Микродуговое оксидирование алюминия в домашних условиях
Микродуговое оксидирование алюминия в домашних условиях

Технология микродугового оксидирования в части технологических преимуществ позволяет получать покрытие с широким спектром применения и наносить покрытие, как на новые изделия, так и для восстановления покрытий после износа, сокращает время нанесения покрытия, позволяет использовать меньшее количество оборудования, меньшее количество производственных площадей и экономит расход воды. Метод микродугового оксидирования позволяет сформировать покрытия, обладающие разнообразными функциональными свойствами, такие как коррозионностойкие, износостойкие, термостойкие, электроизоляционные, защитные и защитно-декоративные. Такая многофункциональность покрытий позволяет применять их в самых разнообразных отраслях промышленности.
Особенности технологии производства
Микродуговое оксидирование – это электрохимический процесс модификации (окисления) поверхности вентильных металлов и их сплавов (например, сплавы Al, Mg, Ti и др.) в электролитной плазме с целью получения оксидных слоев (покрытий).
Процесс этот берет свое начало от анодирования, однако проводится при большем напряжении, за счет чего происходят микродуговые разряды в точках пробоя барьерного слоя на поверхности.
В области пробоя резко повышаются температура и давление, часть металла переходит в раствор, где присутствует в виде ионов.
Другая часть расплавленного металла взаимодействует с компонентами электролита и формирует МДО-покрытие. Благодаря этому покрытие формируется не только на поверхности, но и вовнутрь изделия.Помимо этого, высокие температуры в зоне пробоя приводят к формированию градиентного переходного слоя на границе металл-покрытие.
Этот слой обеспечивает прочное сцепление МДО-покрытия с подложкой, что в свою очередь обеспечивает адгезию полимерных покрытий наносимых на поверхность детали.
Технология МДО реализуется на оборудовании аналогичном гальваническому оборудованию. Аппаратурное оформление для МДО ближе всего к процессу анодирования алюминия.
Их принципиальные различия состоят в используемых источниках питания и электролитах, являющихся собственными разработками.
Это отличает технологию не только от анодирования и гальваники как таковой, но и от МДО реализуемого на других предприятиях.
Технические характеристики
Основными техническими характеристиками МДО-технологии являются:
- высокая производительность;
- применение надежных источников питания, позволяющих получать покрытие за более короткое время и с меньшими энергозатратами (0,12 кВт/м2 по сравнению с МДО других организаций);
- возможность покрытия сложнопрофильных деталей;
- возможность получения покрытия различного функционального назначения;
- высокая скорость формирования покрытия – от 1 до 1,5 мкм/мин;
- экологическая безопасность.
Потребительские свойства
Можно сравнивать технологию микродугового оксидирования с процессом анодирования, так как начальная стадия микроплазменного процесса в растворах протекает примерно по схожему механизму.
Однако возникновение микроплазменных разрядов после образования оксидной барьерной пленки приводит к резкому увеличению скорости процесса формирования покрытия, что является важным аргументом в пользу МДО, в плане производительности.
Скорость нанесения покрытия в нашем случае превосходит скорость нанесения при анодировании.
Кроме того, в случае микродугового оксидирования нет жестких требований к подготовке поверхности алюминия, что исключает из процесса ряд предварительных операций, проводимых в агрессивных растворах при анодировании, что также сказывается на производительности. Сами растворы анодирования также очень часто представляют опасность для окружающей среды. В этом смысле растворы имеют существенные отличия, процесс ведется в слабощелочных экологически безвредных растворах.МДО-технология также отличается от МДО-технологий других компаний. Практически все участники рынка МДО-технологий предлагают покрытия, которые требуют дополнительной механической обработки после МДО-процесса, что также увеличивает стоимость конечного продукта – покрытия.
Применение ИП, разработанных нашими специалистами позволяют получать покрытия, которые имеют широкое применение – от подслоя под полимерные материалы до износостойких и коррозионностойких, работающих при высоких механических нагрузках (в узлах трениях при скоростях вращения до 60000 об-1) и температурах (до 320°С).
Таким образом, процесс микродугового оксидирования имеет существенные преимущества: отсутствие предварительной обработки, высокая скорость нанесения покрытий, безопасность применяемых слабощелочных растворов электролитов, варьируемая толщина покрытия, возможность нанесения на сложнопрофильные изделия.
- КОРАБЛЕСТРОЕНИЕ – декоративная отделка и защита от износа, коррозии элементов катеров, яхт, водных мотоциклов, лодок и др.
- АВТО-МОТО ТЮНИНГ – декоративная отделка и защита от износа, коррозии деталей из алюминиевых, магниевых и титановых сплавов.
- МАШИНОСТРОЕНИЕ – пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения для двигателей внутреннего сгорания, станков и машин различного назначения в судостроении, авиационной промышленности, детали для сельскохозяйственной техники
- МЕДИЦИНА – защита хирургических эндопротезов
- возможность создания сверхпрочных покрытий, уступающих по прочности только алмазам
- возможность нанесения покрытий на внешних и внутренних поверхностях деталей любой конфигурации
- возможность получения разных цветов покрытий без дополнительной покраски
- отсутствие необходимости в предварительной обработке поверхностей
- высокое сопротивление коррозионной усталости (высокий предел выносливости).
Технические характеристики МДО покрытий на сплавах
| Характеристика | Алюминиевые сплавы | Магниевые сплавы |
| Толщина покрытия | 10-300 мкм | 10-300 мкм |
| Микротвердость | 800-1950 HV | 650-950 |
| Коэффициент трения | 0,01-0,02 | 0,01-0,02 |
| Напряжение пробоя | до 4500 В | 600 В |
Структура МДО покрытий на а) алюминиевых (АД31) и б) магниевых (МЛ5) сплавах.
Свойства покрытий достигаются за счет формирования на поверхности изделий керамических оксидных пленок, в частности – Al2O3 (корунд), позволяющих многократно повысить износостойкость и коррозионную стойкость деталей, придав им красивый декоративный вид.
| Сплав | Цвет покрытия |
| Цвет покрытия, обусловленный самим сплавом | |
| Д16 | чёрный, коричневый |
| В95 | розовый |
| АМг5 | бежевый |
| Алюминиевый сплав с титаном | голубой |
| МЛ5 | бежевый, серый |
| АК12 | серый |
| Цвета покрытий, получаемые на любом сплаве | |
| 1. бурый | |
| 2. черный | |
| 3. коричневый | |
| 4. синий | |
| 5. белый |
Условия оплаты:
- 50 % – аванс;
- 20 % – после извещения о готовности оборудования к отправке и принятия ее заводских испытаний на площадке Изготовителя;
- 20 % – после поставки оборудования на склад предприятия Заказчика;
- 10 % – после ввода оборудования в эксплуатацию.
Сроки:
- сроки изготовления оборудования – 6 месяцев с момента получения авансового платежа;
- сроки поставки – 4 недели;
- сроки монтажа – 3 недели.
По согласованию с Заказчиком могут быть установлены иные сроки и условия оплаты.
Анодирование алюминия — способы выполнения технологии
Анодирование алюминия (анодное оксидирование) – это процесс, в результате которого на поверхности металла образуется оксидное покрытие.
Основная задача оксидного покрытия – защитить поверхность алюминия от окисления, возникающего из-за взаимодействия этого металла с воздухом.
Анодирование призвано не уничтожать пленку, образовавшуюся при окислении (она выполняет защитную функцию), а сделать ее более прочной. В этом отношении анодирование похоже на такой метод, как воронение окислением.
Технология анодного оксидирования используется для укрепления не только алюминия и его сплавов, но и других металлов. К примеру, оксидные покрытия используются для защиты титана и магния.
Помимо укрепления поверхностного слоя, анодирование преследует следующие цели:
- сглаживание различных дефектов поверхности (сколов, царапин и т.п.);
- повышение адгезивных качеств материала (краска значительно лучше сцепляется с оксидной пленкой, чем с голым металлом);
- улучшение внешнего вида металла;
- придание металлу различных декоративных эффектов (к примеру, можно создать имитацию золота, серебра, жемчуга).
Технология анодирования
Процесс анодирования можно разделить на три части:
- подготовительный процесс;
- химическую обработку;
- закрепление.
Подготовительный процесс
На этом этапе алюминиевый профиль подвергается механической и электрохимической обработке. Под механической обработкой понимается очистка металла, его шлифование и обезжиривание.
Далее изделие кладут сначала в щелочной раствор для травления, а затем перекладывают в кислотный для осветления. Завершается подготовка промывкой поверхности.
Причем промывка осуществляется несколько раз, чтобы полностью удалить кислотные вещества с металла.
Химическая обработка
Химическое оксидирование алюминия представляет собой обработку металла в электролите.
В качестве электролитов используются растворы различных кислот (серной, хромовой, щавелевой, сульфосалициловой).
Порой в растворы добавляют соль или органическую кислоту.
Наиболее распространенный электролит – серная кислота.
И все же этот электролит не применяется для обработки изделий сложной формы, на которых имеются небольшие отверстия или зазоры.
В таких случаях предпочтительна хромовая кислота. А вот щавелевая кислота позволяет значительно улучшить разноцветные изоляционные покрытия.
Химическое оксидирование алюминия
Качество процесса зависит от нескольких составляющих, в числе которых концентрация, температурный режим и плотность тока.
Высокие температуры способствуют ускорению анодирования. Причем пленка образуется мягкая и высокопористая.
Если необходимо твердое покрытие, применяется более низкая температура.
Химическое оксидирование алюминия может осуществляться при температурах от нуля, до плюс 50 градусов по Цельсию.
Плотность тока может варьироваться от 1 до 3 Ампер на квадратный дециметр.
Показатель электролитной концентрации может находиться в пределах 10-20%.
Закрепление
После оксидирования металл выглядит, как пористая поверхность (даже при использовании холодного режима). Чтобы поверхность была достаточно прочной, эти поры нужно перекрыть. Делается это одним из трех способов:
- окунанием изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Обратите внимание! Если изделие будет окрашиваться, процесс закрепления не нужен, поскольку лакокрасочный материал естественным образом заполнит имеющиеся поры.
Существует три разновидности оборудования для оксидирования алюминия:
- основное (ванны);
- обслуживающее (обеспечение работы);
- вспомогательное (подача изделий в ванну, проведение подготовки, складирование и т.п.).
Другие способы анодирования
Помимо классического способа, описанного выше, также может применяться твердое, микродуговое и цветное анодирование. Вкратце об этих способах обработки металла будет рассказано ниже.
Задача твердого анодирования – получить особо прочную микропленку. Методика нашла широкое распространение в авиастроении, автомобилестроении и строительстве.
Особенность технологии состоит в том, что задействуются не один, а сразу несколько электролитов.
К примеру, в рамках одного процесса могут применяться щавелевая, серная, лимонная, винная и борная кислоты.
В ходе анодирования плотность тока постепенно увеличивается, и благодаря структурным изменениям в ячейках пленка приобретает повышенную прочность.Схема микродугового оксидирования
Микродуговое оксидирование – это электрохимический процесс, в котором поверхность алюминия окисляется, и в это же время между анодом и электролитом происходят электрозарядные явления. Методика позволяет получать особенно качественные покрытия с высоким уровнем износостойкости и адгезии.
Еще один способ анодирования – цветное. Как видно из названия, основная задача процесса – изменить цвет детали.
Существует четыре способа цветного анодирования:
Анодирование в домашних условиях
Самостоятельное анодирование практически всегда осуществляется по холодной методике. Такой же технологии придерживается и большинство компаний, предоставляющих подобные услуги.
Холодной методика называется из-за того, что в процессе создания пленки нет нужды в высоких температурах: рабочий диапазон температур колеблется между -10 и +10 градусов по Цельсию.
Достоинства холодного анодирования:
Единственный недостаток методики состоит в сложности дальнейшей окраски металла материалами, основанными на органике.
Однако металл, вне зависимости от его характеристик, в любом случае получает окраску естественным образом.
Цвет может различаться от оливкового, до черного или сероватого.
Микродуговое оксидирование – технология модификации поверхности металла

Микродуговое оксидирование позволяет получать покрытия различного назначения: термостойкие, электроизоляционные, декоративные, коррозионностойкие и защищающие от фреттинг-коррозии в частности, износостойкие, а также являющиеся подслоем для нанесения полимерных материалов.
Описание
Преимущества
Линия для микродугового оксидирования
Описание:
Микродуговое оксидирование – один из самых перспективных методов поверхностной обработки поверхности металлов за счет ее (поверхности) модификации.
Микродуговое оксидирование позволяет получать покрытия различного назначения: термостойкие, электроизоляционные, декоративные, коррозионностойкие и защищающие от фреттинг-коррозии в частности, износостойкие, а также являющиеся подслоем для нанесения полимерных материалов.
Сущность метода заключается в том, что при пропускании тока большой плотности через границу раздела металл-электролит создаются условия, когда напряженность на границе раздела становиться выше ее диэлектрической прочности и на поверхности электрода возникают микроплазменные разряды с высокими локальными температурами и давлениями.
Результатом действия микроплазменных разрядов является формирование слоя покрытия, состоящего из окисленных форм элементов металла основы и составляющих электролита.
В зависимости от режима микроплазменного оксидирования и состава электролита можно получать керамические покрытия с уникальными характеристиками и широчайшим спектром применения.
Модификация поверхности и структурирование переходного слоя достигается реализацией последовательности из серий периодических формующих электрических импульсов особой формы.
Посредством управления амплитудой, длительностью, фронтами и срезами, фазовым соотношением, позиционным комбинированием и частотой импульсов происходит генерация плазменных разрядов.
Они синтезируют твердые структуры металлокерамических соединений (композитов) высокотемпературных полиморфных модификаций из элементов материала основы с определенной избирательностью, зависящей от состава нормально-активирующей или нормально-пассивирующей среды (рН и состав электролита).
Разработаны технологические процессы нанесения покрытия на основе оксида алюминия, диоксида кремния и пр.Микродуговое оксидирование в научной литературе имеет и другие названия: плазменно-электролитный синтез оксидных слоев, плазменно-электролитическое оксидирование, оксидирование в электролитной плазме, поверхностная обработка в электролитной плазме, микроплазменное электролитическое оксидирование, анодно-искровое оксидирование.
Преимущества:
– возможность создания сверхпрочных покрытий с уникальными характеристиками,
– получение нескольких защитных характеристик в комплексе,
– практически бесконечный срок службы электролита,
– возможность обработки сложнопрофильных деталей, в том числе и внутренней поверхности труб,
– высокая рассеивающая способность электролита (покрытие наносится в отверстия и полости с минимальными затруднениями),
– нет необходимости в специальной подготовке поверхности перед нанесением покрытия и механообработке после нанесения покрытия,
– получение разных покрытий на одном материале,
– экологическая чистота производственного процесса,
– низкая себестоимость покрытия,
– отсутствие вредных газообразных выбросов в атмосферу,
– придание поверхности одновременно нескольких видов функциональных характеристик,
– наличие возможности встроить новое МДО оборудование в уже существующие технологические линии,
– не требуется специальной подготовки поверхности,
– поверхность обрабатываемых деталей – от нескольких квадратных миллиметров до метров.
Линия для микродугового оксидирования:
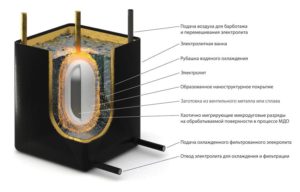
Производственная линия для микродугового оксидирования состоит из:
– силового оборудования – специализированных источников питания,
– ванн, в которых проводиться подготовка поверхности, обработка и промывка,
– манипулятора для перемещения подвески с деталями (в случае серийного производства),
– металлоконструкций для размещения ванн и манипулятора,
– вспомогательного оборудования – дистиллятора, насоса-фильтра для очистки и перекачки растворов, резервных емкостей, приборов контроля качества покрытия и состояния электролита.
От источников питания на клеммы ванн подаются импульсы тока определенной формы, при этом деталь выполняет роль анода, в качестве катода служит ванна или дополнительные электроды, как правило, из нержавеющей стали.
Линия для микродугового оксидирования отличается:
– сравнительно невысоким энергопотреблением,
– высокой производительностью,
– небольшой производственной площадью,
– простотой обслуживания и минимальным количеством персонала,
– экологической безопасностью производства,
– доступность реактивов и других используемых расходных материалов.
Количество необходимых технологических операций при микродуговом оксидировании существенно меньше, чем при традиционных процессах анодирования. Это следует из отсутствия многочисленных подготовительных операций и экологичности применяемых растворов.
Оно включает следующие операции: загрузка, обезжиривание, промывка, нанесение МДО покрытия, улавливание, промывка, выгрузка. После загрузки-монтажа деталей на подвеску проводится обезжиривание, после чего детали поступают на обработку.
При больших масштабах производства после ванны нанесения покрытия ставят ванну улавливания для более рационального использования химикатов и промывной воды.
карта сайта
использование технологии микродугового оксидирования при разработке двс
микродуговое оксидирование алюминия в домашних условиях мдо санкт петербург обзор chm оборудование поршней и гильз теория технология оборудование титана цилиндро поршневой группы в двс
метод генератор электрические схемы установок технология установка обобщенная модель микродугового оксидирования алюминиевых сплавов михеев тип а371 517
Технология микродугового оксидирования (МДО-покрытия) и покрытия на ее основе
Технология микродугового оксидирования в части технологических преимуществ позволяет получать покрытие с широким спектром применения и наносить покрытие, как на новые изделия, так и для восстановления покрытий после износа, сокращает время нанесения покрытия, позволяет использовать меньшее количество оборудования, меньшее количество производственных площадей и экономит расход воды. Метод микродугового оксидирования позволяет сформировать покрытия, обладающие разнообразными функциональными свойствами, такие как коррозионностойкие, износостойкие, термостойкие, электроизоляционные, защитные и защитно-декоративные. Такая многофункциональность покрытий позволяет применять их в самых разнообразных отраслях промышленности.