Как согнуть стальную проволоку
Как согнуть стальную проволоку
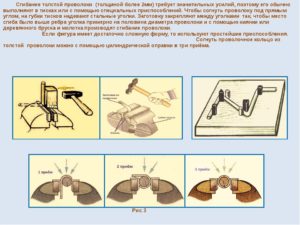
Главное назначение арматуры заключается в армирование бетона, который может разрушаться под действиями нагрузок изгибающего характера. Во всех железобетонных конструкциях сжимающие и растягивающие усилия берет на себя металлический прут. Соорудить достаточно прочный, надежный фундамент любого дома невозможно без арматурного каркаса.
Одновременно с этим, армирование углов и разных примыканий путем перекрещивания прямых прутков является серьезным нарушением технологии, которое ослабляет всю конструкцию, что неминуемо приведет к расслоению бетона.
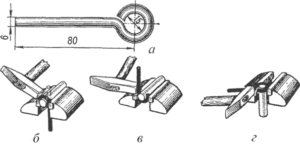
Если нужно выполнить угловые связки, требуется монтаж изогнутой арматуры с перехлестом на каждой стороне минимум в 80 см.
Кроме того гибка прутков нужна для изготовления разных соединительных элементов, рассчитанных на растяжение (например, лапка, стандартный крюк, прочее).
Этапы сгибания арматуры:
| Выбор инструментов/устройств для загиба арматуры: ручные или с механическим приводом. |
| Что лучше: самодельные приспособления или выполнить всю работу своими руками. |
Как согнуть арматуру в домашних условиях, чтобы она при этом сохранила прочностные характеристики, знает не каждый. Арматуру, выполненную из стеклопластика согнуть без каких-либо повреждений практически невозможно, поэтому такой обработке подвергают стальную.
Опытные строители знают, что разрешается сгибать стержни только механическим способом, не допуская образования острых углов в месте изгиба. Какие-либо закругления следует делать плавными – наиболее оптимальный радиус – 10-15 диаметров арматуры.
Самые распространенные способы неправильного сгибания арматуры:
- место сгиба разогревают паяльной лампой (автогеном, сваркой, на костре);
- в месте, где будет происходить гибка, посредством угловой отрезной машинки или аналогичным инструментом делается надпил.
После «подготовительных» работ применяют подручный инструмент (молоток, кувалда, труба и прочее) для сгибания арматуры. Оба приема в разы ослабляют стержни, что влечет их последующее разрушение под влиянием нагрузок. Необходимо запомнить, что все виды арматуры гнуться только в холодном состоянии без целостных нарушений.
При помощи каких устройств можно согнуть арматуру в домашних условиях
За всю историю развития технологий металлообработки и строительства человечество изобрело множество приспособлений для гибки арматуры. Все они объединены одним принципом действия, а отличие состоит в диаметре сгибаемой арматуры и конструкциях оборудования.
Любую деталь, которую подвергают изменениям, фиксируют между упорным и центральным роликом (валом) специального оборудования.
Третьим гибочным роликом металл выгибают в требуемую сторону на нужный угол. Закругление можно выполнить как по часовой стрелке, так и против. Упорный вал служит препятствием для деформации.
Он не позволяет сдвинуться или провернуться незадействованной части заготовки.
Выделяют два главных варианта таких устройств:
Приводные станки, помимо специальных, функционируют по одной схеме. В качестве рабочего элемента выступает диск, насаженный на вертикальный вал, который вращается в горизонтальной плоскости.На самом диске закреплены центральный и изгибающий пальцы между которыми и закладывается арматура.
Упорный ролик закрепляется на стойке, при вращении диска в него упирается арматура и под действием изгибающего пальца выгибается вокруг центральной втулки.
Станки могут отличаться по производительности, мощности и в зависимости от назначения делятся на три группы:
- сверхтяжелой – диаметр прутков 40-90 мм;
- тяжелой – 20-40 мм;
- для легкой арматуры – 3-20 мм.
Такое устройство может сгибать несколько прутков одновременно. Изготавливается также оборудование для малых диаметров от 3 до 90 мм.
Если понадобилось создать сложную конструкцию с разными углами сгиба, то следует использовать гидравлический станок, который может гнуть прутки намного качественнее, без образования изломов и кладок на поверхности заготовок. На подобном станке производятся изгибы под углом до 180о.
Ручные инструменты производят разных видов, включая и переносные. Они довольно просты в эксплуатации и доступные по стоимости. Для работы с арматурой можно обзавестись как специальным станком, так и трубогибом. Это устройство монтируют на верстаках. Большая их часть предназначена для частного строительства и практически не используются для больших объёмов работ.
Подбор оборудования для гибки ориентируется на диаметр арматуры и сложность работ. Перед тем как начинать обработку металла, нужно учесть, что разные части прута подвергаются разным напряжениям, внутренняя – сжатию, а внешняя – растяжению.
Неправильный выбор станка или варианта его использования приведут к появлению деформаций (складки и изломы), что повлечет к повреждению арматуры. По этой причине требуется точное определение размеров заготовки, грамотная настройка оборудования и жесткая фиксация прутка.
Как согнуть арматуру в домашних условиях: самодельные устройства
Станки для гибки арматуры выполненные своими руками часто применяются в частном строительстве. Вариантов их изготовления множество, но практически все они похожи на заводские ручные. К металлической плите или станине приваривается упорный уголок или штырь.
Затем монтируют поворотную платформу, оснащенную рычагом, гибочными и центральным штырями. Расстояние между компонентами конструкции зависит от диаметра арматуры, которую нужно будет гнуть.
Ножки станины нужно прикрепить к полу, что даст возможность работать с прутьями толщиной 6-12 мм.
Выполненная на полу конструкция будет переносным вариантом. Однако для нее требуется предусмотреть способ крепежа по месту работы. Как правило, это отверстия под болты.
Также можно приварить с обратной стороны плитки два или больше штырей, которые будут вставляться в отверстия основы.
Однако нужно учитывать, что возможности подобного станка будут ограничены – диаметр гнутой арматуры не более 10 мм.
Как согнуть арматуру в домашних условиях своими руками
Когда специальное оборудование отсутствует, то это не означает что исчерпались все варианты, так как согнуть прут можно самостоятельно. Однако требуется помнить, что ручная гибка на порядок травмоопасней и сложней. Любое необдуманное движение или действие может привести к тому, что арматура или импровизированное оборудование спружинят или выскользнут.
Правила ручной гибки
Если вы собираетесь вручную согнуть проволоку, вы должны придерживаться ряда рекомендаций, которые позволят вам выполнить такую процедуру без вреда для собственного здоровья.
- Осуществлять все процедуры по гибке следует только в перчатках, изготовленных из плотной ткани.
- Проволоку, которая подвергается гибке, необходимо закреплять в тисках максимально надежно, чтобы она не выскочила в процессе работы.
- Все инструменты и оборудование, которое вы собираетесь использовать для работы, должны быть исправными и качественно выполнять возложенные на них функции.
- Тяжелые инструменты и приспособления, которые вы применяете при гибке, не следует размещать на краю рабочего стола, чтобы случайно не задеть их и не уронить себе на ноги.
- Проводя все манипуляции с инструментом для гибки проволоки одной рукой, вторую следует держать как можно дальше от места будущего сгиба. Плоскогубцы и любой другой инструмент могут сорваться и поранить близко расположенную к месту выполнения гибки руку.
Выполнять гибку проволоки, используя для этого подручные средства, можно только в небольших объемах, так как такая процедура отличается достаточно высокой трудоемкостью. Кроме того, использовать эту операцию можно лишь для создания изделий простейшей конфигурации.
Изготавливать в больших объемах различные изделия, в том числе отличающиеся сложной формой, позволяет специализированный станок для гибки проволоки.
Работа с проволокогибочным станком
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.
Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.
Бюджетный станок для сгибания проволоки
Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов.
Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия.
Переставные упоры и изменяемые рычаги этого шаблона позволяют создавать множество комбинаций изгибов проволочных изделий
Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков.Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка.
Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки.
В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки.
При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.
Типы профессионального оборудования
Наиболее простым типом профессионального оборудования, на котором выполняют гибку проволоки, являются станки с одной консолью. Между тем на таких устройствах можно производить лишь изделия простой геометрической формы, длина развертки которых не превышает 1000 мм.
Более сложные изделия с длиной развертки свыше 1000 мм позволяет создавать двухконсольное оборудование, на котором деформация заготовки осуществляется одновременно с двух концов. На таком станке можно изготавливать изделия со множеством сложных изгибов.
Самые сложные изделия из проволоки позволяют создавать 3D-станки, на которых гибка может выполняться одновременно в трех измерениях.
Такими уникальными функциями станки данной категории наделяет поворотная гибочная консоль, всеми перемещениями которой управляет электронная автоматизированная система.Несмотря на все преимущества обработки на таком оборудовании, стоит она достаточно дорого, поэтому используют эти станки в исключительных случаях.
CASTLE.PRI.EE
Изделия из проволоки
Проволока — это металлическое изделие (полуфабрикат) большой длины и малой толщины.
Она служит материалом для изготовления других предметов: проводов, струн для музыкальных инструментов, гвоздей, шурупов, пружин, металлической сетки и др.
Проволока бывает: круглой, квадратной и треугольной.
Проволоку получают двумя способами: прокаткой и волочением.
Прокатка – это постепенное обжатие слитка металла на прокатном (профильном) стане между валками соответствующей формы (с уменьшающимся расстоянием между ними.
Таким способом получают проволоку толщиной более 5 мм – катанку.
Для получения более тонкой проволоки применяют волочение.
Волочение – это последовательное протягивание катанки через уменьшающиеся отверстия (волочильные глазки) на волочильных станах.
Проволока изготавливается из стали, алюминия, меди и др. металлов.
Стальная проволока наиболее прочная, но труднее поддаётся обработке.
Она может быть хрупкой и будет ломаться при сгибании.
Проволока из алюминия и меди пластичная, вязкая, легко сгибается и хорошо обрабатывается.
производство золотой проволоки вручную
Графическое изображение изделий из проволоки.
Для изображения изделий из проволоки служат: чертёж, эскиз, технический рисунок.
Цифра рядом со знаком Ø показывает размер диаметра в мм.
Радиус закругления или окружности обозначают знаком R.
Центры окружностей показывают центровыми линиями, пересекающимися под прямым углом.
Центровые линии должны пересекать контурные.
Проволоку диаметром более 2 мм показывают двумя параллельными основными линиями с осевой линией посередине.
Проволоку диаметром меньше 2 мм на чертеже изображают одной основной линией.
Игра «Проволока»
Разметка и сгибание проволоки
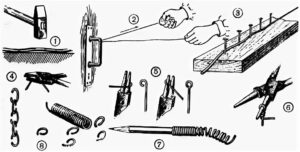
При работе с проволокой, её бывает нужно сгибать, разрезать, скручивать и т. д.
Для этого нужно определить в каком месте нужно сделать сгиб или разрез.
Разметка – это определение границ обработки (места сгибания, разрезания).
Разметку проволоки выполняют при помощи линейки и карандаша.
При разметке мест изгиба нужно учитывать, что на каждый изгиб проволоки под прямым углом дополнительно расходуется отрезок проволоки, равный чуть больше половины её толщины.
При изготовлении из проволоки круглого кольца нужно знать, как определить длину проволоки.
Чтобы определить длину окружности (длину проволоки), нужно диаметр этого кольца умножить на число 3,14.
При сгибании проволоки нужно учитывать хрупкость, упругость и пластичность проволоки.
Если сгибать хрупкую проволоку, то в месте сгиба она может сломаться.
Упругая проволока после сгибания может разогнуться.
Чтобы получить нужный угол, проволоку сгибают на угол больший заданного.
Сгибание проволоки производят при помощи плоскогубцев, круглогубцев, киянки, молотка, тисков и других приспособлений.
Для сгибания тонкой проволоки (до 2 мм) под прямым углом используют плоскогубцы.
Их берут в правую руку, а проволоку зажимают плоскогубцами так, чтобы место сгиба совпало с левым боком губок.
Что используют для гибки проволоки? Как смастерить станок своими руками!
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.
Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.
Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.
Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- болгарку;
- сварочный аппарат;
- дрель и сверло по металлу 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
(1 5,00 из 5)
Загрузка…
Разновидности станков для гибки проволоки

[Гибка проволоки] является одним из способов придания ей новой формы с помощью ручного или механического воздействия с использованием специального оборудования.
Сама по себе гибка происходит из-за сжимания внутреннего слоя, за счет чего можно производить растягивание и сгибание внешнего слоя. Такие технологические работы пользуются большим спросом, как и оборудование для ручной гибки.
Можно создавать изделия из гнутой проволоки своими руками.
В данном случае для процесса желательно выбирать более мягкие пластичные материалы, чтобы проволока могла легко гнуться, и выполнение работы своими руками не создавало трудностей.
Если же проволока жесткая и имеет большой диаметр, то для ее обработки вручную надо воспользоваться определенными инструментами:
- с помощью плоскогубцев можно создать небольшой изгиб в несколько мм, также ими удобно фиксировать материал для последующей обработки;
- разрезать проволоку на отдельные части можно кусачками или острогубцами;
- одним из самых удобных и универсальных инструментов для сгибания проволоки своими руками считаются пассатижи (разновидность плоскогубцев).
Перед тем как начинать вручную изгибать материал для колец, лучше создать на бумаге определенный шаблон и периодически сверяться с ним во время работы. Простые фигуры можно делать и без участия шаблонов.
Например, для создания обычного прямоугольного хомута, достаточно сначала зажать часть проволоки слесарными тисками, а на оставшемся куске выполнить изгиб под прямым углом с помощью плоскогубцев или молотка.
Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных — это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
:
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
ВАЖНО ЗНАТЬ: Технология лазерной гравировки на металле
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке — от 1000 мм и более.:
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
ВАЖНО ЗНАТЬ: Технология пескоструйной обработки и очистки металла
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Двухконсольные станки могут работать с длиной развертки более 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
:
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.Ручной станок для гибки арматуры,как сделать своими руками:фото чертежи
и одна серьезная стройка сегодня не обходится без использования такого важного элемента, как арматура, в значительной мере отвечающего за несущие характеристики конструкций. Именно поэтому гибка арматуры должна выполняться квалифицированно и с соблюдением всех общепринятых требований.
Гибка арматуры – особенности процесса
На любой стройке сегодня можно увидеть различное оборудование, множество инструментов и приспособлений, и практически на каждой из них есть станок для гибки арматуры.
Это не случайно: наиболее эффективной технологией укрепления хрупких бетонных конструкций, их защиты от разрушительных для них нагрузок на сжатие, растяжение и изгиб, является армирование, которое и выполняется при помощи металлических прутков – арматуры.
Без качественного арматурного каркаса практически невозможно возвести надежные бетонные стены и фундамент.
Казалось бы, намного проще выполнять армирование угловых бетонных конструкций и участков примыкания стен с использованием прямых арматурных прутков. Однако в таком случае бетонная конструкция будет сильно ослаблена, может расслоиться. К тому же это является грубым нарушением строительных норм.
В любых угловых бетонных конструкциях необходимо использовать только гнутье, с перехлестом на каждую сторону минимум 80 см.
Станок или простейшее приспособление для гибки металлических прутков пригодится и в том случае, если вам необходимо быстро изготовить соединительные элементы различного типа – крюки, лапки и др.
При гибке стальных прутков, используемых для армирования, очень важно знать, как гнуть арматуру для фундамента так, чтобы она не утратили своих прочностных характеристик.
Для соблюдения этого требования необходимо выполнять такую операцию только механическим способом, используя специальные станки для резки и гибки арматуры. При этом важно следить за тем, чтобы угол сгиба не получился острым, а радиус закругления в месте сгиба составлял от 10 до 15 диаметров самого прутка.
Следует помнить, что стальной арматурный пруток гнется без потери своих прочностных характеристики до угла 90 градусов, затем показатели прочности начинают снижаться.
При гибке стальных арматурных прутков своими руками часто совершаются две ошибки:
- на месте сгиба при помощи болгарки или другого инструмента делается надпил;
- участок арматуры, где будет находиться сгиб, нагревают при помощи газовой горелки или паяльной лампы.
После того, как подобные процедуры выполнены, используется какое-либо примитивное средство для гибки: тяжелый молоток, кувалда, отрезок трубы, тиски и др.
Эти способы гнутья приводят к значительному ослаблению арматуры, что может стать причиной разрушения бетонных конструкций.
В таких случаях всегда следует помнить о том, что нужно выполнять гибку арматурных прутков без нарушения их целостности и только в том случае, если они находятся в холодном состоянии.
Тут вообще все дорого и серьезно — полная автоматика и множество настроек. Для домашних мастеров это видео приводим лишь в качестве ознакомления. Так как тратить 130-180 тысяч рублей на такой агрегат для непрофессионального использования не имеет никакого смысла.
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы.
Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства.
При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм.
Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений.
Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью.
Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками.
При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.
Конструкция самодельного гибочного станка
Ручной станок для гибки арматуры достаточно прост по своей конструкции, поэтому изготовить его можно своими руками, но для этого желательно найти чертежи такого устройства. Основу такого станка, специально предназначенного для гибки арматуры своими руками, составляет металлическая станина, к которой приваривают штырь круглого сечения или обычный уголок.
Данный образец похож на предыдущий, но уголок тут использован один и намного меньшей длины, а вместо второго уголка используется подвижный штырь
Вторым элементом этого приспособления является поворотная платформа. К ней приваривают рычаг, центральный и гибочный штыри.
Расстояние, которое следует выдержать между центральным и гибочным штырями, зависит от максимального диаметра арматуры, используемой для гибки.
Для того чтобы такое ручное приспособление для гибки металлической арматуры можно было использовать для прутков диаметром 6–12 мм, ножки его станины необходимо надежно зафиксировать на полу.
Если вам необходим переносной самодельный станок для качественного гнутья арматуры, то все его элементы фиксируют на массивной плите.
Такая переносная плита может крепиться на месте работы при помощи болтовых соединений или специальных штырей, приваренных к ее нижней части.
Однако самодельный ручной гибочный станок для арматуры может быть использован только для работы с металлическими прутками, диаметр которых не превышает 10 мм.Еще один вариант конструкции станка: прорезь в центральном элементе, являющемся также осью вращения рычага, позволяет фиксировать арматуру
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо.
Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.
Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины.
Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх.
Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Источник информации сайт: http://metallprokat93.ru/
Гибка проволоки: вручную и на проволокогибочных станках

Гибка проволоки, выполняемая как вручную, так и при помощи различных инструментов и специального оборудования, позволяет придавать изделиям из данного материала различную конфигурацию.
В процессе гибки внутренний слой проволоки подвергается сжатию, а наружный – растяжению.
Станки для гибки проволоки, которые сегодня представлены в большом разнообразии моделей, пользуются большой популярностью, так как гнутые проволочные изделия активно применяются для решения различных производственных и бытовых задач.
Простейшее приспособление для сгиба проволоки
Чтобы без особых проблем выполнять гибочные операции в домашних условиях, лучше всего выбирать проволоку, изготовленную из мягких материалов. Осуществлять несложную гибку более жесткой проволоки, если в этом есть необходимость, можно при помощи обычных слесарных инструментов:
- плоскогубцев (при помощи такого инструмента, который есть у каждого домашнего мастера, можно сформировать несложный изгиб проволоки, а также надежно зафиксировать ее отрезок для выполнения его дальнейшей обработки);
- пассатижей (используя этот инструмент, являющийся одной из разновидностей плоскогубцев, можно выполнять гибку различной степени сложности);
- кусачек, или острогубцев (применяя такой инструмент, проволоку можно нарезать на отрезки требуемой длины).
Простые приемы ручной гибки проволоки
Если из проволоки, используя метод гибки, необходимо изготовить изделие сложной конфигурации, лучше предварительно нарисовать его на бумаге и периодически сверяться с эскизом. Для формирования простейших фигур такой эскиз можно не использовать. Например, если необходимо создать гнутое изделие прямоугольной формы, сделать это можно следующим образом:
- Проволоку в месте ее будущего изгиба зажимают в слесарных тисках.
- Верхнюю (не зажатую) часть проволоки гнут при помощи обычных плоскогубцев или молотка.
В результате такой несложной процедуры на поверхности проволоки формируется изгиб под прямым углом.
Для изготовления большого количества однотипных деталей из проволоки используют шаблоны и самодельные приспособления