Как заварить алюминий электродом
Как варить алюминий электродом инвертором?

Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Температура плавления алюминия всего 660°C, что почти в три раза меньше температуры плавления стали, но окись алюминия плавится при температуре более 2000°C, поэтому сварка алюминия в домашних условиях связана с некоторыми сложностями. Перед тем как приступить к сварке алюминия рекомендуется ознакомиться с теоретическим материалом.
Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:
Аргонно-дуговая сварка
При первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством.
От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением.Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием.
Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию.
Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка.
Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм.
Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:
- WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
- WZ-8 (белая метка), представляют собой композитные электроды с оксидом циркония. Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96.50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-2500 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом.
Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва.
Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется.
Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям.
Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
Как заварить алюминий электродом

Почти каждый человек, который когда-либо занимался работами с металлом, не раз сталкивался со сваркой алюминия. Этот металл отличается своим небольшим весом и большей проводимостью тока и тепла, обладает высокой прочностью.
Практически в каждом бытовом приборе имеются детали, сделанные из алюминия или из его сплавов.
Также этот металл пользуется популярностью и в промышленных отраслях.
Сегодня у нас есть возможность делать сварку в домашних условиях, что позволяет работать даже с таким металлом, как алюминий.
Сварка алюминия собственными руками
Данный процесс требует определённых знаний, а также необходимо помнить и о мерах безопасности. Сварочные работы дома, процесс очень сложный, но вполне осуществимый.
Имея у себя инверторный или трансформаторный аппарат для дуговой сварки, можно не прилагая особых усилий, сварить необходимый шов. Для того чтобы начать работу, вам необходимо иметь две вещи, такие как:
- Электрод. К сожалению, не все магазины или организации знают об электродах, поэтому следует приобретать их в специализированных магазинах для аргонщиков;
- Осциллятор. Данное устройство позволяет повышать частоту сварочной дуги, которая должна быть примерно 10000 Герц.
Также можно использовать газовую горелку, результат которой будет тоже вполне неплохим.
Температура пламени при смешивании кислорода и ацетилена получается намного выше, чем температура плавления самого алюминия, что дает возможность расплавить и соединить детали вместе.
Однако существует еще одна проблема, на поверхностях алюминия образуется своеобразная оксидная пленка, которая превышает температуру плавления самого алюминиевого металла, что приводит к затруднениям при создании сварочного шва. Такая пленка образуется моментально, при соприкосновении с кислородом, поэтому в производственной практике используется аргон — инертный газ.
Технологический процесс инверторной сварки алюминия
Для того чтобы осуществить инверторную сварку алюминия в домашних условиях, нужно придерживаться определенных условий.
Основное внимание нужно уделить расходным материалам, так как к самому аппарату предъявляются относительно небольшие требования.
Электроды имеют несколько маркировок:
- ОЗА;
- ОЗА-1;
- ОЗР;
- ОЗР-1;
- ОЗАНА;
- ОЗАНФ-1.
Данные электроды, имеющие такую маркировку, специально предназначены для работы с алюминием и другими металлами, имеющими такую же высокую энерго- и теплопроводность.
Что такое сварочные электроды и их использование
Электрод, это стрежень, предназначенный для подвода тока к свариваемому изделию. Есть два вида электродов, металлический или неметаллический.
В данный момент на «рынке» можно встретить около трехсот марок различных электродов, причем большинство из них, являются плавящиеся, предназначенные для ручной дуговой сварки.
Для сварки алюминия, производитель инвертора может быть любой.
Во многих случаях, когда сварка алюминия подвергается неудаче, связана с тем, что электроды, перед началом работы с ними небыли подготовлены. Условием успеха является «прожарка расходника», которая проводится предварительно и является неотъемлемой частью работы с алюминием.
Инвертор для работы с алюминием
Сварочные инверторы для алюминия могут быть очень разными, как по конструкции, так и по разной модификации. Чаще всего в работе с алюминием используют полуавтоматы, но иногда и электродуговые установки.
Инверторные модели отличаются стабильностью подачи напряжения, что является определённой гарантией улучшения самого шва сварки.
Как и в сварочных полуавтоматах, у инверторного имеется специальная приставка, которая служит защитой при работе в среде газов.
Такая приставка имеет маркировку TIG , и чаще всего на аппаратах уже установлен быстрый переход в режим эксплуатации среды защитных газов.
При работе с алюминием нужно помнить несколько важных деталей:
- Оксид алюминия, он образуется на поверхности металла, обволакивая его пленкой. Даная пленка мешает работе с алюминием, поэтому перед эксплуатацией деталь из этого сплава обрабатывают абразивом, дабы избавится от этой пленки;
- Алюминий, как и его сплавы не меняют цвет во время нагревания, из-за этого достаточно сложно следить за состоянием сварочной ванны;
- Необходимо помнить, работа со сварочным инвертором дома, должна выполняться без спешки, дабы обеспечить нужное нагревание материала;
- Если перегреть металл слишком сильно, это может привести к деформации детали, что в нашем случае не есть хорошо. Делая сварку дома, рекомендуем использовать приставку к инверторному аппарату, это позволит обеспечить контроль над проведением работы и дать нам возможность сделать качественный, прямой, прочный шов;
- Способы сварки цветных металлов мало чем отличаются от сварки черных. Чтобы справиться с обработкой алюминия дома, достаточно минимальных навыков. Также можно обратиться к специальной литературе или к видео.
Перечисленные нами способы, конечно, не дадут такого качественного шва. Сварка в домашних условиях, процесс весьма затратный и трудоемкий.
Наилучшим вариантом все-таки является приобретение осциллятора, выдающего необходимые нам параметры тока. В этом случае, работа с алюминием производится вольфрамовым электродом – как плавящимся, так и неплавящимся.
Это зависит от того, какой шов вам нужен и с каким материалов вам предстоит работать.
Достаточно прочные сварные соединения алюминиевых деталей можно получить методом термического сваривания. Только такой способ в домашних условиях невозможен.
Для этого готовится специальная смесь из свинцовой стружки, марганцовки, алюминиевой пудры, и канифоли, естественно, надо также знать пропорции.
Данная смесь засыпается в трещину и поджигается, это приводит к небольшому взрыву, который и сплавляет шов.
Принципы инверторной сварки алюминия
Полуавтоматы для сварки алюминия используются чаще, чем инверторные, хотя если исходить из качества, то инверторный тип аппарата намного лучше справляется с работой.
Перед тем как начать работу с алюминиевой деталью, необходимо обработать торцы и поверхность, дабы шов был прочным. Электроды перед эксплуатацией подогреваются в специальной печи.
Шов накладывается медленно, чтоб обеспечить нужную глубину провара детали. После того как наш шов готов, необходимо, чтобы подача газа не прекращалась хотя бы еще 5-7 секунд.
Это предотвратит деформацию шва и возможного расклеивания.Такую тонкую работу следует проводить, подготовившись, поэтому желательно, чтобы вы уже наблюдали данную работу, хотя бы со стороны или по видео.
Подводим итог
На промышленных предприятиях для работ с алюминием используют неплавящиеся электроды для сварки инвертором и инертный газ, данный электрод обеспечивает прочность и равномерное наложение сварочного шва.
Алюминий плохо поддается термической обработке, но зная некоторые тонкости, с этой проблемой можно справиться и в домашних условиях, имея у себя специальные расходные материалы и нужное оборудование.
- Александр Романович Чернышов
- Распечатать
Способы и технологии сварки алюминия в домашних условиях
Процесс сваривания алюминия весьма трудоемкий. Это обуславливается характеристиками цветного металла.
Разрабатываются специальные режимы, позволяющие надежно скреплять алюминиевые изделия и его смеси.
Как варить алюминий – подготовка изделий, методы и способы сварки (105 фото)

Алюминий – это один из самых распространенных металлов. Он имеет небольшой удельный вес, хорошую теплопроводность, высокую стойкость к действиям внешних факторов. Но недостаточная прочность и быстрая окисляемость ограничивают его применение в чистом виде.
Большую популярность снискали сплавы металла с добавлением марганца или кремния. Из них получают неразъемные конструкции с помощью сварки. Статья расскажет о том, как правильно варить алюминий.
Трудности при сварке алюминия
Большинство сплавов на основе алюминия считаются трудносвариваемыми. На это есть несколько причин:
Наличие на поверхности металла тугоплавкой оксидной пленки, разрушение которой наступает при температуре свыше 20000. Сам же металл плавится при гораздо более низкой температуре – 6600. Такой температурный градиент ухудшает условия для качественного сплавления кромок деталей: сварочная ванна мгновенно покрывается окислами.
В составе металла присутствует водород в растворенном виде. При кристаллизации шва он стремится выйти на поверхность валика. Так образуются характерные для алюминия дефекты – поры. А повышенное содержание кремния увеличивает риск появления горячих трещин.
Значительный коэффициент линейного расширения приводит к деформациям конструкций в процессе охлаждения. Явление получило название “усадка”.
Алюминий известен своей жидкотекучестью в расплавленном состоянии, что негативно влияет на свариваемость. Проблему можно решить, используя специальные теплоотводящие пластины и подкладки.
Подготовка изделий к сварке
Предваряющим этапом сварки алюминия является тщательная подготовка кромок к сплавлению. Это важный момент для получения качественного соединения. Следует уделять внимание разделке кромок и их зачистке.
Стыковые швы на металле до 4 мм не нуждаются в разделке. С возрастанием толщины металла до 5 мм и выше применяют V-образный скос с одной стороны детали. Для толстолистового алюминия характерен двусторонний скос в форме “Х”. Требуемую конфигурацию кромок получают механически: шлифованием, фрезерованием, строганием.
Цель зачистки – разрушить оксидный слой, очистить поверхность от масел и прочих загрязнений.
Процесс осуществляют двумя способами:
Механическая обработка. Кромки свариваемых деталей зачищают с 2-х сторон на ширину не менее 20 мм щетками металлическими с нержавеющим ворсом или специальными абразивными кругами по алюминию. После чего участки обработки обезжиривают растворителем. Среднее время хранения деталей после мехобработки и обезжиривания до сварки не должно превышать более 3ч.
Химическая обработка. Заготовки подвергают травлению в ваннах с 5-10% раствором NaOH. Травильный шлам (темный осадок) с поверхностей деталей удаляют последующим осветлением в азотной кислоте в течение 5 мин.
Обезжириванию подвергается и присадочный материал.
Способы сварки алюминия
В заводских и домашних условиях распространение получили 3 способа сварки алюминия: сварка плавящимся электродом с защитным газом (MIG), не плавящимся электродом (TIG) в аргоне и плавящимся электродом без газовой защиты.
Каждый вид характеризуется своими особенностями – применяемым оборудованием, расходными материалами, режимами сварки.
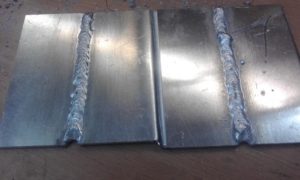
Фото сварки алюминия показаны в нашей галерее.
MIG сварка алюминия
Для полуавтоматической сварки алюминия использую как универсальные, так и импульсные инвенторы. Последние позволяют получить очень качественное соединение.
Электродом выступает специальная алюминиевая проволока со сплошным сечением (Св-АМг5, Св-АМЦ и т.д. в зависимости от материала заготовок), подающаяся в сварочный аппарат с помощью роликов.
Параметры сварки – постоянный ток, обратная полярность. Для защиты ванны в зону сварки подают аргон или его смеси с гелием или углекислотой в соотношении 80/20% соответственно.
Режимы сварки (величину тока, расход газа, напряжение дуги, вылет электрода) подбирают по справочникам, исходя из толщины свариваемых деталей.Как варить алюминий полуавтоматом? Ответ зависит от пространственного положения и вида соединения. Так, для стыковых швов без скоса кромок в нижнем положении сварку ведут без поперечных колебаний электрода. При многослойной сварке деталей с разделкой последние швы накладывают с небольшими поперечными перемещениями электрода.
Для предотвращения образования на концах шва кратеров используют выводные планки.
TIG сварка алюминия
Данная технология предусматривает применение вольфрамового неплавящегося электрода диаметром 1,6-5 мм в зависимости от толщины заготовки и присадочного материала, в качестве которого выступает аналогичная по диаметру алюминиевая проволока или прутки.
Защитный газ – аргон повышенной чистоты. Оборудование – аргонодуговой инвентор, например TRITON ALUTIG 200Р AC/DC.
Несколько советов, как варить алюминий аргоном:
Наклон электрода к детали должен быть в диапазоне 70–800, а угол между присадкой и вольфрамовым стержнем около 900. Рекомендуемая длина дуги от 1,5 до 2,5 м. При наложении швов первой перемещается присадка, а за ней горелка.
Для исключения перегрева металла, сквозных прожогов тонколистовых заготовок, под ними располагают медные пластинки, которые эффективно отводят тепло. В зону сварки аргон подают за 3-4 сек. до начала прохода, а прекращают подачу спустя 5-7 сек. после обрыва дуги.
В сравнении с полуавтоматической сваркой, сварка не плавящимся электродом на правильно подобранных режимах уменьшает коробление изделий и снижает трудоемкость зачистки. Но чуть более длительная по времени.
Сварка плавящимся электродом без газовой защиты
Варить алюминий в домашних условиях можно электродами марок УАНА и ОЗАНА с щелочно-солевым покрытием.
Работы проводят на постоянном токе обратной полярности. Значение подбирают в соответствии с соотношением: с увеличением диаметра электрода на 1мм увеличивается ток на 25-30 А. Так, для стержня диаметром 3,2 мм диапазон тока 80-100 А. Многие производители указывают оптимальные режимы сварки на упаковках электродов.
Для сварки небольших, но толстолистовых деталей необходим предварительный подогрев. Для сварки крупногабаритных изделий используют локальный прогрев с помощью газовых горелок. Мероприятия направлены на снижение вероятности образования кристаллизационных трещин и коробления.
Перед сваркой электроды прокаливают в печах или электропеналах. Сварку ведут короткой дугой, обрыв дуги до завершения сварного шва нежелателен.
После завершения одного прохода шлак с поверхности шва отбивают при помощи зубила или молотка. Сварку по шлаку не производят.Технология сварки алюминия имеет свои нюансы, ее освоение займет некоторое время. Конечный вид изделия, презентабельность, геометрия сварного шва, наличие наружных и внутренних дефектов полностью зависит от соблюдения всех правил и рекомендаций подготовительных и сварочных работ.
Фото рекомендации как варить алюминий
Также рекомендуем посетить:
Сварка алюминия простым электродом
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы.
При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора.
Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов.
Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой.Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми.
Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора.
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус».
В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке.
Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте.
Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Советы по сварке алюминия электродами

[Сварка алюминия электродами] требует соблюдений особых условий.
При этом важно не только правильно провести сам процесс сварки электродами, но и выбрать подходящие электроды.
Цена на эту услугу не является слишком высокой, однако многие делают выбор в пользу самостоятельной сварки электродами, в домашних условиях.
Если вы никогда ранее не занимались сваркой алюминия своими руками, то перед началом работ следует узнать, как происходит этот процесс, а также правила, которым нужно следовать, чтобы сварка алюминия была проведена правильно.
Особенности процесса
Сварка, даже в домашних условиях, должна происходить при соблюдении техники безопасности.
Очень важно, например, провести изоляцию проводов перед началом работ, чтобы избежать риска удара током.
Защититься от тока вам также помогут сапоги из резины – можно надеть их перед началом процесса.
Чтобы защитить себя от ожогов, вам понадобятся специальные перчатки и маска, предназначенные для сварки. Цена на защитное оборудование не так уж высока, и проводить без него работу запрещается.
Процесс своими руками может проводиться только в том помещении, где отсутствуют легко воспламеняемые предметы. Это относится не только к мебели, но и, например, к деревянным полам.Во время работы рядом нужно держать огнетушитель или хотя бы емкость с водой, чтобы быстро нейтрализовать непредвиденную ситуацию.
Лучше всего заниматься работой с алюминием на открытом воздухе, но, если это невозможно, то перед ее началом, помещение, где будет происходить работа с инвертором, обязательно нужно проветрить.
Это нужно, поскольку в процессе работы в воздухе будут образовываться газовые соединения, опасные для человека.
Уникальные свойства сплавов алюминия обуславливают особенности процесса работы с ним.
Например, алюминий можно расплавить при низкой температуре, плюс он имеет высокую теплопроводность (в среднем в три раза выше, чем другие металлы).
:
Алюминий используется практически во всех сферах жизни, поскольку является очень удобным для обработки металлом, однако в процессе его сварки своими руками у вас могут возникнуть некоторые сложности, связанные с повышенной окисляемостью материала.
На поверхности алюминия в процессе работы образуется пленка, расплавить которую можно только при очень высокой температуре, намного превышающей допустимую при работе с этим видом материала.
ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
При этом обработка сплавов алюминия флюсующими материалами невозможна, поскольку этот материал не имеет нужных химических свойств.Поэтому самостоятельная варка алюминия производится с помощью газовой горелки, либо методом дуговой сварки. Перед началом работы нужно тщательно очистить поверхность.
Использовать для этого можно шабровку, соду или бензин. После обработки сплавов, металлическую поверхность нужно промыть чистой водой. Очистка поможет защитить алюминий от коррозии.
Для работы с алюминием вам потребуется специальный флюс, созданный специально для работы с этим видом сплавов.
Флюс предназначен для растворения окиси, которая образуется на поверхности алюминия в процессе работы. Купить его можно в строительном магазине, цена на него невысока.
При этом окись растворяется при той температуре, которая оптимальна для обработки этого вида металла.
Лучше всего приобретать растворители, в состав которых входит хлористый или фтористый литий – этот щелочной металл наиболее эффективно справляется с растворением окиси.
Важно также правильно выбрать присадочный материал, и узнать, какова его цена, прежде чем начинать работу.
Его используют для того, чтобы алюминий правильно затвердел и после усадки на его поверхности появились прочные швы. При этом поверхность материала останется гладкой.При способе дуговой сварки, выбор горелки очень важен.
:
Лучше всего проконсультироваться перед покупкой со знающим человеком, но ориентироваться можно на значение, на 1 показатель ниже необходимого для работы со сталью, с низким содержанием углерода такого же размера, а цена в этом случае не так важна.
Дуговая сварка требует подачи специального защитного газа в рабочую область.
Из-за смешения кислорода с азотом, металл может деформироваться: стать хрупким или приобрести пористую структуру.
Так происходит и в случаях контакта с графитовым электродом, дугой или самим алюминием.
Газ является необходимым не только в работе с алюминием, но и другими металлическими соединениями и металлами.
Часто в качестве дополнительного используется инертный газ: он не только защищает поверхность, но и удаляет шлаки, остатки металла и другие элементы, появляющиеся в процессе работ.
При выборе газа следует ориентироваться, прежде всего, на тип металла, с которым вы будете работать, в данном случае алюминий.
ВАЖНО ЗНАТЬ: Технология сварки аргоном в видео-уроках
Лучше всего остановиться на аргоне и гелии – это наиболее используемые в сварке цветных металлов инертные газы, и такое сочетание прекрасно подходит для сварки алюминия.
Самостоятельная сварка
Для осуществления самостоятельной работы вам понадобится ряд вспомогательных предметов: самый важный элемент – аппарат для сварки, способный осуществлять аргонно-дуговую сварку.
Также вам понадобится аргоновый баллон, проволока из алюминия, осциллятор и газовая горелка.
:
Выбор проволоки для сварки – очень важный этап перед началом работ.
Цена на материал примерно одинаковая, поэтому ориентироваться нужно не на нее, а на алюминиевые свойства: нужно оценить насколько проволока подходит для работы с ними.
Перед началом работы нужно защитить металл в местах стыков. Делать это лучше всего жесткой стальной щеткой, либо другим аналогичным инструментом.После зачистки эти места нужно дополнительно обработать купленным ранее флюсом.
Зачистка сплавов алюминия необходима для того, чтобы убрать оксидную пленку и далее работать с самой металлической поверхностью.
Второй этап сварки – работа с газовой горелкой. Предварительно ее нужно нагреть до подходящей температуры и после этого обработать ею места, в которых были сделаны швы.
Чтобы сделать смешение сплавов, нужно прикладывать дополнительные вольфрамовые электроды для сварки на места швов и расплавлять их под горелкой – таким образом, стержни смешаются с алюминием и создадут смешение необходимых сплавов.
Для домашних условий наиболее подходит аргонно-дуговой способ сварки.
При таком способе характер вольфрамовых электродов неважен, вольфрамовые электроды -им не нужна заточка, вы можете приобретать как плавящиеся, так и неплавящиеся элементы.
Этот способ сварки является не только эффективным, но и очень удобным, поскольку не требует наличия флюса, что значительно облегчает процесс работы.
Аргонно-дуговая сварка инвертором позволяет сварить алюминий даже с помощью металлических электродов, которым не нужна заточка.
Если же вы решите использовать автоматический аргонно-дуговой метод, то вам понадобится флюс, имеющий специальный состав и полностью химически чистый.
Еще один подходящий способ сварки для работ в домашних условиях – точечный.
ВАЖНО ЗНАТЬ: Инструкция по пайке радиаторов охлаждения двигателя
Но он менее эффективен, чем аргонно-дуговой, из-за того, что алюминий обладает высокой теплопроводностью, а также из-за очень быстрого процесса плавления материала.Точечную сварку производят на большой скорости, достаточной, чтобы электрод можно было перемещать на равном с металлом уровне.
Следующий способ сварки, который можно выполнить самостоятельно, требует наличия электроприводной машины – благодаря ей металл можно расплавлять непрерывно и на необходимой скорости.
Это довольно сложный способ, и в домашних условиях он используется редко, да и в целом таким способом работают в основном опытные мастера.
Лучше всего остановиться на первом варианте сварки, поскольку он самый удобный, и выполнить его сможет даже человек с минимальным опытом.
Последние два способа реализовать дома довольно сложно, а популярная холодная сварка для алюминия и вовсе не подходит.
Плавка алюминия – это длительный процесс, при этом важно соблюдать технику безопасности на всех этапах работы, т.к. она представляет определенный риск для здоровья, особенно, если ранее у вас не было опыта сварки.
Процесс дуговой сварки инвертором — дело довольно сложное, особенно в домашних условиях.
Поэтому, если у вас нет опыта, лучше обратиться к профессионалу, тем более что цена на эти услуги сегодня не слишком высока.Если же вы хотите провести работу с алюминием инвертором самостоятельно, то посмотрите видео с инструкцией, прежде чем приступать к работе.
:
Для алюминия и его сплавов подходят далеко не все способы сварки, наиболее простой – аргонно-дуговой. Его сможет выполнить своими руками даже человек с минимальным опытом.
Вы можете посмотреть на видео, что собой представляет этот вид сварки.
Другие же методы работы являются более сложными, поэтому, если вы не являетесь профессиональным сварщиком, лучше поручить их специалисту, тем более что цена на эту услугу вполне адекватна.