Маркировка электродов для ручной дуговой сварки
Всё о маркировке электродов
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация.
Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока.
Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Тип и маркировка
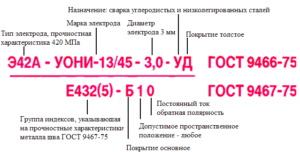
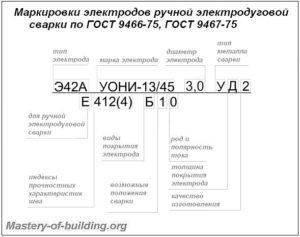
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу.
Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150.
Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ.
Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ.
Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный.
Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л».
Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
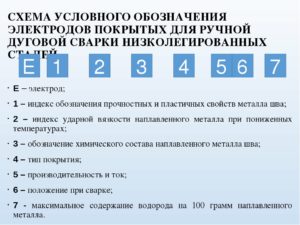
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва.
Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение.Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1.
Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия.
Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее).
Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное).
Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2».
Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений).
Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности). 2: Марка (АНО-21 соответственно). 3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации — какие лучше выбрать для сварки различных металлов

Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока.
При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки.
Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва. Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.
Расчет потребного количества
Расход электродов для выполнения сварочных работ определяется с помощью коэффициента наплавки, который отличается у каждой марки электродов. Его можно посмотреть на упаковке.
Коэффициент наплавки для наиболее популярных марок:
- АНО-6 и АНО-27 – 1,65;
- УОНИ-13/45 и АНО-13 – 1,6;
- АНО-24 и АНО-34, УОНИ-13/55 – 1,7;
- ОЗС-18 – 1,5.
Расчетная формула выглядит так: Н = М х Красх, кг, где:
- М – масса металла, кг;
- Красх – коэффициент расхода данных электродов.
По этой формуле определяется и расход электродов на 1 т, который необходим для масштабных проектов. Масса металла рассчитывается исходя из площади сечения накладываемого шва и его протяженности и умножается на плотность металла.
Рассчитать количество электродов для сварки еще можно по толщине листа и типу сварного шва, используя коэффициент из таблицы.
Рисунок 13 — Толщина листа и тип сварного шва
Расчетное значение имеет погрешности, поэтому закупать электроды следует с небольшим запасом – 5–7% на брак и непредвиденные ситуации. На расход влияет и способ сварки. Потери при ручной сварке составляют 5%, а при использовании сварочных автоматов и полуавтоматов – 3%.
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя.
Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы.
Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Рекомендуем! Виды электродов по чугуну. Как сделать своими руками
Состав
По строению электрод представляет собой стержень, обмазанный специальным составом. Стержень изготавливается из специальной сварочной проволоки, которая плавится в процессе работы и образует сварочный шов.
Процесс происходит под действием электрического тока. Плавление обмазки идет с выделением газа, который закрывает зону сварки от проникновения кислорода.
Обмазка, когда расплавляется, образует тонкую пленку, которая защищает сварочный шов от появления окислов.
Рисунок 8 — Состав электродаЧаще всего применяется проволока СВ-08А по ГОСТ 2246-70. Она отличается небольшим содержанием углерода и встречается в марках: МР, УОНИ, АНО, ОЗС. По соотношению веса элементов электрод на 80% состоит из стержня и на 20% из обмазки.
Классификация покрытых электродов
Учитывая длинный список всевозможных вариаций из покрытия, сплава и других параметров покрытых электродов, для более удобного поиска нужного типа стержней они получили обширную классификацию. Виды сварочных электродов разделяют исходя из таких признаков:
По назначению:
- сплавы с малой долей примесей и углеродистые сплавы;
- материал с большим числом лигатур;
- сплавы усиленной прочности и с уникальными свойствами;
- наплавочные электроды с уникальными свойствами.
Тип – значение конечного шва, характеризующееся прочностью на разрыв, временное или точечное механическое воздействие.
Марки сварочных электродов – уникальное значение присваиваемое изготовителем для внутренней классификации изделий. Именно поэтому маркировка электродов для сварки одинаковых по параметрам, но от различных изготовителей может быть разной.
Толщина внешнего слоя – исходя их соотношений толщины, к размеру центрального прутка классифицируют внешний слой на – тонкие, средней толщины, толстые и самые толстые.
Род тока – электроды постоянного тока, переменного с прямым или обратным подключением.
Состав покрытия – есть разделение на сварочный электрод с кислотным, основным, целлюлозным, рутиловым, слоем с увеличенной концентрацией железа, напыление состоящее из различных слоев.
По допустимым положениям стержни разделяют на изделия допустимые к работе в: · любых положениях; · всех за исключением вертикального, направленного вниз; · нижнее и вертикальное направленное кверху; · нижнее.
По качеству или по состоянию шва, после работы со стержнями электроды разделяют на три группы. Изделия лучшего качества относятся к первой группе. Толщина – параметр указывающий на диаметр стальной основы, может быть в пределах от 1.6 до 12 мм.
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
- Типы покрытых электродов для сварки. Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд. Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд.
- Марки электродов для сварки Марки – параметр индивидуальный и зависит исключительно от производителя.
- Диаметр Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм.
- Назначение Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У; Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л; Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т; Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В; Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н.
- Толщина покрытия Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г.
- Основные свойства шва Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками.
- Вид электродного покрытия А – кислотное покрытие. Б – фтористо-кальциевое. Ц – целлюлоза. Р – рутиловое. Ж – повышенное содержание железа. Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава.
- Маркировка пространственных положений 1 – все, 2 – все, кроме вертикального, направленного вниз; 3 – нижнее, плюс вертикальное (движение снизу-вверх); 4 – исключительно нижнее.
- Род сварочного тока и подключение – Индекс 0 электроды для постоянного тока и обратным подключением; – индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений; – указатели – 2,5,8 – ток любой, но подключение должно быть прямым; – индексы – 3,6,9 для любых токов и обратного подключения.
Рекомендуем! Карандаш для сварки металла
Как правильно подобрать силу тока
Качество сварного шва зависит от стабильного горения дуги. Оно обеспечивается соответствием электрода типу тока, полярности подключения и режимам сварки. При использовании инвертора, у которого на выходе постоянный ток, пользуются двумя схемами:
- Прямая полярность. В этом случае минус подключается к электроду, а плюс идет на массу.
- Обратная полярность. Все наоборот: минус – к массе, а плюс к держаку.
Выбор схемы подключения зависит от необходимой силы проварки металлов. Прямая обеспечивает более высокий нагрев, а при обратной полярности температура более низкая. Следовательно, тонкие листы хорошо соединятся с током обратной полярности, и не будет прожогов.
Такая схема используется и для высоколегированных сталей, чувствительных к сильному нагреву. Расходники с основной обмазкой работают только от постоянного тока, остальным подойдет и переменный, и постоянный.
Сварочные трансформаторы переменного тока при использовании электродов с кислой, рутиловой и целлюлозной обмазкой дают стабильное горение дуги и высококачественный шов.
Протекание сварочных работ и конечный результат во многом зависят от силы тока.
| Диаметр электрода, мм | 2 | 2,5 | 3 | 4 | 5 | 6 |
| Сила тока, А | 55-65 | 65-80 | 70-130 | 130-160 | 180-210 | 210-240 |
Существует четкая взаимосвязь между диаметром электрода, силой тока и толщиной свариваемых листов, которых нужно придерживаться.
Сварочные электроды: маркировка и назначение, расшифровка марок и обозначений
Работая с ручными электродуговыми сварочными аппаратами, каждый специалист сталкивается с электродами. Важным моментом в этой теме является знание, что такое сварочные электроды, их маркировка и назначение. Данная деталь является несколько сложной в плане изучения, поэтому изобрели специальную классификацию.
На сегодняшний день элементы можно подобрать под любой случай, учитывая при выборе – свариваемые металл, материал, вид конструкции, необходимые особенности шва и другие дополнительные параметры. Ниже можно узнать точную расшифровку всех электродов, их назначение, обозначение и свойства.
Виды электродов
Чтобы качественно и прочно соединить несколько конструкций, сделанных из металла или сплава, используют сварочные оборудования. Одной из важных деталей в каждом инструменте является электрод. Необходимо знать обозначение электродов для сварки, чтобы шов на исходе получился качественным и максимально надежным.
Для более детального и доступного понимания, изучения, применяются виды и марка электродов. Один из самых популярных вопросов у большинства сварщиков – как расшифровываются марки электродов.
Деталь применяется в работах, где присутствует ручная дуговая сварка.
Классификация подобных элементов содержит в себе два группы:
- плавящиеся элементы;
- неплавящиеся.
Особенности маркировки электродов.
Кроме этого плавящиеся детали имеют своё подразделение на:
Одним из главных и весьма актуальных вопросов для любого сварщика, которому предстоит работа с электродами МР, является их обозначение. В первую очередь, стоит отметить, что стержни, расплавляющиеся сварочным аппаратом, должны быть чугунными, стальными, медными или изготовленными из другого материала.
Они выступают в качестве анода либо катода, с функцией присадочного материала.
Защищенная поверхность у стержней плавящихся электродов является многофункциональной, сюда относится удержание дуговой оси и создание облака газов, что мешает шву окисляться.
Детали неплавящиеся производятся при помощи тугоплавкого материала, например, графита, угля либо вольфрама. С их помощью можно разжечь или удержать дугу. Заполняется шов за счет присадки, подающейся в ручном режиме.
Из чего состоит плавящийся электрод?
Как уже упоминалось, сварочные детали делятся на плавящиеся и неплавящиеся. В первом случае, в пачке таких деталей есть внутренний стержень и внешний слой. По требованию Госстандартов, при производстве данного типа сварочных деталей, необходимо использовать материалы с углеродом и разным количество примесей.
Вольфрамовые электроды для сварки.
Кроме этого можно применять медь, различные цветные сплавы, алюминий. Несколько свариваемых частей должны быть изготовлены из одинакового материала. В редких случаях можно приваривать чугунные изделия со сталью и медь с железом.
Всё это влияет на маркировки электродов для сварки. Расшифровка электрода помогает специалисту подобрать правильную деталь под оборудование, чтобы работа в результате получилась качественной и достаточно надежной.
Стрежень вместе с внешним слоем производится, учитывая свариваемый металл, поскольку его состав в процессе изменяется. Марка электродов позволяет разобраться, какую деталь необходимо подобрать под один или иной случай.
Рассматриваемые детали могут способствовать удержанию дуги, помогать расплавить минеральный компонент поверхности, изготавливать защитный газ, возникающий вследствие горения натуральных компонентов поверхности, а также окисляет либо легирует металл.
Итог
Исходя из предоставленной выше информации, новички и даже профессионалы могут теперь разобраться, что такое марка электродов, какова их классификация, чем характеризуется марка электрода.
Благодаря нескольким значениям, которые стали известны, можно разобраться, какие элементы необходимо подбирать на тот или иной вид сварочных процессов.
Маркировка сварочных электродов и их расшифровка

При работе с ручной электродуговой сваркой вы постоянно работаете с электродами. Этот элемент сварочного процесса не столь прост как кажется и имеет свою обширную классификацию.
Сегодня можно подобрать изделия под любые нужды, исходя из свариваемых металлов, вида оборудования, необходимых свойств шва и множества вспомогательных параметров.
Ниже вы ознакомитесь с классификацией покрытых электродов и их обозначением.
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Как с помощью маркировки узнать назначение электродов для сварки?
При сваривании металлических деталей применяют сварочные электроды маркировка и назначение которых приводится на упаковке.
Перед производством работ следует проверить совместимость соединяемого материала и состава стержней, так как это напрямую влияет на качество соединения.
Важно правильно понимать зашифрованную в литерно-цифровых обозначениях информацию о химическом составе обмазки и назначении расходника.
Назначение, характеристики
Электроды – наиболее важные элементы, применяемые при выполнении электродуговой сварки. Основное их предназначение – подведение тока в зону сварки. Производится огромное количество электродов, разделяемых на типы и марки, каждая из которых имеет свою узкую область применения.
При использовании электродов должны выполняться такие условия:
- стабильная дуга (или сварочное пламя), обеспечивающая создание высококачественного шва;
- равномерное плавление основания и обмазки;
- обеспечение требуемого химсостава стали в образованном шве;
- эффективность дуговой сварки при минимизации рассеивания металла;
- легкость отделения шлака;
- минимальная токсичность стержней при выполнении работ;
- сбережение химических, физических и технических параметров.
Как устроены?
Для производства расходника в качестве проводника применяется специальная проволока либо пруты, при этом состав металла обуславливает характеристики изделия. Существуют также элементы, состоящие из одной проволоки, без покрытия. Такие расходники называются непокрытыми – к ним относятся вольфрамовые. Если проволока покрыта обмазкой, то такие элементы называют покрытыми.
Обмазочный материал существует таких видов:
- кислым;
- основным;
- целлюлозным;
- рутиловым;
- комбинированным.
- специальным.
По предназначению обмазка разделяется на два вида:
- защищающее (изделия толстослойные);
- ионизирующее (тонкослойные).
Как связан тип покрытия электродов с их сварочно-технологическими свойствами?
От вида обмазки в немалой степени зависят технологические параметры материалов:
- размещение в пространстве;
- эффективность;
- величина сварного тока;
- пористость рубца;
- трещиностойкость;
- присутствие в рубце водорода.
Кислое покрытие
Главные элементы такой обмазки – марганец, окислы железа, кремний. Принадлежат к группе этих изделий электроды ОЗЧ-2, СМ-5.
Основное
Обливка (электроды ТМУ-21, ДСК-50 и др.) сформирована карбонатами и фторовыми элементами. Химсостав рубца как у спокойной стали. Малое наличие органических материалов, газов и иных добавок обуславливает повышенную вязкость шовной линии, гибкость, стойкость к трещинообразованию.
Но стержни с основной обмазкой, например, наплавочные электроды ОЗН-6, значительной проигрывают по имеющимся свойствам другим типам из-за имеющихся минусов.
Как пример – при излишней влажности и работе на длинной дуге велика вероятность образования пор.Варить такими стержнями следует только аппаратом постоянного тока с обратной полярностью, а сами элементы перед работой необходимо прокалить.
Рутиловое
Стержни с рутиловой обмазкой (например, электроды ЛЭЗ МР-3С, АНО-4, ОЗС-4) по технологическим и техническим параметрам оставляют иные марки далеко позади.
При использовании переменного тока сформированная дуга от электродов МГМ-50К значительно стабильнее и мощнее. То же касается и электродов МР 4 мм, отличающихся незначительным распространением кипящего металла и позволяющих создать высококачественный шов с легко устраняемой шлаковой коркой.
Отрицательным пунктом применения таких стержней является низкая ударная вязкость и небольшая гибкость шва, обусловленная присутствием кремния оксида.
Целлюлозное
В электродные стержни с покрытием из химической целлюлозы по ГОСТ 9466-75 включены органические ингредиенты в объеме до 50% (ВСЦ-1,2, ОМА-2). Образованный металл по химсоставу соответствует полуспокойной либо спокойной стали
Смешанное
Применение стержней со смешанным покрытием (например, электродов МНЧ-2, применяющихся для сварки чугуна) позволяет комбинировать и соединять лучшие параметры от различных видов обмазок. К комбинированным покрытиям относят:
- целлюлозно-рутиловое;
- рутилово-основное;
- рутилово-кислое и др.
Специальное
Стержни со специальным покрытием предназначены для соединения специальных сплавов либо разнотипных элементов из различных сплавов. Ярким представителем считается электрод «Комсомолец-100», используемый для медных деталей и сплавами, соединения их со сталью.
Марка
Присутствующие далее литерные и цифровые обозначения в маркировке электрода – его марка. Она устанавливается стандартом либо патентуется заводом-изготовителем. При этом, один и тот же расходник может относиться к нескольким маркам.
Диаметр
Расшифровка электродов по идущим далее цифрам обозначает сечение стержня в мм. По этому показателю подбор осуществляется в соответствии с толщиной металла изделия. Для нашего случая это цифра «5».
Назначение
Электродные расходники также предназначаются для соединения или наплавки определенных сортов металла. В приведенном обозначении литера «У» указывает на использование изделия для сварки низколегированных сортов стали, показатель прочности которых составляет до 60 кгс/см2.
Если требуется сваривать стали с более высоким параметром прочности, нужно использовать расходники с литерой «Л». Для соединения жаростойких сталей используются стержни с индексом «Т», для особых сталей применяются элементы с литерой «В».
Коэффициент толщины покрытия
Следующие символы в маркировке показывают толщину обмазки. Литера «Д» в приведенном примере означает толстое покрытие. Кроме «Д», элементы также выпускаются с толщиной покрытия:
- тонким – Т;
- средним – С;
- очень толстым – Г.
Какой стержень предпочесть, зависит от способа ведения работ и толщины металла.
Группа индексов
Классификация по данному принципу считается самой сложной, так как в ней учитывается одновременно несколько параметров. Индексы всегда указываются на упаковке расходников, используемых для работы с высоколегированной сталью.
В примере каждая из цифр обозначает:
- 5 – сопротивление образованного шва коррозионным процессам.
- 1 – жаростойкость рубца при назначенной температуре.
- 4 – наибольшая эксплуатационная температура рубца. При наличии скобок – количество феррита в шве.
В таблице показаны параметры металла рубцов при сварке высоколегированных элементов.
Условная классификация наплавочных стержней может включать две группы индексов. К ранее описанному индексу добавляется еще 3 цифры, отделенных дробью от первого индекса и приведенных через дефис.
Тип покрытия
Заключительные обозначения в маркировке.
Помимо приведенных типов обмазок, электродные расходники выпускаются также и без обмазки, к примеру, прогревочные, которые не используются для работ с применением инверторов либо иных сварочных агрегатов.
Электрод для прогрева бетона ВР-4 представляет собой «голые» прутки длиной 3 метра, используемые для нагревания толщи раствора при выполнении зимних бетонных работ.
Пространственное положение
Любой из видов стержней используется только для сварки в соответствующем расположении. В рассматриваемом примере представлен стержень, используемый для соединения в любых положениях, но не в вертикальном – цифра 2.
Изделия выпускаются с иными цифрами в обозначении:
- 1 – универсального применения;
- 3 – для горизонтального либо вертикального применения;
- 4 – для размещенных внизу соединений.
Цифры принимаются в соответствии с принятыми во всем мире стандартами, они присутствуют и на упаковках изделий импортного производства.
Характеристики сварочного тока
Не на всех упаковках встречаются такие обозначения. В примере приведена цифра «0», обозначающая, что данными стержнями сварщик может пользоваться только на постоянном токе с обратной полярностью.