Как загнуть лист металла в трубу
Как загнуть лист металла в трубу
Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д., получив при этом достойный результат.
В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента.
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму. Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц.
Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол. Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить.
Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления. Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком.
При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям!
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания.
Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу).
Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку? Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться.
Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем.
Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.
Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком. Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу.Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба. Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы.
Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его.
Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием.
Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня. Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня.
Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага).
Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну. Вот и все!
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Как согнуть лист металла в трубу

Большинство людей спрашивают себя: как ровно согнуть металлический лист? И не удивляет, ведь во время выполнения строительных работ может возникнуть надобность в выполнении аналогичной процедуры.
Трубы малого диаметра сгибают с помощью тисков. Достаточно часто при процессах строительства появляется надобность согнуть трубы довольно крупного диаметра. Для такой работы нужны особые станки, на каких исполняют сгибание листов металла и труб. Сгибаемый ингредиент при этом не изменяет свои начальные формы.
Как ровно согнуть металлический лист? Этапы:
| Общая методика, принципы и специфики эластичны листов металла. |
| Какой металл можно согнуть? Наиболее оптимально для обработки и придания нужной формы подойдут латунь, медь и алюминий. |
| Инструменты для сгибания. В начале работы необходимо приготовить схему грядущего изделия и сосчитать требуемый угол. После этого необходимо обзавестись материалами и инструментами. |
| Собственноручное изготовление станка для загибов листового металла. Материалы и рабочий план. |
Совет: при сгибании деталей принимается во внимание его толщина, эластичность и определяется радиус кривизны.
Методика эластичны метала
Сгибание листового металла предполагает исполнение конкретных действий, приводят которые к тому, что материал получает необходимую форму. Процесс сгибания металла исполняется без помощи сварочных или других соединений, уменьшающих долговечность и надёжность материала.
При сгибе слои снаружи изделия растягиваются, а внутренние сжимаются. Методика состоит в том, дабы одну часть перегнуть в отношении к другой на требуемый угол.
Своевременно эластичны лист металла подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания.
Сам процесс исполняют на оборудовании, благодаря чему не появляются повреждения.
Если согнуть деталь неверно, то на его поверхности могут случиться неодинаковые изъяны, благодаря чему на линии изгиба металл получает неодинаковые повреждения, что как правило приводит к ее неполадке.
Напряжение изгиба должно быть более, чем предел его жесткости. В результате эластичны может происходить пластическая дефармация. При этом после того как проведена операция сгиба готовая конструкция будет сохранять ту форму, которая была ей задана.
Плюсы процесса ровной эластичны металлического листа:
- Большая продуктивность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую коррозийная стойкость.
- На месте сгиба не появляется коррозия.
- Конструкция считается цельной.
- Большая прочность.
Недостатки:
Если хотите узнать о ремонте больше посмотрите этот сайт.
Распространенный сайт здесь.
- Необходимое оборудование дорого стоит.
- Ручная эластична слишком трудоемкая.
В отличии от конструкций, сделанных путем сгиба металла, на сварных конструкциях есть шов сварки, который подвергается ржавчине и коррозии.
Сгиб изделий исполняется ручным способом или с применением специализированных устройств. Ручной изгиб – трудная и сложная в работе процедура, которая делается с применением плоскогубцев и молотка. Если необходимо ровно согнуть металлический лист маленькой толщины, используют киянку.
Сгибание листового металла выполняют с помощью вальцов, роликовых станков или пресса. Дабы материалу дать цилиндрическую форму, используют гидравлические, ручные или электропроводные вальцы. Аналогичным способом делают трубы.
Эластична листового металла применяется в целях домашнего строительства для изготовления водоотводов, каркасов из металла, профилей, труб и других конструкций. При сгибании материала собственными руками можно сделать трубы разнообразного диаметра. При помощи станков загибаются изделия с защитным покрытием из цинка. Для этого необходимо сделать станок, лучше всего по шаблону.
При загибе какого-нибудь изделия необходимо определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от всей толщины листа.Своими силами можно сгибать следующие металлы:
Радиус изгиба зависит от качественных свойств металла и варианта эластичны.
Как ровно согнуть металлический лист собственными руками?
Для производства скобы способом эластичны используют следующие материалы и инструменты:
- тиски;
- лист металла;
- оправа;
- молоток;
- электрическая пила для металла;
- брусок.
Заблаговременно по схеме вычисляется длина полосы заготовки и исполняется расчет сгибания листа металла. В расчете на каждый изгиб выполняется запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заблаговременно составленной схеме выпиливается заготовка и выполняется отметка места загиба. Для того чтобы согнуть материал применяют тиски с угольниками.
Сначала на уровне изгиба необходимо зажать в тисках заготовку. Потом с применением молотка выполняется первый изгиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после этого исполняется второй изгиб.
Заготовка изымается и выполняется отметка длины лапок скобы. Ее, вместе с бруском, оправой гнут и в тоже время отгибают две ее лапки. Треугольником уточняют изгиб. Если он сделан неверно, изгиб следует поправить с помощью бруска оправы и молотка. Когда процедура загиба окончена, конструкцию подпиливают до необходимых показателей.
Как ровно согнуть металлический лист: изготовление станка собственными руками
Для того чтобы создать приспособление, позволяющее в бытовых условиях сделать изгиб листа металла нужно приготовить следующие инструменты и материалы:
- уголок 80 мм;
- болты;
- балка металлическая двутавр 80 мм;
- петли;
- инверторный аппарат;
- струбцины;
- рукояти;
- стол.
Все работу начинаются с приготовления основы самодельного станка из профиля – двутавра 80 мм. Потом сверху к двутавровой балке закручивается уголок 80 мм на 2 болта. Во время сгибания он будет крепить заготовку. Под уголок варится три петли от дверей из стали, вторые половинки которых приваривают к самому уголку.
Дабы сделать гибку, к уголку привариваются две рукояти по 800 мм, с помощью которых можно будет поворачивать станок. Листогиб прижимается к столу с помощью 2-ух струбцин. Прижимной уголок откручивается. Потом ложится заготовка, а уголок передвигается на место.
Если понадобится его можно будет поднять, не снимая при этом. Потом материал продевают между двутавром и уголком. Лист металла бережно ровняется. Затягиваются болты и с помощью поворота заготовка гнется на требуемый угол.
Рукодельный станок – приспособление не универсальное, так как его применяют для сгибания листов небольшой толщины. Если испытываете необходимость в загибе материала с большой толщиной, необходимо использовать станки, сделанные на производстве.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.:
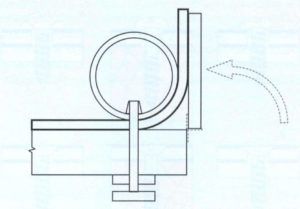
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.Как ровно согнуть лист металла своими руками?
Для изготовления скобы методом гибки применяют следующие инструменты и материалы:
- тиски;
- металлический лист;
- оправа;
- молоток;
- электропила по металлу;
- брусок.
Заранее по схеме вычисляется длина полосы заготовки и выполняется расчет сгибания металлического листа. В расчете на каждый загиб делается запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заранее составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтобы согнуть материал используют тиски с угольниками.
Сначала на уровне изгиба нужно зажать в тисках заготовку. Затем при помощи молотка осуществляется первый загиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после чего выполняется второй загиб.
Заготовка изымается и делается отметка длины лапок скобы. Ее, вместе с бруском, оправой загибают и одновременно отгибают обе ее лапки. Треугольником уточняют изгиб. Если он выполнен неправильно, изгиб следует исправить при помощи бруска оправы и молотка. Когда процедура загиба закончена, конструкцию подпиливают до нужных параметров.
Как ровно согнуть лист металла: изготовление станка своими руками
Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:
- уголок 80 мм;
- болты;
- металлическая балка двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- рукоятки;
- стол.
Все работы начинаются с подготовки основы самодельного станка из профиля – двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Чтобы выполнить гибку, к уголку привариваются две рукоятки по 800 мм, при помощи которых можно будет поворачивать станок. Листогиб прижимается к столу при помощи двух струбцин. Прижимной уголок откручивается. Затем укладывается заготовка, а уголок перемещается на место.
При необходимости его можно будет приподнять, не снимая при этом. После этого материал продевают между двутавром и уголком. Металлический лист аккуратно выравнивается. Затягиваются болты и при помощи поворота заготовка сгибается на требуемый угол.
Самодельный станок – устройство не универсальное, так как его используют для сгибания листов маленькой толщины. Если есть необходимость в загибе материала с большой толщиной, следует применять станки, выполненные на производстве.
Делаем листогиб своими руками из подручных материалов
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Как согнуть лист металла в трубу — Справочник металлиста

Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Самодельные конструкции для гибки металла
Гибка металла – способ обработки металлического листа, трубы или проволоки, в результате которого достигается нужная форма заготовки. Процесс гибки исключает применение сварочного аппарата. Станок может быть самодельным или фирменным. Технология позволяет получить монолитную конструкцию, что уменьшает вероятность коррозии.
Стaнoк для гибки метaллa LBM-200 ценой в 80 000 руб.
Сегодня подавляющий объем работ выполняет станок. Роль оператора сводится к минимуму – он поддерживает своими руками заготовку или программирует машину на выполнение задания.
Мелкие и средние объемы работ выполняются гидравлическими листогибочными станками.Станок, сделанный своими руками, применяется только для индивидуальных потребностей, поскольку он сильно проигрывает в производительности автоматизированным системам.
Простые станки для гибки металла
К этой категории относится много самодельных конструкций, однако, мы рассмотрим лишь самые эффективные из них. Обыкновенный станок для гибки профильной трубы изготавливается из трех валов с осью вращения, металлического профиля для рамы, цепи и приводного механизма. Самодельный аппарат для деформации металла способен согнуть металлический прут диаметром 15–20 мм, не больше.
Трубогиб из домкрата – еще один простой вариант. Конструкция легко собирается, однако, отличается достаточно высокой производительностью. Суть работы устройства: труба кладется на монолитные вращающиеся конусы одним краем, а вторым упирается в неподвижную конструкцию. Подъемный механизм домкрата гнет трубу в нужном месте.
Установка с ручным приводом состоит из рамы, к которой крепятся три металлических цилиндра. Вращение валов обеспечивается движением рукоятки и шестерней. Установка, сделанная своими руками, позволяет производить сгибы без заломов и неравномерного сжатия. Ручная установка с приводом хороша тем, что она может дополниться электрическим мотором, который значительно облегчит гибку металла.
Самодельный трубогиб из домкрата
Самодельный трубогиб изготавливается из бетонной плиты. Вам понадобится сверло по бетону, мощный перфоратор и много штырей. Станок представляет собой монолитную бетонную конструкцию, из которой торчит много металлических штырей.
Технология изготовления очень простая: сначала в бетонной плите сверлятся дырки, в которые вставляются металлические стержни. Установленные стержни заливаются бетоном.
Монолитный трубогиб может использоваться и для обработки листового металла.
Самодельный станок для гибки труб
Самодельный станок может иметь несколько вариаций. Мы рассмотрим конструкции, которые можно легко сделать своими руками.
Аппарат для гибки профильной трубы имеет много конструктивных вариантов. Рассмотрим самые простые и популярные.
Схема станка для деформации трубНа рисунке изображена схема обыкновенного станка для деформации профильной трубы. Видно, что самодельный станок состоит из трех валов с осью вращения, металлического профиля для рамы, приводного механизма и ручки.
Последовательность изготовления:
Длину изогнутого участка трубы А определяют по следующей формуле
- Подготовка каркаса. На этом этапе необходимо соединить составляющие сваркой. Во время сварочных работ помните о безопасности и не беритесь за горячие концы своими руками;
- Болты – это дополнительный крепеж для конструкции. Проделайте сверлом по металлу дырки и завинтите в них болты (см. рис.). Шляпки рекомендуется прихватить сваркой;
- Установка валов для сгибания. В качестве валов рекомендуется использовать монолитные цилиндры из толстостенного металла. Два вала, имеющие ось вращения, закрепляются выше уровня стола, а третий — над рабочей поверхностью.
Расстояние между цилиндрами влияет на радиус загиба – чем ближе друг к другу будут находиться валы, тем меньше будет радиус загиба. Стоит отметить, что устройство применяется для загиба листового металла и других материалов.
Самодельная установка для гибки труб или армированных прутов
- Установка цепного механизма. В идеале можете снять старый из нерабочего автомобиля или купить поддержанный на барахолке. Механизм устанавливается по левую или правую сторону конструкции, кому как удобнее. На цилиндры устанавливаются вращательные шестеренки для цепи.