Как сделать наждачную бумагу своими руками
Как сделать копировальную бумагу в домашних условиях — Металлы, оборудование, инструкции
Как известно, в процессе промышленного производства бумаги сильно страдает экология. Каждый человек может уменьшить масштабы разрушения лесов, если будет использовать переработанное сырье. Сделать это совсем несложно, к тому же изготовление бумаги в домашних условиях – интересный процесс, к которому можно подключить детей.
Производство бумаги началось более двух тысяч лет назад в Китае. До этого важная информация записывалась на других материалах:
До появления бумаги записи делали на камнях
- камень;
- глиняные дощечки;
- пергамент;
- древесная кора;
- папирус.
В некоторых странах производился бумагоподобный материал из шелка, бамбука или конопли. Однако результат оставлял желать лучшего: материал получался очень дорогой и непрочный. Прочную и качественную бумагу первым смог сделать министр земледелия Цай Лунь. Он провел множество экспериментов, пока не получил материал, на котором можно было писать.
В наше время бумага производится в огромных масштабах, что не может не сказываться на состоянии лесов. Использование переработанного сырья поможет сохранить окружающую среду более чистой, ведь деревья необходимы нашей планете для выработки кислорода.
Современная машина по производству бумаги
А еще сделанная своими руками бумага будет особенно цениться среди любителей handmade. Такую вещь можно окрашивать разными цветами, добавлять в нее высушенные лепестки цветов или семена. Кроме того, материалу можно придать интересную текстуру при помощи кружева, мятых газет и других материалов.Правильный подход, умелые руки и фантазия помогут сделать дизайнерскую бумагу, которую можно успешно использовать для создания оригинальных открыток, креативных поделок и бумажных панно. А также на ней можно рисовать и создавать скетчи, которые будут выглядеть очень необычно и привлекательно.
Сырье для производства бумаги
Сделать бумагу своими руками можно из разнообразнейшего сырья. У многих дома хранится большое количество старых газет, ненужных книг или учебников, исписанных тетрадей, бесполезных картонных коробок. Все эти вещи люди часто выбрасывают, хотя их можно сдать в пункт приема макулатуры или, что еще интереснее, вторично использовать. Для переработки бумаги своими руками подходит:
- бумага для принтера;
- старые газеты;
- журналы (кроме глянцевых);
- бумажные полотенца и салфетки;
- картон (не вощенный) или цветная бумага;
- бумажные пакеты;
- картонные коробки;
- туалетная бумага (чистая);
- картонные яичные лотки;
- тетради, ненужные книги, блокноты.
А также для производства бумаги своими руками подходят еловые или сосновые опилки, тростник, солома. Из инструментов могут понадобиться следующие предметы:
- большая кастрюля;
- блендер или кухонный комбайн;
- деревянная рамка;
- мелкая марля или москитная сетка, которую нужно закрепить на рамке;
- ткань или губка;
- газеты;
- вискозное полотно;
- утюг.
Производство пергамента для выпечки
Пергамент для выпечки используется хозяйками в тех случаях, когда нужно предотвратить пригорание и приставание выпечки к форме. Для тех, кто любит баловать близких тортами, пирожными и пирожками, пергамент для выпечки становится незаменимым помощником на кухне.
К сожалению, иногда этого полезного инструмента нет под рукой именно в тот момент, когда он нужен больше всего. Не стоит забывать, что можно изготовить бумагу для выпекания своими руками.
Рекомендуется брать чистую бумагу, на которой нет краски. Это могут быть неисписанные тетрадные листы или неиспользованная бумага для принтера.
Чтобы сделать бумагу для выпечки своими руками, нужно смазать чистые листы растительным маслом, подсолнечным или оливковым. После этого полученным материалом нужно выстелить противень или формы для запекания.
Самодельное производство тростниковой бумаги
Превосходную бумагу своими руками можно сделать из обыкновенного тростника. На ней удобно рисовать гуашью и акварелью, поэтому тростниковая бумага может стать подходящим материалом для открыток, поделок и необычных скетчей.
Чтобы изготовить бумагу, нужно собрать тростник, промыть его, тщательно измельчить. После этого сырье нужно сложить в кастрюлю, залить чистой водой и довести до кипения. Затем берется 100 грамм щелочи и разводится в стакане с водой, смесь добавляется в кипящую тростниковую массу.
Через 30 минут кастрюлю можно снять с огня и слить воду. Тростник тщательно перебирается, все жесткие волокна нужно удалить, а остальные измельчить при помощи блендера или кухонного комбайна. Сделать смесь более однородной помогут несколько ложек заваренного крахмала.
Смесь еще раз взбивается до однородного состояния, напоминающего по консистенции кашу. Массу нужно аккуратно вычерпать рамкой. Смесь максимально равномерно распределяется по рамке. После этого с нее нужно удалить лишнюю влагу при помощи губки или старых газет. Затем масса переносится на ткань и сушится в течение нескольких дней.
Изготовление рисовой бумаги
Как и тростниковая, рисовая бумага своими руками производится из растительного сырья. В данном случае применяется рисовая солома. Ее нужно замочить в прохладной воде и оставить так на несколько дней. Следующим этапом станет измельчение смеси до однородного состояния при помощи блендера.
Полученную массу нужно вылить на рамку, сделать которую следует из шелковой ткани, а не марли или сетки. Смесь ровно распределяется по всей площади рамки, после чего ее оставляют до полного высыхания.
Готовые листы аккуратно обрезают. Другой способ приготовления рисовой бумаги своими руками предполагает использование рисовой муки, которую можно найти почти в любом супермаркете.
Чтобы сделать бумагу, нужно взять такие ингредиенты:
- рисовая мука – 4 части (200 грамм);
- вода – 1,5 части (75 миллилитров);
- соль – ½ чайной ложки.
Сначала нужно тщательно просеять рисовую муку и добавить в нее соль. Потом в муку добавляется вода, получившееся тесто нужно тщательно замешивать голыми руками не менее 10 минут, а потом оставить его на полчаса.
Простой брусок для шлифовальной бумаги своими руками. — Как сделать своими руками?

Обилием приспособлений для фиксации и удобного использования шлифовальной бумаги сейчас никого не удивишь. Это раньше шлифовка шкуркой была неудобным занятием, особенно если шкурить надо было большие площади вручную. Но можно и не покупать подобные приспособления а сделать самому. И покупать только расходные ленты.
Даже по внешнему виду видно, что держать такой брусок удобно, а показать друзьям не стыдно. Он имеет вид законченного изделия и точно найдет место среди ваших инструментов.
Просто до гениальности решен вопрос фиксации шлифовальной ленты.
Ниже приведена инструкция от автора в машинном переводе и с подробными картинками.
Ручные шлифовальные блоки являются обязательным для каждого столяра. Они позволяют легко держать наждачную бумагу, удалите ненужный материал, и гладкие проектов. Есть много коммерчески доступных шлифовальные блоки, но эти блоки зашкурить можно сделать быстро из подручных 2x4s и запасных дюбелей. Блок разделен примерно на три четверти его длины, а натяжение ремня со съемной шпонкой.
Шаг 1: Дизайн
С помощью этого конструктора вы можете создать практически шлифовальные блоки в любую форму или угол можно придумать. Я загружала размеры этих двух шлифовальных блоков в обоих скачивание в формате PDF, а также файлы SolidWorks, используемые для их создания.
Только материалы нужно для этого проекта:
- Лом 2x4s
- 3/8 дюбель
- Лента Наждачная бумага Размер 3×21
Шаг 3: отрежьте 2х4
Используя ленточную пилу или стол видел, Рип продольно вниз 2х4 до 3 дюймов в ширину и 9 5/16 дюймов в длину.
Шаг 4: Роутер Края
Используя 3/8 дюйма roundover бит, круглый на четырех концах блока.
Шаг 5: сверла штифта и разгрузочное отверстие
Просверлите отверстие 3/8 дюйма 1 дюйм 1/2 дюйма с одного конца и отверстие 7 дюймов от одного конца. Эти отверстия будут служить в качестве места, чтобы вставить дюбель, чтобы создать давление по всей шкуркой пояс, и разогнать стресс держать блок от растрескивания.
Шаг 6: Маршрутизатор Отверстий Для Пальцев
Установить забор разгромить 1/4 дюйма глубокий надрез с радиусом 1/2 дюйма, начиная и заканчивая 1 дюйм от каждого конца.
Шаг 7: Делаем Рельеф Вырезать
Вырезать 1/8 дюйма широкий разъем посредством штифта отверстие в разгрузочное отверстие. Это будет рассечь в шлифовальный блок и вызвать его для разделения с вставления штифта.
Шаг 8: Вырежьте Штифта
Вырезать 3/8 дюйма дюбель до 3 дюймов в длину. Песок скосом на одном конце. Вставьте наждачную бумагу пояса вокруг квартала. Она должна быть в основном туго скользил над блоком.
Если это не подходит, вырезать чуть больше от конца блока, повторно протяните концы блока и повторять по мере необходимости до тех пор, пока шкурка подходит.
Если наждачная бумага рыхлая, вырезать новую штифта большего диаметра до тех пор, пока шкурка плотная.
Шаг 9: Размер 2х4
Сократить ширину 2х4 до 3 дюймов в ширину и 9 дюймов в длину 91/6. Отрезать угол 45 градусов на одном конце.
Шаг 10: сверла штифта и разгрузочное отверстие
Просверлите отверстие 3/8 дюйма 1 дюйм 1/2 дюйма с одного конца и отверстие 7 дюймов от одного конца. Эти отверстия будут служить в качестве места, чтобы вставить дюбель, чтобы создать давление по всей шкуркой пояс, и разогнать стресс держать блок от растрескивания.
Шаг 11: роутер и круглые углы
Используя 3/8 roundover бит, маршрутизатор верхнего края квадратного конца. Используя шлифовальный станок, roundover на 135 градусов угол сверху на шлифовальный блок.
Шаг 12: Делаем Рельеф Вырезать
Вырезать 1/8-дюймовый разъем квадратный конец блока посредством штифта отверстие в разгрузочное отверстие. Это будет рассечь в шлифовальный блок и вызвать его для разделения с вставления штифта.
Шаг 13: Маршрутизатор Отверстий Для Пальцев
Установить забор разгромить 1/4 дюйма глубокий порез с 1/2 дюйма на 1 дюйм радиуса, начиная от одного конца до 7 дюймов.
Шаг 14: Отрезка Штифта
Вырезать 1/4 дюйма дюбель до 3 дюймов в длину. Песок скосом на одном конце. Вставьте наждачную бумагу пояса вокруг квартала. Она должна быть в основном туго скользил над блоком.
Если это не подходит, вырезать немного больше от площади конец блока, повторно протяните концы блока и повторять по мере необходимости до тех пор, пока шкурка подходит.
Если наждачная бумага рыхлая, вырезать новую штифта большего диаметра до тех пор, пока шкурка плотная.
Шаг 15: Результаты
Это был быстрый и легкий проект, который я изначально нашла в октябре 1999 года копия американского Плотник. Вы можете просмотреть публикацию здесь.
Источник www.instructables.com
Простой брусок для шлифовальной бумаги своими руками

Обилием приспособлений для фиксации и удобного использования шлифовальной бумаги сейчас никого не удивишь. Это раньше шлифовка шкуркой была неудобным занятием, особенно если шкурить надо было большие площади вручную. Но можно и не покупать подобные приспособления а сделать самому. И покупать только расходные ленты.
Даже по внешнему виду видно, что держать такой брусок удобно, а показать друзьям не стыдно. Он имеет вид законченного изделия и точно найдет место среди ваших инструментов.
Просто до гениальности решен вопрос фиксации шлифовальной ленты.
Ниже приведена инструкция от автора в машинном переводе и с подробными картинками.
Ручные шлифовальные блоки являются обязательным для каждого столяра. Они позволяют легко держать наждачную бумагу, удалите ненужный материал, и гладкие проектов. Есть много коммерчески доступных шлифовальные блоки, но эти блоки зашкурить можно сделать быстро из подручных 2x4s и запасных дюбелей. Блок разделен примерно на три четверти его длины, а натяжение ремня со съемной шпонкой.
Как прикрепить наждачную бумагу (шкурку) к бруску – способы и изготовление

Существует множество способов крепления шлифовальной шкурки на вспомогательном бруске. С этой целью даже выпускают приспособления, которые можно найти в специализированных магазинах.
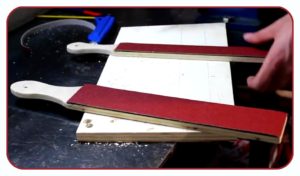
Долгое время я просто оборачивал шкуркой деревянный брусок и крепил ее по бокам скобками с помощью степлера. Это быстрый и недорогой способ, но со временем края шкурки лохматятся, а брусок от скоб разрушается. Вот и решил я сделать долговечное и быстрозажимное приспособление для шнурки.
Для ручки использовал доску толщиной 40 мм. В ней выбрал фрезой пазы по бокам, чтобы устройство было удобно держать в руке. Размеры шлифовального приспособления — произвольные.
Главный критерий — чтобы с ним было комфортно работать. Ещё я исходил из размеров поступающих в продажу листов шлифовальной шкурки, чтобы минимизировать её отходы. Ручка получилась длиной 130 мм.
шириной 80 мм и высотой 40 мм.
Так как в мои планы входило сделать сразу несколько шлифовальных приспособлений — под шкурки разной зернистости, я решил потратить немного больше времени и собрать направляющие шаблоны для своей фрезерной машинки.
С их помощью на изготовление одного шлифовального приспособления у меня уходило потом не более 10 минут.
Всего я использовал три шаблона: один для выборки паза в ручке и два — для создания ответного выступа на подошве приспособления.
Ссылка по теме: Заточка и доводка инструмента наждачкой (наждачной бумагой)
Сначала сделал шаблон для паза в ручке приспособления. Для этого к куску ДСП прикрепил два бруска так, чтобы ручка плотно вставлялась между ними, а верхние кромки брусков находились на одном уровне с открытой поверхностью установленной ручки. Чтобы при фрезеровании паза заготовка для ручки не смещалась, прикрутил небольшой упор.Если фрезеровать заготовку всегда в направлении от себя, одного упора более чем достаточно. Затем на бруски-ограничители прикрутил направляющие рейки исходя из выбранного угла клиновидного зажима, а расстояние между рейками — по диаметру подошвы фрезерной машинки.
Предварительно замерил расстояние от края подошвы до режущей кромки фрезы, чтобы получить размер отступа базовой рейки. Угол клина тоже выбрал произвольно, но не очень большой — иначе во время работы фиксирующий шнурку клин может выпасть из паза.
Фрезой «ласточкин хвост» выбрал паз.
Все остальные операции по изготовлению приспособления выполнял только этой фрезой и при фиксированной настройке фрезерной машинки. Сначала профрезеровал края клиновидного паза, а затем убрал перегородку между ними. Ограничительные рейки не дают фрезеру уйти с нужного направления. В завершение можно слегка скруглить образовавшиеся острые рёбра.
Для подошвы приспособления использовал доску толщиной 20 мм. Я сделал подошву немного больших размеров, чем основание ручки. Благодаря этому удобнее шлифовать внутренние углы деталей — и ручка не мешает.
Чтобы сделать подошву, пришлось собрать два шаблона. Первый из них использовал для формирования клиновидного выступа, который входит в паз ручки и надёжно фиксирует детали.
Второй нужен для удаления по краям подошвы выступов, образующихся при формировании штатного клиновидного выступа. Шаблоны для изготовления подошвы делал по тому же принципу, что и шаблон для ручки.
Здесь необходимо соблюсти одно очень важное условие — клин выступа подошвы должен в точности соответствовать клину паза, выбранного в ручке. Мне удалось добиться этого только со второй попытки.
Второй шаблон я сделал без ограничителей, потому что ширины брусков не хватило для их установки. Обошёлся без них, но у некоторых зажимов получились «съеденные» края.Ссылка по теме: Как правильно шлифовать шлифовальной машиной и вручную
Как пользоваться самодельным зажимом для шкурки-наждачки
Пользоваться зажимом — просто.
Вырезав из шлифовальной шкурки прямоугольный лист нужных размеров с учётом подворотов, обворачиваю им подошву и сверху надвигаю ручку. Фиксируется шкурка очень плотно и не сползает даже при очень интенсивном использовании. Благодаря боковым выступам подошвы за габариты ручки есть возможность одновременной обработки смежных поверхностей внутренних углов деталей.
Проверив в деле одно приспособление, я изготовил ещё несколько. Вставил в них листы шкурки разной зернистости и подписал, чтобы не запутаться.
Но после нескольких дней пробной эксплуатации понял: неудобно искать нужное приспособление среди остальных, если они лежат на боку или шкуркой кверху. Поэтому покрасил их ручки в разные цвета. Теперь они хорошо выделяются на верстаке — и их не потеряешь.
Крепление наждачной бумаги к бруску – приспособление
- Чтобы в домашней мастерской получить такую заготовку для ручки приспособления, пришлось потратить немало сил.
- Ручка шлифовального приспособления установлена в шаблон для фрезерования клиновидного паза.
- Форму паза определяют выставленные направляющие рейки шаблона и настройка фрезерной машинки.
- Конструкция шаблона для фрезерования клиновидного выступа на подошве сходна с использованной в шаблоне для ручки.
- Выбрав в заготовке для подошвы пазы, формирующие центральный выступ…
- …переставил её в другой шаблон и удалил боковые выступы.
- Состыковав подготовленные ручки с подошвами, подогнал последние к ручкам по длине.
- Чтобы закрепить шлифовальную шкурку в приспособлении, нужно обернуть ею подошву…
- …и надвинуть на клиновидный выступ ручку приспособления.
- Маркировка на ручке позволяет распознать зернистость шкурки, установленной в приспособление. Ещё проще стало находить нужную шкурку, когда покрасил ручки в разные цвета.
Ссылка по теме: Самостоятельная полировка и шлифовка поверхностей и покрытий
Устройство для крепления наждачки к брускам: фото
©Сергей Головков, г. Новочеркасск Ростовской обл.
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Как сделать наждачную бумагу своими руками — Справочник металлиста

Тщательная подготовка поверхности для декорирования является гарантией качественного вида готового изделия. Наждачная бумага для декупажа отличный в этом помощник. Давайте подробнее рассмотрим её виды и области применения.
Наждачная бумага для декупажа
Поняв по каким принципам производится наждачная бумага, вы с легкостью сможете выбрать необходимый тип. Вообще наждачную бумагу традиционно делят на 3 вида, который зависит от зернистости:
Крупно, среднезернистая и так называемая нулевка, которая годится для финишных работ.
Приобретать наждачку рекомендуется самостоятельно, в online режиме, есть очень много деталей и нюансов, которые могу ввести в заблуждение.
Важный совет: лучше самому держать в руках приобретаемую вещь, маркировка может запутать и ввести в заблуждение.
Варианты обработки по материалу:
- Стеклянные, пластиковые изделия — рекомендуется применять способ обработки мокрый, следовательно, рекомендуется останавливать свой выбор на листах, в которых основа влагостойкая. Крупные дефекты рекомендуется устранять, начиная с 200-300 мкм (Р60), если в наличие присутствия есть только маленькие царапины, то подойдет и cто микрон (Р120). Затем можно перейти на пятьдесят, окончательные работы можно проводить при тридцати или даже пятнадцати микронах.
- Лучший метод для создания глянцевой поверхности — это паста ГОИ.
- Для гипсовых или деревянных плоскостей вполне подойдут фракции от 200 мкм
- Поверхности, окрашенные водоэмульсионной краской, рекомендуется обрабатывать нулевкой, чтобы не повредить поверхность
- Рекомендуется проявлять внимание при выборе наждачной бумаги для декупажа: грубая от Р80 до Р180 , однако размерен зерен измеряется исключительно в мкм от 200 до 80. Стоит помнить, что один микрон составляет одну тысячную миллиметра.
Преимущества разных основ наждачной бумаги для декупажа
Не стоит забывать, что основы некоторых видов наждачной бумаги совершенно не подходят для работ, где присутствует влага, другие бумаги очень хорошо гнутся.
Самые распространенные основы:
- Основы из бумаги — самые дешевые, не эластичные и встречаются всех видов зернистости, встречается и водостойкая бумажная основа, но она всегда не такая прочная как, например основа тканевая.
- Тканевая основа отличается выгодно своей эластичностью, основа тканевая очень гибкая, принимает любые очертания изделия. Недостаток, о котором требуется помнить: фактура крошится, если основу сильно растягивать. В ценовом диапазоне находится на отметке выше среднего, отличается прочностью, не намокает.
- Фибровые — наждачки для обработки каменных поверхностей или очень прочного материала.
- Комбинированные — когда в основе слоями сочетается бумага и ткань, имеет все необходимые достоинства, но слишком высокая цена.
Варианты нанесения абразива
Важно понимать, что некоторые виды оптимальны для хрупких плоскостей, другие — только для обработки очень твердых металлических поверхностей.
Покрытие по видам:
- Открытая насыпка — покрыто не менее шестидесяти процентов поверхности. Оптимально подходит для хрупкого материала, такая наждачка не засоряется, потому что хрупкий сухой материал высыпается наружу.
- Полотно полностью покрыто абразивом: годится для обработки металлов, противопоказано для хрупких поверхностей типа гипса, потому что быстро забивается.
- Механический метод — неравномерное покрытие, фракции прилипают к полотну за счет силы тяжести, разными сторонами.
- Электростатический способ — когда возникают особо острые слои, при помощи электрического поля фракции переворачиваются и встают наружу только острыми углами.
Поверхность наждачаной бумаги крепится особыми клейкими составами.
Зернистность наждачной бумаги для разных целей в декупаже
- Р80 — применяется для первичной обработки. Отлично удаляет след лазерной резки на краях заготовок из фанеры, сглаживает сучки и запалы, снимает шпатлёвку и следы краски при необходимости;
- Р150 – немного более мелкая шкурка для вторичной обработки, прекрасно справляется с мелкими заусенцами и выравнивает поверхность заготовок для декупажа;
- Р360 – такая шкурка в используется в декупаже для шлифования предварительно загрунтованных поверхностей, чтобы выровнять слой грунта перед наклеиванием салфеток;
- Р600 или Р800 – отлично подходит для выравнивания слоёв лака перед нанесением следующего слоя. Так же её можно зашлифовать складочки салфеток и сделать более ровную поверхность перед нанесением кракелююра;
- Р1000 – она используется в декупаже для финишной обработки поверхности, удаления следов кисти, которая использовалась для нанесения лака, например;
- Нулевка – у этой шкурки зерно просто микроскопическое, она используется для финишного полирования поверхности готового изделия.
Так же существуют ещё шлифовальные бруски (твёрдые) и абразивная губка (мягкая) – их тоже очень удобно использовать для шлифования заготовок. Эти виды абразивных материалов так же бывают разной зернистости.
А шкурку-нулёвку, можно заменить металлической шерстью, так же она иногда называется стальной ватой. Она подходит для шлифования и полировки лака, так же ею удобнее, чем наждачной бумагой, полировать труднодоступные места изделий.
Где купить
Абразивные материалы продаются в магазинах для стройки и ремонта. Шкурка обычно представлена в листах и рулонах различной зернистости, а рядом всегда предлагаются бруски и вата.
Советую всегда покупать абразивы с запасом – так как тратятся они очень быстро, а нужны постоянно.
И не забывайте про технику безопасности – шкурьте обязательно в перчатках! Вторые руки вы в магазине не приобретёте.
Надеюсь, что мой обзор наждачной бумаги для декупажа будет вам полезен. И, придя в магазин, вы будете знать, что для чего предназначено. Приятного творчества!
Наждачная бумага: виды зернистости и как правильно шкурить?
Наждачная бумага — тот материал, который почти всегда указывается в любом из наших мастер-классов по декупажу.
Казалось бы, что о нём можно написать, ведь всё предельно просто — наждачная бумага или шкурка используется для затирки неровностей и шероховатостей поверхности с целью придать ей идеальную (ну, или близкую к идеалу!) гладкость.
Но у людей, которые недавно занимаются творчеством, возникает много разных вопросов о материалах и правильном их использовании. Поэтому сегодня мы расскажем о наждачной бумаге, её видах зернистости, и том, как правильно шкурить разные поверхности.
«Наждачка» различается по зернистости и основанию, на которое нанесён абразив.
• Бумажная основа — самый распространённый и наиболее дешёвый вариант. Легко рвётся на кусочки разных размеров, может быть очень мелкозернистой, что идеально для итоговой шлифовки. Однако, такой вариант можно считать одноразовым: оторвал кусочек, пошкурил, выбросил. Очень быстро засоряется и истирается.
• Тканевая основа — гораздо более износостойкий материал. Чаще всего пропитана специальными смолами, что добавляет ей влагоотталкивающие свойства.
После однократного использования её можно промыть водой, высушить и использовать ещё.
Более пластична, её можно сгибать и шкурить ей труднодоступные места, например, прорези в резных шкатулках или досках.• Существует также комбинированная основа (бумага+ткань) — самая дорогая «наждачка». От ткани она взяла эластичность и водоотталкивающие свойства, а от бумаги — возможность нанесения самого мелкого абразива.
Ещё существуют такие полезные материалы как:
• шлифовальные бруски — очень удобны для шлифовки больших ровных поверхностей. Можно мыть и использовать многократно.
• абразивные (шлифовальные) губки — идеальны для шлифовки сложных, объёмных, сферообразных, рельефных поверхностей.
Классификация наждачной бумаги по зернистости
Существуют различные стандарты классификации наждачной бумаги по зернистости. Многое зависит от страны и года производства продукции.
В международной классификации для абразивных материалов принято следующее обозначение: буква Р (обозначает, что это материал на гибкой основе.
Для материалов не на гибкой основе используется буква F) и цифра, которая обозначает зернистость.
От маленьких чисел к большим зернистость уменьшается.
• P40 – P60. Применяется для первичной грубой обработки дерева. Такую бумагу стоит использовать, если на поверхности есть какие-то сучки или сколы, сильные неровности.
• P70 – P120. Основные работы по зачистке поверхностей. Удаление старого лакового или красочного слоя.
Наждачная бумага: как сделать правильный выбор
Первый шаг при отделке любого деревянного изделия – это шлифовка. Не имеет значения, шлифуете вы поверхность с помощью электроинструмента или вручную. Наждачная бумага должна быть выбрана правильно. Если вы подберёте неправильную шкурку, то ваша работа будет безнадёжно испорчена. Но вы избежите этой ошибки, если будете следовать советам этой статьи!
Наждачная бумага выпускается с различными маркировками. Они зависят от количества абразивных частиц на единицу площади поверхности. Чем меньше число, тем грубее наждачная бумага. Обычно по зернистости наждачную бумагу разделяют на несколько групп.
- Грубая шкурка – от Р40 до Р60.
- Средняя – от Р80 до Р120.
- Мелкозернистая – от Р150 до Р180.
- Очень мелкозернистая – от Р220 до Р240.
- Экстрамелкая – от Р280 до Р320.
- Супермелкая – от Р360 и выше.
Необходимо выполнять шлифовку, постепенно повышая степень зернистости шкурки. Тогда все царапины, оставленные шкуркой предыдущей фракции, будут отшлифованы более мелким абразивом.
Возможно, вы спросите: «А почему бы сразу не приступить к шлифовке самой мелкой фракцией?». Ну что же, никто вам, конечно, помешать не может.
Но грубая фракция быстрее уберёт излишки материала на начальном этапе. Соответственно, работать более мелким абразивом на последующих этапах будет гораздо проще и быстрее.
Любой опытный мастер скажет новичку: чем быстрее вы пройдёте этап шлифовки, тем лучше.
Наждачная бумага разных сортов
Существует два основных сорта наждачной бумаги – промышленный и коммерческий. Разница заключается в нескольких аспектах. А именно – в том, какой материал используется для абразива, для основы (то есть бумаги) и клея, который фиксирует абразив на поверхности бумаги. В промышленном сорте используются материалы более высокого качества для всех трёх компонентов.
Кроме того, выпускается наждачная бумага с открытым и закрытым покрытием. Разница между этими двумя видами шкурки состоит в расположении абразивных частиц относительно друг друга. В наждачной бумаге с закрытым покрытием абразивные частицы расположены более плотно и близко друг к другу.
В наждачной бумаге с открытым покрытием между абразивными частицами остаётся много места. Если говорить в общем и целом, то наждачная бумага с открытым покрытием обычно лучше подходит для работы с деревом. Она реже забивается, особенно когда приходится работать с мягкими породами древесины, которые содержат больше смолы.
Однако в некоторых случаях применение наждачной бумаги с закрытым покрытием более рационально. Например, она хорошо подойдёт для финального этапа шлифовки.
Наждачная бумага по видам абразива
Существует пять основных типов абразива наждачной бумаги, но не все они подходят для работы с древесиной. Стеклянная наждачка лёгкая и, как правило, имеет бледно-жёлтый цвет. Стеклянная наждачная бумага очень быстро истончается и для работ по дереву применяется редко.
Гранатовая наждачная бумага обычно имеет коричневато-красный цвет. Такой вид шкурки используется при работе с древесиной довольно часто. Она шлифует древесину не так быстро, как другие виды наждачной бумаги. Но позволяет добиться более гладкой поверхности. Гранатовая наждачная бумага – это оптимальный вариант для финального этапа шлифовки.
Оксид алюминия – другой распространённый вид абразива для наждачной бумаги, применяемый в столярном деле. Именно такой вид шкурки чаще всего используется в шлифмашинах. Оксид алюминия более долговечен, чем гранат. Но не позволяет добиться столь же гладкой поверхности.
Наждачная бумага с абразивом из карбида кремния обычно имеет тёмно-серый и даже чёрный цвет. Такой вид шкурки чаще всего используется для отделки металлических поверхностей. Или так называемой «мокрой шлифовки» с использованием воды. В работах по дереву он используется довольно редко.Наконец, керамический абразив является одним из самых долговечных и может довольно быстро снять большое количество материала. Керамическая наждачная бумага часто используется в шлифовальных лентах, но иногда её применяют и при шлифовке вручную.
Отделка поверхности с использованием керамической наждачной бумаги получается довольно грубой. Поэтому перед её применением на изделии лучше потренироваться.
Особенно если речь идёт о фанере и шпоне, где верхний слой можно ненароком снять и испортить изделие.
Как добиться гладкой поверхности?
В большинстве случаев при работе с деревом следует начинать грубозернистой наждачной бумаги с абразивом из оксида алюминия.
Затем степень зернистости необходимо постепенно повышать и вводить в работу гранатовую шкурку. Она позволит добиться более гладкой и ровной поверхности.
Так вы продемонстрируете уровень своего столярного мастерства и наилучшим образом подготовите поверхность вашего изделия к морению или покраске.
Помните об этих моментах, когда вам придется выбирать, какую наждачную бумагу использовать. Это первый и один из важнейших этапов шлифовки!
Статья переведена и доработана с сайта thesprucecrafts.com
Мне нравится!6 Мне не нравится!0
Как изготавливается шлифовальная лента (часть первая)
Наждачная бумага: этапы изготовления (часть 3)
Наждачная бумага: этапы изготовления (часть 2)
Шлифовальный станок по дереву: как сделать его своими руками?

1-Дисковый станок 2-Ленточный станок 3-Барабанный станок
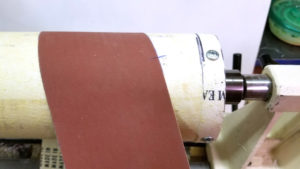
Дисковый станок представляет собой вращающийся диск, на плоскость которого закреплен абразив (наждачная бумага). Шлифовка производится путем прикладывания кромок или боковых поверхностей детали к диску, для чего примерно посередине устанавливается стол или опорная планка. Эта конструкция оптимальна для шлифовки прямых или выпуклых кромок.
Ленточный тип представляет собой два барабана, установленных либо вертикально, либо горизонтально. Один из них приводной, второй — натяжной. Абразив представляет собой петлю из наждачной бумаги, которая склеивается по шаблону.
Петля устанавливается на оба барабана и натягивается. После запуска двигателя она образует постоянно движущуюся полосу абразива. Шлифовка происходит путем прижатия ленты к поверхности детали с помощью специального прижима («утюжка»).
Он перемещается влево и вправо, обеспечивая прижатие наждачки ко всем участками обрабатываемой поверхности.
Барабанный станок используется для шлифовки вогнутых кромок. Он представляет собой вращающийся цилиндр сравнительно небольшого диаметра (6-8 см), на который устанавливается абразив.
Наиболее простыми конструкциями являются дисковая и барабанная. Изготовление ленточного станка значительно сложнее, но и эффективность от его намного больше. Такие установки позволяют качественно шлифовать щиты и детали большой площади, обеспечивая высокое качество поверхности.
Для установки ленточного станка в мастерской понадобится большая площадь, что надо учесть при выборе конструкции.
Особенности и технические характеристики
Основная особенность шлифовальных станков по дереву заключается в специфическом способе регулировки качества обработки. Она происходит путем изменения зернистости абразива.
Обычно процесс начинают с наждачной бумаги с крупным зерном, потом последовательно уменьшают его величину и завершают процедуру шлифовкой мелкой шкуркой.
Всего используют 2-3 смены, но могут быть и более постепенные методики.
Вторая особенность заключается в способе установки абразива. Если на ленточный станок устанавливается заранее склеенная петля, то на дисковые конструкции надо закрепить круг из наждачной бумаги на плоскость. Оптимальный способ — использование «липучки», но проще всего наклеивать абразив на клеевой состав или двусторонний скотч. Второй способ проще, но и дороже.
Технические характеристики каждого станка несколько отличаются друг от друга.
Для дисковых установок:
Для ленточных станков:
- Ширина ленты.
- Величина рабочей базы (расстояние между центрами приводного и натяжного барабанов).
- Скорость движения петли.
- Диапазон перемещения рабочего стола в вертикальной и горизонтальной плоскости.
- Длина заготовки для склейки петли.
Для барабанных станков:
- Диаметр рабочего цилиндра.
- Высота цилиндра.
Все эти параметры зависят от планируемой производительности, размеров установок, величины обрабатываемых деталей. Необходимо учесть объемы ожидаемой работы, величину деталей, специфику обработки.
Чем чище должна быть поверхность в результате шлифовки, тем качественнее должен быть изготовлен станок. Биения, неровности и прочие изъяны станут причиной появления рисок, способных заметно ухудшить качество обработки.
Достоинства и недостатки
К достоинствам шлифовальных станков следует отнести:
- Качество и скорость обработки.
- Высокая производительность.
- Возможность получить поверхность нужной шероховатости.
- Способность обработки не только самой древесины, но и предварительной шлифовки финишного слоя.
Недостатками являются:
- Выделение большого количества пыли, требующей организации системы пылеудаления.
- Большие количества расходников (абразива) нескольких типоразмеров.
- Сложность в изготовлении и обслуживании (особенно это относится к ленточным установкам).
Учитывая имеющиеся недостатки, перед началом сборки надо определиться, насколько станок необходим. Если он будет использоваться только изредка, тратить время на изготовление нецелесообразно — можно обойтись ручным инструментом.
Варианты изготовления своими руками
Рассмотрим способы сборки шлифовальных станков разных типов:
Дисковый
Самый простой способ создания дискового станка — закрепленная на столе электродрель с установленным шлифовальным кругом. Другой доступный вариант — изготовление и установка шлифовального диска на вал циркулярной пилы. При этом, надо собрать устройство для уменьшения скорости вращения (система понижающих шкивов или электронное устройство).
Если необходимо сделать станок «с нуля», придется собрать:
- Опорную площадку с подставкой для электродвигателя.
- Подставку или рабочий стол.
- Диск под установку абразива с возможностью крепления на вал двигателя.
Как правило, изготавливают фанерные диски, которые устанавливают на вал с помощью муфты и резьбового крепления. Этот узел придется заказать у токаря. Высота стола должна быть такой, чтобы крепление диска находилось ниже его плоскости.
Ленточный
Для сборки такой шлифовальной установки надо действовать поэтапно:
- Собрать станину. Она представляет собой две тумбы, на которых будут установлены приводной барабан с электродвигателем и приводной барабан с натяжным устройством.
- Соединить тумбы рамой, на которой будет двигаться рабочий стол (по горизонтали, перпендикулярно движению ленты).
- Собрать устройство подъема рабочего стола для регулировки высоты при обработке больших деталей.
- Изготовить устройство для перемещения «утюжка».
- Изготовить защитный кожух и подключить к нему патрубок системы пылеудаления.
- Собрать электрическую систему запуска и остановки станка (кнопка «пуск», автомат и т.п.).
Наибольшую сложность представляют собой барабаны для установки абразива, натяжные устройства к ним и система подъема/опускания стола. Их придется частично заказывать у токаря, частично собирать на месте. Найти готовые узлы вряд ли удастся, поскольку они очень специфичны и редко встречаются на распространенных механизмах.
Барабанный станок
Самым простым вариантом станет установка электродвигателя так, чтобы его вал проходил сквозь отверстие в рабочем столе. Для этого надо собрать станину в виде опорной площадки с подставкой и вертикальной пластиной.
На ней делаются отверстия и крепится электродвигатель. Барабан устанавливается на валу при помощи резьбового крепления. Его проще всего изготовить из древесины, или использовать отрезок от пластиковой трубы для канализации.
Наждачную бумагу обертывают вокруг барабана и фиксируют саморезами или мелкими гвоздями.
Во всех случаях надо обеспечить невысокую скорость движения абразива. Надо выбирать электродвигатели с количеством оборотов не более 1000. Особо опасными станками являются ленточные. При высокой скорости движения край ленты способен разрезать любой материал и причинить серьезные травмы.
Выбор материала
В домашних условиях проще всего изготовить станок из древесины. Однако, следует учитывать, что она имеет малый вес и не способна погасить биения станка. Поэтому понадобится высокая жесткость соединений и прочное крепление станины к полу. Другой вариант — металлическая станина из уголка, швеллера или двутавра.
Такой станок массивнее, тяжелее, вибрация и биения будут легче гаситься. Однако, понадобятся сварочные работы, нарезка заготовок и прочие действия с металлом, что доступно не всем. Окончательный выбор определяется возможностями и предпочтениями владельца.
Популярные модели заводских станков
Рассмотрим наиболее популярные модели шлифовальных станков:
Дисковые (тарельчатые)
Jet JDS-12 220 В
Стационарный станок с массивной чугунной станиной. Способен погасить вибрацию или биения при их возникновении. Диаметр диска — 30 см. Частота вращения двигателя — 1400 обмин. Допускается наклон стола от +15° до -45°.
S089A
Китайский дисковый шлифовальный станок. Компактный тип, с диаметром диска 305 мм и мощностью 800 Вт. Основание изготовлено из чугуна. РАбочий стол имеет прорезь для перемещения упора с возможностью поворота под определенным углом к диску.
Einhell TC-US 400
Станок комбинированного типа, совмещающий тарельчатый и ленточный виды. Диаметр диска — 15 см, заготовка для склейки петли — 914 на 100 мм. Скорость движения ленты — 276 ммин, частота вращения барабана — 1400 обмин.
Ленточные
Jet EHVS-80
Станок вертикального типа (оси барабанов). Скорость ленты — 16 мсек. Заготовка для петли — 116 на 2260 мм. Масса станка — 110 кг;
ШЛПС-6М
Стационарный шлифовальный станок с горизонтальным расположением ленты. Диаметр шкивов составляет 34 см. Максимальный размер детали при обработке — длина 2,5 м, ширина — 1 м. Высота подъема стола — до 40 см. Заготовка ленты — 7470х160 мм. Масса — 670 кг.
Барабанные
Jet JBOS-5 220 В
Барабанный станок, обеспечивающий вращение шпинделя с одновременным возвратно-поступательным движением в вертикальной плоскости. Частота вращения — 1400 обмин, количество подъемов — 30 штмин. Возможен наклон рабочего стола до 30° к горизонтали;
Proma BO-25 25000370
Компактная шлифовальная машина мощностью 370 Вт. Оснащена квадратным рабочим столом размером 37 на 37 см, с возможностью наклона до 45°. Скорость вращения шпинделя — 1400 обмин. Вес станка — 35 кг.
Количество конструкций и моделей шлифовальных станков постоянно возрастает. Появляются новые разработки, обладающие увеличенными возможностями и качеством обработки. Производители учитывают недостатки имеющихся устройств и выпускают более совершенные, модифицированные образцы.
Уход и обслуживание
Работа шлифовальных станков сопровождается выделением больших количеств пыли. Для ее удаления используются мощные местные вытяжные установки.
Если они отключены, использовать оборудование нельзя — это угрожает здоровью работника.
Однако, полностью избавиться от пыли невозможно, поэтому по окончании работы следует сразу же тщательно очистить станок при помощи промышленного пылесоса и щетки.
Замену абразива производят по мере его выхода из строя или по технологическим условиям обработки. Для сохранения производительности надо иметь запас готовых дисков с установленной наждачкой, или склеенных шлифовальных лент разного типа. Их хранят в закрытом шкафу, чтобы не накапливалась пыль и не деформировалась поверхность ленты.Во время работы образуется значительный заряд статического электричества. Для его отведения требуется качественное заземление. Необходимо периодически проверять его состояние и восстанавливать при необходимости.
Хотите собрать шлифовальный станок своими руками?
Конечно!Неособо
Подведем итоги
Самодельный шлифовальный станок требует достаточного места в мастерской и нуждается в значительных количествах абразива. Принимая решение о самостоятельном изготовлении такого устройства, следует тщательно взвесить необходимость этого и свои возможности.
Существуют три вида конструкции:
- Дисковые станки. Просты в изготовлении, могут быть сделаны из циркулярной пилы.
- Барабанные. Компактные устройства, оптимальные для шлифовки кромок деталей вогнутой формы.
- Ленточные. Способны шлифовать плоскости, обеспечивают высокое качество поверхности. Являются наиболее сложными в изготовлении из-за большого количества специфических узлов и деталей.
Изготовление станка потребует использования определенных инструментов и материалов, выбор которых обусловлен возможностями владельца. Полностью обойтись своими силами не получится, некоторые узлы придется заказать у токаря. Важно обеспечить невысокую скорость движения абразива, чтобы не создавать опасности получения травм или разрушения заготовок.