сварочный ток для вертикальных и потолочных швов — уменьшить до минимума.
Во время сварки необходимо следить за полнотой и геометрией шва, жидкой ванной и управлять ею путем манипулирования скоростью и наклоном электрода. Очень важна задержка на кромках. Чем больше прогреваем кромку, тем лучше формируется на ней жидкий металл шва при уходе электрода к другой кромке, а не собирается в середине шва.
Подрезы
Подрезы ведут к зашлаковке и непровару. На рис. 81а показаны подрезы: 1 — в теле сечения шва, очень опасный, особенно при сварке нержавеющих сталей.
Подрез образуется; 1) при раннем уходе электрода от кромки (незаполнении кратера электродным металлом); 2) при очень короткой дуге («сварка опиранием»), когда «козырьком» обмазки подрезается кристаллизующийся металл шва; 3) при резком уходе от кромки. Жидкотекучий шлак заполняет подрез.
В то время, когда проплавляем другую кромку, шлак застывает в подрезе и при возврате не всегда удается выплавить его. Это и приводит к дефекту.
Чтобы избежать этого, необходима задержка на кромке до полного заполнения кратера электродным металлом. Переход к другой кромке осуществлять плавно, без резких колебаний.
Наплывы
Рис. 81б. При чрезмерной задержке на кромке получается подтек жидкого металла, а также при большом сварочном токе, когда сварщик не справляется с жидким металлом шва. Наплыв срубить, зачистить.
Непровары
В чертежах, техпроцессах или справочниках по сварке встречается установка зазора при сборке от 0 до 2-3 мм.
Сборка без зазора или с зазором меньше рекомендуемого, при сварке V-образной разделки (без под варки корня шва с обратной стороны) приведет к дефектам — непровару и зашлаковке корня шва (рис.
82); а при 2-сторонней сварке Х-образной и V-образной (с подваркой с обратной стороны) — потребует дополнительных затрат и времени для более глубокой выборки обратной стороны корня шва, частичного скоса кромок и излишнего расхода электродов на заполнение глубокой выборки.
Свищи
Свищи в кратере шва при окончании сварки возникают при чрезмерном сварочном токе, а также когда отрыв дуги производится удлинением дуги.
Усадочная раковина
Усадочная раковина чаще всего появляется при сварке корневого валика, больших толщин металла, большого зазора и особенно при сварке аустенитных сталей, а также чрезмерно большого тока и чрезмерной величины сварочной ванны.
При усадке в кратере валика иногда возникает трещина. Это резко снижает производительность труда ввиду необходимости механической зачистки после окончания каждого электрода.
При сварке сталей перлитного класса с жестким креплением деталей чаще всего образуется раковина с трещиной, а при сварке аустенитных сталей причиной появления раковин с трещинами является низкая теплоотдача и высокое линейное расширение.
Необходимо кратер выводить обратно на шов или на кромку разделки.
Рекомендуется сварку производить:
- обратно-ступенчатым способом;
- непрерывно (двумя сварщиками) с перехватом дуги;
- методом «дуга в дугу».
Поры
Поры в сварном шве образуются по многим причинам:
- некачественная подготовка кромок (грязь, окалина, ржавчина) — зачистить;
- большое содержание влаги приводит к образованию пор, необходимо произвести предварительный подогрев свариваемых кромок и прокалку электродов;
- сквозняки в зоне сварки;
- некачественные электроды: ржавый металлический стержень, эксцентричное покрытие приводит к «козырьку» и увеличению длины дуги;
- сильное магнитное дутье, при котором происходит большое отклонение дуги, что увеличивает ее длину;
- несоответствие основного металла и присадочного материала по химсоставу. И другие причины, которые требуют подготовки в конкретном случае.
Причины, зависящие от квалификации сварщика, вызывающие поры:
- нечеткое зажигание дуги (залипание, подъем электрода после зажигания на очень высокую длину дуги) и попытка переплавить такое зажигание приводит к дефектам;
- сварка длинной дугой.
Детальное изучение практических советов, отработка при тренировке, применение их на практике помогут сварщикам в работе повысить качество сварочных операций, выполняемых в процессе изготовления и монтажа ответственной продукции для АЭС, ТЭЦ, химического и другого оборудования на предприятиях, где предъявляются высокие требования коварным соединениям.
Тудвасев В.А «Рекомендации сварщикам», 1996
Как отличить шлак от металла при сварке
» Статьи » Как отличить шлак от металла при сварке
Сварщики-новички сталкиваются с множеством проблем и вопросов, возникающих в процессе. Так, на первых этапах многим сложно отличить шлак от металла, и то, как выгонять этот шлак во время сварки. В этой статье мы расскажем о том, как это сделать и что нужно для того чтобы сварочный шов получился качественным.
Главным отличием плавящегося металла от шлака, во время сварки, является его текучесть. Металл является более жидким и подвижным, а в процессе самой сварки отчетливо видно, как он закипает в сварочной ванне. В свою очередь, шлак является более тягучим и имеет более темный оттенок.
Часто возникают ситуации, когда шлак наплывает на сварочную ванну. В такой ситуации сварщику практически ничего не видно, и чтобы избежать это, ему приходится наклонять электрод таким образом, чтобы струя газа (которая испаряется из обмазки) выдувала шлак обратно на сварочный шов. После этого, сварочная ванна вновь открывается и место сварки становится отчетливо видно.
Проводя аналогию, можно привести пример тазика с мыльной водой. Чтобы увидеть воду через пенку, её необходимо сдуть и только тогда вам откроется вид на воду, и всё содержимое в ней.
Таким образом, начинающему сварщику всегда необходимо держать в голове одно правило – шлак ни в коем случае не должен сбегать в сварочную ванну, и тогда качество сварочных швов станет на порядок лучше.
Почему шлакуется сварочный шов
Шлаковое включение — дефект сварного шва, в виде остатков шлака в металле сварного шва оставшегося после кристаллизации металла. Различают шлаковые включения: линейные (3011); разобщенные (3012); прочие (3013).
Допустимый дефект при изготовлении неответственных конструкций.
Недопустимый дефект. При сварке конструкций работающих при малоцикловом нагружении и ответственных конструкций.
Включения являются внутренними дефектами поэтому обнаруживаются методами неразрушающего контроля.
Как отличить шлак от металла при сварке — Справочник металлиста
При сварке над местом соединения металла (швом) образуется черная рыхлая корка — шлак сварочный. Он состоит из расплавленного флюса или обмазки электродов, окисленного металла.
В процессе плавления и соединения свариваемых материалов и электрода он закрывает плавильную ванну. Благодаря шлаку шов остывает медленно, без доступа кислорода, и не окисляется.
Попав непосредственно в шов, расплавленные отходы становятся причиной быстрого разрушения металла. Исключить попадание окислов в шов можно изменением режимов сварки и положения детали.
Характерные ошибки и дефекты сварки
При наплавлении первого валика вдоль корня стыкового шва проникновение металла в корень может быть недостаточным в силу недостаточной силы сварочного тока или чрезмерной скорости сварки. Причина может также заключаться в слишком большом диаметре электрода для данной канавки. При слишком большой силе сварочного тока может произойти прожог корня шва.
Дефекты сплавления
Если сила тока недостаточная или слишком высокая скорость сварки, могут произойти несплавления между наплавленным и основным металлом.
Несплавления могут иметь место и в том случае, если используется слишком маленький электрод при сварке на большом участке холодного основного металла. В этом случае следует использовать электрод большего диаметра и подогревать основной металл.