Линия продольно поперечной резки рулонного металла
Линия продольно поперечной резки рулонного металла

Оставить заявку на продольно-поперечную резку рулонов металла Вы можете прямо сейчас, заполнив краткую форму заявки, и Вы узнаете точную СТОИМОСТЬ ПРОДОЛЬНО ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛА В ТЕЧЕНИИ МИНУТЫ!
А также заказать продольно-поперечную резку рулонов металла непосредственно по адресу:
125424, Москва г, Сходненский тупик., дом № 4, офис 422.
Телефон для консультаций и получения более подробной информации: 8 (495) 772-45-79
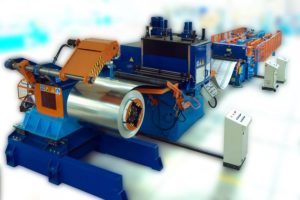
Продольно поперечная резка рулонов металла в нашей компании производится на линии поперечно продольной резки. В процессе производственного цикла, дополнительно выполняется размотка рулонов, правка, продольно поперечная резка рулонов металлана мерную длину и укладка далее в пакеты. Продольно поперечная резка рулонов металла 1.
Продольно поперечная резка рулонов металла
Оборудование в комплексе состоит из разматывателя, правильного устройства, измерителя, ножниц, конвейера, укладчика, гидросистемы, пневмосистемы и электросистемы.
На нашей линии производится максимально точная подача и продольно поперечная резка рулонов металла.
С помощью данного оборудования, обработке подвергается любой рулон или лист: оцинкованная полоса, рулоны углеродистой стали, холодного или горячего проката, жесть, нержавеющая сталь и много других видов полосимеющих защитное покрытие.
Продольно поперечная резка рулонов металла 2.Продольно поперечная резка рулонов металла для бизнеса.
Продольно поперечная резка рулонов – это необходимость для множества крупных и средних организаций занятых в серийном производстве, где металл в рулонах подвергается поперечной резке в больших объемах. Для более мелких предприятий и небольшому количеству частных лиц, которые выпускают ограниченные партии изделий из металла, оборудование продольно поперечной резки предмет роскоши.
Продольно поперечная резка рулонов металла на заказ.
Продольно поперечная резка рулонов металла 3.
Мы всегда готовы пойти навстречу таким клиентам, так как наряду с основным видом деятельности, поставкой металлопроката, у нас имеется такое оборудование и за умеренную стоимость, предоставим услугу продольно поперечной рубки рулонов и листового проката. К Вашим услугам: рубка холоднокатанной и горячекатанной стали в рулонах и листах, рубка оцинкованной стали, а так же резка рулонов металла с полимерным покрытием.
Продольно поперечная резка металла и рулонов по выгодной стоимости.
Продольно поперечная резка рулонов металла 4.
Продольно поперечная резка рулонов металла выполняется из нашего материала.
Листовой и рулонный прокат имеет при выпуске с завода стандартные размеры, обусловленные возможностями оборудования для их производства. Однако при изготовлении металлоконструкций для нужд строительства и других отраслей промышленности, требуются металлические заготовки определённый габаритов, к тому же, имеющие ровные края и срезы.
Для этого специализированные организации оказывают услуги рубки и продольно-поперечной резки рулонов металла и рулонного металлопроката. Учитывая то, что для различных целей оказывается необходимой различная точность размеров продольно поперечной резки рулонов металла и характеристика срезов, возможны следующие варианты операций:
- рубка гильотиной;
- поперечная резка металла до требуемой длины заготовки;
- продольная и продольно-поперечная резка рулонов металла.
Для сортового металлопроката может быть использована также:
- резка при помощи угловой шлифовальной машины;
- ручная газовая резка;
- резка с использованием ленточной пилы.
Продольно поперечная резка рулонов металла с помощью гильотины.
Принцип работы этого оборудования аналогичен принципу работы ножниц — тяжёлый нож режет лист, упираясь в его рабочую поверхность. Гильотина производит продольную или поперечную резку металла, рубит плоский металлопрокат в карточки нужного размера, затрачивая на один рез менее одной секунды.
Преимущества продольно поперечной резки рулонов металла на гильотине:
- экономичность выполнения операции продольно поперечной резки рулона металла: после реза листу не требуется дополнительная обработка, полностью отсутствуют отходы;
- готовое изделие сохраняет высокое качество: ровный край, отсутствие окалины или обгорелых срезов.
Стандартный металлический лист или штрипсы можно нарезать на прямоугольные карточки требуемого размера. Разные модели гильотинных ножниц позволяют резать металл различной толщины, начиная от 0,3 мм до 20 мм в зависимости от марки стали. Особенностью рубки металла гильотинными ножницами является приложение усилия под прямым углом к плоскости подачи листа.
Поперечная резка рулонов металла в Москве на автоматизированной линии.
Таким способом осуществляется размотка рулонной оцинкованной и холоднокатаной стали, толщиной до 2,9 мм ширина листов при этом остаётся стандартной, а длина варьируется в зависимости от требований заказчика.
Если длина заготовки выбрана верно, это позволяет свести к минимуму возможное количество отходов при продольно поперечной резке рулонов металла, что оказывается экономически выгодно.
Автоматизированная линия продольно поперечной резки рулонов металла работает с высокой производительностью и позволяет получить ровную поверхность листа, это полностью сохраняет качество заготовки, не препятствуя её дальнейшему использованию.
Продольно поперчная резка рулонов металла любых размеров.
Для того чтобы разрезать рулонный металл на изделия требуемых габаритов требуется оборудование для продольно-поперечной резки рулонов. Такая операция необходима для дальнейшего изготовления следующих видов стальных изделий:
- штамповочных;
- элементов кровельных конструкций;
- заготовок для рекламной промышленности;
- конструкций воздуховодов.
Высокотехнологичные автоматизированные линии продольно поперечной реки рулонов металла позволяют резать в продольном и поперечном направлении оцинкованную и холоднокатаную сталь, в том числе с дополнительными покрытиями:
- полимерными;
- лакокрасочными.
Листы и рулоны горячекатаной стали можно резать в продольно. При выполнении операций на станках высокой точности можно получить изделия:
- с геометрически точными размерами. Отклонения при поперечной резке не превышают 0,25 мм на один метр по длине, а при продольной раскрой составляют менее 0,1 мм;
- с получением изделий требуемых размеров при продольно поперечной резке рулонов металла, что исключает появление незапланированных отходов;
- с высоким качеством среза без смятия и фасок.
Быстрый переход с одних параметров раскроя на другие. При этом обеспечивается высокая скорость продольно поперечной резки рулонов металла и минимальные сроки исполнения заказа вне зависимости от объёма партии.
Продольно поперечная резка металла угловой машинкой в Москве.
Если площадь поперечного сечения заготовки не слишком велика, можно выполнять продольно поперечную резку металла с использованием УШМ, или «болгарки».
В некоторых случаях такой рез предпочтительней кислородной резки, так как материал не имеет оплавленной кромки.
Особенностью такой резки металла является наличие фаски небольшого размера, погрешность при работе УШМ не превышает 2 мм. Болгаркой удобно разрезать профильные и круглые трубы, пруток и арматуру.Мы является партнером многих металлургических комбинатов официальным дилером крупных производственных компаний и поэтому наши предоставляемые услуги имеют низкую стоимость.
г Москва, «продольно поперечная резка металла» +7 (495) 772-45-79
Линия поперечной резки листового металла
В практике выполнения заготовительных операций с листовым металлопрокатом иногда требуется выполнять поперечный роспуск широкого рулона на карточки, а также разрезать лист металла на более мелкие фрагменты. Применение обычных листовых ножниц для этих целей малопроизводительно. Поэтому при значительных программах выпуска подобных заготовок устанавливают специализированные линии поперечной резки.
Структура линии
Линия поперечной резки производит разрезку рулонов на карты любой формы – от прямоугольной до ромбовидной. Её основные технические характеристики следующие:
- Максимальная ширина листа или рулона, мм – 1600.
- Наибольшая толщина листа или рулона, мм – 4.
- Наибольшее количество отрезаемых карточек – в зависимости от длины рулона, но не менее 18.
- Суммарная мощность электродвигателей всех приводов, кВт – 206.
Резка листового металла
В состав такой линии входят:
- Ножницы листовые с наклонным ножом;
- Правильно-разматывающее устройство;
- Узел стапелирования отрезанных заготовок;
Работа всего комплекса выполняется по заранее программируемому рабочему циклу. Он зависит от длины листа или рулона, требуемой конфигурации конечной заготовки, а также её размеров. Работой комплекса может управлять один оператор, но возможна и полностью автоматическая резка по заданной программе. В этом случае линия остановится по окончании рулонного материала в разматывателе.
Правильно-разматывающее устройство
Назначение данного узла – уменьшить до допустимого минимума коробление листа или рулона перед его заправкой в рабочую зону ножниц. Одновременно при помощи очистных щёток выполняется удаление с поверхности листа частиц технологической окалины. Данное приспособление включают лишь при роспуске на карточки горячекатаного металлопроката.
Разматывание рулона
Правильно разматывающее устройство состоит из следующих узлов:
- Разматывающей катушки, барабана или рулонницы (выбор определяется шириной рулонного материала).
- Основания (станины).
- Узла смазки рулона, либо листа.
- Привода (используется электродвигатель постоянного тока, который снабжён устройством для бесступенчато изменения числа оборотов).
- Фиксатора рулона по диаметру.
- Системы контроля и управления с соответствующими датчиками.
Принципы выбора линии продольной резки металла

Линии для продольной резки металла предназначены для обработки металлических рулонов: продольной или поперечной резки на листы заданных размеров с последующей укладкой в стопки. Допустима резка различных сталей, включая защищённые специальными покрытиями. Применяются в промышленности для получения заготовок или готовых деталей.
Линия продольной резки металла
Предназначение
На крупных производствах использование ручного инструмента для нарезки металлических листов из рулонов экономически невыгодно. Поэтому используются специализированные линии для резки, которые обеспечивают высокую производительность, точность обработки, возможность складирования и упаковывания.
Линии нарезки позволяют нарезать листы различной формы, выпрямлять их, срезать кромки. По сути обеспечивается полная автоматизация производства.
Сферы применения:
- штамповочные цеха;
- литейно-прокатные производства;
- предприятия, занимающиеся обработкой металла.
Устройство и принцип работы
Линии для резки металла конструктивно состоят из следующих узлов и агрегатов:
- разматывающего механизма;
- роликового стола;
- режущего инструмента: гильотины или ножи;
- конвейера;
- укладчика разрезанных листов;
- контрольных и измерительных датчиков;
- электромеханическую систему контроля и управления;
- пневматическую систему для работы механизмов.
Промышленное оборудование может оснащаться следующими комплектующими:
- тележкой для загрузки рулонов;
- механизмом для выпрямления листов;
- штабелером;
- автоматизированной системой управления.
Принцип работы:
- Закрепляется рулон.
- Разматывают вручную часть рулона, лист подают в механизм для протяжки. Ролики выставляются заранее под требуемые параметры.
- Включается линия.
- При прохождении листа через определённые датчики оператор вручную или автоматически выполняет порезку согласно заданной технологической карте.
- Нарезанные листы по конвейеру попадают в модуль для приёмки, а затем на тележку для транспортировки.
- Нарезка производится до тех пор, пока не будет размотан рулон.
Продольная резка листового металла
Технические характеристики
Линии для поперечной резки рулонных металлов имеют следующие технические характеристики:
- ширина рулона до 1,25 м;
- внутренний диаметр катушек 0,6-0,61 м;
- толщина металла от 0,3 мм до 1,2 мм;
- длина резки листов до 6 м;
- количество одновременных операций по резке до 10;
- скорость резки до 30 м/мин.;
- вес устанавливаемых рулонов 6-15 тонн;
- тип питания: одно- или трёхфазная сеть;
- погрешность при нарезке не более 1 мм на погонный метр на предельной скорости разматывания рулона;
- средняя производительность 50 тонн за рабочую смену.
Разновидности
По уровню автоматизации производственные линии бывают следующих типов:
- с ручным приводом;
- полуавтоматические;
- автоматические.
По способу резки:
- Линия для продольной резки рулонных металлов. Применяется на заводах и мелких предприятиях, где требуется нарезка рулонов вдоль листа. Обладает высокой производительностью, имеет относительно простую конструкцию.
- Линия продольно-поперечной резки металлов. Используется на предприятиях для создания готовых изделий либо заготовок сложной формы из рулонов. Имеет меньшую производительность, по сравнению с агрегатами для продольной обработки, но позволяют снизить количество дополнительного обрабатывающего оборудования.
Принципы выбора
Критерии выбора линий для резки металла:
- функциональность: способы резки, уровень автоматизации, наличие тележек для загрузки и отгрузки;
- скорость линии;
- допуски по длине, ширине и массе рулонов;
- тип питания: одно- или трёхфазное;
- допустимая толщина листов;
- наличие прокатного механизма;
- возможность установки дополнительного оборудования;
- количество одновременно выполняемых операций резки;
- производитель, срок предоставляемой гарантии, наличие услуг сервисного обслуживания;
- тип механизмов: пневматический или гидравлический.
Преимущества и недостатки
Преимущества линий для нарезки рулонных металлов:
- высокая скорость резки;
- отсутствие ограничений по типам металлов и сплавов на их основе;
- качественное выравнивание листов;
- формируются ровные кромки листов;
- возможность устанавливать дополнительное оборудование для производства конечных деталей в едином процессе;
- деформации заготовок в процессе производства полностью исключены;
- высокая надёжность механизмов и узлов;
- доступно оборудование с различным уровнем автоматизации.
Среди основных недостатков можно выделить:
- ограниченную длину от агрегата продольной резки до разматывателя, определяющую максимальный размер готовых деталей;
- крупные габариты линии, требующие наличия необходимого пространства внутри цехов;
- ограничения по толщине листов;
- сложность обслуживания гидро- или пневмолиний, компрессионного оборудования;
- для работы на линии нужен опытный персонал.
Размеры оборудования для резки
Производители и стоимость
Производством линий для порезки металла занимаются следующие предприятия:
- ПКФ «СтройИнвест» (Россия);
- ООО «ЛиВил» (Россия);
- ООО «Саратов-Станки» (Россия);
- ООО «Липецкий станкостроительный завод» (Россия);
- ООО «ЭлектроТехнология» (Украина);
- Mariani (Италия);
- DMCTECH (Корея);
- Ashard (Франция);
- Wuxi Banket Mechanicle Equipment Co. LTD (Китай);
- Eberle (Германия).
Средние цены на оборудование в России:
- ручной порезки – от 150 тыс. руб.;
- полуавтоматическое – от 1,5 млн. руб.;
- автоматизированная линия – от 10 млн. руб.
Эксплуатация
При эксплуатации линий поперечной резки металлов необходимо соблюдать следующие правила:
- запрещено выполнять запуск установки без предварительного осмотра или при наличии повреждений механизмов;
- нужно проверять работоспособность системы аварийного останова;
- все узлы и агрегаты требуют периодической смазки, техобслуживаний и замены при критическом износе;
- протяжка листов и размотка рулонов осуществляется электродвигателем, самостоятельно разматывать запрещено;
- при работе требуется использовать средства защиты от попадания обрезков металла на открытые участки тела;
- эксплуатация оборудования должна осуществляться в рекомендуемых производителем условиях;
- недопустимо устанавливать рулоны с металлом, толщина которого превышает параметры, заявленные изготовителем оборудования;
- режущие инструменты следует поддерживать в хорошем техническом состоянии и при необходимости заменять;
- для обслуживания нужно привлекать специалистов, которые смогут провести диагностику систем управления, протяжки, размотки и резки.
При покупке важно учитывать технические характеристики, которые влияют на качество обработки металлов, возможность использования рулонов с определёнными параметрами, выполнять нарезку с нужной точностью.
Какая линия продольной резки лучше? Линия продольной резки ЛПР-1250/5-А
Принципы выбора линии продольной резки металла Ссылка на основную публикацию
Линии поперечной и продольной резки рулонной стали

Резка стали представляет собой разделение ее на более мелкие части, из которых в дальнейшем изготавливаются необходимые изделия.
Сталь обычно режут одним из двух способов — продольным или поперечным.
Линии поперечной резки
На практике разрезание листов ножницами по металлу неудобно и неэффективно, поэтому применяются специальные линии резки. С помощью линии можно измельчить рулон на части любой формы, от квадрата до ромба.
Типичные технические характеристики линии поперечной резки:
- допустимая ширина стального рулона — 0.16 м;
- максимальная толщина металлического листа — 0.4 см;
- минимальное количество отрезаемых частей — от 18, дальше всё зависит от длины листа;
- общая мощность моторов всех приводов — 206 кВт.
Линия для поперечной резки рулонной стали включает в себя следующие элементы: листовые ножницы с установленным под наклоном ножом, управляющий механизм, устройство для правильного разматывания, узел складывания отрезанных частей, валковая подача.
Весь комплекс функционирует согласно заранее установленному алгоритму, в котором многое зависит от заданных параметров — начальных и требуемых размеров заготовки, длины рулона или листа. Система может быть как полностью автоматизированной, так и управляемой оператором-специалистом.
В первом варианте линия должна самостоятельно остановиться, когда в разматывателе кончится материал.
показывает суть технологии:
Подробнее о правильно-разматывающем устройстве
Этот узел предназначен, чтобы лист как можно меньше коробился до заправки его в ножницы. В то же время с листа при помощи специальных щеток удаляются остатки производственного налета и окалины. Агрегат обычно включают только когда нужно распустить горячекатаных металл на части.
Ножницы
По сути нет большой разницы между автоматическими и ручными ножницами, кроме того, что первые механически связаны со всей конструкцией в целом.
Если происходят неполадке в приводе, ножницы выключаются вместе с остальными элементами. Сам процесс нарезки контролируется через изображение на визуальном дисплее, причем погрешность фиксации рулона может колебаться до 0.4 миллиметра в большую или меньшую сторону, это сильно зависит от характеристик исходного материала.
Валковая подача
Качество разрезания очень сильно связано с точностью механизма, подающего металл. Технологию валковой подачи нельзя назвать предельно точной, но зато она универсальна и считается самой мягкой, предупреждающей удары и толчки, могущие испортить материал.
Валковая подача функционирует следующим образом:
- Привод, которым оснащено правильно-разматывающее устройство, взаимодействует с приводом односторонней подачи, так что исходная заготовка начинает двигаться в тот момент, когда лезвия ножниц находятся в самой верхней позиции.
- Как только рулон упирается в конечную плоскость, балка ножницы начинает свою работу. Лезвия перемещаются, отрезая часть стали заданного размера.
Если рулон относительно легкий, то для натяжения достаточно будет самих валков, для тяжелых уже понадобится включать электромотор.
Устройство складывания
Его техническое наименование — стапелирующий узел. Процесс укладывания отрезанных частей реализуется одним из двух методов: либо отрезки свободно падают под действием силы тяжести, либо их принудительно передвигают в нужное направление.
Конкретно в поперечной резке рулонной стали обычно используется именно второй вариант, это уменьшает количество действий по обслуживанию линии, а также упрощает перемещение материала на склад.
Если заготовки обычной формы, подойдут самые простые склизы (направляющие), в то время как отрезки сложной формы требуют особой конфигурации. Чтобы отрезок не застрял, необходимо обеспечить наклон склиза не менее 26 градусов.
В механизм устройства входят:
- система управления и контроля с необходимыми датчиками;
- разматывающий барабан;
- элемент для фиксации рулона по диаметру;
- узел для смазывания листа или рулона;
- электропривод;
- станина (основание).
Когда разрезать нужно лист, а не целый рулон, разматыватель можно вообще отключить. Принцип действия устройства в следующем: материал кладется на опору, одновременно центрируясь с помощью роликов.
Лист или рулон устанавливается строго горизонтально, после чего сталь подается в приспособление с обжимными и распрямляющими роликами. Каждый вид роликов можно настраивать независимо от другого. Оценить правильность настройки можно при помощи фотоэлементов и световых индикаторов.
Способы продольной резки
Продольная резка рулонной стали подразумевает разделение материала на длинные ленты, полосы или штрипсы. Главную роль в процессе играют специализированные дисковые ножницы.
Сначала материал помещается в зону разреза, надежно фиксируясь между верхним и нижним валами. Заготовка разделяется с помощью поступающего на верхний вал прижимного напряжения. Чтобы лист подавался непрерывно, оба элемента двигаются безостановочно.
Чтобы сталь размягчилась, ее нагревают при помощи электрического тока — это нужно для снижения нагрузки, падающей на функциональные диски. Иногда в этом случае вместо дисков используют обыкновенные вальцы из углеродистой стали — тогда сталь не разрезается, а развальцовывается.
Для резки рулонной стали продольным методом могут использоваться два основных вида станков:
- Линия для резки. Устанавливается, как правило, в фабричных условиях — на крупном или мелком производстве. Выдает наиболее высокую результативность. Можно задавать как ширину, так и длину готовых полос. Устройство включает в себя бункер для хранения рулона, режущий узел и комплекс валов для подачи стали.
- Агрегат продольной резки. Подходит для обширных металлозаготовок, потому что процесс здесь автоматизирован до мелочей. Включает в себя транспортер в виде тележки на рельсах, комплекс предварительной обработки, блок продольного резания, регулятор скорость движения, барабан, на который наматываются заготовки и система разгрузки барабана, удаляющая ненужные рулоны.
Посмотрите видео:
(2 5,00 из 5)
Загрузка…
Линия продольно — поперечной резки рулонного металла «К-4»
Автоматический разматыватель рулонов — «RG-10»
(приводной , консольный) с гидравлическим приводом разжима лап
Тип Консольный с приставной страховочной опорой, Вес — 2030 кг Грузоподъёмность — 10 000 кг Принцип разжима лопастей разматывателя — «клиновой» Привод разжима лопастей разматывателя — Гидравлический «Duplomatic» Ограничения хода разжима — 480-610 мм Привод разматывателя — Асинхронный, частотно-регулируемый инвертором «Веспер» Мощность привода разматывателя — 7,5 кВт Скорость размотки металла до 50 м/мин Ширина разматываемого рулона(заготовки) — До 1270 мм Внутренний диаметр рулона — 480-600 мм Наружный диаметр разматываемого рулона — 1500 мм Режим работы — автоматический Слежение за петлей — Выносная штанга Аварийный датчик отключения линии при натяжении петли — Концевой выключатель Габаритные размеры (LxBxH)- 2300х1060х1700 мм Возможность реверсивного вращения( в обратную сторону) — предусмотрено
Количество лопастей хобота разматывателя — 4 шт
Телега загрузочная TG-10
Грузоподъемность –10 т. Привод подъема — гидравлический (гидростанция разматывателя). Под рулон шириной – 1250 мм. Электропривод перемещения по рельсам. Мощность привода – 1,5 кВт
Длина рельсового пути – 3,5 п.м.
Машина продольно-поперечной резки «К-4» Режим заправки рулона с помощью гидравлического подъёмного стола — ручной Ширина рабочей зоны–1250+10 мм Направляющий стол — Раздвижной, подъемный Скорость резки в продольном режиме — 25м/мин Привод — асинхронный, частотно-регулируемый Установленная мощность гидропривода гильотины — 11 кВт Блок продольных ножей — 9 пар Установленная мощность приводных 2-х мотор-редукторов–15 кВт Блок правильный — 9(или 11) валков с верхней и нижней прижимными траверсами. Толщина разрезаемого металла до2,5 мм Датчик движения ленты — круговой импульсный энкодер«ЛИР» Количество пар продольных ножей — 9 пар для толщины 2,0 мм. Управление — программируемый контроллер Материал дисковых ножей и ножей гильотины — ХВГ, Х12МФ Габаритные размеры (LxBxH) — 3200х1680х1600 мм Масса — 3500 кг Аварийный Трос-Stop, с кнопкой Stop — в комплекте
Кнопочный пост для заправочных режимов работы на направляющем столе — 1шт
АСУ( автоматизированная система управления)
Архив заданий — бессрочный
Режимы работы
Ручной — Работа приводов от нажатия кнопок
Полуавтоматический — Работа привода гильотины от нажатия кнопки, остальные в автоматическом режиме
Автоматический — Работа приводов по программе контроллера
Режим смены материала — Остановка линии и отрезка металла для безотходной смены материала
Аварийный режим — Остановка линии без сброса программы при выходе из строя или сбое в работе разматывателя, укладчика или гильотины
Суммарный счетчик всего прокатанного металла
Количество программируемых позиций (длина-количество) — 16 шт
Панель управления — Сенсорная 10″, многофункциональная «DeltaEleсtronics»
Электрошкаф — RITTAL
Контроллер и частотные привода — «DeltaEleсtronics»
Автоматический сматыватель рулонов — «SRG-10» (приводной, консольный) с разгрузочной телегой Тип — Консольный, клиновой с гидравлическим разжимом лопастей Вес — 2500 кг Грузоподъёмность — 10000 кг Режим разжима лопастей разматывателя — клиновой Привод разжима лопастей разматывателя — гидравлический Ограничения хода разжима — 500 или 600 мм Привод разматывателя рулонов — асинхронный, частотно-регулируемый инвертором «Веспер» Мощность привода сматывателя — 7,5кВт Скорость cмотки металла — до 30 м/мин Суммарная ширина сматываемых лент — 1250 мм Наружный диаметр разматыватываемого рулона — 1350 мм Режим работы — автоматический Слежение за петлей — Выносная штанга Аварийный датчик отключения линии при натяжении петли — Концевой выключатель Габаритные размеры (LxBxH) — 2100х1300х1800 мм Возможность реверсивного вращения — предусмотрено Количество лопастей хобота сматывателя — 2 Прижимная штанга рулона — В комплекте Телега разгрузочная «ТG-10» — В комплекте Сталкиватель рулонов с гидроприводом — В комплекте
Гидрозажим концов лент перед сматыванием — В комплекте
Автоматический укладчик готовых листов
Система управления укладчиком — Программируемый контроллер
Привод приемных лап «SITI» — 0,75 кВт
Режим работы — Автоматический
Ручной -кнопочный
Датчики слежения за положением приемных лап — Бесконтактные индуктивные
Длина укладчика — 3 п.м.
Приемная телега — 1 шт.
Данная линия распускает металл толщиной до 2мм. При производстве данного оборудования применяется модульная схема сборки узлов и агрегатов.
Опорная станина может оснащаться одновременно модулями продольного роспуска, поперечной гильотины и устройством правки листа.
Комбинация резов может быть выбрана заказчиком в других вариантах: или только продольный роспуск рулонного металла, или только поперечная резка на листы.
Устройство правки,
это полноценное правильное устройство. Состоит оно из 7, 9,11 или 13 валков размещённых на двух мощных упорных траверсах. В конструкции так же используются башмаки осуществляющие прижим правильных валков. Сведение валов производится с помощью вращения штурвала всей группой одновременно. Исходя из требований к плоскостности листа рассчитывается количество правильных валов.
Блок продольной резки металла:
— используются блок ножи с клеммными зажимами, что позволяет не повреждать несущий вал и обеспечивает высокую скорость перемещения их на рабочую позицию; — модуль продольных ножей быстро и удобно отводится из зоны самой резки, что позволяет удобно и оперативно его обслуживать; — для металла толщиной до 1,0 мм применяются ножи с полиуретановыми кольцами для обеспечения более качественной резки штрипса;
— линия продольно поперечной резки рулонного металла оснащается мощными приводами, позволяя достигать высокой скорости.
Модуль поперечной резки металла
— это гидравлическая гильотина повышенной мощности.
Для поперечного раскроя рулона предлагаются несколько вариантов приема листа: — приемная телега со сбрасывателем — приемный стол со сбрасывателем и доводчиком листа (для окрашенных заготовок); — гидравлический приёмный стол с автоматическим опусканием по мере накопления пачки, одновременно может выполнять функцию закрытия компенсационной ямы с электроприводом перемещения(в случае продольно поперечной комбинации).
Смотчики металла могут быть грузоподъёмностью до 7 тонн или до 10 тонн. Оба варианта комплектуются натяжителями ленты и разделителями.
Автоматический сматыватель рулонов «SRG-10» до 10т:
— консольный , клиновой принцип с гидравлическим разжимом лопастей; — мощность привода сматывателя — 11 кВт; — прижимная штанга рулона, гидрозажим концов лент перед сматыванием, гидроприжим концов лент после намотки, сталкиватель рулонов с гидроприводом;
— в комплекте гидравлическая разгрузочная телега.
Автоматический сматыватель рулонов — «RSS-7М» до 7т:
— консольный с приставной опорой, с ручным разжимом лопастей; — режим разжима лопастей разматывателя через привод «винт гайка»; — пневматический привод натяжителя ленты;
— мощность привода сматывателя — 7,5 кВт.
Мощная кессонная сварная конструкция приводной опоры(толщина плиты 12 мм или 16 мм) с внутренним каркасным усилением. Обеспечивает высокую жесткость конструкции и точность монтажа подшипниковых опор. Пальцы и втулки шарнирных рычагов термоупрочнены (значительно увеличен их ресурс)
В новой модификации обновлены блок правки листа, заправочный стол, а так же блок продольных ножей.
Машина стала еще более удобной в эксплуатации и обслуживании.
Стоимость комплекта оборудования:
Зависит от выбранной Вами комплектации.
Отправьте нам заполненный опросный лист для получения индивидуального коммерческого предложения
Продольная резка металла — станки, линии, агрегаты

Продольная резка металла предполагает резку стали на штрипсы, полосы и ленты.
Роспуск рулонов на штрипсы осуществляется при помощи современной автоматической линии и высококвалифицированного персонала.
Фото
Благодаря этому продольная резка осуществляется по всем требованиям и стандартам.
Технология процесса
Начало технологического процесса заключается в том, что предварительно нужно нарезать полосу на определенную длину. Затем, к надрезанным участкам подсоединяют ток.
Величина силы тока должна обеспечить локальный нагрев полосы в месте, где происходит раздел температуры плавления металла.
Величина тока зависит от толщины полосы, физико-химических свойств металла и частоты подводимого электрического тока.
Благодаря локальному нагреву полосы в месте распределения до температуры плавления металла — наблюдается снижение усилия при резке.Это связано с тем, что механические свойства металла начинают понижаться в месте разделения до температуры плавления.
:
Благодаря этому ножи можно заменить парой разделительных роликов, изготовленных из углеродистой стали.
Продольно поперечная резка металла предполагает образование новых, более узких полос, которые не имеют заусенцев и получаются закругленными.
Благодаря этому, обеспечиваются все требования, которые предъявляют к заготовкам, для изготовления гнутых профилей сварных прямошовных труб.
Представленная технология процесса способствует получению высокого качества продольной резки полос при использовании одного и того же инструмента.
Кроме этого, такие полосы не нуждаются в дополнительных операциях и оборудовании, что значительно сокращает затраты.
ВАЖНО ЗНАТЬ: Принцип и технология плазменной резки металла
Оборудование для продольной резки
Для осуществления процесса резки листового металла применяется различное оборудование. При выборе оборудования необходимо учитывать поставленные цели и задачи.
Таким оборудованием может быть: простейшая машина для резки металла, станок для продольной резки металла, линия продольной резки или линия поперечной резки.
Cтанки
Механический станок продольной резки металла используют для осуществления резки таких листовых материалов, как медь, оцинкованная сталь, алюминий, бумага, картон, ПВХ и многое другое.
Для листореза характерно наличие двух пар синхронизированных валов.
В состав первой пары входят обрезиненные валы, благодаря которым обеспечивается подача материала в режущие дисковые ножи, а также скидывание ленты с рулоноразматывателя.
Для второй пары валов, на которых установлены роликовые дисковые ножи, характерно осуществление продольного реза.
:
Станок продольной резки металла обладает столом, на котором имеются регулируемые направляющие, для осуществления правильной подачи материала под различную ширину ленты или листа.Механические станки продольной резки могут быть дополнительно оснащены устройством для нанесения защитной пленки.
Станок продольно поперечной резки металла механического или электромеханического типа также может быть оснащен поперечным роликовым ножом, который осуществляет поперечную резку листа в размер по длине.
Фиксация дисковых ножей, обладающих двухсторонней заточкой, осуществляется на валу при помощи упорного винта.
ВАЖНО ЗНАТЬ: Технология и методы лазерной резки алюминия
Линия
Линия продольно поперечной резки металла очень активно применяется, как в мелком производстве, так и в промышленных масштабах.
Преимущество представленного оборудования заключается в том, что оно универсально.
Такая линия может обрабатывать листы сразу в нескольких направлениях. Благодаря чему увеличиваются возможности данного станка.
Суть работы данного оборудования заключается в том, что дисковые ножницы начинают свободно перемещаться вдоль вала.
Благодаря чему — можно осуществить настройку и выбрать абсолютно любую ширину будущей заготовки.
:
Благодаря сенсорному монитору, путем ввода параметров по длине, прочности рабочего корпуса и высокой точности реза, можно достичь высокой производительности и качества работы.
Особенности линии продольной резки металла:
- В состав представленной линии входят размыватель, система подачи, блок разрезания и прочие составляющие. Данная линия продольной резки рулонного металла необходима для обработки и нарезания широкого рулона на полоски определенной ширины и длины. Разрезание листов является подготовительной процедурой перед прокаткой, сваркой, штамповкой и профилировкой. Обработка нецветных металлов может осуществляться при помощи режущих лезвий;
- Основная функция линии заключается в раскрое рулонного материла, обладающего различной толщиной по заданным размерам;
- После осуществления разрезания, ленты необходимо обработать на специальном оборудовании;
- Представленная линия продольной резки рулонного материала обладает приводом постоянного тока. Оборудование представляет собой единую производственную линию;
- С целью высокоскоростной обработки или для тонкого листа, линия укомплектуется системой контроля натяжения с канавкой;
- Данное оборудование может осуществлять работы с различными видами стали.
ВАЖНО ЗНАТЬ: Способы и приспособления для резки алюминия
Агрегаты
Агрегат продольной резки металла осуществляет свою работу в автоматическом режиме.
Суть его работы состоит в следующем. На тележку загрузочного устройства устанавливают рулон металла.
Тележка с рулоном начинает двигаться по рельсам и размещает рулон на барабан разматывателя.
После этого лента направляется к ножницам поперечной резки, где подрезаются кромки и вырезаются дефектные участки.
После этого — лента обрабатывается на дисковых ножницах, где осуществляется продольная резка ленты на штрипсы.
После прохождения петлевого компенсатора и натяжного устройства, штрипсы начинают наматываться на барабан наматывателя.Штрипсы затем снимаются с барабана наматывателя при помощи разгрузочного устройства.
Пульт управления относится к рабочему месту оператора.
При помощи клавиатуры пульта устанавливается режим работы агрегата, а также контролируются работ оборудования (скорость разрезания, состояние узлов оборудование).
Продольная резка металла на сегодняшний день занимает лидирующие позиции. Существует множество компаний, которые предлагают свои услуги по осуществлению данной работы.
Цены такой услуги зависят от того, какое оборудование используется, вид и размеры подаваемого материала и квалификация рабочего персонала.
оборудование для резки металла | ООО Альта-Транс

Используемые материалы:
Рулонный металл толщиной 0,45-2,5мм и шириной до 1500мм. отечественного и импортного производства. Холоднокатаный и горячекатаный прокат. Оцинкованная сталь с полимерным покрытием.
Автоматизированная продольная резка металла, усовершенствование линии, действующей на предприятии, предлагаемыми вариантами оснащения позволит организации значительно повысить производительность, улучшить качество продольной или поперечной резки, снизить затраты на содержание и эксплуатацию.
фото
- Разматыватель;
для подачи рулонного материала в линию - Направляющий стол с рольгангом;
- Блок ножей;
для продольной резки - Гильотина;
для отреза в заданный размер - Приёмный стол;
для приема готового материала - Натяжитель;
- Наматыватель консольный;
- АСУ.
1. РАЗМАТЫВАТЕЛЬ
Предназначен для установки и подачи обрабатываемого материала в направляющий стол с рольгангом.
- Количество разматываемого материала регулируется автоматически.
- Грузоподъемность 8 — 10 т.
- Максимальный диаметр разжатия 610 — 615 мм.
- Механизм розжима ручной или гидравлический.
- Режимы работы: ручной, автоматический, реверс.
- Потребляемая мощность 1,5 — 4,4 кВт.
фото
2. НАПРАВЛЯЮЩИЙ СТОЛ С РОЛЬГАНГОМ
Предназначен для придания направления и удержания рулонной стали в заданном положении относительно подающих валов.
- Подающие валы представляют собой пару обрезиненных цилиндров.
- Рольганг состоит из блока стальных валов для выравнивания рулонной стали при порезке на мерные листы или штрипс.
- Привод электромеханический, потребляемая мощность электродвигателя 3,3 кВт.
фото
3. БЛОК НОЖЕЙ ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ
Блок ножей станка предназначен для продольной резки рулонной стали на штрипсы.
- Тип — дисковые.
- Количество пар ножей в стандарте — 5 пар.
- Максимальная толщина разрезаемой стали до 2,2 мм.
- Верхний и нижний несущие валы приводные.
- Электромеханическое устройство для быстрой смены ножей для продольной резки металла.
фото
4. ГИЛЬОТИНА
Гильотина станка используется для поперечной резки металла на мерные листы.
- Привод электромеханический, потребляемая мощность 3 кВт.
- Максимальная толщина стали до 2,5 мм.
фото
5. АВТОМАТИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ
Управление и согласование работы механизмов линии (станка) продольно-поперечной резки металла.
- Автоматика на базе Mitsubishi.
- Точное измерение (погрешность до 0,5 мм).
- Возможность работы в автоматическом и ручном режимах.
- Простота программирования, слежение за производством, контроль выполненного объема.
- Вывод информации о состоянии машины на дисплей.
- Настройка с целью получения минимальных отходов при продольной и поперечной резки металла.
фото
6. ПРИЁМНЫЙ СТОЛ
Предназначен для приёма мерных листов после продольной и поперечной резки металла.
- Автоматический.
- Исключена возможность повреждения покрытия при укладке листа.
- Мощность электродвигателя 0,55 кВт.
- Оснащён платформой для вывоза нарезанного листа длиной 3500 мм.
фото
7. НАТЯЖИТЕЛЬ
Предназначен для обеспечения плотности намотки нарезанной штрипсы.
- Пневмосистема, давление воздуха до 8-ми атм.
- Система разделителей способствует точности укладки штрипсы.
фото
8. НАМАТЫВАТЕЛЬ КОНСОЛЬНЫЙ
Наматыватель консольный предназначен для намотки штрипсы.
- Привод электромеханический
- Консольного типа.
- Диаметр валов в разжатом (рабочем) состоянии — 600 мм.
- Оснащён разделителем для ровной укладки штрипсы.
- Мощность электродвигателя 7 кВт.
- Режимы работы: ручной и автоматический, реверс.
- Скорость наматывания регулируется автоматически.
фото
Каждая автоматизированная линия (станок) продольной / поперечной резки металла после инсталляции на предприятии клиента полностью готова к эксплуатации. Оборудование имеет рациональную компоновку, простую и эффективную систему управления, а также обладает высокой производительностью.