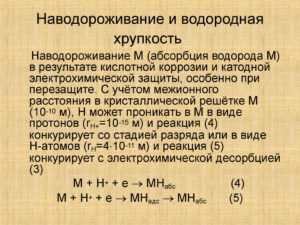
Наводораживание металла это
Наводораживание металла это
При покрытии стали цинком широкое применение находят сульфатные, хлоридные, борфторидные, цианистые, цинкатные, аммонийные и другие электролиты.
При покрытии стали цинком в сернокислом электролите, содержавшем в своем составе сульфат цинка, сульфат натрия и борную кислоту при pH = 4 и плотности тока 1А/Дм2 происходит лишь небольшое наводораживание стали (см. «Процесс цинкования»).
Введение в электролит поверхностно-активных веществ (декстрина, сульфата алюминия) увеличивает наводораживание, причем введение декстрина вызывает большее наводораживание, чем сульфата алюминия. Объяснить это можно тем, что введение ПАВ уменьшает выход по току, тем самым способствуя интенсивному выделению на катоде водорода, т.е., наводораживание поверхности.
При повышении плотности тока при покрытии стали цинком наводораживание возрастает, а повышение температуры электролита с добавкой декстрина уменьшает наводораживание стали.
При покрытии стали цинком в цианистом электролите происходит сильное наводораживание и связанное с этим уменьшение пластичности стали. Высокопрочные стали обнаруживают при этом высокую склонность к водородному растрескиванию.
При покрытии стали цинком в хлораммонийном электролите при различных плотностях тока (от 0,5 до 1,5 А/дм2) водородного растрескивания у стали 40ХГСН2А не наблюдается. Однако, добавление в электролит добавки роданистого аммония при pH = 7 вызывает значительное наводораживание стали.
Наводораживание при покрытии стали хромом
В процессе электроосаждения хрома происходит наводораживание покрытия и основного металла (см. «Покрытие хромом – это надежно и красиво!»). Поэтому важно оценить влияние режимов хромирования на содержание водорода в стали и в хроме.
Хромовое покрытие
Установлено, что значительное влияние при покрытии стали хромом оказывает плотность тока: чем меньше плотность тока, тем больше время хромирования для покрытий одинаковой толщины и больше водорода проникает в сталь.
При покрытии стали опасны низкие плотности тока, при которых хром не осаждается, а выделяется лишь водород, происходит наводораживание основного металла. Такие режимы могут реализовываться на участках детали, плохо изолированных или труднодоступных для электрических силовых линий (в случае сложнопрофилированных поверхностей).
Наибольшее наводораживание при покрытии стали хромом возникает при увеличении температуры от 55 до 75°С,так как диффузия водорода в сталь усиливается в 6 – 10 раз. Это обусловлено возрастанием коэффициента диффузии водорода и изменением структуры хрома и его способности к наводораживанию.
При покрытии стали блестящим хромом наводораживание стали почти в 10 раз меньше, чем при нанесении молочного хрома.Изменение состава электролита изменяет наводораживание при покрытии стали вследствие изменения скорости осаждения и структуры хрома. Например, увеличение содержания серной кислоты от 2,5 г/л до 7,5 г/л при плотности тока 90 А/дм2 существенно снижает наводораживание стали при 75°С.
Наводораживание стали зависит от вида ее обработки перед хромированием. Влияние упрочняющей обработки поверхности связано в основном с изменением микрорельефа поверхности, который отличается при использовании шлифования, виброупрочнения шариками и пескоструйной обработки.
Количество диффундированного в сталь водорода, т.е. наводораживание, при хромировании существенно зависит от природы стали и значительно влияет на характеристики пластичности.
С повышением температуры электролита наводораживание основного металла увеличивается, а пластичность уменьшается.
Термическая обработка
После нанесения гальванических покрытий стали проводится термическая обработка деталей, чтобы снять наводораживание, т.е., удалить водород из покрытия и основного металла с целью восстановления исходных физико-механических свойств основного металла и улучшения физико-механических свойств покрытия.
Термическую обработку деталей после нанесения цинковых покрытий стали проводят при температуре 180 – 200°С в течение 2 – 3 часов, после хромирования – при температуре 200 – 230°С в течение 3 часов.
При этом вначале термообработки происходит быстрое выделение водорода, через 2 часа скорость замедляется и только к концу третьего часа выделяется основное количество водорода, а оставшееся практически не влияет на механические свойства основного металла.
При обезводораживании хромированных покрытий сталей уменьшается содержание водорода как в основном металле, так и в хроме.
Следовательно, применение термообработки чтобы снять наводораживание и упрочняющей обработки поверхности пластическим деформированием (пескоструйной обработки, вибронаклепа и т.д.
) позволяет проводить многократно покрытие стали с восстановлением хромового покрытия при каждом ремонте.
Как уменьшить наводораживание металла при нанесении других гальванических покрытий – обращайтесь к нам!
Как уменьшить наводораживание металла при нанесении других гальванических покрытий – обращайтесь к нам!
Внимание! Учебный курс по гальванике! Узнать подробнее…
Запись опубликована в рубрике Конструкторский отдел. Добавьте в закладки постоянную ссылку.
Ингибитор сероводородной коррозии и наводораживания металлов и способ его получения
Изобретение относится к нефтяной промышленности, а именно к области создания нового комбинированного ингибитора сероводородной коррозии и наводораживания металлов для защиты стального оборудования в средах, содержащих сероводород. Сущность изобретения: ингибитор содержит, мас.%: хлорсодержащую четвертичную соль аммония общей формулы
, где R1 = CH2-CHCl — или -CH2-CCl=CH2, или смесь указанных хлорсодержащих радикалов, 1,00 — 20,7, соль третичного амина формулы
1,62 — 47,40 и воду остальное до 100. Ингибитор может дополнительно содержать третичный амин
в количестве 12,7 — 21,6 мас.%. Способ получения нового комбинированного ингибитора заключается в конденсации хлорорганических соединений с указанным третичным амином при их мольном соотношении 1: 1 — 2,5 соответственно.
В качестве хлорорганических соединений используют 2, 1,2-дихлорпропан или 2,3-дихлорпропен или их смесь. Конденсацию проводят при 90 — 175oC в течение 1,5 — 7,3 часов до исчезновения расслаивания реакционной смеси. 2 с. и 1 з.п.ф-лы, 4 табл.
, , ,
Описание изобретения к патенту
Изобретение относится к новым ингибиторам сероводородной коррозии и наводораживания металлов на основе четвертичных солей аммония. Одним из наиболее эффективных и экономически целесообразных методов борьбы с коррозией металлов является применение ингибиторов коррозии.
Известно применение в подземных сооружениях для защиты металлических конструкций комбинированного бактерицида и ингибитора коррозии, состоящего из соединения четвертичного аммония и продукта конденсации амина с органической оксикислотой [1] Соединение четвертичного аммония может быть представлено замещенным алкилбензолом хлоридом триметиламмония, а продукт конденсации амина с органической оксикислотой продуктом реакции салициловой кислоты с N-алкилполиалкиленполиамином. Известен способ ингибирования коррозии металлов в кислотной среде при помощи четвертичных аммониевых солей полиэпигалоидгидрина [2] Ингибитор получается реакцией полиэпигалоидгидрина и третичного амина, например гетероциклического ароматического соединения, содержащего третичный азот, или одного из следующих соединений: пиридина, хинолина, изохинолина, их алкилпроизводных или их смесей. Реакцию проводят при температуре 138 — 160oC в течение 3 21 часов в закрытом реакторе. Предлагаемый патент на изобретение направлен на создание нового эффективного ингибитора сероводородной коррозии металлов, являющегося одновременно ингибитором наводораживания металлов, обеспечивающего низкую скорость коррозии при высоких концентрациях сероводорода и высокий защитный эффект по наводораживанию углеродистой стали. Указанный технический эффект достигается новым комбинированным ингибитором, включающим хлорсодержащую четвертичную соль аммония общей формулы
где R1 -CH2-CHCl-CH3 или -CH2-CCl=CH2, или смесь указанных хлорсодержащих радикалов, воду и соль третичного амина формулы
при следующем соотношении компонентов, мас.
Указанная хлорсодержащая четвертичная соль аммония 1,00 20,73 Указанная соль третичного амина 1,62 47,40 Вода Остальное до 100% Комбинированный ингибитор может дополнительно содержать третичный амин
в количестве 12,7 31,6 мас.
Способ получения нового комбинированного ингибитора осуществляется конденсацией хлорорганических соединений с третичным амином формулы
при их мольном соотношении 1 ( 1 2,5) соответственно, температуре 90 175oC в течение 1,5 7,5 часов, до исчезновения расслаивания реакционной смеси. В качестве хлорорганических соединений используют 1,2-дихлорпропан или 2,3-дихлорпропен, или их смесь.
Указанный третичный амин получают гидрохлорированием первичного спирта C8-C15 в присутствии ZnCl2 с последующим аминированием полученного алкилхлорида диметиламином.
Смесь 1,2-дихлорпропана и 2,3-дихлорпропена является побочным продуктом процесса ректификации эпихлоргидрина. Индивидуальные 1,2-дихлорпропан и 2,3-дихлорпропен выделяются из смесевого продукта.
Пример 1. 28,5 г алкилдиметиламина
, 44 г H2O (технологическая среда) и 15,95 г 1,2-дихлорпропана (мольное соотношение 1,2-дихлорпропана и третичного амина 1:1) загружают в металлическую ампулу.
Ампулу помещают в масляную баню и нагревают до температуры 170 175oC. Выдержка при 175oC 4,5 часа при избыточном давлении 0,2 атм. Окончание реакции определяют по исчезновению расслаивания реакционной смеси.
После охлаждения до комнатной температуры выгружают содержимое ампулы в виде пасты.Классификация гальванических покрытий
Учитывая требования, которые предъявляются к эксплуатационным характеристикам деталей, гальванические покрытия можно условно разделить на три типа:
- защитно-декоративные гальванические покрытия (используются для придания поверхностям декоративных и защитных свойств одновременно);
- защитные электролитические покрытия (применяются для защиты деталей от коррозии в различных агрессивных средах);
- гальванические покрытия специального назначения (используются для того, чтоб придать поверхности металла определенных специальных свойств, таких, как магнитные, твердость, износостойкость, электроизоляционные и др.). Также гальванические покрытия специального назначения могут быть нанесены для восстановления изношенных деталей
В зависимости от механизма защитного действия все гальванические покрытия подразделяются на: катодные и анодные. По сравнению с потенциалом защищаемого металла, анодные покрытия всегда имеют более электроотрицательный, а катодные – более электроположительный потенциал. Например, по отношению к стали кадмий и цинк являются анодными покрытиями, а золото, никель, серебро, медь – катодными.
Механизм защитного действия гальванического покрытия во многом зависит не только от природы металла, но и от состава эксплуатационной среды.
Свойства электролитических покрытий
Шероховатость поверхности
Всегда после того, как гальваническое покрытие нанесено, шероховатость поверхности незначительно меняется. Как правило, немного увеличивается.
Твердость электролитически металлизированной поверхности
Для измерения твердости электролитического покрытия используют прибор ПМТ-3. Алмазная пирамида, вмонтированная в него, вдавливается в покрытие под различной нагрузкой. Далее по размерам оставшегося следа (отпечатка) и вычисляется микротвердость покрытия. Выражается данный показатель по Виккерсу в мегапаскалях.
Электрические свойства
Эти свойства важны при изготовлении различных деталей приборов, контактов и многого другого. К ним относятся контактное (переходное) сопротивление и электропроводность.
При нанесении гальванического покрытия следует помнить, что оно оказывает влияние и на физико-механические свойства основного (покрываемого) металла. Это вызвано свойствами самого покрытия и наводороживанием покрываемого металла.
Наводороживание сталей приводит к уменьшению их пластичности. Степень влияния водорода на механические свойства сталей сильно зависит от ее структуры (мартенсит, тростит, аустенит и т.д.).
Например, сталь с троститной структурой охрупчивается сильнее, чем с сорбитной. Самое сильное влияние проявляется на сталях с мартенситной структурой.
При нанесении гальванического защитного покрытия на высокопрочную сталь, которая имеет высокие внутренние напряжения, есть риск возникновения трещин.
Влияние гальванических покрытий на свойства основного металла
Сопротивление усталости
После нанесения гальванического покрытия основной металл легче поддается воздействию усталостных напряжений (снижается сопротивление усталости металла). Хромовые гальванические покрытия оказывают на сталь наиболее сильное влияние (особенно на высокопрочные марки). Это обуславливается, в основном, наводороживанием стали, а также низкой пластичностью и прочностью хрома.
Наводороживание при нанесении гальванических покрытий.
Наиболее сильное наводороживание наблюдается при нанесении гальванического покрытия в цианистых электролитах. В кислых электролитах наводороживание немного меньше, но, все же, достаточно для того, чтоб негативно повлиять на качество основного металла.
При нанесении гальванического покрытия большое влияние на степень наводороживания стали оказывают: структура и природа покрытия, состав электролита и плотность тока.
Для того, чтоб правильно оценить изменение механических свойств стали, необходимо учитывать влияние на нее не только водорода, но и самого покрытия, т.к. иногда защитное покрытие оказывает меньшее влияние, чем продиффундировавший в поверхностные слои водород. Например, чем дольше длиться процесс хромирования, тем сильнее уменьшается пластичность стали и увеличивается наводороживание.Если оценивать изменение пластичности стали при хромировании, взяв за основу испытания образцов с хромовым покрытием на изгиб, то окажется, что с увеличением продолжительности хромирования (а в результате и толщины защитного слоя) относительная хрупкость уменьшается. Из этого следует, что для того, чтоб оценить степень охрупчивания стали после нанесения гальванического покрытия, метод испытания образцов на изгиб можно применять только для мягких эластичных покрытий. Т.к.
в случае твердого защитного слоя (как хромовое покрытие), метод может не дать правдивых результатов о степени наводороживания стали.
Основное влияние на наводороживание стали при нанесении гальванического покрытия оказывает концентрация адсорбированных атомов водорода, поэтому важным параметром для определения степени наводороживания можно считать и время до начала растрескивания стали.
Итак, для того, чтоб определить степень наводороживания стали при нанесении гальванического покрытия можно использовать:
- пластичность на изгибе плоских образцов из стали мартенситной структуры с уже нанесенным гальваническим покрытием (желательно использовать данный метод для цинковых, кадмиевых покрытий, т.е. мягких);
- пластичность стали с гальваническим покрытием;
- отрезок времени до начала разрушения стали при нанесении гальванического покрытия.
Наводороживание при цинковании.
Цинкование стали может проводиться в цианистых, кислых и некоторых других электролитах.
Если процесс нанесения цинкового покрытия проводить при рН 4 в сернокислом электролите, который не содержит никаких поверхностно-активных веществ (ік при этом равен 1А/дм2), то наводороживание стали протекает очень медленно.
При введении ПАВ (например, сернокислого алюминия или декстрина) наводороживание значительно возрастает. То же наблюдается и при повышении плотности тока.
При гальваническом цинковании стали У8А в подогретый электролит добавляют 10г/л декстрина. Это уменьшает наводороживание.Если процесс нанесения гальванического покрытия проводить в цианистых электролитах, то будет наблюдаться достаточно сильное наводороживание стали и, соответственно, уменьшение ее пластичности. Высокопрочные стали в данном электролите более подвержены водородному растрескиванию.
При цинковании напряженной стали 40ХГСН2А при разных плотностях тока в хлористоаммонийном электролите водородное растрескивание не наблюдается.
Наводороживание при хромировании.
При гальваническом нанесении хромового защитного слоя наблюдается как наводороживание стали, так и самого покрытия, поэтому для удовлетворительного конечного результата процесса хромирования очень важно правильно подобрать режимы.
Большое влияние на количество проникшего в сталь водорода оказывает температура электролита. При повышенной температуре (около 75°С) водород легче проникает в поверхностные слои стали. В зависимости от природы стали количество продиффундировавшего водорода может увеличиться в 6 – 10 раз.
Это связано с возрастанием диффузии водорода при повышении температуры и способностью хрома его удерживать. Молочный хром в 1 грамме может содержать около 1,7 – 2,5 см3 водорода, а блестящий – 5,5 – 6,5 см3.
Кроме температуры электролита хромирования на наводороживание стали большое влияние оказывает и состав раствора (в совокупности с режимами электролиза).
При ік = 90А/дм2 увеличение содержания H2SO4 с 2,5 до 7,5г/л оказывает значительное влияние на проникновение водорода в сталь при температуре электролита около 75°С (снижается диффузия), а при понижении температуры до 55°С особого влияния не наблюдается.
При гальваническом нанесении хромового покрытия несколько меняются характеристики основного металла. Происходит уменьшение пластичности стали.
Особенно хорошо это наблюдается в первые 10 минут процесса (увеличивается наводороживание и уменьшается пластичность).
О интенсивности наводороживания можно судить по количеству пузырьков водорода, которые появляются на поверхности стали в процессе электролиза. Ближе к середине и к концу процесса хромирования наводороживание стали снижается.
Наводороживание при травлении.
Чем дольше длится процесс травления, тем сильнее происходит наводороживание металла, соответственно, уменьшается пластичность стали. В начале процесса травления скорость наводороживания зачастую максимальна, далее она постепенно уменьшается.Большое влияние при травлении оказывают также природа и концентрация кислоты. Например, в растворе соляной кислоты наводороживание стали меньше, чем в H2SO4.
В то же время, с увеличением концентрации соляной кислоты наводороживание уменьшается, а в H2SO4 – увеличивается.
Для уменьшения степени наводороживания сталей при травлении, в травильную ванну дополнительно вводятся ингибиторы коррозии.
Не все вещества данного типа уменьшают одновременно степень растворения металла в кислоте и наводороживание.
Например, тиомочевина в растворе H2SO4 очень хорошо себя проявляет при защите металла от коррозии, но усиливает наводороживание. А диэтиланилин тормозит процесс наводороживания и выступает слабым ингибитором коррозии.
При покрытии стали цинком широкое применение находят сульфатные, хлоридные, борфторидные, цианистые, цинкатные, аммонийные и другие электролиты.
Коррозия подземных трубопроводов и защита от нее

Коррозия подземных трубопроводов является одной из основных причин их разгерметизации вследствие образования каверн, трещин и разрывов.
Коррозия металлов, т.е. их окисление – это переход атомов металла из свободного состояния в химически связанное, ионное. При этом атомы металла теряют свои электроны, а окислители их принимают.
Рис 2.1
На подземном трубопроводе за счет неоднородности металла трубы и гетерогенности грунта (как по физическим свойствам, таки по химическому составу) возникают участки с различным электродным потенциалом, что обуславливает образование гальванических коррозионных элементов (рис.2.1 и 2.2).
Важнейшими видами коррозии являются: поверхностная (сплошная по всей поверхности), местная в виде раковин, язвенная (питтинговая), щелевая, межкристаллитная и усталостное коррозионное растрескивание. Два последних вида коррозии представляют наибольшую опасность для подземных трубопроводов.
Поверхностная коррозия лишь в редких случаях приводит к повреждениям, тогда как по причине язвенной коррозии происходит наибольшее число повреждений
Коррозионная ситуация, в которой находится металлический трубопровод в грунте, зависит от большого количества факторов, связанных с грунтовыми и климатическими условиями, особенностями трассы, условиями эксплуатации. К таким факторам относятся:
- влажность грунта,
- химический состав грунта,
- кислотность грунтового электролита,
- структура грунта,
- температура транспортируемого газа
Рис. 2.2
Наиболее сильным отрицательным проявлением блуждающих токов в земле, вызываемое электрифицированным рельсовым транспортом постоянного тока, является электрокоррозионное разрушение трубопроводов. Иллюстрация возникновения блуждающих токов и влияния их на трубопровод приведена на рисунке 2.3.
| Рис. 2.3 Схема возникновения блуждающих токов на железной дороге с электрической тягой на постоянном токе.1 — тяговая подстанция, 2 — нагрузка, 3 — контактная сеть, 4 — ходовая рельсовая сеть,5 – трубопровод Iкс — ток в контактной сети, Iрс — ток в ходовой рельсовой сети, Iн — натекающий ток на трубопровод, Iс — стекающий ток с трубопровода. |
Интенсивность блуждающих токов и их влияние на подземные трубопроводы зависит от таких факторов, как:
- переходное сопротивление рельс-земля;
- продольное сопротивление ходовых рельсов;
- количество поездов на перегоне;
- расстояние между тяговыми подстанциями;
- потребление тока электропоездами;
- число и сечение отсасывающих линий;
- удельное электрическое сопротивление грунта;
- расстояние и расположение трубопровода относительно пути;
- переходное и продольное сопротивление трубопровода.
Следует отметить, что блуждающие токи в катодных зонах оказывают защитное воздействие на сооружение, поэтому в таких местах катодная защита трубопровода может быть осуществлена без больших капитальных затрат.
Методы защиты подземных металлических трубопроводов от коррозии подразделяются на пассивные и активные
Пассивный метод защиты от коррозии предполагает создание непроницаемого барьера между металлом трубопровода и окружающим его грунтом. Это достигается нанесением на трубу специальных защитных покрытий (битум, каменноугольный пек, полимерные ленты, эпоксидные смолы и пр).
На практике не удается добиться полной оплошности изоляционного покрытия. Различные виды покрытия имеют различную диффузионную проницаемость и поэтому обеспечивают различную изоляцию трубы от окружающей среды.
В процессе строительства и эксплуатации в изоляционном покрытии возникают трещины, задиры, вмятины и другие дефекты.
Наиболее опасными являются сквозные повреждения защитного покрытия, где, практически, и протекает грунтовая коррозия.Так как пассивным методом не удается осуществить полную защиту трубопровода от коррозии, одновременно применяется активная защита, связанная с управлением электрохимическими процессами, протекающими на границе металла трубы и грунтового электролита. Такая защита носит название комплексной защиты.
Активный метод защиты от коррозии осуществляется путем катодной поляризации и основан на снижении скорости растворения металла по мере смещения его потенциала коррозии в область более отрицательных значений, чем естественный потенциал.
В 1928 году Роберт Кун опытным путем установил, что величина потенциала катодной защиты стали составляет минус 0,85 Вольт относительно медносульфатного электрода сравнения. Так как естественный потенциал стали в грунте примерно равен -0,55…-0,6 Вольта, то для осуществления катодной защиты необходимо сместить потенциал коррозии на 0,25…0,30 Вольта в отрицательную сторону.
Прилагая между поверхностью металла трубы и грунтом электрический ток, необходимо достигнуть снижения потенциала в дефектных местах изоляции трубы до значения ниже критерия защитного потенциала, равного — 0,85 В. В результате этого скорость коррозии снимется до 10 мкм в год, утрачивая при этом практическое значение.
Катодную защиту трубопроводов можно осуществить двумя методами:
- применением магниевых жертвенных анодов-протекторов (гальванический метод);
- применением внешних источников постоянного тока, минус которых соединяется с трубой, а плюс — с анодным заземлением (электрический метод).
В основу гальванического метода положен тот факт, что различные металлы в электролите имеют различные электродные потенциалы.
Если образовать гальванопару из двух металлов и поместить их в электролит, то металл с более отрицательным потенциалом станет анодом и будет разрушаться, защищая, тем самым, металл с менее отрицательным потенциалом (рис.2.4а).
| Рис. 2. 4. Принцип катодной защитыа) с помощью гальванических жертвенных анодов,б) с помощью поляризации от источника постоянного тока.1 — заложенный в грунт трубопровод, 2 — гальванический жертвенный анод, 3 — источник постоянного тока,4 — малорастворимый анод. |
На практике в качестве жертвенных гальванических анодов используются протекторы из магниевых, алюминиевых и цинковых сплавов.
Применение катодной защиты с помощью протекторов эффективно только в низкоомных грунтах (до 50 Ом-м). В высокоомных грунтах такой метод необходимой защищенности не обеспечивает.
Катодная защита внешними источниками тока более сложная и трудоемкая, но она мало зависит от удельного сопротивления грунта и имеет неограниченный энергетический ресурс (рис.2.4б).
В качестве источников постоянного тока, как правило, используются преобразователи различной конструкции, питающиеся от сети переменного тока. Преобразователи позволяют регулировать защитный ток в широких пределах, обеспечивая защиту трубопровода в любых условиях.
В качестве источников питания установок катодной защиты используются воздушные линии 0,4; 6; 10 кВ, а также автономные источники: дизельгенераторы, термогенераторы, газогенераторы и другие.
Защитный ток, накладываемый на трубопровод от преобразователя и создающий разность потенциалов «труба-земля», распределяется неравномерно по длине трубопровода. Поэтому максимальное по абсолютной величине значение этой разности находится в точке подключения источника тока (точке дренажа).
По мере удаления от этой точки разность потенциалов «труба-земля» уменьшается. Чрезмерное завышение разности потенциалов отрицательно влияет на адгезию покрытия и может вызвать наводораживание металла трубы, что может стать причиной водородного растрескивания.
Снижение разности потенциалов не обеспечивает защиту от коррозии и, в определенном диапазоне, может способствовать коррозионному растрескиванию под напряжением.
Анодная защита является одним из методов борьбы с коррозией металлов в агрессивных химических средах. Она основана на переводе металла из активного состояния в пассивное и поддержании этого состояния при помощи внешнего анодного тока. Катодная защита высоколегированных сталей в сильных кислотах невозможна.В противоположность катодной защите при анодной защите имеются только узко ограниченные области защитных потенциалов, в которых возможна защита от коррозии.
Бесплатная консультация Если вам требуется консультация специалиста, мы вам поможем!
Гальваническое покрытие

Нанесение гальванических покрытий – один из наиболее распространенных способов защиты металлов от коррозии. Качество гальванического покрытия очень сильно влияет на качество готовых изделий, их долговечность и эксплуатационные характеристики.
Гальванические покрытия нашли широкое применение во многих отраслях народного хозяйства не только как хорошее средство при защите металлов от коррозии. Гальванически нанесенный слой металла может значительно повысить износостойкость основного изделия, его электропроводность и многие другие важные показатели.
Получают гальванические покрытия путем выделения металла из раствора его солей под действием электрического тока. При этом в качестве анода выступает вспомогательный электрод, который подключается к положительному полюсу источника тока. Катод – это сама деталь, на которую наносится гальваническое покрытие.
Влияние гальванических покрытий на свойства стали. Часть 2
При покрытии стали цинком широкое применение находят сульфатные, хлоридные, борфторидные, цианистые, цинкатные, аммонийные и другие электролиты.
При покрытии стали цинком в сернокислом электролите, содержавшем в своем составе сульфат цинка, сульфат натрия и борную кислоту при pH = 4 и плотности тока 1А/Дм2 происходит лишь небольшое наводораживание стали (см. «Процесс цинкования»).
Введение в электролит поверхностно-активных веществ (декстрина, сульфата алюминия) увеличивает наводораживание, причем введение декстрина вызывает большее наводораживание, чем сульфата алюминия. Объяснить это можно тем, что введение ПАВ уменьшает выход по току, тем самым способствуя интенсивному выделению на катоде водорода, т.е., наводораживание поверхности.
При повышении плотности тока при покрытии стали цинком наводораживание возрастает, а повышение температуры электролита с добавкой декстрина уменьшает наводораживание стали.
При покрытии стали цинком в цианистом электролите происходит сильное наводораживание и связанное с этим уменьшение пластичности стали. Высокопрочные стали обнаруживают при этом высокую склонность к водородному растрескиванию.
При покрытии стали цинком в хлораммонийном электролите при различных плотностях тока (от 0,5 до 1,5 А/дм2) водородного растрескивания у стали 40ХГСН2А не наблюдается. Однако, добавление в электролит добавки роданистого аммония при pH = 7 вызывает значительное наводораживание стали.