Какие методы включает неразрушающий контроль сварных соединений
Неразрушающие методы контроля сварных соединений: как проводятся, виды и способы, результаты
История развития электросварки, как способа соединения металлов, берет начало еще в XIX веке. С годами технология развивалась и совершенствовалась.
Но, даже при соблюдении технологического процесса, могут возникнуть повреждения сварочных швов. Результатом чего буде риск нестабильности соединения. У мастеров возникла необходимость в контроле над качеством сварного соединения.
Первым неразрушающим методом стал поверхностный осмотр. Но невооруженным глазом можно увидеть лишь поверхностную часть брака. Встал вопрос о разработке других видов, с помощью которые выявляют недостатки скрытые внутри шва.
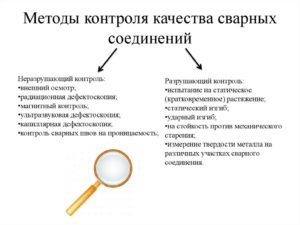
Вскоре появилось много способов для определения качества сварных соединений, отличающихся по принципу обнаружения дефектов. Их существует два типа разрушающие и неразрушающие.
По понятным причинам, последние стали наиболее используемыми. О них, мы вам и расскажем.
Основные виды дефектов
Применяя методы неразрушающего контроля, обнаруживают внешний и внутренний брак.
К внешним (наружным) изъянам причисляют следующие повреждения – незаваренные кратеры, непровары, подрезы, наплывы, прожоги.
Причина их появления кроется в неверно установленных значениях (скорость сварки и напряжение в дуге) присутствие окиси на свариваемой поверхности, резкое остывание металла.
основным внутренним дефектам относят горячие и холодные трещины, газовые поры, внутренние шлаковые включения. Появляются из-за нестабильного внутреннего давления и окиси металла.
Методы неразрушающего контроля
Одним из первых методов неразрушающего вида дефектологии был метод сравнения качества шва с образцами-эталонами. Вначале профессионал на образцовой детали делал, как ему казалось, качественный шов.
После, по нему сверяли все остальные швы на идентичность. Позже выяснилось, что неразрушающий метод имеет большой недочет: качество шва опирается на сугубо субъективное мнение сварщика и не более.
Ненадежность этого вида контроля дало толчок развитию более точных видов проверки. Ниже, мы опишем, самые применяемые из них.
Капиллярный метод
Метод капиллярного контроля, в основном, применяется на производствах небольших масштабов. Обуславливается это тем, что для его проведения не требуется дорогое оборудование и специальных знаний у контролера.
Зачастую, и в крупнопромышленных производствах нет необходимости в проведении сложной поверки, поэтому обращаются к капиллярному способу. В чем же заключается суть метода?
В процессе капиллярного метода исследования качества используют вещества, которые называются пенетранты (жидкие вещества).
Нанесенный на шов раствор, проникает даже в микроскопические наружные повреждения, окрашивая их в яркий цвет. Это дает возможность быстро выявить трещины и вмятины.Процесс проведения обследования сварных соединений по методу капиллярного контроля достаточно прост. Поверхность сварочного шва обрабатывают пенетрантом и ожидают его равномерного распределения.
Если в соединении имеются трещины или вмятины, то вскоре их станет видно визуально. Более того, станут видимы размер и форма дефекта. Недостатки в этом неразрушающем методе тоже существуют: он не выявляет скрытые изъяны.
Чтобы тщательно осмотреть шов на предмет недостатков, контролер применяет лупу или микроскоп, в случае наличия слишком мелких повреждений.
Прежде чем нанести раствор на сварочное соединение, его поверхность зачищается от загрязнения. Как правило, жидкость распыляется с помощью баллона или применяют кисть. Когда деталь небольших размеров, ее могут погрузить в раствор полностью.
В продаже есть широкий выбор для определения внешних дефектов. Различаются они по многим параметрам: от цены и до состава. Специалисты советуют отдавать предпочтение тем жидкостям, которые зрительно делают изъян больше.
То есть в процессе контроля применяется два вида веществ. Индикатор, с помощью которого обнаруживают дефект, и проявитель, которым удаляется первая жидкость, чтобы определить его размер.
Последовательное использование двух веществ упрощает выявление трещин и облегчает сам процесс.
Как индикатор обычно используют разноцветные краски, флуоресцентные вещества (светящиеся в темноте) или масло, нагретое до высокой температуры. Проявителем служит либо бензол, либо слабый водный раствор извести.
Радиографический метод
Когда металл облучают рентгеновскими лучами, такой неразрушающий метод называют радиографическим контролем. Если в сварочном шве есть невидимые глазу дефекты, то лучи свободно проходят насквозь.
Отсутствие пустот в шве или если они не критичны, то степень интенсивности проникающих лучей снижается.
Фиксирование проекции образца проводится с использованием радиографической пленки. Химический состав покрытия пленки реагирует на рентгеновское излучение.
Толщина проверяемого материала, фокусное расстояние и качество пленки не влияют на четкость получаемого снимка с отображением скрытых дефектов или без них.Доказанная точность радиографического контроля, имеет одновременно и существенные недостатки. Для работы этим методом следует придерживаться строгих мер предосторожности.
Халатное отношение к их соблюдению ведет к получению больших доз радиации контролером. А способность рентгеновских лучей электризовать воздух, может привести к печальным последствиям.
Подробно об этом методе контроля вы можете прочитать на нашем сайте.
Визуально-измерительный метод
Самым доступным методом неразрушающего контроля сварных швов является визуально-измерительный. Он основан на внешнем осмотре сварного соединения или с применением подручных инструментов (лупы, измерительной линейки и т.п.).
Визуально-измерительный контроль не нуждается в специальном оборудовании и нужных профессиональных знаний у проверяющего.
Для начинающих сварщиков существует набор, в котором есть все необходимые инструменты и руководство по выполнению этого вида дефектологии.
Серьезным минусом метода будет оставаться вероятность упущение из вида дефекта. Причины могут быть разными – невнимательность или отсутствие достаточного опыта.
Визуальному контролю мы посвятили отдельный материал, с которым вы можете ознакомиться.
Ультразвуковой метод
Метод неразрушающей ультразвуковой дефектоскопии почти идентичен радиографическому. Только вместо рентгеновских лучей, через металл проходят ультразвуковые волны.
При прохождении сквозь сварочное соединение, если есть внутренний изъян, ультразвуковые волны видоизменяются, отражаясь от него. Регистрация изменений выполняется дефектоскопом.
Работая с ультразвуковым дефектоскопом, специалист обращает внимание на скорость, с которой проходит ультразвук, и показатель его угасания при возвращении обратно.
Метод ультразвука показывает условную точность и полную визуальную информацию. С ультразвуком удается выявить все виды дефектов, определить их масштаб и расположение.Но для его проведения придется установить дорогое рентгеноборудование и принять на работу специалистов своего дела – рядовому сварщику поручить выполнение этого контроля нельзя.
Поэтому, только большие предприятия обращаются к проверкам на дефектоскопе.
Послесловие
Приведенные в материале виды неразрушающего контроля, используются повсеместно: от мини-мастерских частных лиц до крупных предприятий.
Применение каждого из методов позволяет провести тестирование сварных швов разной сложности. В качестве примера, можно привести тестирование сварочных швов газо- и нефтепроводов.
Наряду с методами неразрушающего контроля задействуются и методы разрушающего контроля. Но любое производство обращается к методам первого вида. Пользуетесь ли вы неразрушающим контролем? Будем рады, если поделитесь своим опытом.
Неразрушающие методы контроля сварных швов и соединений
Когда образуется сварочный шов, то по его внешнему виду не всегда можно сказать, насколько качественно он сделан. Стоит сразу отметить, что какое бы соединение не было, в сварной конструкции оно становится самым уязвимым местом, которое в первую очередь ломается от нагрузок.
Поэтому, к его созданию следует подходить с особой ответственностью, особенно, если изделие с ним будет применяться в опасных зонах, в которых возлагаются большие нагрузки.
Чтобы не произошло ни каких опасных ситуаций, перед вводом в эксплуатации подобного изделия его подвергают разнообразным проверкам.
Неразрушающие методы контроля сварных швов и соединений
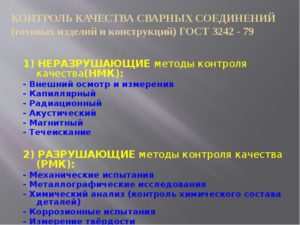
Существует разрушающий и неразрушающий контроль сварных соединений, который помогает выявить наличие дефектов в шве. В первом случае образцы после прохождения контроля, как правило, ломаются вследствие деформации.
Этот способ помогает не только выявить дефекты, но и проверить характеристики. Он больше подходит для серийных выпусков.
Более популярным оказывается неразрушающий контроль сварных швов, так как он оставляет изделие в целостности и помогает определить место расположения дефекта, его характер и размеры.
Контроль сварных соединений
Такие методы проводятся уже после того как изделие остыло и место соединение было обработано.
В зависимости от наличия того или иного прибора, а также прочих технических возможностей, подбирают способ, каким именно будет проводиться анализ.
К каждому изделию может подбираться как один способ контроля, так и несколько, так как далеко не все из них универсальны. Неразрушающий контроль сварных швов проходит по ГОСТ 18442-80.
Преимущества
- Неразрушающий контроль сварного шва помогает сохранить изделие в целостности и после анализов вводить его в эксплуатацию;
- Некоторые его разновидности позволяют проводить мобильные исследования, не привязываясь к стационарному месту;
- Результат можно получить достаточно быстро, без длительного времени ожидания;
- Стоимость проведения контроля является относительно небольшой;
- Осмотр в несколько этапов позволяет сделать данные более точными.
Недостатки
- Невозможно определить какими именно характеристиками будет обладать изделия без прикладывания предельных нагрузок;
- Некоторые из способов оказываются вредными для здоровья человека.
Дефекты, образование и анализ
Дефекты в местах соединения во время сварки являются достаточно распространенным делом, так как на их образование воздействует много факторов.
Неразрушающие методы контроля сварных швов помогают выявить все из них и определить, насколько они опасны во время использования. Может возникнуть непроварка определенной области, которая сделает более низкий уровень крепления двух заготовок.
Это может возникать из-за неправильного выбора режима или периодического затухания дуги во время процесса.
Раковины образуются из-за попадания в сварочную ванну кислорода или влаги во время соединения. Она делает шов более хрупким. Как правило, это скрытый дефект, который невозможно увидеть невооруженным глазом. Это может случиться по причине использования влажных электродов или недостаточного уровня защиты обмазки.Поры получаются при мелких вкраплениях посторонних веществ и недостаточном уровне защиты. Они не являются существенным дефектом. Но при наличии большого количества делают соединение менее крепким.
Трещины и микротрещины получаются при резком остывании шва и неправильном температурном режиме. Иногда требуется предварительный подогрев основного металла, а также подобная процедура на завершающей стадии, что поможет избежать подобных моментов.
Виды неразрушающего контроля сварных соединений
- Визуальный;
- Капиллярный;
- Магнитный;
- Ультразвуковой;
- Радиационный.
Особенности выбора
Рассматривая, какие методы включает неразрушающий контроль сварных соединений, следует определиться с тем, какие из них лучше всего применять для конкретного случая. Ведь применение всех их будет нецелесообразным, так как это выйдет слишком дорого и долго.
Среди всего разнообразия можно подобрать подходящий вариант. В профессиональной сфере чаще всего применяют ультразвуковой метод, так как он отличается простотой.
Аппараты для проведения диагностики являются универсальными, так что могут подходить для любого типа соединения.
Ультразвуковой контроль качества сварных соединений и швов
Если необходимо проверить особо ответственные швы, то здесь не обойтись без радиационного метода, так как он позволяет точно определить внутреннюю структуру.
Данный метод наиболее дорогостоящий и сложный в исполнении, так что в небольших мастерских и в частной сфере он практически не применяется.
В отличие от него, визуальный осмотр оказывается всегда полезным и даже если используются более сложные и точные способы, он все равно применяется.
«Важно!
При работе с радиационным методом необходимо использовать средства защиты, чтобы не получить дозу облучения.»
Методы неразрушающего контроля сварных соединений
Визуальный. Самый простой и обязательный при любых процедурах осмотра. Он проводится в то время, когда шов остыл и был очищен от шлака.
Иногда поверхность дополнительно обрабатывается, если высота наплавленного металла оказалась слишком большой, и только после этого осматривается специалистами.
Практически все дефекты, находящиеся на наружной поверхности можно рассмотреть невооруженным глазом или при помощи лупы. Здесь же проверяется правильность геометрии полученного соединения. Помимо простоты, это еще и самый дешевый способ.
Визуальный контроль сварных швов и соединений
Капиллярный контроль требует использования жидкостей с высоким уровнем текучести. Зачастую в этой роли выступает керосин.
Неразрушающие методы контроля сварных соединений такого типа называют еще цветными, так как на поверхность металла, с обратной стороны которой должен выступить керосин, наносят реагент, что меняет цвет при контакте с выступающей жидкостью.
Это помогает определить насколько герметичным получился шов, так как при наличии микротрещин нельзя использовать подобные швы. Это универсальный способ, который подходит для всех изделий и разновидностей металла.
Капиллярный контроль сварных швов и соединений
Магнитный способ. Здесь применяется принцип электромагнетизма. На участок сварного шва воздействует устройство, которое образует магнитное поле. Линии данного поля проходят сквозь основной металл и через шов.Если структура металла однородна, то линии остаются ровными, но при наличии дефектов они искривляются. Для фиксации искажения применяют графический и порошковый метод.
Первый ловит искажения специальным прибором, а во втором случае высыпается порошок, который скапливается в том месте, где имеется дефект.
Магнитный контроль сварных швов и соединений
Ультразвуковая дефектоскопия сварных швов проводится при помощи специального ультразвукового устройства. Здесь используется принцип отражения волн звука от границ поверхностей с различной плотностью. Таким образом, если при прохождении через металл шва будут возвращаться волны, то значит, что в них располагаются воздушные поры.
Для фиксации дефектов необходимо использовать специальный датчик. Существуют мобильные модели устройства, что обеспечили ему столь широкую популярность. Способ сложно осуществляет проверку крупнозернистых металлов, а также далеко не каждый человек сможет расшифровать полученные данные, так как тут нужно специальное образование.
Ультразвуковая дефектоскопия сварных швов
Рентгенографический контроль сварных соединений основан на свойствах проникновения гамма излучения и рентгеновских лучей сквозь металлическую поверхность. Дефекты фиксируются на фотопленке. Но это достаточно дорогостоящий способ. Также это самый вредный для здоровья человека способ.
Неразрушающий контроль трубопроводов и сварных соединений: виды, этапы контроля- Обзор +
Неразрушающий контроль трубопроводов и сварных соединений. Чтобы вовремя выявить нарушения состояния внутренней и наружной поверхности труб, их швов, в местах стыков, применяют неразрушающий контроль трубопроводов и сварных соединений. От их исправного состояния зависит надежность и долговечность конструкции.
Внимание! Процесс проходит согласно строгим правила и требования Гост. Все работы могут проводить квалифицированные специалисты, имеющие специальное образование.
Насколько важно проводить контроль качества?
Во время проведения сварочных работ на трубопроводе появляются различные дефекты. Неисправности портят внешний вид сварочных стыков, снижается уровень технических характеристик, также понижается надежность всей системы.
Повреждения бывают:
-когда формируют швы.
-дефекты, вызванные во время металлургических работ.
Нарушение строения швов появляется во время нагревания и охлаждения металла. Повреждения другой группы появляются, при несоблюдении правил, когда ведутся монтажные работы.
Этапы, на которых осуществляется контроль. Трубы водопроводных систем и канализации требуют постоянного контроля за соблюдением качества работы, чтобы обеспечить их безопасную эксплуатацию.
Выделяют следующие этапы контроля:
1.контроль на этапе изготовления труб и фитингов из металла.
2.соответствие квалификации рабочих и проводимыми работами.
3.визуальный контроль, который включает проверку во время сварочных работ и замеры швов. Обмеру подлежат макрошлифы на швах, выполняемые посредством двусторонней сварки с помощью флюса.4.проверка на наличие коррозии, герметичность и изоляцию трубопроводов.
5.контроль механическими испытаниями, если трубы сваривают с помощью вращающейся дуги, либо с применением сварки, требующей оплавления.
Осуществлять контроль трубопроводных систем можно отдельными действиями либо сразу несколькими.
К сведению! На каждом этапе проводят многоуровневую проверку.
К примеру, чтобы проверить изоляцию трубопровода, ведут контроль во время сварочных работ, далее на этапе функционирования системы проверяют целостность, сплошность, также толщину изоляционного покрытия. Работы ведут с применением специальных приборов типа толщинометров для покрытия, электроискровых дефектоскопов либо адгезиметров.
Контроль за состоянием сварных швов. Сварные швы конструкции тоже требуют периодического контроля, дефекты нарушают герметичность, сплошность трубопроводов. Различают несколько типов дефектов:
1.дефекты снаружи конструкции включают дефекты, которые лежат на поверхности детали и под поверхностью на расстоянии около двух миллиметров.
2.дефекты внутри детали, по – другому глубинные, которых не видно на поверхности.
Разновидность наружных дефектов:
- 1.Трещины считаются самым опасным видом повреждения, потому что может мгновенно разрушить соединение труб, выполненное с помощью сварки. Различают дефекты, которые появились во время сварочных работ и после них.
- 2.Наплывы представляют собой нахождение одного расплавленного металла на другой, но не образующие единый шов, обеспечивающий герметичность.
- 3.Подрезы находятся на участках, где сварной шов переходит к металлу трубы. Дефект считается частым явлением на стыках элементов, он уменьшает общую площадь швов. Во время нагрузки на трубопровод в этих местах образуется напряженность выше нормы, способная разорвать соединение.
- 4.Кратеры представляют собой небольшие углубления, возникающие, когда обрывается сварочная дуга. В результате уменьшается площадь сечения, что приводит к снижению прочности. В кратеры попадают различные вещества, способные разрушить соединения.
Разновидность внутренних дефектов:
1.Непровары относятся к внутренним дефектам, представляют собой небольшие участки, в которых не сплавился металл, значит, шва в не проваренном месте нет. Общая площадь шва уменьшается и образует повышенное напряжение во время нагрузки, что может повлечь разрыв.
2.Пористость поверхности выглядит, как участок шва, в котором скопились газы. Металлу свойственно образовывать газы, когда его сплавляют.
3.Скопление посторонних частиц происходит, если участок для сварки плохо очистили. Вокруг мусора появляются пустотные места, далее из них образуются трещины, поры, либо свищи, либо разрывы шва.
Разновидности сквозных повреждений:
1.Сквозные трещины, которые требуют срочного усиления места происхождения.
2.Дефект в виде прожога образуется, когда жидкий сплав проплавляется и вытекает сквозь дырку в соединении. На обратной стороне прожога можно наблюдать натек.Общие термины:
- -неразрушающий контроль, сокращенно НК, означает методы, которые применяют для осуществления контроля над качеством изделий, не приводящий к нарушению целостности конструкции.
- -входной контроль означает проверку документации, исправность изделий, оборудования до начала строительных работ трубопроводных сетей.
- -макрошлиф – часть шва, выполненного сваркой, который вырезали и отшлифовали.
- -двухсторонняя сварка – тип сварки, выполняющий сварочные работы по обе стороны соединения деталей. Опасный тип сварки из-за риска образования дефектов, например, газовых раковин. С всех стыков снимают макрошлифы.
- -сплошность означает непрерывную конструкцию металла изделия либо шва без образования полых участков.
Методы контроля. Чтобы выявить дефекты трубопровода и его соединений применяют разные методы контроля.
Выделяют два способа: -при котором не нарушается целостность соединений. -при котором нарушается. Внимание! Для проверки качества работы и состояния трубопровода и его соединений применяют неразрушающий контроль, который принято проводить во время монтажа системы и после.
Какими методами пользуются во время проведения неразрушающего контроля
Вид применяемого индикатора типа магнитного поля, рентген излучения, проникающего вещества влияет на выбор методики проведения данного контроля, все стандарты можно посмотреть в ГОСТ 18353 – 79. Методов проверки существует множество, но на практике применяют основные из них:
1.метод визуально- измерительного контроля.
2.метод радиографической дефектоскопии.
3.метод ультразвуковой.
4.метод капиллярного выявления неполадок.
5.метод магнитной дефектоскопии.
https://www.youtube.com/watch?v=ZbnEIr5ITFc
Разрушающий метод применяют на образцах, вырезанных из первоначального местоположения.
Внимание! Тщательное выявление дефектов может гарантировать надежное функционирование трубопроводной системы.
Визуальный метод с использованием измерений. Проверка трубопровода обязательно начинается с визуального осмотра всех деталей и швов. Во время мероприятий используют различные измерительные и технические инструменты. Метод выявляет внешние дефекты, соответствие изделия требованиям документации.
Метод считается простым, но не до конца точным. Метод не видит глубинные изменения труб, которые имеют место быть, либо дефекты представлены слишком малыми размерами.
Такой тип проверки является обязательным, и его проводят в первую очередь, чтобы перейти к другому неразрушающему способу контроля.
Важным достоинством методики считается доступность, потому что для него не нужно специальное дорогое оборудование, также трубы и швы не требуют особой подготовки.
Внимание! Метод выявляет даже небольшие трещины, для этого очищают шовные стыки и обрабатывают их посредством спирта либо слабо растворенной кислоты.
С помощью линейки со штангенциркулем проводят замеры форм и размеров. При этом должно быть качественное освещение, на помощь приходит лупа, увеличивающая размеры до десяти раз.
Метод радиографической дефектоскопии. Применение способа гарантирует выявление дефектов в самом их зачатке, также определение его точного местонахождения, размеров.
Проникая глубоко с помощью рентгена сквозь разные субстанции и материалы, выявляют глубинные повреждения.Рентгеновский метод признают достоверным и дающим точные знания. Проверку проводят при помощи рентгеновской установки небольшого размера, пленки для устройства, на которую выводят результаты контроля.
Метод ультразвуковой проверки. Ультразвуковой контроль представляет собой акустическое изменение, появляющееся, когда через шов пропускают звуковые сигналы, имеющие сверхвысокую частоту.
Результаты опираются на ослабление скорости сигнала, движущегося обратно, также скорость, с которой он распространяется по системе. Сигнал считывают, затем выводят на экране. Специалист определяет места с различной степенью сопротивления звуковым колебаниям.
Метод способен выявлять почти со стопроцентной точностью участки с дефектами, которые невидны снаружи, также размеры повреждений.
Принципы работы методики:
1.Ультразвуковое устройство производит волны, которые пропускают через проверяемую зону. Ультразвук отражается в участках, где есть дефекты.
2.удьтразвуковые волны в обязательном порядке должны находить отражение от чего-то, в противном случае изъяны будут не установлены. Данный эффект получают при помощи использования угловой искательной головки.
3.Волна находит отражение от дефектного места, при этом изменяется угол преломления. Насколько сильно изменится угол, настолько большим по размеру окажется изъян.
Метод магнитной дефектоскопии. Метод основан на магнитной проницаемости, которая способна делать скачкообразные изменения, когда сталкивается с неоднородной структурой. Когда магнитный поток проходит сквозь металл, он изменяет свою траекторию, огибая места с дефектами, потому что происходит изменение магнитной проницаемости сплава.
Во время проверки используют оборудование с магнитным потоком со специальным порошком, вещество закрепляет магнитное поле вокруг участка с дефектом.
Метод капиллярного контроля. Во время применения метода используют контрастные жидкости, способные проникнуть внутрь слава сквозь самые маленькие дефекты, лежащие на поверхности. Как правило, применяют пенетранты, они предают дефектам специальный цвет.
Пенетранты изготавливают на основе:
- -трансформаторного масла.
- -бензола.
- -скипидара.
- -керосина.
Растворы бывают разного типа:
1.состав с красителем, для выявления днем, как правило, красного цвета.
2.состав с люминесцирующими веществами, в данном случае дефекты видны после применения ультразвука.
Порядок проведения проверки:
1.раствором, в составе которого есть мел либо каолин, смазывают швы.
2.подсушивают до образование белой пленки.
3.керосин должен проникнуть внутрь шва, и смочить его с внутренней стороны примерно полчаса.
4.при наличии трещин керосин будет виден с другой стороны соединения.
Проверка проницаемости изделий. После сварки деталей трубопровода их проверяют на герметичность.
Контроль данного показателя производят, используя свои методики:
1.с помощью пузырькового метода.
2.с помощью течеиспускания.
3.с помощью испытаний по пневматике и гидравлике.
Во время пневматического испытания по трубам пускают воду либо газ больших объемов. Пенным составом смазывают детали снаружи. При появлении пенистых пузырьков обнаруживают нарушения герметичности.
На чем основан выбор метода контроля. С помощью основных методов контроля можно контролировать работу любых трубопроводов.
Подходящий метод выбирают, опираясь на:
1.тип трубного металла, особенности его характеристики.
2.рабочее состояние изделий на момент проверки.
3.тип сварного соединения, толщину шва.
4.экономические показатели.
5.общие физические свойства конструкции.
Важно! Неразрушающими методами можно выявить только косвенные признаки дефектов.
Как устранить дефекты. Если выявлены дефекты, которые противоречат общим требованиям, то их нужно устранять. При невозможности устранить недочеты, деталь считают бракованной.В данной ситуации применяют метод плазменно-дуговой резки. Сначала изделия проверяют, далее применяют обработку с абразивными кругами.
Дефекты, образованные во время тепловой обработки, исправляют сразу после выпуска изделий для сварки. При этом необходимы соблюдения некоторых правил:
1.Места с дефектами должны иметь меньший размер, чем удаляемые участки по длине изделия по сторонам.
2.особую выборку требует разделка соединения. Ширина двойного шва должна быть равной по размеру до и после проведения работ.
3.Провары должны оставаться надежными и прочными.
4.Поверхность после выборки должна оставаться гладкой, не имеющей разрывы. На ней не должно быть углублений и заусенцев.
После завершения работ по ремонту участки тщательно очищают от частиц мусора.
Переходные места от дефектов к трубному металлу должны плавно переходить друг к другу.
Чтобы устранить неполадки, применяют аналогичные материалы, какие использовали во время монтажа первичного шва.
Далее вновь проводят контроль.
Объем контролирующих мероприятий. Чтобы определить масштабы проверки, опираются на документы, которые предъявляют требования к данной области. Объемы контроля носят индивидуальный характер в каждом случае и выражаются в процентах от всей протяженности трубопровода.
Учитывают категорию, к которой принадлежит сварочное соединение, предназначение и эксплуатационные условия. Также берут во внимания последствия, к которым могут привести те или иные дефекты.Внимание! Перед проверкой составляют схему, на которой обозначают участки для проверки, если объем работы равен менее ста процентов.
Во многих сферах используют неразрушающие методы, потому что они соответствуют правилам и требованиям, предъявляемым ко всем способам контроля.
Лучше всего сделать контроль за соединениями автоматизированным, при этом приборы должны отличаться высокой надежностью.
Как осуществляется контроль качества сварки швов и сварных соединений
Даже начинающий мастер понимает, что от качества сварного шва зависит дальнейшее функционирование изготовленной конструкции. Любой дефект потенциально становится причиной снижения прочности.
В самый ответственный момент может произойти разрушение соединения.
И даже если это не произойдет, то отсутствие герметичности шва сделает эксплуатацию таких конструкций, как трубопроводы, сосуды и прочих систем, где присутствует высокое давление, невозможной.
Контроль сварных швов – это обязательная процедура, которая должна выполняться по завершению работ. Только после него можно установить дефекты и вовремя их исправить.
Необходимо понимать, что полагаться исключительно на визуальный осмотр нельзя. Невооруженным глазом возможно обнаружить лишь крупные дефекты: непровары, трещины, поры или подрезы.
Но это далеко не все недоработки, возникающие даже у опытных сварщиков. К примеру, микроскопические трещины, особенно если они образовались в глубине шва, придется определять другими методами.
Нередко приходится прибегать к использованию специальных средств или приборов.
Существует несколько способов реализовать контроль качества сварных швов, отличающихся по методике проведения, техническому оснащению, а также эффективности. Все эти способы условно подразделяются на разрушающие и неразрушающие.
Разрушающие способы оценки качества подразумевают воздействия нагрузок критического значения. Естественно, это негативно сказывается на конструктивных свойствах деталей, именно поэтому неразрушающие способы считаются наиболее популярными. К ним можно отнести следующие мероприятия:
- визуальный осмотр;
- радиационная дефектоскопия;
- ультразвуковая дефектоскопия;
- магнитная дефектоскопия;
- капиллярная дефектоскопия;
- пневматический и гидравлический способ проверки швов на проницаемость
Визуальный осмотр
Любое соединение изначально оценивается визуально. Зачастую обычного наблюдения достаточно, чтобы выявить внешние и некоторые внутренние дефекты. К примеру, изменения габаритов шва по высоте и ширине говорят о том, что в процессе сварки происходил обрыв дуги. Он, как правило, становится причиной непроваров.
Перед осмотром шов необходимо очистить от образовавшегося шлака или брызг. При необходимости детального рассмотрения зону сварки обрабатывают спиртом и 10% раствором азотной кислоты. В результате такой обработки поверхность становится матовой, и на ней отчетливо видны трещины или поры. Закончив осмотр, следует остатки кислоты удалить спиртом, иначе она будет разъедать металл.
Визуальный контроль предусмотрен для выявления неправильной геометрии швов, трещин, пор, наплывов и непроваров. Из дополнительных средств оснащения применяется лампы освещения и лупа. При помощи этих инструментов распознается пережог и подрез.
Помимо этого, можно отследить поведение трещины при эксплуатации. Точный измерительный прибор, позволяющий зафиксировать мелкие элементы – штангенциркуль. Но и обыкновенная линейка тоже бывает полезной.Некоторые дефекты обнаруживаются при помощи специальных шаблонов.
Капиллярная дефектоскопия
В основе данного принципа лежит такое явление, как затягивание жидкости в тонкие трубки, благодаря действию сил поверхностного натяжения. Интенсивность наполнения капилляра зависит от его диаметра и смачиваемости материала. Чем больше смачиваемость и тоньше трубка капилляра, тем быстрее и глубже затягивается жидкость.
Заметим, что подобный способ пригоден для оценки качества соединений из металла, пластмассы или керамики.
После проникновения жидкости в капилляр все изъяны обнаруживают себя.
Специальные вещества для осуществления капиллярной дефектоскопии, называются пенетрантами. Они характерны своей цветовой контрастностью, а также малыми возникающими силами поверхностного натяжения.
Полости дефектов наполняются пенетрантами и становятся легкоразличимыми.
В настоящее время разработано несколько десятков рецептур пенетрантов, и все они обладают различными свойствами. Некоторые из них изготавливаются на водной основе, а также на основе керосина, бензола или скипидара.
Органические жидкости наиболее приемлемы, так как они повышают чувствительность средства к самым мелким дефектам. Частным случаем капиллярного исследования является люминесцентная дефектоскопия. При таком методе исследования в рецептуре пенетрантов включены люминесцирующие вещества.
Исследуемую поверхность облучают ультрафиолетовыми лучами, после чего вещество, проникшее в трещину или пору, начинает светиться.
Все вещества для капиллярной дефектоскопии разделяют по чувствительности. Высшей степенью считается первый класс чувствительности. Вещества 1 класса проникают в капилляры, диаметр которых составляет 0,1 мкм.
Существует и верхнее предельное значение, при котором еще наблюдается затягивание жидкости в капилляр. Оно примерно равняется 0,5 мм.Еще одно требование, предъявляемое к капилляру – его длина должна быть в десятки раз больше диаметра.
Обычно пенетарнты выпускают в виде аэрозоля. При такой форме выпуска его удобно наносить на поверхность. Но в комплект средств для дефектоскопии включается еще очиститель (для предварительной обработки), а также проявитель (для формирования окончательного рисунка). Применение пенетрантов имеет свои достоинства и недостатки.
- К положительным моментам можно отнести низкую себестоимость процесса, элементарность технологии, производительность, широкий спектр исследуемых конструкций.
- Недостатки сводятся к необходимости тщательной очистки шва, возможности проверки только поверхностных дефектов, а также невозможности применения метода для капилляров с диаметром более 0,5 мм.
Контроль качества сварочных швов с помощью керосина следовало бы отнести к проверке на проницаемость, однако этот метод все же основан на капиллярных явлениях. Он считается наиболее простым и доступным в материальном плане.
Керосин обладает высокой текучестью и способен проникать в самые мелкие трещины. Забегая вперед, можно отметить, что капиллярный метод с использованием керосина настолько же эффективен, как и гидравлический метод под давлением 3-4 кгс/мм2.
Недаром в состав некоторых пенетрантов входит керосин.
Алгоритм проверки сварного шва сводится к нескольким несложным действиям. Шов с двух сторон очищается от грязи, окалины и шлака.
Одна из сторон выбирается для наблюдения и покрывается водным раствором мела (на 1 литр воды берется 400 г порошка). Для увеличения скорости высыхания суспензии можно шов просушить потоком горячего воздуха.
Обратная сторона поверхности обильно смачивается керосином. Необходимо процедуру смачивания повторить 2-3 раза с интервалом в 15-30 минут.
Количество повторений и интервал зависят от толщины металла. Смачивание проводится любым доступным способом (ветошью, кистью, краскопультом).
Протечка керосина станет заметной на стороне, покрытой меловой суспензией. Со временем появятся темные точки или полосы.
Необходимо сразу после их появления зафиксировать места дефектов, иначе керосиновые пятна расплывутся, и трудно будет определить локализацию трещины, свища или поры.Испытание может занять несколько часов. Чем выше температура окружающей среды, тем меньшей вязкостью обладает керосин. Следовательно, при повышенной температуре процесс оценки качества шва пройдет быстрее. Керосин преимущественно используют при проверке стыковых соединений. Швы, выполненные внахлест, подобным образом проверить гораздо проблематичнее.
Во время изготовления или ремонта различных емкостей, трубопроводных систем, пневматических систем к сварному шву предъявляются не только требования прочности, но и герметичности.
Проверка на проницаемость может осуществляться разными способами, среди которых выделяют гидравлические и пневматические.
Основная цель такой проверки – установить наличие сквозных пор, через которые впоследствии жидкость или газ будут выходить из резервуара.
В качестве вещества для испытаний применяется воздух, азот, вода или масло. Обычно нормального давления бывает недостаточно, поэтому создают избыточное давление, чтобы картина дефектов была более наглядной.
При использовании пневматического способа исследуемая емкость наполняется газом (воздухом, инертным газом, азотом). Газ доводится до давления, превышающего рабочее в полтора раза. Чтобы визуально наблюдать утечку, наружную поверхность шва смачивают мыльным раствором.
При наличии дефекта будут образовываться пузырьки. Если испытания проводятся при отрицательной температуре, мыльный раствор наводят на спирту.
Во время испытания необходимо следить за давлением и не превышать определенной нормы. Обычно в резервуар монтируют манометр и перепускной предохранительный клапан. Малогабаритные резервуары наполняют воздухом и погружают в воду, не смазывая мыльным раствором. Вышедший воздух в воде будет образовывать пузырьки.К пневматическому способу контроля на проницаемость относится проверка аммиаком. Шов покрывается марлей или бинтом, пропитанным фенолфталеином. С обратной стороны шва подается смесь из аммиака и воздуха. Если аммиак проходит сквозь шов насквозь, то бинт окрашивается в красный цвет. Этот способ считается достоверным.
Самый примитивный способ пневматического контроля связан с обдувом шва воздухом. Обратную сторону соединения необходимо предварительно смазать мыльным раствором.
Для реализации гидравлического контроля полость заполняют жидкостью, обычно маслом или водой. Здесь также подразумевается проведение испытаний под давлением, превышающим рабочее значение на 50-100%.
Чтобы выявить протечки достаточно выдержать емкость в таком состоянии около 10 минут. Параллельно с этим шов и околошовная зона обстукивается равномерно молотком.
Если нет возможности создать избыточное давление, то емкость с жидкостью следует выдержать не менее двух часов.
Магнитная
В технологии проведения магнитной дефектоскопии применяется воздействие магнитного поля на ферромагнетики. Специальный прибор является источником магнитного поля. Линии магнитной индукции при прохождении через металл с дефектом искривляются. Остается лишь только обнаружить эти изменения.
Индикатором служит ферромагнитный порошок, который в сухом или растворенном в воде виде наносится на поверхность. В местах образования трещин происходит скопление этого порошка. Более наглядная визуализация дефектов возможно при использовании специальной ферромагнитной ленты. Она накладывается на поверхность, а затем просматривается через прибор.
Минусом данной технологии является избирательность метода к материалу поверхностей. Например, детали из никеля, хрома, алюминия или меди проверить невозможно.
Ультразвуковая
Ультразвуковая волна обладает проникающей способностью и может отражаться от границы раздела сред, в которых звук по-разному распространяется. Это свойство лежит в основе данного метода. Устройство состоит из источника и приемника ультразвуковой волны.
Если внутри металла нет дефектов, то рассчитывается скорость прохождения звука сквозь деталь в прямом и обратном направлении. При наличии трещин или пор отразившаяся от нижней грани волна придет с искажением.
Существует специальная классификация полученных картин, позволяющая различать разные виды дефектов.
Ультразвуковая дефектоскопия по своей популярности и применимости превосходит магнитную и радиационную. В качестве недостатка выделяется сложная система раскодирования сигнала. Для проведения исследования требуется особая квалификация мастера. Ограничение на применение описанного метода связано с крупнозернистой структурой металлов. Не подлежат исследованию аустенитные стали и чугун.
Радиационная
Радиационная дефектоскопия по своему принципу напоминает рентгеновское обследование. Выделившиеся в процессе ядерной реакции гамма-лучи обладают высокой проникающей способностью. Проходя через материал, излучение попадает на фотопластинку. После ее проявления под микроскопом можно исследовать картину распределения дефекта в металле.
Интересующий вопрос о вредности гамма-излучения остается актуальным. Несмотря на предусмотренные средства защиты, организм человека получает повышенную долю облучения. Если добавить дороговизну оборудования, станет ясно, что данный способ не является приоритетным.