Кондуктор для сварки металлоконструкций
Технология сварки металлоконструкций: виды швов и соединений

В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать.
И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется.
О том, как правильно варить сваркой, расскажем в этой статье.
Соединения
За период существования сварочной технологии было разработано множество методов соединения. Основным параметром, на который обращают внимание, является взаимное расположение свариваемых элементов после окончания работ. Встречаются следующие виды соединений металлоконструкций:
- встык;
- внахлест;
- угловое;
- тавровое;
Помимо типа соединения, важными факторами являются применяемое сварочное оборудование, толщина элементов, а также вид основного металла.
Узлы
Сварные металлоконструкции используются гораздо чаще, чем металлопрокат на болтовом крепеже. К ним предъявляются требования, согласно СНиПов, которые действуют на конкретном производственном участке. Например, надежность узла при строительстве мостов должна быть более высокой, чем при монтажных работах на печной трубе котельной.
На стадии разработки плана организации работ, инженеры составляют технологическую карту на сварочные работы металлоконструкций, в котором указан оптимальный способ стыковки отдельных элементов. При этом необходимо руководствоваться требованиями ГОСТов. В смету заносится уже чистовой вариант. Идеальными условиями для сварки являются следующие факторы:
- Подавляющее большинство швов выполняются в горизонтальном положении.
- Сварка выполняется специальными роботами с функцией контроля рабочих параметров. Процент выполнения ручных работ минимален.
- При соединении отдельных элементов преобладает стыковой или угловой методы сварки.
Устройства для осуществления процесса
Оборудование для контактной сварки может применяться для полной автоматизации проводимого процесса. В большинстве случаев достаточно лишь правильно разместить заготовки и нажать на одну клавишу. К другим особенностям аппаратов стыковой сварки можно отнести следующие моменты:
- Хорошая производительность.
- Возможность автоматизации процесса.
- Высокая стоимость оборудования.
- При проведении работы исключается вероятность допущения ошибки.
Аппарат для стыковой сварки
В продаже можно встретить оборудование самых различных производителей. Рекомендуется уделять внимание продукции лишь известных компаний.
Вспомогательное оборудование
Сварить конструкции значительных габаритов невозможно без использования вспомогательных приспособлений, с помощью которых выполняют фиксацию сборочных элементов, а также их подачу к месту монтажа.
Основными подсобными приспособлениями для сварки металлоконструкций являются:
- Кондуктор. Обеспечивает неподвижное положение металлопроката при его монтаже. Существуют различные способы исполнения данных приспособлений. Как правило, их внешний вид напоминает стенд или станину. Простейшая конструкция для домашних работ представляет собой устройство для стыковки свариваемых элементов под прямым углом.
- Стапель. Представляет собой грузоподъемное приспособление, выполняющее роль опорного механизма в строительно-монтажных работах. Применение стапелей позволяет увеличить производительность работы со сборными конструкциями.
Вывод
Всегда стоит помнить, что успешной, работа будет лишь тогда, когда выполняются все рекомендации и правила по работе со сваркой и сварочными аппаратами. Также нужно учитывать вид требуемого соединения, материала, разновидности конструкций, а также их соединений. Это напрямую будет влиять на качество шва и на функциональные возможности металлических конструкций.
https://www.youtube.com/watch?v=gW9lDqQUYfI
Если пренебрегать всеми правилами и советами, швы могут приходить в негодное состояние, а именно лопаться, расходится или трескаться. Из всего вышесказанного стоит сделать вывод о том, что не стоит браться за работу, не зная о чем идёт речь, для начала нужно хорошо разбираться в теории и попрактиковаться на соединениях с начальным уровнем сложности.
Требования
К рассматриваемым работам допускают только профессиональных сварщиков. Их уровень квалификации регулируется требованиям нормативно-правовых документов, в зависимости от сложности объекта.
Качество применяемых материалов должно соответствовать ГОСТу 27772-88. В данном межгосударственном стандарте классифицирован стальной прокат, который разрешено использовать при монтажных работах.
На сварочных чертежах металлоконструкций необходимо выполнять полную расшифровку, которая включает в себя:
Самодельные приспособления для сварки: чертежи
Работы по сварке порой предполагают меньше сил и времени по сравнению с подготовкой к ним. Основная их доля – это сборка сварной конструкции, в процессе чего необходимо зафиксировать элементы в требуемом положении. Данная работа требует от мастера внимания, ведь от неё зависит качество изделий.
Если после тщательной выверки и установки заготовок конструкция развалится от прикосновения электрода, будет досадно, придется собирать всё сначала.
Случается и так, что элемент приваривается, но не в том положении, которое нужно. Это может произойти при незаметном сдвиге или деформации после остывания металла.
Именно поэтому перед началом сварочных работ необходимо запастись всеми нужными приспособлениями.
Решение проблемы
Для того чтобы избежать подобных ошибок, используются специальные приспособления для сварки. Они позволяют беречь силы и время, обеспечивая высокое качество изделиям на выходе.
На сегодняшний момент известно множество механизмов и устройств, которые могут быть использованы для проведения сварочных работ.
Если люди работают в условиях промышленности, где налажено массовое и серийное производство, они используют автоматизированное и механизированное оборудование, сюда следует отнести механизмы для укладки, транспортные устройства, технологические сборочные приспособления и прочее. Если же мастеру предстоит работать в домашних условиях, то им могут быть использованы приспособления для сварки, которые вполне реально изготовить самостоятельно. Они позволят снизить деформацию деталей.
Без струбцины, которую вы можете изготовить самостоятельно, не будет способен справиться с работой ни один сварщик. Кроме того, данный инструмент помогает решать задачи при проведении слесарных и столярных работ.Данное приспособление может иметь разные варианты — специализированные и универсальные. Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг.
Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.
Работа над угловой струбциной: подготовка
Приспособления для сварки предлагаются к продаже сегодня в широком ассортименте, однако изготовить угловую струбцину вы можете самостоятельно. В качестве инструментов и материалов для проведения работ выступают:
- стальной уголок;
- шпильки с резьбой;
- гайки;
- дрель;
- стальные пластины;
- прутки для воротков;
- сварочный аппарат;
- метчик.
Проведение работ
Под прямым углом уголки необходимо присоединить к стальным пластинам. С каждой стороны с помощью сварки фиксируется червячная конструкция.
Это уголок с вваренной гайкой или утолщением, в котором следует нарезать резьбу с учетом шпильки воротка. При этом важно обратить внимание еще и на потенциальную заготовку, ведь она определяет ширину рабочего зазора.
Если диапазон размеров деталей широк, то лучше всего подготовить несколько струбцин.
Шпилька-вороток вкручивается в рабочую гайку, на конце после этого собирается упор. Данная конструкция представляет собой две металлические шайбы разного размера. Важно обеспечить прокручивание упора на шпильке.
Вороток с обратной стороны необходимо снабдить отверстием, в которое устанавливается стальной прут. Он будет выполнять роль рычага. Такие приспособления для сварки собраны правильно, если с помощью них можно надежно фиксировать стальные детали.
Конструкция очень проста, а изготовить ее можно из подручных материалов.
Достаточно сложной задачей является сварка труб в торец. При этом заготовки необходимо будет точно сориентировать в пространстве. Если к готовой системе приваривается отрезок трубы, то задача будет упрощена.
А вот свободно лежащие заготовки нужно сваривать, заручившись посторонней помощью или используя специальное приспособление. Применить в процессе работы необходимо стальные пластины и металлический уголок.
Половинки струбцины крепятся традиционно, применить для этого необходимо шпильки с резьбой. В итоге удастся получить эффективную и простую конструкцию.
Изготовление клещей
Самодельные приспособления для сварки включают ещё и клещи. Собрать их можно, но для этого нужно запастись терпением. Для проведения работ следует подготовить медный дротик, длина которого составляет 2 м.
Его диаметр должен быть равен 30 мм. Эта заготовка может оказаться несколько длиннее, в этом случае ее удастся прогнуть. Элемент сгибается, чтобы получилась заготовка в форме подковы.
На концах делаются 18-мм отверстия, после нужно произвести разворот и сделать пропил.В итоге получатся зажимы для электродов. Два трансформатора соединяются параллельно, в них вторичная и первичная обмотки должны быть соединены напрямую. Подача тока может корректироваться самостоятельно. Такие самодельные приспособления для сварки должны охлаждаться, а использовать для этого следует воду. Применив ножную педаль, вы сможете снять электроды.
Рекомендации мастера по изготовлению клещей
Из вышесказанного можно сделать вывод, что клещи имеют в составе рычаг для разворота электродов, трансформатор, а также рукоятку с толкателем.
Рычаг удерживается шарнирами, оси которых располагаются противоположно. Иногда изготавливаются клещи, между толкателями которых находится пружина.
Однако подобное приспособление для сварки труб нельзя назвать удобным. Ведь сжимание пружины при повороте будет довольно сложным.
Изготовление магнитного держателя
Если вас заинтересовали приспособления для сборки и сварки, вы можете изготовить их самостоятельно, отказавшись от приобретения заводских вариантов. Это относится и к магнитному держателю, для выполнения которого нужно подготовить следующие материалы:
- листовой металл;
- сухую доску;
- магнитный крепеж.
При подготовке металла необходимо руководствоваться определёнными параметрами, толщина листа может изменяться в пределах от 1 до 3 мм.
Создавая шаблон будущей конструкции, лучше выполнить монолитный вариант, размеры которого будут соответствовать нуждам мастера.
Шаблон нужно приложить к листовому металлу и вырезать одинаковые заготовки в количестве 2 штук. Важно при этом сохранить их геометрию.
Чертежи приспособлений для сварки лучше всего составить самостоятельно, некоторые из них вы можете отыскать в статье. Следующим шагом на пути к изготовлению магнитных приспособлений будет подготовка центральной части магнита.
Для этого нужно выпилить по форме металлических пластин заготовку из древесины, однако ее размер не должен полностью повторять шаблон. От краев следует отступить 2 мм.
Толщина этого элемента должна быть больше на 2 мм, чем ширина магнитов.
Внешняя часть изделия на этом этапе готова, теперь нужно создать внутреннее наполнение. В этом случае следует отталкиваться от магнитов. Они будут располагаться между пластинами, а толщина может изменяться в пределах от 10 до 50 мм. Когда изготавливается такое приспособление для сварки под углом, лучше применить круглые магниты, в каждом из которых будут отверстия в центральной части.
Однако для работы можно использовать и другие заготовки, которые предварительно подготавливаются методом вырезания отверстий для установки крепежа. Заключительным этапом станет просверливание отверстий и проведение сборки. Стальные пластины крепятся с двух сторон деревянной заготовкой, в пазы фиксируются магниты. На этом можно считать, что изделие готово, его следует испытать на деле.
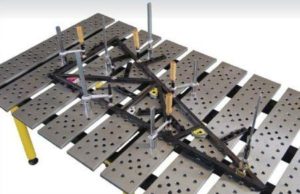
Изготовление кондуктора для сварки
Если вам нужны ручные приспособления для сварки, вы можете заняться изготовлением кондуктора. Он используется при выполнении рамок и сложных узоров. Конструкция обладает конусообразными опорами, которые необходимо расположить по бокам. Между ними крепится крутящаяся плоскость. На ней должны располагаться регулирующиеся продольные балки с несколькими винтовыми прижимами.
В балках будут отверстия, именно поэтому прижимы могут быть установлены по всей длине, что будет зависеть от размера изделия. Ширина собираемой конструкции может регулироваться благодаря введению балок и их разведению. Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий.
Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы.
Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей.
Приспособление для сварки под углом 90 градусов
Некоторые приспособления для сварки металлоконструкций позволяют избежать проблем при необходимости соединения деталей под прямым углом. Для проведения манипуляций по сборке конструкции необходимо подготовить металлический квадрат, болты, гайки, кусок квадратной трубы, болт, небольшой металлический цилиндр, дрель, сверло, держатель, сварочный аппарат.
Подготавливая квадрат, вы должны учитывать, что его сторона составит 20 см. При выборе толстого болта необходимо предпочесть тот, что имеет 4 см в диаметре. Выбирая металлический цилиндр, вы должны подготовить тот, что имеет размер с шариковую ручку.
Методика проведения работ
При изготовлении вышеописанного приспособления для сварки своими руками вы должны приварить на квадрат трубы, длина которых составляет 15 и 20 см. Установить их необходимо по углам, чтобы концы труб оказались по разным сторонам квадрата.
Теперь можно приступать к изготовлению вспомогательных деталей. Для этого из трубы подготавливается фигура по форме буквы П, ее длина должна составить 10 см.
Вторая деталь изготавливается из этих же труб, однако элементы свариваются между собой в виде равнобокой трапеции.
Равнобедренный треугольник выполняется на сторонах квадрата. К нему приваривается П-образная фигура, в которой предварительно проделывается отверстие по центру для маленького болта. В зазор между фигурой и квадратом должен поместиться 4-сантиметровый болт.К последнему приделывается ручка, в роли неё может выступить гайка с отверстием. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях.
Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
Заключение
Для облегчения сварочных работ в продаже сегодня можно встретить огромное количество приспособлений и устройств. Отдельное место среди них занимают те, что можно выполнить самостоятельно.
Учитывая информацию, которая была представлена выше, можно утверждать, что такие конструкции выполняются из подручных материалов, приобретать дополнительно что-либо не придётся, именно поэтому нужно запастись терпением и подготовить чертежи.
Кондуктор для сварки: что это такое, где применяется, правила и способы использования

Сварные работы в цеху – это вам не сварка « на коленке» в гаражном боксе. Там, как и дома в огороде сойдут инвертор и электроды «в рассыпуху». Но в заводских условиях картина совсем иная.
Спецтехнологии и высокоточные приспособления выводят сварку на другой уровень.
Они обеспечивают работу сварщика в соответствии с техникой безопасности, а сам процесс протекает быстрее. Это важно, где объем определяет доход работодателя. Охарактеризуем подробней одного из молчаливых помощников сварщика.
Называется кондуктором, но сам не варит. Помогает, чтобы сварка прошла без сучка и задоринки. Как и что надо сделать, чтобы сработать без изъянов?
Общая характеристика
У сварочного кондуктора много «псевдонимов». Его называют просто сварочным, сварочно-сборочным, просто сборочный. Или говорят для сборки или сварки. С помощью сего приспособления фиксируют и наметывают сборку конструкций, которые предстоит варить.
Сборочная модель на удивление прочно состыкует части будущей конструкции. Сварка будет проходить без лишних неудобств, процесс – контролироваться.
Заметим, сварочным кондуктором приспособление зовется в просторечье. На ценнике в торговом заведении будет написано «cтол-манипулятор сварочный».
Профессионалы также больше выбирают номенклатурный термин. С помощью этого устройство фиксируют вращение труб, равно конструкций солидного размера.
Возьмите те же металлические балки. Вообще он, по своему применению, универсальный. В торговой сети можно увидеть ассортимент кондукторов разной формы и габаритов. Им доступно управиться с любым типом конфигураций «от мала до велика».
Разница между самими устройствами может крыться в принципе, на основе которого они работают. Отсюда – разные модели. Могут быть в виде не кухонного, но стола, где расположились тиски, обеспечивающие механическую фиксацию конструкций для сварки.
Когда представлены полной электромеханической версией прибора, легко смещают части конструкций, куда требуется. Объединяет все виды кондукторов одна деталь.
Представлена жестким каркасом из металла. А уж на него монтируют все остальные приспособления.
Предназначение
Кондукторы упрощают сварщику сам рабочий процесс. Позволят с их помощью легко справиться с необходимостью вращения трубы. Направит, куда нужно , не сдвинувшись с места.
Дело не только в удобстве в работе. Они интенсифицируют процесс сварки. Времени тратится меньше, а готовой продукции выходит больше.
Выгодно? Конечно! А иногда без сборочного кондуктора «ни туды и ни сюды». Как без него провести, допустим, роботизированные сварные работы.
Правила обращения
Их диктует модель кондуктора. В основном все понятно по умолчанию. Поработать за обыкновенным стационарным столом манипулятором не составит сложностей.
Размещаем, как требуется, части будущей конструкции, зажимаем механическим тисками и приступаем! Для работы с кондукторами уровнем повыше, не лишне почитать прилагаемую конструкцию. Из нее узнаете отличия облюбованной модели.
Если процесс не автоматизирован, вам придется «поиграть мускулами» самим, чтобы прочно состыковать части конструкции. Кто кроме вас – исполнителя лучше знает, как расположить свариваемые поверхности.
На производстве с высокой степенью автоматизации человеческий фактор почти минимизирован. Цеха там оснащены необходимым оборудованием с высокотехнологичными процессорами.Правда, на менее продвинутых производствах или в кустарных условиях мастера тоже не остались один на один с бездушным металлом. Производители сварного оснащения выпускают немалый ассортимент полезных подручных средств также для них.
Можно обзавестись гидравлическими, пневматическими, электромагнитными, а то и вакуумными зажимами. Тогда понадобится совсем немного усилий, чтобы зафиксировать части будущей конструкции в нужном положении.
Кондуктор для сварки металлоконструкций

Приспособления для сборки металлоконструкций. Сборка обечаек. 3.78/5 (75.56%) проало 9
Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
а) сборочные;
б) сборочно-сварочные.
По степени подвижности приспособления разделяются на:
а) переносные;
б) стационарные.
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис.
1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке.
Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты.
Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом.
В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений.
Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений.
Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке.
Затем готовые блоки поднимаются к месту установки.
Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Изготовление Кондукторов
Компания «Металлоконструкции МСК» предлагает изготовление кондукторов по чертежам заказчика. Также при необходимости разработаем чертеж исходя из потребностей клиента. Мы занимаемся изготовлением кондукторов для сварки, сверления и резки.
В чем преимущества использования кондукторов? Они исключают отклонения от заданных параметров при проведении работ.
Правильно изготовленный кондуктор позволяет сократить время производства того или иного элемента, при этом сохраняя лучшее качество.
Кондуктор для Сварки
Кондуктор для сварки позволяет значительно облегчить и наладить процесс сварки деталей. Он представляет собой такое устройство, которое включает в себя устройство для состыковки свариваемых элементов между собой.
Использование кондукторов для сварки увеличивает скорость изготовления детали, точность сварки. Это особенно важно в таких отраслях, как машиностроение и строительство.
У нас Вы можете заказать изготовление кондукторов для сварки. Мы имеем многолетний опыт в изготовлении таких металлических изделий и предлагаем лучшие изделия по привлекательной цене.
Кондуктор для сверления отверстий
Кондуктор для сверления отверстий представляет собой оборудования для облегчения процесса сверления деталей и исключения брака. Он представляет собой некое лекало, по которому движется режущий инструмент. Такие кондуктора широко используются на машиностроительных станках, и представляют собой высокоточные изделия.
Кондуктор для сверления отверстий применяется на различном сверлильном оборудовании. Мы готовы предложить изготовление кондукторов для сверления отверстий накладного и коробчатого типа, а также комбинированные варианты. Применение кондукторов для сверления отверстий позволяет уменьшить трудоемкость и увеличивать скорость изготовления деталей.
Кроме того, использование кондукторов позволяет производить отверстия сразу в нескольких местах детали одновременно.
Кондукторы чаще используются в серийном производстве. Мы предлагаем изготовление кондукторов различного вида. Звоните нам, мы готовы предложить лучшие условия для сотрудничества.
Обратная связь Вы так же можете связаться с нами по телефону
8 (495) 127-75-37 и получить консультацию Cогласен на обработку персональных данных в соответствии с условиями
Cварочные приспособления магнитные и для труб
В зависимости от вида собираемой конструкции, сварщику требуется постоянно контролировать выдержку размеров. В это входит: соблюдения равенства диагоналей, расстояние между осями (стойками), плоскость продольная и поперечная, углы отдельных элементов, не входящих в главный периметр.
Если упустить какой-либо из перечисленных показателей, то конструкция получится бракованной и изделие придется переделывать. Для быстрого проведения однообразных работ созданы практичные сварочные приспособления, которые обеспечивают фиксацию конструкции в нужном положении с соблюдением заранее выставленных размеров.
Это оптимизирует весь процесс и позволяет производить больше качественной продукции за короткое время.
Кондукторы
Кондукторы — это приспособления для сборки и сварки, которые используются в производстве полотенцесущителей, сложных узоров из кованных элементов, и рамок с дверями от промышленных сейфов.
Металлоконструкция имеет две конусообразные опоры по бокам, между которыми фиксируется крутящаяся плоскость. На последней имеются регулирующиеся продольные балки, с рядом винтовых прижимов.
Благодаря многочисленным отверстиям в балках, прижимы можно устанавливать по всей длине, в зависимости от размера изделия.
Благодаря разводу или сведению самих балок регулируется ширина собираемой конструкции.
Благодаря кондукторам для сварочных работ выставляется и удерживается сразу расстояние между сторонами изделия, его продольная и поперечная плоскость. Сварщиком проверяется только диагональ, и можно приступать к работе.Устройство вращается, поэтому есть легкий доступ к обварке как наружных, так и внутренних швов. Для фиксирования наклона при вращении используется круг с многочисленными отверстиями на одной из сторон плоскости. В него вставляется упор.
Более сложные механизмы содержат электромотор и редуктор.
Раздвижные механизмы кондуктора позволяют использовать его как универсальное средство для сварки больших и малых изделий.
При работе с нержавеющими сталями, чтобы предотвратить появление царапин от винтовых прижимов, последние снабжаются войлочными наклейками на «губы», а масса вещается непосредственно на изделие.
Такой аппарат-кондуктор можно собрать самому из профильной трубы. Понадобятся подшипники и длинные болты для крепления передвижных частей.
Шаблоны
Более простые приспособления для сварки труб профильного сечение под прямым углом устанавливаются в виде шаблонов на ровной плоскости. Заранее определяется точный угол будущих изделий. Это делается за счет приварки упоров, по две штуки на каждую сторону угла. Свариваемый элемент закладывается в шаблон, делаются прихватки и обварка.
«Продвинутые» версии шаблонов имеют откидные упоры, облегчающие извлечение сваренной конструкции.
Чтобы изделие не вело при воздействии высокой температуры сварочной дуги, вместо упоров с одной стороны добавляют винтовые прижимы, которые жестко фиксируют стороны в шаблоне, и не дают им подниматься вверх.
После окончания обварки винты ослабляются и конструкция свободно достается. Так, можно сваривать под углом профильные трубы, уголки с различной шириной полки. Это удобно в производстве рамок на двери и ворота.
Центраторы
Сборочно сварочных приспособлений для работы с круглыми трубами не много. Главной особенностью работы с такими деталями является обеспечение соосности сторон. Если разница составит более 1,5 мм, то это будет заметно невооруженным глазом. На ответственных изделиях, где важен эстетичные вид, такое недопустимо.
Виды сварки для сборки
Сталь – основной материал для металлоконструкций. Как правило, при монтаже используются обычные марки. Нержавеющую сталь применяют только в случае особых требований технологического процесса, например, на объектах пищевой промышленности.
На конечный результат решающее влияние оказывает режим сварки.
На крупных сборочных предприятиях используют автоматические установки для работы под слоем флюса или защитным газом. В последнем случае используют аргон, азот, гелий и прочие технические газы, а также смеси на их основе.
Специфика использования флюса заключается в том, что работы невозможно выполнять под углом.
Например, сборку и сварку конструкций из листового и профильного металла можно выполнять с использованием сварочного флюса, а при работе с круглым профилем необходимо использовать защитный газ.При незначительных объемах работ целесообразнее использовать ручной труд с применением полуавтоматов и прочих аппаратов для ручной дуговой сварки.
Температурный режим процесса
Опытные сварщики знают, какое влияние на рабочий процесс оказывает температура окружающей среды. При отрицательных показателях зону соединения подвергают дополнительной термообработке, для облегчения работ.
При сварке разнородных материалов обрабатывается только термостойкий элемент.
Классические методы для конструкций из металла
Независимо от метода соединения проката существует три режима выполнения работ:
- автоматический;
- полуавтоматический;
- ручной.
Рассмотрим их подробнее.
Автоматический
Данный метод сводит участие человека в процессе к минимуму. Функция оператора заключается в контроле над производственным процессом, а также корректировке вводных параметров, в случае возникновения необходимости. Применяется на крупносерийных предприятиях.
Полуавтоматический
Задачей сварщика является определение оптимальной скорости движения дуги, а также регулировка направления. Подача присадочного материала осуществляется в автоматическом режиме, согласно предварительно настроенных параметров.
Ручной
В этом случае все операции выполняются руками сварщика. При этом существует несколько способов создания неразъемного соединения. Помимо электросварки, в ручном режиме можно выполнить пайку металла, а также работать газосварочным оборудованием.
Инновационные технологии
Времена, когда сварную конструкцию из металла изготавливали исключительно классическим способом позади. Инновационное оборудование прошло этап испытания прототипов и сейчас активно используется на передовых предприятиях.
К современным методам соединения относят:
- трением;
- лазерный;
- ультразвуковой;
- взрывом;
- термитный;
- плазменный.
Наибольший интерес представляет последний способ. Его особенность – использование ионизированного газа, который выполняет функции электрической дуги. При этом рабочие параметры плазменного генератора гораздо выше.
В случае необходимости, простой настройкой можно переориентировать сварочный аппарат под функции резака для металла.
Как обеспечить правильную сборку конструкции
Для получения надежной конструкции необходимо соблюдать следующие правила:
- при выборе проката запрещено отступать от требований проекта;
- необходимо соблюдать очередность монтажных работ;
- каждый элемент должен находиться на месте, предусмотренным чертежом;
- четко соблюдайте величину зазоров и рабочий угол стыковки;
- перед проведением сварочных работ необходимо выполнить подготовительные процедуры, предусмотренные технической документацией.
Какие приспособления помогают проводить сварку

При производстве сварочных работ необходимо надежно закрепить свариваемые детали между собой и удобно расположить. Некоторые виды сварки можно осуществлять только в определенном положении, соответственно должен быть расположен и сварочный стык.
Надежность крепления также важна. Во время сварочных работ по шву возникают большие напряжения, которые должны до конца процесса компенсироваться закрепляющим оборудованием.
Виды вспомогательных механизмов
Различные механизмы и подсобные детали изготавливают на предприятиях и в домашних условиях. Простейшие из них легко сделать своими руками. В общем случае вспомогательные приспособления для сварки бывают трех видов:
- механизмы для установки, сборки, предварительной фиксации;
- зажимные приспособления;
- комбинированные устройства.
Первый вид приспособлений применяют, чтобы установить детали в нужном для сварки положении. Зажимные сварочные приспособления жестко их фиксируют, не дают соскользнуть, повернуться. Комбинированные устройства выполняют обе функции.
Выбор приспособлений связан с условиями выполнения работ. Он также зависит от требований к точности изготовления заготовок, требований к зазорам, конструкции в целом.
К вспомогательным приспособлениям предъявляют определенные требования. Они должны обеспечивать свободное перемещение свариваемых деталей, вызванное нагревом в зоне сварки.
Если варят крупногабаритные изделия, необходимо обеспечить закрепление только в местах сваривания. Для сварщика должен быть обеспечен свободный доступ к месту сварки. Необходимо также обеспечивать быстрое отведение выделяемой теплоты.
Устройства для варки бывают специальными или универсальными. Например, специальный стенд для сборки и сварки рамных изделий представляет собой стол с фиксаторами.
Универсальные стенды выглядят так же, только имеют дополнительные устройства для крепежа изделия, и за счет этого могут фиксировать большую номенклатуру заготовок.
Фиксаторы
К фиксаторам относятся устройства, обеспечивающие устойчивое положение свариваемого изделия. Они выполняются в виде карманов, упоров, установочных пальцев, призм и шаблонов.
Съемные упоры используют в универсальных стендах, когда необходимо настроится под конкретное изделие, или невозможно снять изделие без его деформации.
Пальцы позволяют точно установить заготовку, их обычно применяют при работе с изделиями, имеющими обработанные плоскости. Призмы используют при сварке различных труб.Шаблоны представляют собой конструкцию, которая повторяет контур свариваемого изделия. Детали устанавливают в шаблон, сваривают, в результате получаются одинаковые изделия при повторении процесса сварки. Несущим элементом становится сама деталь, а шаблон задает форму.
При единичном изготовлении того или иного изделия, иногда требуется фиксация нестандартным способом. Бывает также, что нет под рукой необходимого приспособления.
В этом случае сварщик сам мастерит его из подручных материалов. Для изготовления самодельных приспособлений для сварки достаточно нескольких обрезков уголков и пары струбцин.
С их помощью можно получить простой и надежный фиксатор. Если нужно получить фиксатор для соединения под прямым углом достаточно приварить уголки перпендикулярно друг к другу, и прихватить их третьим уголком.
Приварив в нужных местах струбцины, получают фиксатор для перпендикулярного соединения изделий. То есть при необходимости сварщик сам может себя обеспечить требуемыми приспособлениями.
Прижимы и стягивающие устройства
Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Механические прижимы очень просты по конструкции, поэтому самые распространенные. Они надежны, редко выходят из строя и недорогие по цене. Механические приспособления бывают клиновыми, винтовыми и пружинными. Клиновые прижимы обычно используют при выравнивании кромок изделия, при поджиме соприкасающихся частей свариваемых деталей.
Но самые распространенные и универсальные приспособления – винтовые прижимы, их еще называют струбцинами. Они используются большей частью при единичном изготовлении и в домашнем хозяйстве, требуют много времени на установку. Пружинные прижимы используют при сварке мелких и тонких заготовок.
В качестве вспомогательных приспособлений для сварки можно применять пневматические устройства. Они имеют высокое быстродействие, отличаются точностью и «мертвой хваткой».
Так как сжатый воздух упруг, то устройство обеспечивает мягкую компенсацию деформаций возникающих при сварке. Пневматические системы используются в основном при массовом производстве с высоким уровнем механизации. Для захвата и прижима тяжелых деталей (1 тонна и более) используют гидравлические прижимные системы.Магнитные прижимы (их еще называют держателями) просты в использовании, быстро устанавливаются и снимаются. Их применяют для выравнивания кромок и прижатия плоских изделий к основанию стенда через флюсовую подушку. На предприятиях наибольшее распространение получили электромагнитные прижимы, а в частном пользовании популярны постоянные магниты.
К стягивающим приспособлениям относятся всевозможные стяжки, распорки и домкраты. Они имеют самое разное устройство, иногда довольно сложные конструкции, используются для стягивания и распора заготовок в процессе сварки.
Механизированные стенды
При сварке много времени уходит на подготовительные работы. В этих условиях роль устройств механизации не менее важна, чем сама сварка. Зачастую она вообще незаменима.
Использование стендов, стеллажей и плит позволяет прочно крепить заготовки. Изделие предварительно собирают, и затем уже фиксируется на стенде в требуемой позиции. Стенды часто используют при сварке габаритных, плоских деталей, которые фиксируют электромагнитами или другими прижимами.
Кантователи
Для поворота крупногабаритных конструкций применяют так называемые кантователи. Они бывают роликового и цевочного типа, рычажные, центровые и цепные.
Роликовые приспособления используют для поворота больших цилиндрических конструкций. Они полезны при производстве круговых соединений, имеют несколько роликов: один ведущий, остальные используются без привода.
Во избежание проскальзывания ведущий ролик обеспечивается резиновым бандажом. Для кантования конических деталей применяются соответствующие механизмы. Они имеют несколько пар роликов расположенных под углом друг к другу.
Рычажные кантователи используют при поворотах плоских деталей. Центровые приспособления применяют, когда требуется повернуть изделие на 360 °. Цепные устройства используют при сварке крупных деталей большой длины.
Манипуляторы
Эти устройства приспособлены для поворота свариваемого изделия в процессе работы. Манипулятор может поворачивать деталь в вертикальной и горизонтальной плоскости, делать наклоны под разный угол в горизонтальной плоскости, что обеспечивает получение качественного сварного шва.
Манипуляторы бывают установочные и сварочные. Первые тип приспособлений, их еще называют позиционерами, производит установку заготовки в нужную точку и в требуемом положении, удобном для сборки. Сварочные манипуляторы перемещают изделия по заданной траектории со скоростью, необходимой для производства сварки.
Основными характеристиками манипуляторов является его грузоподъемность, максимально возможные габариты и количество степеней свободы его планшайбы, к которой крепится свариваемая деталь.
На производствах для сварочных работ обычно имеется целый комплекс приспособлений, обеспечивающих установку заготовок в нужной позиции, способных перемещать их по вертикали и горизонтали, вращать.
Дополнительно используются рельсовые пути, тележки и другие приспособления, способствующие ускорению и облегчению процесса сварки. Применяя стандартные, отработанные средства, сварочный процесс происходит значительно быстрее и эффективнее, хотя использование самоделок никогда не вредит этому.