Машины для литья алюминия под давлением
Машина для литья алюминия под давлением — купить в компании Интермаш

Литейный стол предназначен для изготовления слитков заданных размеров из алюминиевых сплавов.
Компания «ИнтерМаш» предлагает современное литейное оборудование для вертикального литья цилиндрических слитков из алюминиевых сплавов. Оборудование проектируется и изготавливается под заказ согласно техническому заданию клиента.
Данная литейная система состоит из:
— литейного стола с расположенными на нем кристаллизаторами скольжения с тепловыми насадками;
— подвижной платформы для поддонов с затравками;
— поддона с самоцентрирующимися затравками;
— литейная машина подъемного тросового (парашютного) типа.
Основание распределительного блока литейного стола выполняется из толстолистовой стали.
Разливочный лоток футеруется высококачественной огнеупорной керамикой и усиливается по бокам стальными платформами, которые направляют расплавленный алюминий в серию отверстий заданного диаметра.
В каждое отверстие встраиваются высокоточные кристаллизаторы скольжения с тепловой насадкой для алюминия со сменными керамическими муфтами с калиброванным отверстием. Кристаллизаторы прикрепляются со стороны дна литейного стола, что обеспечивает легкость при их установке и снятии.
Литейная машина сконструирована как короб, во внутреннее пространство которого поступает вода для охлаждения алюминиевых слитков в процессе литья.
Наклон литейного стола при выемке готовых литейных слитков из колодца производится с помощью двух гидроцилиндров, которые прикреплены с боковой стороны литейного стола. К раме стола присоединяется водопровод с поворотными муфтами, который позволяет открывать литейный стол, не разрывая трубопровод.
Подвижная литейная платформа представляет собой сварную конструкцию из толстолистовой стали, на которой установлено эквивалентное (количеству кристаллизаторов литейного стола) количество направляющих затравок. Крепление затравок к платформе обеспечивает их самоцентровку.
Платформа движется вверх/вниз по литейному колодцу и точно фиксируется на литейном столе посредством установочных штифтов, расположенных в каждом углу платформы.Платформа представляет собой автономную конструкцию, которая поддерживается и направляется посредством четырех стальных тросов и опускается вниз под собственным весом.
Кристаллизатор
Кристаллизатор – это установка, которая используется для переработки металла. Она переводит металл из расплавленного состояния в затвердевший продукт более твердого состояния.
При этом затвердевание металла происходит благодаря его охлаждению до той температуры, когда он начинает кристаллизоваться. Сегодня затвердевший расплав используется в производстве в нескольких формах: гранулы, пластинки и пастилки.
Но наиболее часто из всех производимых кристаллизатором видов используются пластинки.
Его принцип действия заключается в следующем: установка кристаллизатора имеет барабан, который вращается непрерывно вокруг оси. И расплавленный металл наносится на него равномерно, и прилипает к барабану за счет своей определенной вязкости.
Во время вращения барабан забирает часть тепла у расплавленного металла в силу своей хорошей теплопроводимости. И таким образом доводит его до кристаллизации и затвердевания.
Это происходит после того, как барабан совершит один оборот. Затем снимается с барабана при помощи ножа, предназначенного специально для этого.
Так на производстве получается конечный продукт, имеющий форму пластинок.
Основным предназначением кристаллизатора является образование слитка определенной формы, а также отвод от стали тепла, которое влияет на создание твердой и прочной оболочки полученного слитка. Это нужно для того, чтобы при выходе из кристаллизатора оболочка полученного в результате этого процесса слитка не разрушилась.
Кристаллизаторы с водяным типом охлаждения применяют для эффективного теплоотвода при процессе образования слитка.
Ведь при использовании кристаллизатора в производственных целях и масштабах сам процесс должен обеспечить высококачественный продукт, определенную скорость образования этого слитка, его стойкость, а также обеспечить рентабельность самого кристаллизатора и полную безопасность всего производственного процесса.
Сам кристаллизатор состоит из нескольких элементов: внешний корпус, рабочие пластины, которые находятся внутри конструкции, каналы, которые служат для течения холодной воды.Принцип работы кристаллизаторов позволяет разделить их на два типа – стационарные, то есть неподвижные, статичные кристаллизаторы, а также – подвижные кристаллизаторы с определенным механизмом работы. В последнее время популярностью пользуются последние, подвижные кристаллизаторы.
Литейная машина
Для переработки алюминия, меди и других цветных металлов используется метод литья, который может быть осуществлен с применением литейных машин разного типа.
Литье металлов под давлением — самый популярный способ, когда пресс-форму для заливки сплава заливают с большой скоростью под высоким давлением. С помощью литейных машин и данного метода можно получать изделия массой от нескольких грамм до десятков килограмм.
Причем получают даже сложные по своей конфигурации детали, которые нужны для ремонта стиральных машин, телефонов, двигателей автомобилей и другой техники. Именно в получении тонкостенных отливок сложной конфигурации заключается главное достоинство литья под давлением.
Также можно отметить высокую производительность литейных машин такого типа и точность работы, благодаря чему уменьшается время на механическую обработку после литья.
Литейные машины для переработки цветных металлов могут быть с горячей или холодной камерой прессования. Первый вариант актуален, когда речь идет о металлах с низкой температурой плавления, к которым относятся свинец и цинк.
Литейная машина с холодной камерой прессования нашла широкое применение в массовом производстве изделий из меди, алюминия и других цветных металлов в различных областях промышленности, включая военпром, измерительную технику и автомобилестроение.
Если говорить о составных элементах литейных машин, к ним относятся раздаточная печь, оборудование для подачи и контроля сжатого воздуха, также не обойтись без гидравлического манипулятора и установки, помогающей в снятии литейных форм. Современные литейные машины обладают высокой надежностью и неприхотливы в эксплуатации, что тоже следует отметить, когда речь идет об оборудовании такого вида.
Оборудование для литья под давлением

Смазчик пресс-формы серии LS перемещается по двум осям, которые имеют привод от электродвигателей и обеспечивает точную и аккуратную смазку всех частей пресс-формы, что облегчает извлечение отливки. Помимо стандартной смазочной головки (модульного типа и с изменяющейся шириной), смазчик можно оснащать головкой, форсунками и смазочной системой других производителей.
Циклы смазки можно программировать при помощи функции самообучения и вводить в память флэш-СППЗУ.
Смазчик поставляется с набором базовых функций, уже записанных в панель управления, которые легко вставляются в программу, а также имеет ряд продвинутых функций, таких как, например, быстрый буфер положений смазчика и программируемые выходы, которые позволяют оптимальным образом настроить рабочий цикл для конкретной пресс-формы.
Универсальность, эффективность и простота управления периферийного оборудования Idra достигаются за счет использования системы управления SIEMENS S7 и панели оператора с сенсорным дисплеем, который сохраняет в постоянную память все рабочие программы.
5.2. Автоматические заливщики
Линейный дозатор серии CLE представляет собой простое, прочное и надежное устройство. Он разработан для обеспечения точной работы без сбоев на машинах литья с усилием от 250 до 4000 тонн. Горизонтальное и вертикальное движение регулируются датчиками положения, обеспечивающими плавное торможение.
5.4. Робот экатратор
Компания АВВ является одним из крупнейшик производителей промышленных роботов.
Использование робота-съемщика поможет улучшить производительность труда и снизить травмоопастность производственного процесса. Компания АВВ успешно внедрила больше чем 160 000 роботов во всем мире.
5.5. Системы термостатирования
История компании IECI (Италия) была отмечена непрерывным технологическим развитием и исследованием, достигающим апогея в составлении двух международных патентов в сфере литейного производства из цветных металлов и пластмасс.
Политика компании базируется на изготовлении и продаже оборудования, позволяющего гарантировать клиенту решение его насущных проблем.
Качество продукта имеет фундаментальное значение для завоевания и удержания рынка. Оборудование IECI собрано из высококачественных компонентов, прошедших тщательную проверку качества.
5.6. Системы контроля
Фирма «ПОЛИТЕГ -МЕТ» предлагает Вам новую разработку компании «EMTEC» (Германия) «DC 1000» — система контроля и регистрации параметров прессования МЛПВД. Данное изделие является результатом тесного сотрудничества компании «EMTEC» с миром литейного производства.
«DC 1000» предназначена для записи параметров прессования МЛПВД:
- рабочий ход штока прессования
- скорость рабочего штока во время каждой фазы прессования
- давление каждой фазы прессования
- температуру прессформы, а также температуру расплава в раздаточной печи.
Измерение вышеизложенных величин осуществляется с помощью современных и высокоточных датчиков (погрешность измерений составляет не более 0,02 %). На основании полученных данных рассчитывает все необходимые значения, позволяющие оценить качество выпускаемой продукции.
Одним из достоинств данной системы можно считать тот факт, что с ее помощью можно предоставлять закзчику документальное подтверждение соблюдения технологии изготовления отливки. Немало важную роль играет и тот факт, что на ввод в эксплуатацию данного прибора необходимо не более 3-4 дней.
Устройство выполненнов в прочном металлическом корпусе и хорошо защищенно от негативного воздействия в условиях производственного цикла.
5.8. Пресса обрубные
Фирма «ПОЛИТЕГ-МЕТ» предлагает Вам новую разработку компании «ROBOPRES» (Италия) — пресс для обрубки облоя серии TS в которой реализован ряд технологических решений и инноваций, являющихся результатом тесного сотрудничества с миром литейного производства.
Основные функциональные особенности:
- Квадратные плиты, свободный доступ со всех сторон в зону обрубки, можно менять местами робот и лоток для удаления обрубленных отливок.
- Большие широкие плиты, большие просветы и ход.
- Спуск под действием силы тяжести, что позволяет значительно уменьшить энергопотр ебление.
- Значительно уменьшено количество гидравлической жидкости, необходимой для работы пресса.
- Безопасность в эксплуатации за счет предохранительного упора, контролируемого двумя устройствами защиты, гидравлическая система защиты от падения формы с автоматическим контролем, самоконтроль гидравличской системмы.
- Более простое исполнение гидравлической системы, длагодаря чему упрощается техническое обслуживание и поиск неисправностей.
- Центральное выталкивание с помощью плиты, имеется также возможность центрального крепления.
- Имеются уже готовые кронштейны для монтажа обрубочных форм.
- Для свободного доступа к машине, желоб для отвода обрубленных деталей с пневматическим привод закреплен на петлях.
Дополнительные функциональные характерристики и возможности программирования:
- Простота эксплуатации, на борту машины нет никаких ручных устройств регулирования.
- Режим автоматического определения координат машины.
- Можно задать рабочие допуски.
- Имеется возможность ггибко составлять циклы машины (свободные цыклы стержней (клиньев), промежуточная остановка при отрывании/закрывании, двойное закрывание).
- Быстрая смена прес-форм благодаля сохранению и последующему вызову из памяти наборов параметров для обрубочных форм, всего до 90 штук.
- Отображение заданного цикла.
- Пошаговый режим для проверки цикла.
- Диагностика аварийных сигналов с подробным описанием аварий.
В стандартную комплектацию пресса входит:
- Центральное выталкивание с функцией прижима детали.
- Теплообменник вода/масло с функцией регулирования температуры жидкости.
- Интерфейс для подключения робота.
- 4 датчика контроля наличия детали.
- Контроль удаления пресс-остатка.
- Поперечные распорки на неподвижной плите.
- Автоматический надув воздуха в обрубочную форму.
- Централизованная смазка.
Опции:
- Желоб , оснащенный пневмонадувом и 4 устройствами контроля для удаления обрубленных деталей.
- Теплообменник воздух/масло.
- Группа стержней (клиньев), максимум три (в том числе с приводом от электродвигателя).
развернуть подробностисвернуть подробности
Оборудование для литья алюминия в домашних условиях
[Литье алюминия в домашних условиях] может быть выполнено по нескольким различным методикам, каждая из которых имеет как свои достоинства, так и некоторые недостатки.
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.
Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
:
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
ВАЖНО ЗНАТЬ: Разновидности станков для гибки проволоки
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
:
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.
В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
:
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
ВАЖНО ЗНАТЬ: Способы и виды механической обработки металлов
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
:
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
Моделям, которые будут участвовать в процессе литья, необходимо очистить и смазать внутреннюю поверхность. Если вы используете метод «в землю» — тоже необходима подготовка.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
:
Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Самые популярные технологии литья алюминиевых сплавов под давлением

При изготовлении сложных конструкций в промышленности используют метод, при котором материал подается под высоким давлением. Детали могут иметь разнообразные конфигурации, а также допустимые параметры точности и шероховатости на поверхности. Литье алюминиевых сплавов под давлением — автоматизированный процесс, при котором повышается производительность и качество, а затраты снижаются.
Литье алюминиевых сплавов под давлением
Характеристики алюминия
Основные механические свойства материала при нормальной температуре:
- номинальная плотность — 2700 кг/м3;
- удельный вес материала — 2,7 г/см3;
- плавится материал при температуре 659°С;
- закипает алюминий при значении 2000°С;
- внутренний коэффициент расширения при нагреве 22,9*106 1/град.
Проводимость электричества у алюминия изменяется в зависимости от его состояния, при термической обработке данный параметр увеличивается. Удельное сопротивление в нормальных условиях составляет 0,029 мкОм*м. В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
После процесса литья на поверхности материала появляется защитное покрытие при взаимодействии металла с кислородом. Пленка является химически неактивной и эффективно защищает алюминий от коррозии.
При изготовлении чистого материала на поверхности не образуется пор, и на него не влияет агрессивная среда.
Если же в состав металла добавляется примесь, это способствует появлению промежутков в оксидной пленке, в результате может разрушаться поверхность.
Алюминий устойчив к таким веществам:
- воде (чистой и с примесями);
- растворам на основе магниевых, аммониевых и натриевых солей;
- сернистой, уксусной и другим кислотам;
- хромовым и фосфорным растворам;
- аммиачному раствору.
Металл вступает в реакцию с такими веществами:
- серной кислотой слабой концентрации;
- хлорной кислотой;
- щелочными растворами высокой концентрации;
- щавелевой кислотой.
Что такое литье алюминия под давлением?
Изготовление алюминиевых сплавов под давлением — востребованный процесс, при котором получают металлические изделия необходимой формы и сложности. При помощи данного способа на производстве добиваются повышенного качества, надежности, а также требуемой прочности для заготовки.
На литейном производстве металлический расплав заливается в изготовленную форму под высоким давлением специальным механизмом. Форма представляет собой приспособление, состоящее из двух частей, которые при необходимости разъединяются.
Данный способ отличается от аналогов высокой точностью, из-за чего в процессе удается избежать брака, что является преимуществом. Изделия, произведенные под давлением, применяют в автомобилестроении и авиатехнике, а также в некоторых приборах.
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.
Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.
Литьё изделий из алюминиевых сплавов
Самые популярные технологии литья алюминиевых сплавов под давлением Ссылка на основную публикацию
Машина для литья алюминия: особенности производства

Литые изделия из алюминия пользуются большой востребованностью в различных отраслях промышленности.
В производственных цехах литье алюминия выполняется в специальных агрегатах с автоматическим управлением.
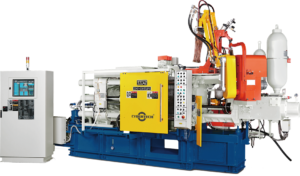
Машины для литья алюминия ведущих китайских и тайваньских изготовителей по доступной цене можно купить в компании «ИМСТЕК».
Рис.1. Машина для литья заготовок и готовых деталей из алюминия DC-420V4N от компании «ИМСТЕК».
Особенности производства
Машины, разработанные для литья алюминия под давлением, предназначены для изготовления изделий разнообразных размеров, форм, конфигураций.
Литьё алюминия — автоматизированный процесс, включающий следующие операции:• нагрев металла в термопечи при t= 600°С до жидкого состояния;• загрузка расплавленного сырья в камеру для последующего прессования;• подача металла в жаростойкую пресс-форму с помощью металлического поршня под принудительным давлением 35–700 МПа;• остывание заготовок в разъемной спецформе;
• извлечение отлитых деталей.
Преимущества использования машин для литья алюминиевых сплавов:• процесс литья полностью автоматизирован;• металл быстро нагревается до требуемой температуры;• выполняется сверхточная дозировка сырья, исключающая потери;
• создается оптимальное давление, обеспечивающее полное заполнение пресс-форм.
На литьевых станках создаются изделия с точными геометрическими формами по заданным габаритам. Поверхность всех деталей отличается высочайшим качеством. Не требуется какая-либо дополнительная обработка.
Рис.2. Отлитые из алюминия детали и изделия.
Необходимые станки и формы
Чтобы изготовить литые алюминиевые изделия, потребуется специальные автоматические машины и разъемные пресс-формы. Для отлива алюминиевых изделий их обычно изготавливают из прочных стальных сплавов. Для литья продукции из пластмасс пресс-формы для литья алюминия тоже пригодны.
Пресс-формы состоят из двух или нескольких частей, оснащаются механизмами запирания.
Литьевые машины оснащаются двумя типами камер, где происходит заливка и формирование заготовок — холодными или горячими камерами.
Станки для литья алюминия оснащаются автоматическими системами с программным управлением, датчиками давления и температуры, считывающими и анализирующими производственные процессы, системами гидравлики.Крупногабаритные агрегаты предназначены для установки в больших производственных помещениях. Станки небольшого размера применяют в маленьких по площади цехах или домашних мастерских.
Кроме автоматических машин при литье алюминия используются другие станки и устройства:• печи для плавки;• автоматические смазчики плунжеров и пресс-форм;• устройства автоматического распыления;• заливщики расплавленного алюминия с автоматическим управлением;
• автоматические съемщики изделий.
Рис.3. Плавильная печь.
Золотая середина технических характеристик
Машины, выпускаемые для литья под давлением алюминиевых сплавов, различаются параметрами, которые необходимо учесть при выборе спецоборудования:1. Производительность станка — показатель, указывающий на то, сколько деталей на нём можно изготовить за час работы. От производительности напрямую зависит стоимость агрегата.2.
Внешние размеры машины выбирают, ориентируясь на площадь помещения, в котором она будет установлена.3. Масса и габариты изготавливаемых отливок напрямую зависят от мощности двигателей, гидравлических систем и насосов, расстояния между направляющими колоннами, от максимальных размеров пресс-форм.
От совокупности технических характеристик зависит стоимость оборудования.
Критерии выбора
В настоящее время на рынке представлен широкий модельный ряд станков и оборудования для производства алюминиевых изделий, отличающихся мощностью, производительностью, технологией производства, стоимостью.
Выбирая машины для литья алюминия, стоит обратить внимание на следующие параметры:• габаритные размеры, общую массу установок;• давление, скорость инжекции металла;• силу смыкания прессовальных форм;• расстояние между направляющими колоннами;• мощность электродвигателя;• скорость замены пресс-форм;
• производительность деталей в смену.
Машины должны оснащаться блоком управления, задающим режим и необходимые параметры литья, датчиками контроля, централизованными системами смазки, гидравлическими устройствами запирания.
Станки могут обеспечиваться дополнительными опциями:• гидравлическими устройствами замены пресс-форм;• цветным LCD монитором;• автоматическими системами съема направляющих колонн;• двойным гидравлическим механизмом запирания;
• системами дозирования сырья.
Все эти опции снижают трудозатраты производственных процессов, обеспечивает надежность, безопасность, высокое качество литья.
Модели и производители
В настоящее время выпускается широкая линейка машин для литья алюминия российских и зарубежных производителей.
Наиболее популярные из них:
1. Модель DC-800V3C. Агрегат тайваньского изготовителя Evergreat Yota Machinec. Крупнотоннажная машина с трехфазным впрыском, надежным, асинхронным электромотором, гидравлическими электромагнитными клапанами японской компании FujiCo.
Отличается усилием смыкания 800 тонн, давлением впрыска до 600/1200 кг/см2. Расстояние между направляющими 950×950 мм.
2. Модель DC-250V3C. Самая популярная машина ведущего тайваньского производителя. Полностью автоматизированная, с понятным логичным интерфейсом системы управления.
3. Машины CDC 1250TRS тайваньского производителя CYBERTECH для литья алюминия в холодные формы. Усилие смыкания составляет 1250 тонн, сила впрыска — 108 тонн.
Расстояние между направляющими — 1100×1100 мм.
4. Машина DCC400T — полностью автоматизированное устройство от китайского производителя. Предназначается для литья алюминия под давлением с усилием до 145,4 МПа в холодную камеру. Расстояние между направляющими 620×620мм.
Простой в эксплуатации агрегат характеризуется экономичностью, эффективностью работы, доступной ценой.
5. Литейная машина А771А08 Тираспольского производителя с полуавтоматическим управлением. Усилие смыкания пресс-формы составляет более 2500кН. Расстояние направляющих между колоннами 520×520 мм.
В комплект входит устройство для смазывания форм и плунжера, а также манипулятор, с помощью которого в формы заливается расплавленный металл.
Все машины отличаются отличной производительностью, экономичностью, отменным качеством отливок.
Полезные советы
При отливке деталей требуется точное соблюдение технологического процесса и знание некоторых тонкостей:1) Охлаждение отливок в специальной машине для литья алюминия должно происходить постепенно. Резкое остывание металла приведёт к усадке, к появлению трещин.
2) Требуется соблюдение оптимальной температуры нагрева, обеспечивающее хорошее растекание металла по форме. Превышение рекомендованных температур вызовет изменение кристаллической структуры металла, приведет к снижению прочности.
3) При заливке алюминия в самодельные пресс-формы важно добиться их полного высыхания, во избежание образования неровностей, полостей, трещин.
Для выпуска качественных изделий и деталей следует приобретать оборудование у проверенных производителей.
Широкую линейку машин для литья изделий из алюминия представляет компания «ИМСТЕК».
Мы являемся дистрибьюторами ведущих изготовителей литьевого оборудования из Китая и Тайваня. Поставляем машины и комплектующие по ценам заводов-изготовителей.
Звоните или обращайтесь по каналу обратной связи! Поможем подобрать наиболее подходящее для вас оборудование. Поставим станки по вашему адресу. Осуществим запуск, произведем наладку машин. Обучим ваших специалистов. Обеспечим техническое сопровождение на весь период эксплуатации оборудования. Предоставим двухгодичную гарантию на приобретенные у нас станки.