Выпрямитель для сварочного аппарата своими руками
Цель и процесс изготовления своими руками выпрямителя для сварочного аппарата, конструктивное описание
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности
Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.
Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.
Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток — на видео:
Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Изготовление дросселя для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка.
Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Расчет сечения проводов вторичной обмотки трансформатора
Схема трансформатора с первичной и вторичной обмоткой.
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм2. Для тока в 200 А сечение провода равно 40 мм2, то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
Схема изготовления сварочного дросселя
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Электрическая схема выпрямителя сварочного аппарата.
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей.
Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями.
Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
Таблица 1.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
Как сделать выпрямитель сварочный своими руками
Выпрямитель сварочный предназначен для питания электротоком поста сварки при ручной и электродуговой сварке.
Он используется для того, чтобы преобразовывать ток переменной частоты в непрерывный разряд электричества, который нужен для осуществления плавления заготовки.
Сварочный выпрямитель своими руками изготавливается чаще всего для использования конструкции в бытовых условиях и мелко-подрядном бизнесе.
Сварочный выпрямитель необходим, чтобы питать пост сварки, преобразовывая переменный ток в непрерывный разряд.
Бытовые аппараты для сварки – это конструкции небольшой мощности, которые имеют относительно невысокий номинальный ток сварки. Устройства имеют паузу для остывания между этапами работы большой длительности, потому конструкции неэффективны в процессе выполнения объемных работ в промышленных условиях.
Стандартная компоновка конструкции для сварки состоит из таких элементов:
- трансформатор для понижения;
- выпрямитель (мост из составляющих полупроводника);
- блок конденсатора (отвечает за подавление пульсаций на выходе преобразовательного элемента).
Перед тем как изготовить аппарат для сварки, понадобится определить, для выполнения каких работ будет использоваться конструкция. От этого будут зависеть различные показатели конструкции, размер электрода и характеристики материала соединяемых заготовок.
Электрическая схема самодельного сварочного аппарата на постоянном токе.
Лучшими показателями по качеству тока на выходе обладают трехфазные приспособления, которые подключаются к электрической сети 380 В.
Их можно использовать длительный период, при этом не понадобится делать перерывы для остывания. С помощью подобных конструкций можно обрабатывать более крупные конструкции из стали.
Устройства отлично подходят для соединения контейнеров, ворот от гаражей и т.д. Приспособление подходит для малого бизнеса.
Значительным недостатком конструкции является затрудненный доступ к сети питания. Не все села и гаражные кооперативы имеют доступ к подобным коммуникациям. Следует понимать, что аппарат для сварки, который обладает трехфазным трансформаторным приспособлением, будет весить в 1,5-2 раза больше однофазного устройства. Общий вес конструкции в большинстве случаев превышает 100 кг.Одному человеку подобный вес не под силу, потому понадобится установить колеса для перемещения. Можно также использовать специальное трансформаторное приспособление, которое снижает общий вес на 20-40%. Однако следует учитывать, что наматывать его нужно будет самостоятельно.
Однофазный сварочный выпрямитель, который установлен на однофазной трансформаторной конструкции для электросети 220 В, имеет меньший вес. Его масса в большей степени зависит от веса трансформатора для понижения и составляет приблизительно 40-70 кг.
Подобный сварочный аппарат способен обеспечить шов отличного качества при соединении простых конструкций. Легкость и доступность электросети делают однофазные приспособления мобильными. Их можно использовать не только на верхних этажах высоких домов, но и в местах, где отсутствует электричество.
В последнем случае можно использовать бензиновый генератор.
Самостоятельное строительство дома из бруса. Подробнее>>
Как сделать сварочный выпрямитель для однофазной электросети
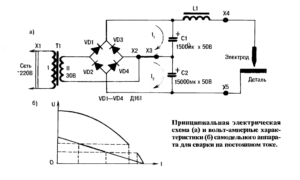
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Переменный ток представляет собой волну, которая образует колебания с частотой 50 Гц. Следовательно, 1 секунду электричество 25 раз будет течь в одном направлении и 25 раз в другом. Для сварочного процесса будет нужно протекание электричества лишь в одном направлении.
Если цепочка вторичной обмотки трансформаторной конструкции будет дополнена полупроводником, то она сможет пропустить электричество исключительно в одну сторону, следовательно, будет получен постоянный ток. Однако в данном случае ток будет переменным и иметь частоту 25 Гц. После каждой волны будет пауза без тока, что недопустимо.
Понадобится поставить полупроводник наоборот, чтобы он пропустил электроны в обратную сторону.
Установив несколько полупроводников по направлению друг к другу, получают ток, который представляет собой волны, увеличивающиеся от нуля до максимально возможного значения направления, на которое рассчитывается вторичная обмотка трансформаторной конструкции. Также будут получены волны, спадающие до нуля, после достижения которого начинается другая волна.
Трехфазная мостовая схема выпрямления (а). Графики напряжений и токов (б).
Таким образом можно получить положительный полюс тока, отрицательный полюс будет размещаться в центральной части вторичной обмотки трансформаторной конструкции. По этой причине данная схема может использоваться исключительно в случае, если у трансформаторной конструкции есть необходимый вывод. Если трансформаторную конструкцию намотать самому, то можно сделать и вывод.
Если его не сделать, то понадобится разбирать обмотку, что делать не рекомендуется. Преимуществом подобной схемы является небольшое количество применяемых полупроводников. В данном случае вторичная обмотка конструкции разделяется на несколько частей. Это означает, что некоторое время будет использоваться одна часть обмотки.
Чаще всего используется мостовая схема выпрямления. Она являет собой квадрат, во всех сторонах которого находятся полупроводники. С двух других углов фигуры будет сниматься постоянное напряжение, а на остальных углах напряжение будет исходить со вторичной обмотки трансформаторной конструкции.Преимуществом подобного выпрямителя является то, что в данном случае отсутствует необходимость выводить отдельный провод со вторичной обмотки. Недостаток – применение большого количества вентилей полупроводника.
Среднее напряжение во всех вышеописанных схемах меньше, чем напряжение, которое выходит со вторичной обмотки.
Ток сварки будет небольшой, потому диаметр установленного электрода и толщина соединяемой заготовки тоже будут небольшими. Для того чтобы уменьшить колебания напряжения, на выходе сварочный аппарат, который изготавливается, должен иметь параллельно включенное нагрузке конденсаторное приспособление.
Как изготовить выпрямительную конструкцию для трехфазной электросети
Выпрямители, сконструированные для питания трехфазной электросети, имеют небольшую пульсацию напряжения на выходе.
В данном случае фазы электросети будут перекрывать друг друга, при этом напряжение не сможет снизиться до нуля. Один из способов изготовления сварочного аппарата для трехфазной электросети – включение в каждую из фаз полупроводника за обмоткой трансформаторной конструкции. Подобные выходы от полупроводников нужно будет обязательно коммутировать в единый вывод.
Полупроводниковый мост способен пропускать лишь половину волны от каждой фазы. Пульсации у подобной схемы в несколько раз чаще, чем у схем с одним полупроводником, однако сила колебаний гораздо меньше.
Преимущество подобного приспособления – использование трех полупроводников. Недостатком является нулевой вывод с обмотки трансформаторной конструкции.
Это означает, что соединять обмотки трансформаторной конструкции для питания можно исключительно по схеме “звезда”.
Конструкция сварочного аппарата для выпрямления
Выпрямитель для устройства сварки строится вокруг полупроводников, которые используются для того, чтобы пропускать потоки электричества в едином направлении. В схемах выпрямления можно использовать следующие приспособления:
Чертеж сварочного аппарата, изготовленного своими руками.
- Диод. Рекомендуется использовать данное приспособление, так как в случае его применения в схему конструкции для выпрямления не понадобится включать блоки управления.
- Тиристор. Чтобы протекал ток, элемент должен получить сигнал от системы управления. Вентиль запрется, когда проходящий ток опустится до нуля или напряжение на элементе уменьшится.
- Транзистор. Вентиль, которым можно управлять. Чтобы его открыть или закрыть, понадобится подать сигнал на электрод управления. Данное приспособление является наиболее дорогостоящим.
Следует заметить, что в процессе использования диодов электрическая цепочка потребует добавления резистора, чтобы была возможность производить регулировку силы тока.
Любой из вышеописанных компонентов следует подбирать с запасом, иначе они выйдут из строя. Протекающий по цепочке ток должен быть в несколько раз меньше, чем номинальный.
Процесс изготовления выпрямителя для сварки
Элементы, которые будут необходимы для изготовления сварочного аппарата для выпрямления:
Сварочный выпрямитель должен состоять из таких элементов, как: трансформатор, радиатор, диод, электрод, дроссель, конденсатор, сердечник, проволока никелиновая.
- Трансформатор.
- Диод.
- Радиатор.
- Дроссель.
- Электрод.
- Конденсатор.
- Керамический сердечник.
- Никелиновая проволока.
- Схема подобной конструкции.
Первым делом надо будет попытаться подобрать готовую трансформаторную конструкцию для понижения с необходимыми параметрами.
В большинстве случаев данное приспособление подобрать не получается, потому понадобится намотать его самостоятельно.
Полупроводник, который собран по мостиковой схеме, понадобится установить на радиатор для обмена тепла и охлаждения. Диоды с большой мощностью будут выделять большое количество тепла в процессе работы. Чтобы была возможность обеспечить падающую характеристику тока, в цепочку нужно последовательно включить дроссель.
Активное переменное сопротивление в последовательной цепочке позволит выполнить плавную регулировку тока сварки. Один полюс нужно будет подключить к электроду для сварки, второй полюс подключается к соединяемой заготовке.Электролитическое конденсаторное устройство будет использоваться в качестве фильтра для сглаживания и снижения пульсаций.
Реостат можно намотать самостоятельно. В данном случае рекомендуется использовать керамический сердечник и никелиновую проволоку. Диаметр проволоки будет зависеть от величины регулируемого сварочного тока. Расчет сопротивления реостата можно произвести на основании удельного сопротивления проволоки, ее сечения и длины. От диаметра витков зависит шаг регулировки сварочного тока.
Сделать сварочный аппарат подобного типа несложно, если иметь в наличии все необходимые инструменты и материалы. Понадобится также обязательно знать технологию изготовления конструкции.
Сварочный аппарат своими руками: трансформатор, выпрямитель и мини-прибор
Любая работа с металлом несколько (или сильно) осложняется, если у мастера нет необходимого оборудования. Например, прочное соединение или резка таких деталей возможна в одном случае — если у хозяина есть сварочный аппарат.
Качественный инструмент стоит дорого, дешевый не слишком надежен, поэтому самый разумный выход для многих хозяев, привыкших к самостоятельным подвигам, — сварочный аппарат своими руками.
Сделать простое, но функциональное устройство можно, это задача посильная, однако сначала нужно приобрести кое-какие комплектующие, а также получить некоторые знания о видах этой техники, принципах работы будущего потенциального помощника. И выбрать из ассортимента более подходящий агрегат.
Классификация сварочных аппаратов
Такое оборудование бывает газовым либо электрическим, однако для домашнего использования первые не слишком подходящий вариант. Причина — газовые баллоны, так как близкое и постоянное соседство с ними — всегда немалый риск. В этом случае лучше рассматривать исключительно электрические модели, которые не создают столь серьезной угрозы для жизни. Таких сварочных аппаратов существует трио:
Трансформаторы — традиционный вид
Это оборудование, работающее на переменном токе, питающееся от сети. Наиболее распространенное устройство, изготавливаемое домашними умельцами, так как это самая простая конструкция.
Главный рабочий элемент — трансформатор, который преобразует напряжение сети до значения, требуемого для сварки: с 220 В на входе до 60 — на выходе.
Изменение силы тока достигается несколькими способами, самый известный из них — смещение вторичной обмотки.
Плюсы — надежность, небольшие затраты, простота конструкции, возможность несложного ремонта. Минусы — габариты изделия и его вес, переменный ток, провоцирующий разбрызгивание металла, а значит, ухудшение качества сварных швов.
Выпрямители — усовершенствованные модели
Помимо понижающего трансформатора в этих конструкциях нередко бывает задействован выпрямитель — диодный блок, меняющий напряжение и преобразующий переменный ток в постоянный.
Выпрямления вторичного переменного напряжения можно достичь несколькими способами. Самый простой — диодный мост.
Более совершенные конструкции оснащаются тиристорным регулятором напряжения, элементами запуска, защиты.
Преимущество — ровная дуга, которая обеспечивает более ровные швы и простоту работы с различными материалами — нержавейкой, цветными металлами, чугуном, надежность. Недостатки — вес, несколько большие траты на сборку, сложность ремонта, «просадка» напряжения при сварке.
Инверторы — импульсные фавориты
Такие конструкции отличаются от аналогов, здесь нет входного понижающего трансформатора, зато выпрямители присутствуют в двух экземплярах.
Напряжение сначала подается на входной выпрямитель, потом на инверторный блок. Затем преобразованный, уже переменный, ток подается на компактный высокочастотный трансформатор.
После него напряжение выпрямляется с помощью выходного выпрямителя, подается на дугу.
Причины популярности инверторных аппаратов — небольшой вес, малые габариты, легкость работы даже для дилетантов, так как есть гарантия качества швов из-за уменьшения разбрызгивания металла. Недостатки — сложная схема и ремонт, надежность, находящаяся после самостоятельной сборки под вопросом.Каждый из трех претендентов возможно изготовить собственноручно, однако потребуется разный уровень знаний, отличается необходимый набор комплектующих. Инверторная электродуговая сварка наиболее требовательна к мастеру, так как существует несколько препятствий для создания этого сварочного аппарата:
- изготовить качественную вещь под силу только тому человеку, который обладает обширными познаниями — как в электронике, так и в электротехнике, имеет большой опыт подобных работ;
- для сборки приличного аппарата необходимы только высококачественные комплектующие, а значит, вряд ли домашний умелец сможет уложиться в сумму, хотя бы аналогичную цене готового изделия.
Сварочные аппараты-трансформаторы
Для домашнего сооружения такого сварочника (магнитопровода), необходимо приобрести провод для обмоток — первичной и вторичной, а также иметь сердечник, изготовленный из трансформаторной стали, потому что сделать его самостоятельно сложно, синоним — почти невозможно. Однако исходник добывают разными путями: обращаются на заводы, спрашивают в строительных бригадах, в пунктах, принимающих металлолом.
Оптимальный вариант — прямоугольный сердечник стержневого типа из пластин трансформаторной стали. Они могут иметь любую конфигурацию, но толщина должна быть от 0,35 до 0,55 мм. Стягивают пластины шпильками, которые изолируют от сердечника.
Чтобы гарантировать качественную сварку сечение детали обязано быть от 45 до 55 см2. Большее значение лучше, так как оно обеспечит надежную работу, однако вес такого устройства после «намотки обмоток» будет немалым.
Собирая конструкцию, нужно заранее предусмотреть винт, регулирующий движение вторичной обмотки относительно первичной.
Выбор материала для обмоток
Типовые параметры трансформатора:
- Сила тока: первичная обмотка — максимум 25 А, вторичная — 100-150.
- Напряжение: на холостом ходу — 60-65 В, рабочее — 18-25 В.
Чтобы не заниматься долгими расчетами, сразу лучше привести все требования, которым должны отвечать провода:
- первичная обмотка: минимальное сечение — 5 мм2, максимум — 7;
- вторичная обмотка: сечение — 30-35 мм2.
Лучший материал — медные провода/шина. Изоляция обязана быть жаростойкой —хлопчатобумажной, стеклотканевой. Несколько худшие варианты — резиновая либо резинотканевая. Если отсутствует провод нужного сечение, возможно делать намотку в 2 провода, сечения которых подходят по параметрам. Когда решено использовать алюминиевый материал, диаметр его увеличивают в 1,6-1,7 раз.
Расчет количества витков
Это значение определяют, используя коэффициент 0,9-1 виток/вольт, по следующей формуле:
W = U / коэффициент, где W — количество витков обмотки, U — напряжение.
При обычном напряжении искомый результат для первички равен 230-250 виткам. Три ответвления для улучшения качества сварных швов делают примерно на 160, 185 и 210 витках. При напряжении вторичной обмотки — 60-65 В — необходимо 65-70 витков. В последнем случае, для возможности ступенчатого изменения напряжения, также делают несколько отводов: например на 65, 55 и 45 витках.
После намотки сетевой кабель подключают к отводу 210 витка и сетевому кабелю. Сварочные — ко вторичной обмотке. Аппарат оставляют открытым либо прячут в корпус, изготовленный из бакелитовой фанеры. Клеммные колодки делают из текстолита (10-15 мм) либо стеклотекстолита.
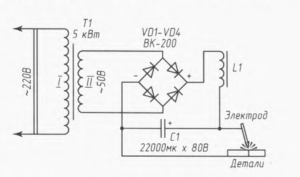
Аппарат на постоянном токе
Это устройство необходимо, если мастер собирается работать с нержавейкой, цветметом или чугуном. В этом случае к сделанному трансформатору — его вторичной обмотке — добавляют выпрямитель.
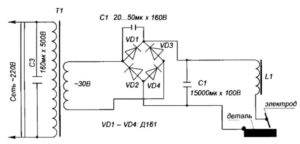
Выпрямитель собирают на мощных диодах, способных выдержать 200 А, — Д 162, Д250, Д320. Для гашения импульса в схему моста добавляют два конденсатора на 50 В, 15000 мкФ (С1, С2). В электросхему для регулировки тока «встраивают» дроссель (L1). Элементы под нагрузкой будут выделять много тепла, поэтому следующие необходимые элементы — радиаторы.
Диоды к ним крепят болтами и термопастой. Для обдува радиаторных ребер необходим вентилятор, иначе сварочному аппарату (трансформатору) грозит перегрев. Сварочные кабели присоединяют к контактам Х4, Х5, полярность зависит от толщины металла, с которым предстоит работа.
Миниатюрный простой аппарат
Для получения желаемого прибора потребуется несколько часов свободного времени и набор материалов, в который входит:
- графитовый стержень, добытый из старой батарейки;
- бокорезы либо пассатижи, нож;
- изолента, металлический зажим, наждачная бумага;
- проволока, алюминиевая или медная (20 см, сечение 5 мм), кабель ПЭВ (6 см, диаметр 0,5 мм), многожильный провод;
- трансформатор с выпрямителем (из СВЧ-печи, приемника, телевизора).
Порядок работ:
- Сначала осторожно разбирают батарейку, вынимают графитовый стержень. Его заостряют с одного конца наждачной бумагой, делая конус (30-40°), протирают тряпкой.
- Из куска толстой проволоки, очищенной от изоляции, сооружают петлю таких размеров, чтобы в нее входил стержень. Затем вставляют в нее угольный электрод, плотно обжимают.
- Убирают вторичную обмотку с трансформатора, заменяют ее 14-16 витками толстой проволоки. После нахождения (или изготовления) подходящего корпуса сварочный мини-аппарат вставляют туда. Первые потенциальные кандидаты на роль держателя — щуп от тестера, имеющий наконечник «крокодильего вида», ручка паяльника. Провода прибора соединяют с плюсовым выводом вторичной обмотки, через минусовой подключают изделие, требующее сварки.
Сварочный аппарат своими руками умудряются делать из многих приборов, модифицировать по собственному желанию его также очень просто. Например, в этом видео показано сварочное оборудование, которое может дать большую фору громоздким конструкциям:
Как сделать сварочный выпрямитель своими руками
Несмотря на то, что электрическое оборудование является одним из самых сложных по своей конструкции, многими мастерами изготавливается выпрямитель для сварочного аппарата своими руками.
Кроме хорошо оборудованной мастерской, необходимы знания в электротехнике.
Современные реалии таковы, что можно воспользоваться уже готовыми схемами, а также советами по подбору диодов и других элементов.
Самодельные приборы могут изготавливаться как для однофазной, так и для 3-фазной сети. Во втором случае требуются более мощные диоды для выпрямительного моста и система охлаждения.
Устройство сварочного выпрямителя
Важно! Для самостоятельного изготовления выпрямителя можно не использовать трансформатор, а подключать его напрямую к сети
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.
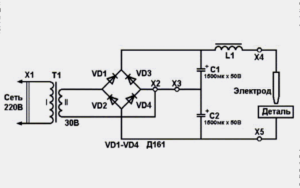
Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора.
За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация.
Это именно то, для чего конструируются выпрямители.
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель.При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение.
На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Самодельный сварочный выпрямитель для однофазной сети
Чтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн.
В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги.
Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Сварочный выпрямитель для трехфазной сети
В домашних условиях можно сделать выпрямитель для 3-фазной сети. Для этого используется схема сварочного выпрямителя имени Мицкевича. Она включает в себя 3 соединенных диода с выходом на конденсатор. Но эта схема имеет недостатки 1-фазного однополупериодного выпрямителя — нестабильность тока. Она неуправляемая, с уже заданными точными характеристиками тока.
Этот недостаток компенсирует вторая схема Ларионова. В ней используются 2-полупериодные схемы на каждую фазу. В этом случае потери тока минимизированы почти вдвое, есть возможность управления такими параметрами, как сила тока на выходе.
Инверторный сварочный выпрямитель
Инверторный выпрямитель представляет функциональный прибор в отличие от простого аналога. Он способен трансформировать переменный ток в прямой, а также отключать эту функцию и работать с переменным.
В зависимости от используемых тиристоров, есть возможность менять частоту тока, уменьшать или увеличивать силу тока и напряжение. Использование выпрямителя ограничено и затратно: обычно такие устройства применяются в промышленных масштабах.
Поэтому для бытового использования лучше предпочесть инвертор.
Особенности применения и меры безопасности при работе
Важно! При первичном включении необходимо использовать меры безопасности на случай короткого замыкания
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
- Включение новых схем проводить, максимально обезопасив себя от воздействия поражения электричеством. Перед включением установить сборку в емкость, сделанную из диэлектрического материала, отойти на расстояние не менее 1-1,5 метров и только после этого опробовать работоспособность системы.
- При работе с конденсаторами нового поколения важно помнить, что при несоответствии рабочего напряжения может произойти предусмотренная производителем разгерметизация. В результате КЗ возникает задымление, вредное для глаз.
- Стабилизирующий блок питания. Входное напряжение стабилизаторов должно превышать выходную величину минимум на 1,5 В.
- Транзисторы и стабилизаторы желательно устанавливать на разные радиаторы, поскольку каждый из них выделяет большое количество тепла.
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.