Оборудование сварочного поста электросварщика
Сварка нержавейки полуавтоматом в среде углекислого газа
Процесс сварки нержавейки полуавтоматом в среде углекислого газа является непростым делом даже для опытных сварщиков.
В силу особенных свойств нержавеющей стали, ее обработка отличается спецификой и требует тщательной подготовки, правильного выбора рабочего режима и расходных материалов.
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Особые свойства нержавейки, о которых нужно знать сварщику
По физическим и химическим свойствам нержавейка считается сложным для сварки материалом. Поэтому, при сварке необходимо учитывать следующие параметры.
Низкая теплопроводность нержавеющей стали. По сравнению с другими видами низкоуглеродистой стали, теплопроводность нержавейки ниже в 2 раза.
Этот фактор может способствовать концентрации теплоты и более мощному проплавлению металла. При этом антикоррозионные свойства металла ухудшаются.
Чтобы избежать нежелательных эффектов, сварщики прибегают к уменьшению силы тока на 20 % и дополнительному охлаждению шва.
Невысокий уровень температуры плавления.
Соблюдение правильного термического режима — это единственный способ избежать потери антикоррозийного качества стали.
Межкристаллитная коррозия появляется как результат образования карбидного соединения железа и хрома. Это происходит, если температура сварки превышает 500 °С.
Впоследствии карбиды провоцируют растрескивание, которое и приводит к коррозии.
Чтобы предотвратить явление, сварщики прибегают к охлаждению свариваемого металла. Для этого применяют разные способы, в том числе и воду.
:
Склонность к тепловому расширению. Вследствие высокого уровня линейного расширения возникает литейная усадка.Что в свою очередь запускает процесс деформации металла и провоцирует появление трещин между деталями сварки. Избежать этого можно, если оставить между ними зазор на расширение.
Высокий показатель электрического сопротивления может стать причиной интенсивного нагрева электродов, сделанных из стали высоколегированного типа.
Поэтому длина электродов со стержнями из хрома и никеля обычно не превышает 350 мм.
Как и чем варят нержавейку?
Существуют различные способы варки нержавеющей стали. Каждый из них отличается не только технологически, но и качеством полученного результата.
К примеру, для сварки без применения газа используется специальная порошковая проволока, обеспечивающая ровный и красивый шов. Но со временем такой шов может поржаветь.
Чтобы этого не случилось, необходимо использовать сварочный полуавтомат, также проволока для варки нержавейки должна быть из стали, а в сварную ванну нужно подать углекислоту.
https://www.youtube.com/watch?v=H5vayq5T6VM
Кроме того, обеспечить качественный результат сварка нержавейки полуавтоматом может только при условии использования защитного газового слоя, лучше всего углекислого.
:
Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты.
При использовании газа применяется специальная нержавеющая проволока, улучшающая не только внешний вид, но и качество свариваемой детали.
Технологические нюансы сварки
Функциональные возможности полуавтоматов отличается механизированной подачей проволоки в зону сварки, без чего осуществить рабочий процесс в среде аргона было бы затруднительно.
Конструкция полуавтомата позволяет обеспечивать сразу несколько функций: охлаждение горелки, высокое качество сварки в среде аргона, скорость подачи присадочной проволоки, а также возможность сварки в труднодоступных местах.
Напряжение в области шва снимается при восстановлении хрома. Для этого шов нужно нагреть до 760°С.
Как подготовить металл к сварке?
Прежде чем приступить к сварке нержавеющего металла, поверхность кромки деталей нужно подготовить. Этот момент особенно важен для получения качественного шва и общего результата.
Подготовительные работы предусматривают:
- Механическую зачистку поверхности нержавейки металлической щеткой и обработку специальными средствами-растворителями для удаления жира и предотвращения пор. Подходит ацетон, авиационный бензин или уайт-спирит;
- Прогрев заготовки до 100°С для удаления влаги из сварочной зоны.
Техническая схема сварки нержавейки
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод обработки металла с применением газа позволяет максимально сохранить естественную структуру и свойства стали.
Немаловажно, что специальная проволока из никелевого сплава, которая применяется для сварки, под воздействием газа сгорает интенсивнее, чем улучшает характеристики шва.
:
Если же применяется обычная сварочная проволока,то качество работы может быть хуже.
Существует несколько методов современной варки нержавеющих металлов:
- метод короткой дуги применяют для соединения тонких листов металла;
- метод струйного переноса актуален, когда необходимо соединить толстые изделия из металла;
- сварка импульсного характера считается самой распространенной, поскольку при высокой производительности позволяет экономить ресурсы.
Общая схема сварочных работ выглядит так.
Горелка — важный узел сварочного полуавтомата, обеспечивающий подачу проволоки и защитного газа.
Корпус горелки наклоняют слегка назад, так чтобы проволока была расположена под противоположным углом к ходу шва, обеспечивая его обзор.
Сопло горелки располагают на расстоянии не более 12 мм от шва. Ток поступает через токопровод в наконечник внутри сопла, к нему же присоединяется сварочная проволока.
:
Присадочная проволока должна иметь более высокую степень легирования, чем металл, из которого сделана свариваемая деталь.
Воздействие на металл происходит посредством сварочной дуги. Высокие температуры расплавляют металл и образуют так называемую сварочную ванну.
Далее электродный металл подается в сварочную ванну в виде капель, а защита из аргона распространяется вокруг сварочной ванны и шва.
Технические особенности сварки нержавейки в углекислой среде
Сварка нержавейки полуавтоматом, осуществляемая в среде углекислого газа, должна соответствовать таким требованиям:
- Обеспечение обратной полярности;
- Соблюдение угла наклона электрода. Если проволока будет иметь наклон вперед, глубина провара изменится в меньшую сторону, а шов станет шире. Этот вариант актуален только для тонких металлов;
- Величина допустимого вылета проволоки — максимум 12 мм;
- Расход газа нужно контролировать. Недопустимо, чтобы рабочий расход составлял меньше 6 куб. м/мин, но не более 12 куб.м /мин. В противном случае качество сварочного результата может заметно ухудшиться;
- Использование осушителя — важный технологический момент сварки. Дело в том, что баллон с газовой смесью содержит воду, которая в процессе сварки соединяется с продуктами контакта углекислоты и металлов высоких температур. В результате образуется кислота, способная разрушать углерод в составе стали и таким образом влиять на прочность шва. В качестве осушителя применяют медный купорос, прогретый в течение 20 минут при температуре 200 °С. На 4 баллона расходуется примерно 100 г осушителя;
- Для обеспечения защиты от брызг расплавленного металла лучше применять водный раствор мела;
- Чтобы получить приемлемое качество шва, сварку в среде аргона ведут плавно, без колебательных движений;
- Нельзя, чтобы сварка начиналась или заканчивалась по краю детали. Чтобы избежать появления водородных трещин, необходимо отступить от края хотя бы 5 см.
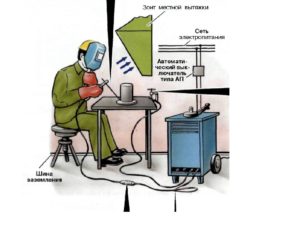
Сварочный пост для ручной дуговой сварки
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами.
Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.
Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным.
Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией.
Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост
По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления.
Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см.
Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
- Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
- Механизированная сварка или резка металлов – это дополнительный агрегат для подачи расходника или режущего инструмента.
- Использование трехфазного напряжения – это установка контактора необходимой величины.
- Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение – стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Поделись с друзьями
Организация рабочего места сварщика

Рабочее место сварщика – закрепленный участок, за который отвечает специалист или вся бригада. Это местность на площади территории, расположенной на производстве. Она должна быть оснащена необходимыми инструментами и техникой, которые необходимы для осуществления технологического процесса.
Здесь все должно соответствовать технике безопасности. Организация рабочего места сварщика предполагает подготовку всех необходимых для работы вещей, а также уборку всех лишних, которые могут мешать во время проведения процедур и быть опасными.
Также организация зависит от размеров и типа свариваемой конструкции.
Рабочее место сварщика
Выделяют стационарные и нестационарные рабочие места. При работе на нестационарных проводится, как правило, сварка мелких деталей, которые умещаются на столе. Они могут подаваться и убираться с места слесарями или самим сварщиком, тогда как специалист преимущественно должен находиться в кабине.
Сварочный трансформатор в таком случае стоит в отдельной комнате. В нестационарных местах свариваются изделия больших размеров, которые лежат неподвижно. В данном случае сварщику приходится перемещаться по всему периметру.
Это предполагает, что при подготовке места следует создать такие условия, где ничего бы не мешало этому.
Планировка рабочего места сварщика должна обеспечивать беспрепятственный доступ к заготовкам, а также безопасные условия труда, когда рядом нет легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны, если используется газовая сварка, находятся недостаточно удалении от открытого пламени.
Также в удобном доступе должны располагаться расходные материалы, такие как электроды, проволока, флюс и прочее, для того чтоб модно было их легко сменить для продолжение работы. Должна соблюдаться инструкция по охране труда, как в индивидуальном, так и в общем плане.
Заготовки должны располагаться на своих местах, уже подготовленные к свариванию.
От того, насколько правильно пройдет организация рабочего места сварщика ручной дуговой сварки, зависит эффективность и безопасность труда.
Сюда также можно отнести факторы правильного размещения самого места и оборудования, различных приспособлений и инструментов, которые могут понадобиться во время работы.
Подготовка рабочего места сварщика к работе предполагает следование следующим важным элементам, которые определяют качество и производительность труда:
- Следует своевременно получить задание;
- Убедиться в наличии требуемого оборудования, а также в его работоспособности и правильном размещении;
- Своевременное получение таких материалов, как сварочные электроды, флюс и прочее;
- Высокое качество материалов и надежность оборудование;
- Проведение контроля сварочных соединений;
- Поддержание порядка на месте работы.
Организация рабочего места сварщика, для каждого определенного случая должна тщательно прорабатываться и продумываться, ведь от этого зависит не только эффективность работы, но и ее безопасность.
Схемы и виды рабочих мест
Сварочное место сварщика может быть стационарным или мобильным. Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника.
На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами.
Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции.
Однопостовое рабочее место для сварщика
Передвижное нестационарное место может служить как для газовой, так и для электрической сварки. При использовании трансформатора он может находиться как внутри здания, так и снаружи. При газовой сварке все является полностью мобильным.
Вентиляция на рабочем месте
Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим.
Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека.
Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.
Вентиляция на рабочем месте сварщикаВентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем.
Требования и особенности
Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86.
Планировка сварочной кабины
Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя.
Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов.
Если имеется выдвижной ящик, то там можно хранить документы и инструменты.
«Важно!
Под ногами работника должен иметься резиновый коврик.»
Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства. Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
«Важно!
Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.»
Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным.
«Важно!
Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.»
Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности.
«Важно!
Изделия должны производиться из токонепроводящих материалов.»
Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла.
«Важно!
Одежда должна закрывать с запасом все части тела, не оставляя голых мест.»
Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям.
Сварочный пост: как организовать, виды, правила сборки и запуска, особенности

Обучение сварочному делу включает в себя разбор того, что такое сварочный пост. Этот термин не имеет четкой формулировки. По сути, это – основа рабочего процесса сварки.
Это – место, где будет проходить сварочная работа. Однако сварочный пост – не просто точка в пространстве, где сварщик варит металл.
По сути, этот термин применяется для определения небольшой рабочей зоны, оборудованной необходимым для сваривания металлов. Это сварочная аппаратура и прочие необходимые для безопасной деятельности элементы.
Чаще всего в состав сварочного поста сходит аппарат для сварки, комплектующие к нему (электроды, кабели, горелки, баллоны с газами при необходимости), а также прочие инструменты, которые могут пригодиться во время работы.
Иногда он оснащен даже запасными защитными личными элементами, вроде масок, очков, перчаток.
Но все это – поверхностные данные. Эта статья даст более подробную информацию о том, что такое сварочный пост, какими они бывают и что в них входит.
Виды
Общая классификация разделяет их на два вида: стационарный и передвижной. Разница между этими типами в расположении. А точнее, в мобильности.
Стационарные версии всегда расположены на одном месте, в цеху предприятия. Рабочая поверхность стационарного типа часто ограничена небольшими размерами, поэтому их применяют для обработки мелкогабаритных деталей.
Передвижной вариант может располагаться в цеху либо другом месте. Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.
Сам передвижной пост представляет собой оснащенный колесиками каркас или тележку, в которые вмонтировано или вставлено сварочное оборудование.Однако оба типа постов стоит рассмотреть детальнее.
Стационарный тип
В основе имеет минимальную площадь 2х3 метра. Эта зона огораживается специальными защитными ширмами и экранами так, что получается кабина без крыши. Высота этой конструкции должна быть не меньше двух метров.
Стены кабины должны быть созданы из безопасных, негорючих и неплавких материалов. Каркас коробки создается из металлов высокого плавления, стены — из безопасных полимерных соединений.
Дополнительно внутренняя сторона кабины покрывается огнеупорными веществами.
Помимо сварочной аппаратуры, стационарный пост оснащен сварочным столом. Размер этого элемента зависит от характера производимой работы. Есть два типа столов, которые различаются по положению сварщика во время работы.
Это могут быть столы для сварки в сидячем положении, либо для сварки стоя. Первый тип столов имеет высоту не выше 70 см, и не ниже 60 см. Второй имеет нижний рубеж в 85 сантиметров.
Вне зависимости от типа стола, его рабочая поверхность должна быть как минимум сто на сто сантиметров.
Также стоит проверить наличие и мощность вентиляции на сварочном посту. Вентиляция может быть естественной. Однако при сварочных работах предпочтительно организовывать принудительную, поскольку естественная может не справиться с задачей.
Помимо качественного вентилирования кабины, она должна быть оснащена местным отсосом, способным быстро удалять с рабочего места стружку, пыль и подобные мелкие отходы производства.
Передвижной тип
Второй тип сварочных постов отличается мобильностью и немного другими требованиями к постановке. Организовать передвижную версию сварочного рабочего места несколько проще, нежели стационарную.
Поскольку зачастую он располагается на открытом пространстве, то не требует проведения принудительной вентиляции либо соблюдения минимальной рабочей зоны.
Однако, в работе с передвижным постом есть свои нюансы.
В первую очередь место, где будет проводиться сварка, должно быть оснащено навесом. Это необходимо для защиты сварщика от влияния осадков или солнечных лучей.
Сам пост, будь то каркас или тележка, должен иметь рабочие, надежные колеса. Это позволит перемещать оборудование с большим весом.Его конструкция должна быть оснащена нишами и отсеками, в которых будут храниться дополнительные элементы и необходимая документация. Модели для газовых обработок металлов должны быть оснащены отсеками для баллонов.
Правила сборки и работы
В работе с любой моделью сварочного поста есть определенные правила, которые разделены на общие и индивидуальные.
Общие
В основе требований к сварочным постам лежат правила техники безопасности и личное удобство работника.
В первую очередь, любой тип должен иметь заземление. Для соблюдения этого правила, они размещаются на основании, созданном из бетона либо кирпича. Пол должен быть оснащен резиновым ковриком.
Стационарные варианты должны быть оснащены надежным вентилированием. Комплектующие столы должны быть стальными либо чугунными и быть не тоньше 2 см.
В случае, если работа будет проводиться в сидячем положении, должно быть предоставлено специальное кресло. Оно должно иметь эргономичную форму и защиту от воздействия электричества.
Также рабочее место должно быть правильно освещено. Если естественный свет отсутствует, либо его недостаточно, над кабиной располагаются лампы. Их свет не должен быть слишком ярким.
Каждый пост оснащается электрическим выключателем.
Индивидуальные
Индивидуальные правила организации постов зависят от типа применяемой сварки: РДС или полуавтомат.
Сваривание металлов с применением переменного тока требует наличия осциллятора. Работа по резке металлов требует наличия места для расположения необходимых инструментов.
При работе с трехфазным напряжением должен использоваться контактор. Обработка деталей с помощью газов требует наличия места для расположения газовых баллонов.
Заключение
Собирая сварочный пост нужно соблюсти все правила. Чтобы безопасно провести работу, мало взять аппарат для сварки, пару электродов к нему, и деталь.
Нужно позаботиться о безопасности и удобстве. Как сварщика, так и других работников.
Вентиляция сварочной зоны – важный момент безопасной работы. Качественное вентилирование защищает здоровье работников и снижает вероятность возникновения аварийных ситуаций.
Что такое сварочный пост и из чего он состоит, виды сварочных постов
sh: 1: —format=html: not found
Что такое сварочный пост и из чего он состоит, виды сварочных постов
Рабочее место сварщика называется сварочный пост, который может быть передвижного и стационарного типа.
Рабочий пост организован, таким образом, чтобы сварщик мог без труда выполнять свою работу. Здесь находятся все необходимые инструменты для сварки: сварочный аппарат, держатель электродов, кабеля для сварки и т. д.
Стационарный пост сварщика — это брезентовая кабинка, размерами 2х2,5х2 м. Для её изготовления могут применяться, как брезент, так и другие, «лёгкие», но негорючие строительные материалы, например, тонкая сталь.
Передвижной пост сварщика — оборудуется прямо на рабочем месте. Как и стационарный пост, передвижной, также, имеет все необходимые инструменты, которые будут нужны для сварки в полевых условиях.
Что такое сварочный пост и из чего он состоит
Сварочный пост — это специально отведённое место сварщику, где он может выполнять работы, связанные со сваркой металлических изделий. Различается несколько видов сварочных постов, о них будет рассказано несколько ниже, в этой статье сайта mmasvarka.ru про сварку.
Место сварщика или сварочный пост имеет все необходимые инструменты и приспособления. Площадь стационарного сварочного поста должна быть не менее 6 кв. м. Рабочее место сварщика должно быть удобным, пожаробезопасным и иметь хорошую вытяжную вентиляцию.
Кроме того, в сварочный пост входят:
- Столешница (рабочий стол сварщика) поворотного или же неповоротного типа;
- Стул;
- Источник сварки (сварочный аппарат переменного и постоянного тока или другие источники возникновения дуги);
- Электрододержатель;
- Кабеля для сварки.
Из инструментов и оборудования, на сварочном посту обязательно должна быть маска для сварки, молоток для отбития шлака.
Требования к сварочному посту
Стационарный сварочный пост, в отличие от передвижного поста, имеет гораздо больше требований по организации.
Так, например, стационарный пост сварщика должен иметь:
- Достаточный воздухообмен, но не менее 40 м³/час, а также хорошее освещение;
- Общую площадь не менее 3 м², при этом высота потолка сварочного поста должна быть более 2 метров;
- Негорючие материалы изготовления и стальной каркас;
- Прочный металлический или чугунный стол для сварки, толщиной не менее 2 см;
- Наличие заземления и резинового коврика под ногами сварщика.
Передвижной пост для сварки организовывают прямо на рабочем месте, там, где нужно варить крупногабаритные металлоконструкции. Такой пост сварщика хоть и отличается многим от стационарного поста, однако он также имеет все необходимое для сварки, в том числе и защитное заземление.
Еще статьи про сварку:
- Термитный карандаш для сварки своими руками
- Сварка нержавейки с черным металлом
- Сварка чугуна в домашних условиях электродом и способы сварки
Сварочный пост передвижной: оборудование и требования пожарной безопасности

Сварщики-самоучки в большинстве случаев осуществляют сварные работы в домашних условиях в тех местах, которые более или менее приспособлены под такую работу.
Профессиональные мастера знают, насколько важно обеспечить максимально комфортные и безопасные условия работы, поэтому организовывают специальные сварные посты. Ведь особенности рабочего места во многом определяют, насколько безопасным будет использование сварочного оборудования для мастера на практике.
Что представляет собой сварочный пост и какие его разновидности?
Сварочным постом называют своеобразный кабинет сварщика со всем комплексом необходимого в его работе оборудования, инвентаря и расходных материалов для обеспечения бесперебойного выполнения сварных работ. То есть, это такое рабочее пространство сварщика, работать в котором максимально комфортно и безопасно.
Если все работы по обустройству сварочных постов выполнять с учетом требований охраны труда, это позволит обеспечить мастеру максимальный уровень безопасности при сварке. При этом и уровень пожаростойкости пространства будет максимальным. Но чтобы этого добиться, важно понимать специфику разных видов сварных постов.
Стационарный сварочный пост.
Исходя из вида оборудования, применяемого в работе, сварочные посты бывают:
- Газосварочными.
Рабочий кабинет для проведения газосварочных работ оборудуется с учетом того факта, что расплавление металла в процессе организации соединения кромок изделий в данном случае основано на применении тепловой энергии от горения газа в горелке. Поэтому пространство должно оснащаться максимально качественной вентиляционной системой, а отделку поверхностей нужно выполнять негорючими материалами. - Электросварочными.
Рабочее пространство электросварщика при работе с электрической сваркой не менее травмоопасно, но в данном случае важно удалить больше внимания обеспечению высокого уровня защиты человека от поражения электрическим током.
Стационарный пост для ручной сварки.
Исходя из возможностей, сварочные посты бывают:
- Стационарными.
Выглядят как кабина с открытым верхом, которая приподнята над уровнем напольного покрытия, располагаются в помещении и могут оснащаться двигающейся столешницей. - Передвижными.
Представляют собой мобильные конструкции, которые без особенных трудностей можно переместить в иное место для работы. Передвижные посты для сварщиков актуальны для выполнения сварки крупногабаритных конструкций в просторных цехах или непосредственно под открытым небом на строительной площадке.
В условиях стационарного сварочного поста удобно выполнять сварку деталей малого и среднего размера, а для крупных узлов и конструкций из металла оно не пригодно. Кабину изготавливают из металлопроката с цинкосодержащим покрытием, стойкого к высоким температурам и инфракрасному излучению.
Особенностью передвижного рабочего места является отсутствие необходимости в проведении специальных мероприятий и создании особых рабочих условий. Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра – при помощи ширм.
Актуальные при сварных работах инструменты помещают в специальные тумбы, а освещение пространства обеспечивается локальными источниками света.
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
При организации мобильного сварочного поста потребуются дополнительные приспособления, так как весь комплекс присутствующих в нем предметов, оборудования и инструментов должен быть подвижным.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Вне зависимости от вида сварочного поста, в работе потребуются негорючие материалы для устранения риска возникновения пожара: и для постоянного, и для временного использования сварки важно обеспечить мастера безопасными условиями труда.
Актуальные инструменты и материалы
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования.
Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.
Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2.
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста
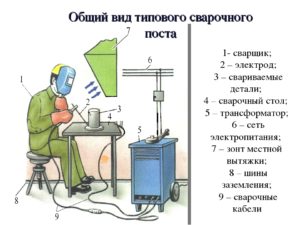
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Основные требования при обустройстве сварочных постов
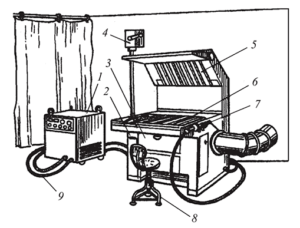
Переносной пост сварщика.
Вне зависимости от вида применяемого оборудования основные требования пожарной безопасности к организации рабочего места сварщика практически всегда одинаковы и преследуют единую цель – обеспечить мастера комфортными и безопасными условиями для проведения сварочных операций:
- оградите рабочее место сварщика экранами из несгораемых материалов, но не оборудуйте его закрытым верхом;
- сварка аппаратом в среде защитных газов должна осуществляется только, если обшивка кабины не доходит до пола на 30 см, а высота светозащитного экрана превышает 2 м;
- обшивку кабины и светозащитного экрана выполните из несгораемых материалов;
- площадь кабины не должна быть менее 4,5 м, иначе не хватит места для размещения сварного оборудования, сборочной единицы, приспособлений и систем хранения деталей;
- машину для плазменной резки обособьте сплошным ограждением из несгораемых материалов с высотой не менее 2,2 м.;
- размещать в одной кабине 2-х и более сварочных столов не стоит, но если это необходимо, их нужно разделить светозащитным экраном во избежание пожара.
Отдельно отметим особую роль вентиляционной системы при обустройстве рабочего места сварщика. Этот момент должен строго контролироваться со стороны мастера, так как напрямую влияет на уровень безопасности сварочного поста.
Специалисты советуют следующее:
- Стоит организовать вытяжную вентиляцию местного и общеобменного типа.
Местные отсосы предусматриваются к каждому агрегату и рабочему пространству, если имеет место выделение в воздух паров вредных веществ. - Вытяжки оборудуются фильтрами, очищающими воздух от сварочных аэрозолей и выбрасывающими его в цех или атмосферу.
- Подача приточного воздуха осуществляется рассредоточено при сварке в защитном газе или сосредоточено в верхнюю зону при выполнении сварки иными методами.
- Отделку стен предпочтительно выбрать матовой, дабы их поверхности не отражали сварочные блики при функционировании сварочного агрегата.
С той же целью полы следует сделать бетонными.
Если данные требования к параметрам сварочных постов и вентиляционной системе рабочего пространства мастера выполняются, сварщик может приступать к работе.
Конечно, в жизни могут произойти разные ситуации, но описанные меры предосторожности при проведении сборки металлоконструкций с помощью сварных аппаратов значительным образом снижают риски травматизации мастера и возникновения пожара от искры сварки.