Какой толщины металл можно варить полуавтоматом
Какие металлы можно варить полуавтоматом — Справочник металлиста
Сварочным полуавтоматом можно качественно и быстро соединить две детали. За счет того, что данным видом аппарата можно работать с любыми металлами различной толщины, автоматическая и полуавтоматическая сварки применяется во всех промышленных отраслях.
В сравнении с ручной дуговой сваркой у нее намного выше коэффициент полезного действия, при небольших материальных затратах. Сварка полуавтоматом для начинающих включает в себя несколько аспектов – теоретический и практический.
Они тесно взаимосвязаны, и перед тем, как приступать к сварочным работам, новичок должен освоить основные азы.
Что такое полуавтомат и его виды
Чтобы варить сварочным автоматом, необходимо понимать, что это и как он устроен.
Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи.
Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.
Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
- полуавтоматическая сварка под слоем флюсов (флюс – это порошкообразный состав, который находится в середине рабочей проволоки. По своим химическим свойствам он напоминает обмазку электрода );
- сварка в инертных и активных газах;
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В.
В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва.
Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
- источник тока;
- редуктор для перемещения электрода;
- горелка;
- сварочный кабель с зажимом;
- система управления;
- баллон с газом;
- рукав подачи газа.
Техника сварки полуавтоматом
Рассмотрим, как варить полуавтоматом, так как данный вид работ имеет несколько вариантов – сварка с защитных газах и сварка без газа, с использованием порошковой проволоки (флюса).
Технология сварки в среде защитного газа
Для сварки полуавтоматом можно использовать несколько видов газов. Чаще всего применяется углекислый газ или гелий. Это обусловлено их доступностью и небольшими расходами при использовании.
Газы используются для того, чтобы снизить окисление металла, из которого изготовлена свариваемая деталь, чтобы повысить прочность шва. Основным условием для работы полуавтоматом с углекислотой является предварительная подготовка детали.
Имеется в виду ее тщательная зачистка, чтобы удалить всю пыль, грязь, остатки лакокрасочных изделий или ржавчину. Для этого используется наждачная бумага или железная щетка.
Технология сваривания бывает трех видов:
- непрерывного сваривания, когда горелка или электрод ведется от начала до конца шва;
- точечной сварки, при котором детали соединяются не сплошной дорожкой, а сварными точками;
- сварка коротким замыканием производится, в основном, для тонколистового металла и заключается в расплавлении металла за счет подачи импульсов от короткого замыкания, которое образуется в сварочном аппарате. После замыкания, расплавленный материал стягивается в каплю, применяемую для соединения двух деталей.
Чаще всего сварка полуавтоматом с углекислотой производится на режиме переменного тока. Перед началом работы надо подготовить все для сварки.
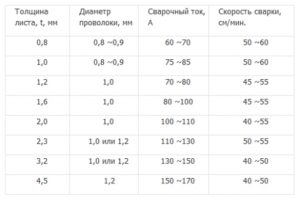
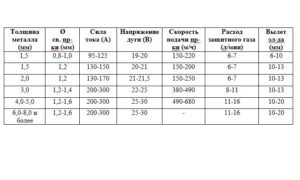
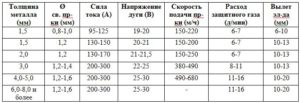
Аппарат настраивается в зависимости от типа металла и его толщины. От режима сварки будет зависеть расход газа из баллонов.
Проволока расходится практически одинаково – в среднем 4 сантиметра в секунду.
Более точные настройки можно посмотреть в таблицах ГОСТа, где указаны режимы и нормы для каждого вида металла. Когда и оборудование и детали готовы, можно начинать соединение изделий на полуавтомате. Первым делом, необходимо включить подачу газа, а затем возбудить дугу. Для этого нужно проволокой коснуться детали.
При нажатии на «пуск/старт» на корпусе аппарата начинается механическая подача электродной проволоки.
Качество шва завит от многих нюансов. Например, важно проволоку держать и вести прямо, но не слишком близко к заготовке. Чтобы не перекрывать себе обзор сварочной ванны. Во время работы важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал.
Технология работы такова, что при толщине изделия до сантиметра зазор должен быть не более 1 мм, при толщине изделий более сантиметра зазор составляет 10% от данной величины.
Очень часто детали в лежачем состоянии сваривают на специальной железной подложке, размещая ее снизу очень плотно к основному металлу.
Технология сварки алюминия
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности.
На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон.
Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.
Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный.Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку.
Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Сварка с проволокой
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых.
Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления.
То есть, при этом дополнительно инертный газ из баллона не подается.
Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
Основные правила при проведении сварочных работ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов.
Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами.
Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате.
Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно.
То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Подробнее, как варить полуавтоматом, можно увидеть в следующем видео:
[Всего : 16 Средний: 3.2/5]Как правильно сварить полуавтоматом с углекислотой?
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы.
Особенности сварки металлов полуавтоматичским аппаратом
Современные производители сварочных аппаратов выпускают десятки различных моделей устройств для полуавтоматической сварки. Технология сварки металлов полуавтоматом позволяет прочно соединить между собой металлические детали, обеспечивая надёжное крепление конструкций.
Под понятием полуавтоматической сварки металлов подразумевается процесс присоединения друг к другу нескольких металлических деталей, при котором электродная проволока поступает в зону сварочных работ с определённой скоростью в автоматическом режиме.
Вместе с этим в область сваривания подаётся инертный или активный газ. Его задача – защищать электродную проволоку и свариваемые детали от воздействия окружающей среды.
Все остальные действия для работы со сварочным аппаратом при сварке в полуавтоматическом режиме необходимо совершать вручную.
Преимущество сварочной обработки полуавтоматического типа состоит в том, что эта технология позволяет работать с материалами любой толщины.
Сварка металла полуавтоматом подходит для работ с деталями, произведёнными из тонкого металла (металл считается тонким, если его толщина не превышает 5 миллиметров).
Для проведения сварочных работ над такими конструкциями достаточно использовать аппараты с низкой или средней производительностью.
Также полуавтоматические сварочные аппараты годятся для обработки деталей из толстых металлов. Сварка полуавтоматом эффективно соединяет конструкции, толщина которых не превышает 250 миллиметров.
Специфика работы с толстыми металлическими изделиями зависит от материала, из которого они были произведены.
Для обработки таких конструкций понадобится оборудование, отличающееся высоким уровнем производительности.
СОВЕТ: при сварке толстых металлических конструкций, произведённых из низколегированной стали, рекомендуется предварительно подвергнуть детали термической обработке.Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат.
Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.
Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока.
Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции.
Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала.
Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь.
Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях.
Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки.Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
При обработке металлических конструкций небольшой толщины не нужно стремиться получить поверхностный шов. Конструкции должны быть сварены как можно плотнее – только так удастся добиться их полноценного соединения. Именно поэтому для сварки тонких металлов используют полуавтоматический аппарат – он предельно эффективно работает со свариванием таких конструкций.
Перед сварочными работами полуавтоматом обрабатываемые конструкции необходимо предварительно подготовить. Металл требуется очистить от грязи, кусочков краски или эмали, пыли или смазочных покрытий. Если этого не сделать, то плавящийся металл будет слишком сильно разбрызгиваться, и шов выйдет искривлённым. К тому же, посторонние элементы могут быть токсичны.
Для сварки тонкого металла полуавтоматом понадобится следующее оборудование:
- сварочный аппарат;
- электроды для сварки;
- источник электроэнергии;
- защитная амуниция для сварщика (укреплённый шлем, термостойкие перчатки, затемнённые очки).
СОВЕТ: для того, чтобы шов получился аккуратным и ровным, сварщику необходимо самостоятельно регулировать скорость движения сварочного аппарата. Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Технология полуавтоматической сварки оцинкованных металлов
Особенностью оцинкованных металлов является их высокая сопротивляемость воздействию коррозии. Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Причиной этого является разная температура плавления. Если для сварки большинства металлов нужна температура в пределах 1700-2200 градусов по Цельсию, то плавление цинка начинается уже при 420°С.
При 907°С этот элемент закипает и превращается в оксид, который образует на поверхности металлической конструкции микроскопические поры и трещины.
Это и приводит к тому, что металл становится восприимчив к появлению коррозии.
Современная технология сварки оцинкованных металлов полуавтоматом заключается в одной инновации – MIG-пайке. Она позволяет проводить сварочные работы с помощью высокочастотных электрических колебаний с пониженной температурой.
При этом плавление цинка не происходит, поэтому он не превращается в оксидное соединение и не наносит повреждение основному материалу обрабатываемой конструкции.
Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Процесс сварки цветных металлов полуавтоматом начинается с проверки состояния оборудования.
В процессе его осмотра требуется настроить режим функционирования сварочного устройства, подобрать силу тока, уровень напряжения и скорость передвижения проволоки.
Если толщина обрабатываемого металла менее трёх миллиметров, то подходящая сила тока находится в пределах 120-145 амперов. При этом скорость передвижения проволоки должна равняться 900 метрам в час.
После того как оборудование проверено, происходит включение подающего проволоку переключателя в рабочее положение. Затем осуществляется зажжение электрической дуги.При наличии плавящейся проволоки нужно лишь прикоснуться к металлической поверхности. После зажжения электрической дуги можно протестировать выбранный режим работы на проверочном материале.
Если аппарат функционирует нормально, то можно непосредственно приступать к сварке.
При полуавтоматической сварке цветных металлов передвижения горелки нужно вести только лишь в одном направлении. Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Полуавтоматическая сварка аргоном чёрных металлов
Сварка чёрных металлов полуавтоматом с аргоном отличается некоторыми особенностями. Нужно отметить, что большую опасность для чёрных металлов при их сварке представляет влага. Она может остаться внутри сварочного шва, после чего начнётся её конденсация.
При испарении частицы влаги будут образовывать небольшие поры и микроскопические трещины в шве, которые в будущем отрицательно скажутся на его прочности. Поэтому перед началом сварки обрабатываемые конструкции рекомендуется прогреть до 100-150 градусов по Цельсию.
Для полуавтоматического сваривания чёрных металлов необходимо использование специальных электродов. Без них сварочный шов получится неаккуратным и слишком хрупким.
Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита.
Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Сварка чугунных и стальных изделий полуавтоматом
Инертный газ используется не только для обработки цветных металлов. Для работы с чугунными и стальными конструкциями также применяется аргон. Для получения чугуна используется железо и углерод. Процесс его сваривания очень трудоёмок из-за того, что получающиеся швы часто трескаются.
Еще одной особенностью чугуна является его предрасположенность к ускоренному окислению. Поэтому для его сварки и нужен аргон – он помогает формировать соединительные швы без образования шлаковых осадков. Быстрое окисление чугуна сделало его популярным материалом для ремонта старых автомобилей. Этот материал соединяется с требующими починки тонкими металлическими конструкциями.
Сварка чугуна и хрупких металлов полуавтоматом зачастую проводится при помощи вольфрамовой проволоки. Обрабатываемые изделия также нуждаются в предварительном подогреве.
Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока).Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Полуавтоматическая сварка деталей из нержавеющего металла
Сварка полуавтоматом нержавеющих металлов отличается высокой производительностью. Кроме этого, её можно вести практически в любых условиях. Для сваривания нержавеющих стальных конструкций необходим сварочный аппарат, который работает в аргоновой среде.
Защитный газ помогает предотвратить азотирование и окисление создающегося соединительного шва, который без аргоновой защиты сварной шов начал бы контактировать с внешней атмосферой и стал бы непрочным.
Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Сварка нержавеющего металла аргоном осуществляется при помощи электродов, изготовленных из неплавящихся материалов. В процессе работы их необходимо располагать строго перпендикулярно относительно свариваемой обрабатываемой поверхности. Если это условие будет соблюдено, то сварной шов получится высококачественным.
Напоследок необходимо отметить, что на данный момент полуавтоматическая сварка металлов получила особо широкое распространение в нескольких областях производства, тесно связанных с обработкой металлов. Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности.
Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше.
Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Как сварить полуавтоматом тонкий металл
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.устройство сварочного полуавтомата
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа.
Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание.Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров.
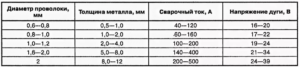
Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм.
Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы.
После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности.
Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения.
Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках.
Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали.
Для получения надежного соединения чаще всего используют сварку каскадом или горкой.При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
[Всего : 0 Средний: 0/5]
Какую толщину металла можно варить полуавтоматом
Сварочные работы являются одним из самых ответственных этапов как промышленного производства, так и малого бизнеса. Не следует также забывать об их важности в аспекте даже банального приусадебного хозяйства. Во всех этих случаях от качества сварки часто зависит не только эксплуатационная надежность готового изделия, но и безопасность людей, которые им пользуются.
Особенно надежна и качественна сварка полуавтоматическими сварочными аппаратами, выполняемая в среде инертных газов. Знаете, как варить полуавтоматом? Сегодня мы именно об этом и поговорим.
Общие понятия
В общем и целом, процесс этот является одной из многих разновидностей классической электродуговой сварки. Так как ее сопротивление намного выше такового для электрода, большая часть энергии выделяется в пространство около дуги, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварная ванна.
После того как соединение остынет и закристаллизуется, образуется сварной шов, который на данном этапе развития технологий считается наиболее надежным способом сочленения металлических деталей.
Основные принципы сварки полуавтоматом
В отличие от классической дуговой сварки, в рассматриваемом нами процессе превалирующее значение имеют две вещи: электрод (сварная проволока) и инертный газ, защищающий сварную ванну. Перед тем как варить полуавтоматом, очень желательно последний купить в достаточном количестве.
Последнее обстоятельство чрезвычайно важно.
Дело в том, что сварной шов всеми доступными способами стараются сохранить от взаимодействия с кислородом окружающей среды во время проведения работы: во-первых, в противном случае образуется много окалины, а поверхность соединения становится далека от идеала. Во-вторых, в самом металле шва появляется огромное количество окислов, которые крайне негативно влияют на качество готового сочленения. Именно поэтому в сварном деле широко используется аргон и углекислота.
Чтобы узнать, как варить полуавтоматом, нужно обязательно представлять себе главные принципы его работы.
В процессе сварки электрод (проволока) проходит сквозь сопло горелки, где и расплавляется из-за высокой температуры дуги. Так как сварочная проволока подается непрерывно, удается достичь постоянного качества и скорости процесса.
Направление и скорость выбираются вручную. Следить за непрерывностью подачи электрода также приходится самому сварщику. В международной классификации такой процесс обозначается как GMAW (gas metal arc welding).
Различают сварку в инертном или активном газе.
Последний используется в тех случаях, когда свойства металла не позволяют достичь каких-то особенных характеристик сварного шва. Вот как варить полуавтоматом.
Какое для этого требуется оборудование?
В комплект оборудования должен входить сам сварочный аппарат, источник сварного тока, устройство для подачи проволоки, а также баллон с газом.
Устройства такого типа выпускаются как в портативных вариантах, так и в виде шасси для использования в полевых условиях.
Так как научиться варить полуавтоматом подобного типа сложно, к работе допускаются только специалисты, прошедшие необходимый инструктаж.
Какими характеристиками отличается обычное оборудование подобного типа?
- Сила тока от 40 до 600 А.
- На самой сварочной дуге напряжение составляет от 16 до 40 В.
- Скорость прохождения скрепляемого участка может достигать 2 см в секунду.
- Для различных целей и материалов используется проволока, толщина которой составляет от 0,5 до 3 мм.
- За секунду расходуется от 30 до 250 мм электрода.
- Расход инертного газа может достигать 60 литров за одну минуту. Минимальным значением считается расход в три литра за одну минуту.
- В один сварочный баллон помещается до 100 литров инертного или активного газа.
Предпочтительные разновидности подающего механизма
Полуавтоматические сварочные аппараты во многом различаются по устройству механизма для подачи электродной сварочной проволоки, так что на этом моменте следует остановиться подробнее.
В наиболее распространенном варианте используется толкательный тип: он сильно упрощает конструкцию горелки, но в этом случае длина шланга для подачи газа ограничена максимум тремя метрами.
Лучше использовать тянущую конструкцию: длина шланга в этом случае может достигать 20 метров.
Перед покупкой сварочного аппарата следует самое пристальное внимание обратить на горелку.Так как сопло является тем элементом, который изнашивается едва ли не быстрее всего, оно должно быть максимально качественно изготовлено.
Обратите внимание, что при сварке нужно постоянно очищать его от прилипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае его повреждения качество сварки резко падает.
Важно! Перед тем как варить нержавейку полуавтоматом, купите сменные комплекты. На нержавеющую сталь уходит много проволоки и инертного газа. Для ее сварки требуется мощная электрическая дуга, металл сильно греется, сопло быстро изнашивается.
Какие материалы следует использовать в работе?
Как мы уже говорили, проволоку можно использовать от 0,5 до 3 мм толщиной. Чем она тоньше, тем лучше горение дуги, тем глубже проплавление свариваемого материала. Учтите, что можно использовать электрод толще 3 мм, но на каждый «лишний» миллиметр должно приходиться по 100 дополнительных ампер.
Инертные газы могут быть использованы как в чистом виде, так и в смесях. Средний расход газа легко высчитать, зная среднюю скорость прохождения обрабатываемого участка и удельное потребление расходного материала, которое можно узнать из справочников для специалистов по сварке.
Немного о силе тока и напряжении
Разумеется, сила тока зависит от толщины свариваемого материала, а также от диаметра используемой проволоки. Чем толщина больше, тем глубина проплавления материала и общая производительность работы меньше.
Чем напряжение выше, тем глубже проплавление металла. Но нужно помнить, что при этом увеличивается объем сгоревшего материала и окалины, а ширина шва сильно растет. Напряжение выставляется по силе тока.
Информацию подробнее нужно искать в инструкции к сварочному аппарату.
Скорость подачи электрода устанавливается, исходя из характеристик материала и требуемой прочности шва.
Время сварки зависит как от толщины соединяемого материала, так и от предполагаемой ширины шва.
На высокой скорости, таким образом, настоятельно рекомендуем делать только узкие соединения, так как при широких швах вы получите отвратительное качество сочленения и большое количество окалины.
О расходе газа
Чем проволока толще, тем больше расходуется инертного газа на защиту поверхности свариваемого материала.
Понизить расход можно, плотнее прижимая сопло горелки к рабочей поверхности, или же банально уменьшив скорость сваривания деталей.
Внимание! Если вы переборщите со скоростью (увеличивая ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и разрушаясь от этого.
Правильная работа с электродами
Стабильность сварочного процесса во многом зависит от выпуска и скорости расхода электродной проволоки. Чем вылет больше, тем менее стабильной становится дуга.
Кроме того, в этом случае огромное количество материала уходит в окалину. Во многом это связано с тем, что резко сокращается зона сварочной ванны, наконечник и сам материал начинают окисляться ускоренными темпами.
Если вылет излишне мал, резко ухудшается видимость при проведении сварки.
Варка алюминия
А как варить алюминий полуавтоматом? Алюминий – металл химически инертный, так как на его поверхности имеется толстая амальгама. Чтобы ее прожечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Обязательно (!) нужно использовать инертный газ, так как при малейшем доступе кислорода амальгама мгновенно восстанавливается.
Важные рекомендации
Если вы варите тонкий металл, то шов обязательно нужно вести сверху вниз. Шов необходимо делать как можно более тонким, так как в этом случае его толщина получается примерно одинаковой с обеих сторон.
Если вы делаете излишне широкое сочленение, то вряд ли сумеете избежать прожога материала. Чтобы избежать порчи материала, рекомендуем увеличивать скорость сварки, уменьшая при этом напряжение сварочного тока.
В том случае, когда вы варите материал на подкладочном основании, обеспечьте как можно более плотное его прижатие.
Дело в том, что дуга очень сильно разогревает металл, в результате чего его листы небольшой толщины начинают сильно изгибаться из-за температурной деформации.Чтобы уменьшить проявления этого физического эффекта, изгибайте стыки в сторону подкладки. Так как правильно варить полуавтоматом данным способом может быть сложно, перед работой сделайте несколько пробных швов.
Если свариваемый металл более 1,5 мм в толщину, советуем производить работу на весу. Настоятельно при этом рекомендуем располагать электрод в вертикальном положении, направляя его точно на ванну.
Сваривая метал толщиной от 1,3 до 2 миллиметров, выбирайте режимы так, чтобы шов получался максимум за один проход.
Перед тем как правильно варить полуавтоматом машину, обязательно подгоните детали друг к другу, разметьте фронт работ: кузов легко испортить, так что работать нужно очень аккуратно.
Если зазоры между плохо подогнанными деталями слишком велики, рекомендуем поступать следующим образом: также проводить сварку сверху вниз, проводить эксперименты с колебаниями мощности, а также время от времени прекращать работу, давая законченным участкам окрепнуть. Еще раз напомним: перед тем как правильно варить полуавтоматом, желательно подогнать детали друг к другу. Вы потратите совсем немного времени, зато процесс сварки пойдет куда быстрее.
Варим металл без использования инертных газов
Все вышесказанное справедливо для сварки металлов в среде инертных газов. Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки.
При ее изготовлении могут быть использованы две технологии: запрессовка в тонкую металлическую трубку флюса или же включение его компонентов непосредственно в металл электрода.
Чем же хороша такая проволока? Все дело в физике: когда электродуговой разряд начинает ее расплавлять, вокруг сварной ванны образуется облако из тех соединений, которые входят в состав флюса. Таким образом, заменяется классический инертный газ, так как сгоревший флюс защищает свариваемый материал не намного хуже.