Какая сварка лучше дуговая или полуавтомат
Сравнение двух сварочных решений: ручная дуговая или полуавтомат? Какая сварка лучше подойдет для определенных задач

Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного.
Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода.
Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
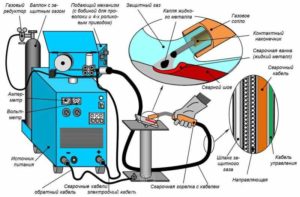
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
Преимущества:
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
Недостатки:
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
Преимущества:
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
Недостатки:
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
Что лучше — сварочный полуавтомат или инвертор для сварки

Что лучше: сварочный полуавтомат или инвертор
Многие начинающие сварщики задаются вопросом о том, чем отличается полуавтомат от сварочного инвертора, и что лучше. В отличие от сварочного инвертора, где сварка осуществляется штучным электродом с покрытием, для сварки полуавтоматом используется специальная проволока и газ.
Но это так, поверхностное рассмотрение различий полуавтомата и инвертора. Конечно же, и тот и другой вид сварочного оборудования, предназначен для выполнения совершенно разных работ и задач. Именно об этом и будет рассказано ниже, на сайте mmasvarka.ru.
Чем отличается сварочный инвертор от полуавтомата
Сварочный инвертор — это переносной аппарат для сварки постоянным током и электродом с покрытием. Инверторы широко используются для ручной дуговой сварки, как профессиональными мастерами, так и новичками-электросварщиками.
Особенностью сварочных инверторов, является несколько режимов сварки, с прямой и обратной полярностью, когда можно искусственным путём, завышать или занижать температуру горения дуги. Также инверторы снабжены всевозможными функциями, такими как: антизалипание электрода, форсирование дуги, горячий старт, и многими другими.
Кроме того, большинство моделей сварочных инверторов, могут работать даже при сильном падении напряжения. Они абсолютно не боятся скачков и перепадов в электросети. Сварочный инвертор предназначен в основном для работы со сталью, однако его можно использовать и для сварки чугуна, а также различных сплавов.
Что такое сварочный полуавтомат и как он работает
Для сварки полуавтоматом, как было сказано выше, используется тонкая проволока в катушках, которая подаётся из горелки полуавтомата вместе с защитным газом. В качестве такого газа служит аргон, углекислый газ или гелий, здесь все во многом зависит от того, какой металл сварочным полуавтоматом придётся варить.
В отличие от ручной дуговой сварки инвертором, которая имеет обозначение «ММА», сварка в среде защитного газа полуавтоматом обозначается, как «MIG/MAG». Основное применение сварочного полуавтомата, это сварка тонких и цветных металлов, там, где нужна ювелирная точность, и, красивый, ровный сварочный шов, имеющий повышенную стойкость к коррозии.
Сварочные полуавтоматы снабжены баллонами с газом и катушками с проволокой. Как и все трансформаторные аппараты для сварки, они надёжны в работе и долговечны, относятся к разряду специализированного сварочного оборудования. Сварочные инверторы, напротив, получили наибольшее применение в быту, там, где нужна простая, но качественная и эффективная, ручная дуговая сварка чёрных металлов.
Что лучше: сварочный полуавтомат или инвертор
Отвечать на этот вопрос, нет смысла, поскольку сварочный инвертор и полуавтомат, имеют существенные отличия и предназначены для выполнения разных задач. Нет, конечно же, сварочным полуавтоматом, как и инвертором, можно заварить лопату или два куска листовой стали, дело совсем не в этом.
Сварочные полуавтоматы, чаще всего применяются для выполнения специфических задач, для ремонта автомобильных кузовов, например. Инверторы для сварки, оказываются более производительными в том случае, если нужно сварить небольшую теплицу или навес на даче, в общем, они более эффективны, именно для домашнего пользования.
Вот только несколько основных отличий сварочного инвертора от полуавтомата:
- Вес инвертора для сварки, как и его габариты, в несколько раз меньше, чем у полуавтомата. Плюс ко всему, полуавтомат и инвертор, имеют совершенно разную конструкцию и принцип работы;
- Инверторы для сварки способны выдавать намного большее напряжение и частоту тока;
- В отличие от полуавтомата, при равных условиях, сварочный инвертор, более производительный аппарат для сварки;
- Инвертор способен преобразовывать переменный ток в постоянный, а затем наоборот, ток переменного значения высокой частоты. Принцип работы сварочных полуавтоматов и трансформаторов, совсем иной, и основан на диодном выпрямлении напряжения.
Что выбрать — сварочный инвертор или полуавтомат, зависит, в первую очередь, от задач сварки. Поэтому говорить о том, что лучше, это не совсем правильно, поскольку каждое сварочное оборудование, предназначено для выполнения какой-то конкретной работы.
Еще статьи про сварку:
- Какой мощности нужен генератор для инверторной сварки
- Как отличить электроды постоянного тока от переменного
- Электроды для резки металла ОЗР-1
Что лучше полуавтомат или электрод?
Широкое распространение механизированной сварки обусловлено хорошей производительностью и высоким качеством выполнения сварных соединений этим способом.
В производстве механизированной (полуавтоматической) и автоматической сварки используются специальные аппараты, называемые автоматами и полуавтоматами. Последний состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки.
Передвижение горелки вдоль линии шва осуществляется производящим сварку вручную. То есть в полуавтоматической сварке только одна из операций механизирована – подача электродной проволоки.
Оборудование для полуавтоматической сварки
Сварочная установка обычно состоит из набора оборудования, который составляют аппарат для полуавтоматической сварки, источник для питания дуги и приспособление, предназначенное для передвижения заготовки либо оборудования. Последний включает подающие ролики, электрический мотор и коробку переключения скоростей. Подающее сварочную проволоку устройство бывает трех вариантов: толкающего, универсального тянуще-толкающего и тянущего.
Сварочная проволока для полуавтоматической сварки подается по внутренней полости специального шланга. Он, помимо этой резиновой оболочки, имеет еще проволочную спираль в особой оплетке.
Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м.
Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.
Главной при работе частью такого сварочного аппарата служит горелка для полуавтоматической сварки. При ее участии в зону проведения соединения подаются сварочная проволока с флюсами и защитные газы. Рукоятка горелки снабжена кнопкой пуска подающего устройства проволоки. Как правило, с ее же помощью открывается газовый клапан.
В ходе производства ручной полуавтоматической сварки важное место занимает вылет электродной проволоки. Под ним подразумевается промежуток от детали до точки подвода электротока. Если он больше, чем нужно, появляется эффект разбрызгивания металла, что нарушает сварочный процесс.
В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки.
Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).
Сварочная установка при полуавтоматической сварке в защитном газе дополнительно оснащается комплектом газового оборудования. Оно обычно состоит из баллонов с используемыми газами, подогревателя, отсекателя, осушителя, смесителя газов, а также редукторов для их дозирования.Все газы находятся в баллонах с высоким давлением в сжатом состоянии. Не касается это только углекислого газа для полуавтоматической дуговой сварки, поставляемого в виде кислоты в жидком состоянии, заполняющей баллон. Осушитель газа необходим для устранения влажности углекислого газа.
С этой целью в нем содержатся осушающие вещества: медный купорос либо силикагель. Кнопка пуска аппарата служит также управлением отсекателем газа.
Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
Технология полуавтоматической сварки
Процесс соединения в разных пространственных положениях возможен на различных режимах полуавтоматической сварки. Их изменение вручную продолжительно по времени и отвлекает от работы.
Во избежание этого ряд моделей сварочных аппаратов оснащаются специальными приспособлениями для дистанционной корректировки режимов сварки.
Они подходят и для выполнения операций, связанных с началом сварки и завершением процесса.
Отдельную группу полуавтоматов составляет универсальное оборудование, позволяющее осуществлять настройку полуавтоматической сварки как для работ в средах защитных газов, так и под флюсом. Например, есть аппараты, предназначенные для полуавтоматической сварки порошковыми проволоками, однако они легко перенастраиваются под газовую сварку обычной электродной проволокой.
Принцип полуавтоматической сварки с использованием флюса заключен в подаче сварочных проволок в область горения дуги особым устройством (сварочной головкой полуавтомата) и последующей сборке флюса для вторичного использования.
По ходу ручного передвижения сварочной головки к месту проведения сварки поступает флюс, покрывающий слоем в 4-5 см поверхность детали со сварочной проволокой. Он подается из особой воронки, расположенной в сварочной головке, либо пневматической способом с использованием сжатого воздуха через шланг.
Сварной шов, выполненный полуавтоматической сваркой под флюсом, приблизительно на треть составляется из материала присадок, а оставшиеся две трети заполняет расплав основного металла.
К преимуществам полуавтоматической сварки, помимо высокой производительности, относят стабильный сварочный процесс, способность соединять заготовки значительных толщин без скосов кромок, незначительность потерь от разбрызгивание металла и угара, надежная защита сварочной зоны от атмосферного воздействия. Этим способом возможно выполнение различных видов соединений, одно- или многопроходных, с одно- либо двусторонними швами.
Сварка полуавтоматом с применением флюса имеет несколько разновидностей: на весу, на флюсовой подушке, по ручной подварке либо на подкладках (из стали и меди, убирающихся и остающихся).
К примеру, односторонняя инверторная полуавтоматическая сварка, выполняемая с неполным проваром без разделывания кромок, требует такого режима, который позволял бы не полностью расплавленному основному материалу удерживать сварочную ванну.
Инверторный сварочный аппарат полуавтомат: его преимущества, отличия и основные характеристики
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
сварка полуавтоматом

Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу.
Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа.
Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке.
Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно.
Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака.
Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм.
В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды.При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу.
Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа.
Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
4,86 ( : 7)
Загрузка…
Как выбрать между инвертором и сварочным полуавтоматом: какой лучше для дома?

Каждый рачительный хозяин или домашний мастер мечтает приобрести для своих нужд качественное оборудование, поэтому вопрос, какой сварочный аппарат лучше для дома инвертор или полуавтомат, сегодня актуален как никогда. При выборе аналогичного оборудования в специализированных магазинах, покупатели засыпают продавцов вопросами о возможностях, отличии в работе и т. д. и т. п.
Чтобы понять отличия этих аппаратов — надо узнать особенности конструкции, специфичность рабочего процесса каждого агрегата, а затем выбрать наиболее приемлемое оборудование для использования в домашних условиях.
Нюансы в работе полуавтоматов
Чтобы выяснить, какая сварка лучше для дома полуавтомат или электродная, надо сравнить трансформатор и компактный полуавтоматический аппарат. Первый уже считается атавизмом: он тяжелый, потребляет много электричества и не мобилен. Даже на предприятиях он используется все реже или только в сельской местности, потому что там электричество дешевле.
Полуавтоматы сегодня уверенно работают в режиме MIG/MAG, а некоторые модели выполняют и MMA — ручная дуговая сварка с плавящимся электродом, которая идеально подходит для соединения тонкостенных конструкций, а также аналогичного листового металла. Весь процесс происходит под защитой инертных газов, подаваемых под давлением, а припоем служит проволока, подающаяся автоматически.
Поэтому на вопрос, какая сварка лучше полуавтомат или дуговая, ответить однозначно трудно, здесь всё решают условия использования. Полуавтоматы успешно применяют для сварки цветных металлов, а также для ремонта автомобилей на СТО, для дома такие агрегаты приобретаются редко.
Положительные качества
Плюсы:
- легко соединяет черные или цветные металлы;
- используется для сварки тонких листов и толстостенных конструкций;
- легкая настройка под разные режимы сварки;
- высокая скорость обработки поверхностей;
- малое выделение токсичных газов, при сравнении с режимом MMA;
- присадочная проволока заполняет широкие зазоры;
- хороший обзор во время выполнения работ;
- отличная герметичность шовного соединения;
- малое разбрызгивание металла на режимах MIG/MAG;
- шов не требует дополнительной обработки;
- простые настройки и легкое использование для новичков.
Полуавтоматическое оборудование используется во многих сферах производства из-за высокой гарантии надежности и качества швов.
Негативные моменты
Любая техника имеет минусы, а полуавтоматы не являются исключением:
- работать на открытом воздухе надо только в безветренную погоду, чтобы порывы ветра не выдували защитный газ из сварочной ванны;
- нужны баллоны с газом, которые довольно массивны, периодически их требуется заправлять;
- без газа увеличивается воздействие излучения от дуги, повышается разбрызгивание металла.
Учитывая приведенные причины, легко сделать вывод, что для использования дома такое оборудование малоэффективно, если только вы профессионально не занимаетесь ремонтом техники в собственном гараже.
Коротко об инверторе
Это компактная аппаратура, с которой комфортно работать в помещении или на открытом воздухе, малый вес позволяет переносить агрегат на плечевом ремне.
Работать продуктивно сможет даже исполнитель, не имеющий профессионального опыта сварки, так как аппарат самостоятельно поддерживает устойчивое горение дуги.
Кроме основных функций, устройство имеет дополнительные опции, которые делают его эксплуатацию максимально удобным.Многие модели оснащаются индикаторами перегрева, автоматического отключения или перевода на холостой ход после окончания установленного времени работы. Мощная аппаратура настроена таким образом, что после нескольких минут работы ей нужен непродолжительный перерыв, что является гарантией от производителя — ваш инвертор не перегорит и не понадобится дорогостоящий ремонт.
Неоспоримые преимущества:
- Высокая мощность и широкий диапазон регулировок силы тока.
- Высокое значение КПД, позволяющее экономно расходовать электрическую энергию.
- Компактность и малая масса.
- Трудовые и временные затраты минимальные.
- Квалификация исполнителя не влияет на качество шва.
- Незначительное разбрызгивание расплавленного металла приводит к значительной экономии присадочного материала.
- Универсальность изделия.
Недостатки использования:
- высокая ценовая политика по сравнению с другими аппаратами для сварки;
- дорогой ремонт при различных поломках;
- электронная начинка боится влаги и пыли, нестабильная работа при низких температурах;
- ТО занимает много времени;
- комплект проводов по длине не более 2,5 м снижает область использования.
Достоинств у инверторов намного больше, чем негатива, поэтому такое оборудование пользуется успехом у профессионалов и любителей.
Отличия инвертора и трансформаторного агрегата
Очевидную разницу определить легко, если провести такие сравнения:
- величина подаваемого на электрод тока;
- варианты подключения;
- габариты и масса;
- качество сварочного шва;
- стоимость;
- устойчивая работа при низких температурах.
В результате уверенно побеждает инвертор со счетом 4:2, проигрывая только в последних двух вариантах.
Выбираем обрудование для дома
Так что же лучше инвертор или полуавтомат, после прочтения этой статьи такой вопрос уже не стоит перед домашним мастером — инвертор по показателям справляется с поставленными задачами намного лучше. Главный довод — с помощью такого аппарата сваривать конструкции на улице просто, а полуавтомат устойчиво работает только в помещениях.
Выводы
Подводя итоги, хотим отметить, что инверторные аппараты компактнее и легче, чем их оппоненты, поэтому при выборе нормального агрегата для домашнего использования учитывайте положительные и отрицательные особенности каждого и для каких целей покупается такое оборудование.
Независимо выбора, дадим заключительный совет — делайте покупку только в специальных магазинах, где продавцы помогут подобрать нужный вариант, не забывайте проверять гарантийный талон до оплаты товара.
Какая сварка лучше дуговая или полуавтомат

Полуавтоматический сварочный аппарат является усовершенствованием стандартного сварочного оборудования. Благодаря особой конструкции агрегата значительно ускоряется рабочий процесс. Полуавтоматы широко используются не только на заводах, но и в небольших мастерских.
Преимущества и недостатки полуавтоматов
Полуавтоматические аппараты для сварки пользуются популярностью не только у профессионалов, но и у домашних мастеров, так как имеют ряд преимуществ перед обычными сварочными аппаратами. К основным плюсам полуавтоматов можно отнести следующее:
- возможность варить алюминий, чугун, конструкционные стали и другие металлы;
- аппаратом можно варить как тонкую листовую сталь (не менее 0,5 мм), так и толстую;
- не требуется зачищать кромки до блеска;
- аппарат легко настраивается под разные режимы работы;
- высокая скорость работы;
- доступная цена;
- малая токсичность образуемого дыма, если сравнивать с работой обычными электродами;
- можно заполнять металлом широкие зазоры;
- при работе хорошо видно сварочную ванну, которая не заполняется шлаковыми массами;
- швы отличаются своей герметичностью, что важно для соединений под газы и жидкости;
- при работе методом MIG/MAG создается малое количество брызг;
- шов требует незначительной обработки;
- простота в изучении всех параметров и настроек для начинающих.
Также полуавтоматы имеют и некоторые недостатки.
- Плохая работа на открытом пространстве (на улице). Необходимо закрывать место работы от ветра, так как он сдувает защитный газ из-под горелки.
- При работе методами MIG/MAG требуется наличие баллона с газом, который имеет немалую массу и неудобен в транспортировке. К тому же, его нужно периодически отвозить на заправку.
- При работе без защитного газа повышается излучение от электрической дуги и увеличивается разбрызгивание раскаленного металла.
Что лучше — инвертор или полуавтомат
Если сравнивать два вида аппаратов, то становится очевидным, что инвертор работает с электродами, а полуавтомат — с электродной проволокой, как с порошковым покрытием, так и омедненной.
В последнем случае требуется использовать защитный газ для обдува места горения электрода, благодаря чему создается более качественный и эстетичный шов, чем при сварке обычным электродом.
Полуавтоматы больше подходят для работы с нержавеющей сталью, алюминием и другими “трудными” металлами.
К тому же, полуавтоматом можно сращивать тонкие металлические детали, например, при кузовном ремонте автомобилей, чего нельзя делать обычным инвертором.
Особенно удобно работать полуавтоматом в труднодоступных местах, поскольку длина электродной проволоки не мешает при работе. При работе инвертором порой сложно добраться до какого-либо места соединения из-за длины электрода.
В таких случаях его приходится укорачивать, на что уходит время. Необходимость постоянной замены электрода сильно снижает производительность труда.
Но инверторы имеют огромное преимущество перед полуавтоматами – это мобильность и компактные размеры. Аппарат без проблем перемещается с одного места работы на другое, к примеру, при установке длинного забора или монтаже рекламных щитов.
Поэтому инвертор можно считать более универсальным прибором.
Полуавтомат же скорее относится к стационарному оборудованию, которое используется в пределах участка цеха или мастерской, поскольку он имеет большую массу, чем инвертор, и его неудобно постоянно перемещать вместе с баллоном и шлангами.
Подводя итог, можно сказать, что полуавтомат больше подходит для профессионального использования, когда требуется регулярно проводить сварочные работы. Для выполнения различных соединений на бытовом уровне достаточно будет инвертора, особенно, если предполагается его использовать от случая к случаю.
Полуавтоматы инверторного типа
Не так давно в продаже появились агрегаты, представляющие собой комбинацию инвертора и полуавтомата. Инверторный полуавтоматический сварочный аппарат, как видно из названия, использует в качестве источника тока инверторный преобразователь.
Для справки! Инвертор работает по следующему принципу. Поступающий из электросети переменный ток, проходя через диодный мост, выпрямляется.
Далее, уже постоянный ток проходит через транзисторы, преобразующие его снова в переменный, но высокочастотный ток. Ток высокой частоты понижается с помощью трансформатора, при этом напряжение снижается, а сила тока возрастает.
Этот ток поступает в выходной выпрямитель, где он снова преобразуется в постоянный.
Благодаря такой технологии значительно уменьшаются габариты агрегата, а высокочастотные характеристики тока положительным образом влияют на стабильность горения сварочной дуги. К тому же, главное отличие инверторов — это высокий КПД, поскольку энергия не тратится впустую на нагрев железа большого трансформатора.
Применяются инверторные полуавтоматы на крупных и мелких предприятиях, в строительных и автомобильных мастерских. С помощью данных аппаратов выполняют сварку любых металлов, как однородных, так и разнородных; соединение деталей большой толщины и сварку тонких листовых металлов; непрерывные швы большой длины и т.д.Инверторный сварочный аппарат полуавтомат имеет свои преимущества перед обычным полуавтоматом:
- сварные швы имеют высочайшее качество;
- отличная эргономика;
- низкое потребление электроэнергии;
- малый вес;
- плавная регулировка сварочного тока;
- компактные размеры;
- имеется защита от залипания электрода;
- функция “горячий старт”;
- режимы Pulse/Superpulse (применяются для работы по тонким листовым сталям);
- форсаж дуги;
- высокий КПД;
- встроенная система охлаждения;
- имеется защита от перегрева;
- благодаря микропроцессорному управлению аппарат может проводить самодиагностику, запускать подходящие программы сварки, распознавать горелки и т.д.
Также на инверторных полуавтоматах могут иметься дополнительные режимы, например, смена полярности или сварка методом ММА, то есть штучными электродами, что значительно расширяет возможности агрегата.
Технические параметры для выбора полуавтомата
Прежде всего, выбирая полуавтоматы, нужно иметь представление, с какой интенсивностью они будут использоваться, поскольку агрегаты выпускаются в 3-х категориях
- Бытовые. Могут подключаться к бытовой электросети с напряжением 220 В и не рассчитаны на продолжительное использование. Через короткие промежутки времени (указано в инструкции) аппарату нужно давать время на остывание. Бытовые модели сварочников вырабатывают ток в пределах 200 А и могут работать как с применением защитных газов, так и без них, то есть порошковыми проволочными электродами;
- Полупрофессиональные. Могут вырабатывать сварочный ток до 300 А. На аппаратах используются электродная проволока в паре с защитными газами. Сварка может проводиться методом MIG/MAG, а также электродной проволокой с порошковым покрытием (метод ММА).
- Профессиональные. Агрегаты работают от сети 380 В и рассчитаны на продолжительный режим работы. Величина тока в них может достигать значения 400 А. Полуавтоматы могут производить сварку методами ММА, MIG и MAG, а также варить в импульсном режиме и работать с вольфрамовыми электродами, методом аргонодуговой сварки (TIG).
Напряжение сети
Поскольку полуавтоматы работают от электричества, то необходимо правильно подбирать аппарат под напряжение сети:
- для бытового использования требуется, чтобы аппарат подключался к сети 220 В, то есть к обычной розетке;
- на предприятиях и в небольших мастерских, где есть трехфазная сеть, лучше использовать профессиональное оборудование, способное работать от 380 В;
- существуют агрегаты, имеющие комбинированный тип подключения, которые могут работать как от трехфазной сети, так и от однофазной.
Также следует учитывать способность сети выдерживать нагрузку. Если при подключении к ней аппарата с нагрузкой 2-3 кВт напряжение падает ниже 200 В, то правильнее будет выбрать инверторный полуавтомат, который более стабильно работает в просаженных сетях (диапазоны напряжений, с которыми может работать оборудование, указываются в инструкции к нему).
Если при нагрузке напряжение в сети снижается до 150 В, то никакой полуавтомат при таких условиях работать не будет.
В таких случаях для питания аппарата потребуется использовать бензиновый генератор или приобрести обычный инверторный агрегат (не полуавтомат).
К тому же, на инверторе должна быть регулировка коэффициента мощности PFC, благодаря которой устройство может работать даже при напряжении до 100 В.