Плазменная горелка своими руками
Плазменная горелка своими руками

В отличие от сварочного трансформатора, инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах.
Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез.
Универсальный аппарат для сварки
Лазерное оборудование очень дорогое, плазморез тоже стоит недешево. Плазменная резка и сварка металла небольшой толщины имеет прекрасные характеристики, недостижимые при использовании электросварки. При этом силовой блок у плазмореза и сварочного аппарата для электродуговой сварки во многом имеют одинаковые характеристики.
Возникает желание сэкономить, и при небольшой доработке использовать его и для плазменной резки. Оказалось, что это возможно, и можно встретить много способов переделки сварочных аппаратов, в том числе инверторных, в плазморезы.
Аппарат плазменной резки представляет собой тот же сварочный инвертор с осциллятором и плазмотроном, кабелем массы с зажимом и внешним или внутренним компрессором. Часто компрессор используется внешний и в комплект поставки не входит.Если у владельца сварочного инвертора имеется еще и компрессор, то можно получить самодельный плазморез, приобретя плазмотрон и сделав осциллятор. В итоге получится универсальный сварочный аппарат.
Принцип работы горелки
Работа аппарата плазменной сварки и резки (плазмореза) основана на использовании в качестве режущего или сваривающего инструмента плазмы, четвертого состояния вещества.
Для ее получения требуется высокая температура и газ под высоким давлением. При создании между анодом и катодом горелки электрической дуги в ней поддерживается температура в несколько тысяч градусов.
Образование плазмы
Если пропустить при таких условиях через дугу струю газа, то он ионизируется, расширится в объеме в несколько сотен раз и нагреется до температуры в 20-30 тысяч °C, превращаясь в плазму. Высокая температура почти мгновенно расплавляет любой металл.
В отличие от кумулятивного снаряда процесс образования плазмы в плазмотроне регулируемый.
Анод и катод в резаке плазмореза находятся на расстоянии нескольких миллиметров друг от друга. Осциллятор вырабатывает импульсный ток большой величины и частоты, пропускает его между анодом и катодом, что приводит к возникновению электрической дуги.
После этого через дугу пропускается газ, который ионизируется. Так как все происходит в замкнутой камере с одним выходным отверстием, то получившаяся плазма с огромной скоростью вырывается наружу.
На выходе горелки плазмореза она достигает температуры 30000 ° и плавит любой металл. Перед началом работ к заготовке с помощью мощного зажима подсоединяется провод массы.
Когда плазма достигает заготовки, то электрический ток начинает течь через кабель массы и плазма достигает максимальной мощности. Ток доходит до 200-250 А. Цепь анод – катод разрывается с помощью реле.
Резка
При пропадании основной дуги плазмореза, эта цепь опять включается, не давая исчезнуть плазме. Плазма играет роль электрода в электродуговой сварке, она проводит ток, а благодаря своим свойствам создает в области соприкосновения с металлом область с высокой температурой.
Площадь соприкосновения струи плазмы и металла маленькая, температура высокая, нагрев происходит очень быстро, поэтому практически отсутствуют напряжения и деформации заготовки.
Срез получается ровный, тонкий не требующий последующей обработки. Под напором сжатого воздуха, который используется в качестве рабочего тела плазмы, жидкий металл выдувается и получается рез высокого качества.При использовании инертных газов с помощью плазмореза можно проводить качественную сварку без вредного воздействия водорода.
Плазмотрон своими руками
При изготовлении плазмореза из сварочного инвертора своими руками самой сложной частью работ является производство качественной режущей головки (плазмотрона).
Инструменты и материалы
Если делать плазменный резак своими руками, то легче использовать в качестве рабочего тела воздух. Для изготовления понадобятся:
- рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;
- пусковая кнопка горелки плазмореза;
- изолирующая втулка;
- электрод горелки плазмореза;
- устройство завихрения воздушного потока;
- набор сопел различного диаметра для резки металлов различного вида и толщины;
- защитный наконечник от брызг жидкого металла;
- ограничительная пружина для поддержания одинакового зазора между соплом горелки плазмореза и разрезаемым металлом;
- насадки для снятия фасок.
Расходные материалы плазмореза в виде сопел, электрода стоит купить в магазине сварочного оборудования. Они в процессе резки и сварки выгорают, поэтому имеет смысл приобретать по несколько штук на каждый диаметр сопла.
Чем тоньше металл для резки, тем меньше должно быть отверстие сопла горелки плазмореза. Чем толще металл, тем больше отверстие сопла. Наиболее часто используется сопло с диаметром 3 мм, оно перекрывает большой диапазон толщин и видов металлов.
Сборка
Сопла горелки плазмореза прикрепляются прижимной гайкой. Непосредственно за ним располагается электрод и изолирующая втулка, которая не позволяет возникнуть дуге в ненужном месте устройства.
Затем расположен завихритель потока, который направляет его в нужную точку. Вся конструкция помещается во фторопластовый и металлический корпус. К выходу трубки на ручке горелки плазмореза приваривается патрубок для подсоединения воздушного шланга.
Электроды и кабель
Для плазмотрона требуется специальный электрод из тугоплавкого материала. Обычно их изготавливают из тория, бериллия, гафния и циркония. Их применяют из-за образования при нагреве тугоплавких окислов на поверхности электрода, что увеличивает длительность его работы.
При использовании в домашних условиях предпочтительней применение электродов из гафния и циркония. При резке металла они не вырабатывают токсичных веществ в отличие от тория и бериллия.
Кабель от инвертора и шланг от компрессора к горелке плазмореза нужно прокладывать в одной гофрированной трубе или шланге, что обеспечит охлаждение кабеля в случае его нагрева и удобство в работе.
Сечение медного провода нужно выбрать не менее 5-6 мм2. Зажим на конце провода должен обеспечивать надежный контакт с металлической деталью, в противном случае дуга с дежурной не перекинется на основную дугу.
Компрессор на выходе должен иметь редуктор для получения нормированного давления на плазмотроне.
Варианты прямого и косвенного действия
Конструкция горелки плазмореза довольно сложная, выполнить в домашних условиях даже при наличии различных станков и инструментов сложно без высокой квалификации работника.
Поэтому изготовление деталей плазмотрона нужно поручить специалистам, а еще лучше приобрести в магазине.
Выше была описана горелка плазмотрона прямого действия, она может резать только металлы.При простоте конструкции устройство требует очень точных настроек, в самодеятельном изготовлении практически не применяется.
Доработка инвертора
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.
Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Изготовление плазмореза своими руками из инвертора
Сборка плазмореза своими руками из инвертора является относительно несложным делом.
Плазморез можно использовать не только для резки различных деталей, но и для сварки.
Прежде чем собирать самодельный плазморез своими руками, следует заранее подготовить некоторые комплектующие, входящие в состав конструкции плазмореза. В конструкцию плазмореза входят следующие элементы:
- плазменный резак;
- источник электропитания, в роли которого может использоваться инвертор или трансформатор;
- компрессорное устройство для подачи потока воздуха и формирования потока плазмы;
- кабель-шланги для сборки всех компонентов в единый комплекс.
Принцип работы аппарата плазменной резки металла.
Самодельный плазморез можно использовать для проведения разнообразных технических операций не только на производстве, но и в домашнем хозяйстве.
Конструкция плазменного сварочного аппарата
Самодельный сварочный аппарат, в том числе аппарат для точечной сварки, состоит из следующих основных частей: источник сварочного тока, плазмотрон, компрессор или баллон с газом и система охлаждения.
Рисунок 1. Конструкция плазменного сварочного аппарата.
При использовании устройства открытого типа (наиболее распространенная конструкция) применяется также источник тока для образования вспомогательной дуги.
В качестве источника тока для сварочной дуги лучше всего использовать стандартный инвертор для электродуговой сварки небольшой мощности.
Такой инвертор обеспечивает подачу постоянного тока в сварочную зону, за счет чего зажигается основная дуга между соплом плазмотрона и свариваемой деталью.
Мощность инвертора может быть минимальной, так как мощность дуги значительно усиливается за счет потока плазмы (рис. 2).
Источник тока для вспомогательной дуги собирается самостоятельно. Он включает выпрямительный диодный мост, выходной трансформатор (дроссель) и балластовый (нагрузочный) резистор.
Рекомендуются следующие детали: диоды на ток 50 А и рабочее напряжение до 500 В; резистор мощностью до 5 кВт.
За счет балластового резистора напряжение на первичной обмотке трансформатора создается порядка 100 В при токе не более 20 А.Рисунок 2. Конструкция плазменного генератора.
Трансформатор подбирается так, чтобы на вторичной обмотке напряжение составило порядка 20 В.
Можно использовать любой трансформатор 110/24 В мощностью 1,6 кВт (например, типа ОСМ).
В качестве балластового сопротивления можно использовать любой нагревательный элемент или сборку из нескольких нагревателей.
Сборка вспомогательного источника производится в металлическом щитке. На дне щитка устанавливается трансформатор.
Если балласт выполняется из нагревателей, то их следует разместить отдельно в металлическом каркасе.
В щитке устанавливается контактная колодка, на которую выводятся концы вторичной обмотки трансформатора, и подключается кабель для подведения тока к плазмотрону.
Выбор источника газа и системы охлаждения
В качестве источника плазмообразующего газа, самодельный сварочный аппарат может использовать автомобильный компрессор для подачи сжатого воздуха мощностью до 50 л/мин. Если вместо газа используется водяной пар, то следует установить стандартный небольшой парогенератор. В этом случае следует использовать только дистиллированную воду.
Охлаждение анода плазмотрона может основываться на автомобильной стеклоочистительной системе. Если есть возможность, то лучше обеспечить охлаждение от водопроводной сети через резиновые шланги.
Как все выглядит?
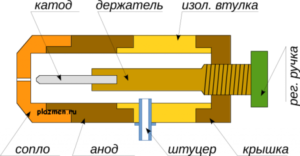
Плазмотрон состоит из двух основных блоков — анодного и катодного.
Анодный блок включает анод, выполненный в виде сопла, и корпус для крепления анода, в котором необходимо разместить охлаждающую рубашку (трубки, змеевик). На корпусе анода закрепляется винт для подведения электропитания.
Рисунок 3. Схема плазмотрона.
Катодный блок состоит из следующих основных частей: корпус блока, держатель катода, катод.
В качестве катода используется вольфрамовый сварочный электрод диаметром 4 мм, который совмещен с хвостовиком.
Верхняя часть хвостовика завершается регулировочным винтом с изолированной ручкой. Катод закрепляется в держателе катода. Держатель катода состоит из нескольких участков.
Нижний участок — заостренная трубка небольшого диаметра, выполняющая роль направляющей для катода.
Средний участок — втулка с внешней резьбой для крепления на корпусе и внутренним каналом для прохождения электрода. Верхний участок — трубка для крепления электрода.Ее внутренний диаметр соответствует диаметру хвостовой части катода. Держатель катода устанавливается внутри корпуса, который выполнен из полимерной трубы.
В корпусе катодного блока предусмотрено отверстие и соответствующий штуцер для подачи плазмообразующего газа.
В корпусе просверлено отверстие для прохождения провода (кабеля) (рис.3).
Изготовление анодного блока
Анод изготавливается как медный колпачок (в виде шляпы). Общая длина анода — 10-15 мм. Нижняя торцевая часть (бортик) имеет диаметр 20-25 мм и длину 3-4 мм.
Цилиндрическая часть — диаметром 15-20 мм. В центре анода на всю длину сверлится отверстие диаметром 1,8-2 мм.
На цилиндрической части анода нарезается резьба для закручивания его в корпус.
Схема анодного блока питания.
Корпус анодного блока желательно изготовить из бронзы, но можно и из стали, в виде двух цилиндров (труб), между которыми располагается охлаждающая рубашка.
Цилиндры свариваются (спаиваются) между собой. Наружный диаметр внешнего цилиндра рекомендуется 50-80 мм. Но размеры цилиндров могут быть любыми с учетом найденных труб.
Главное условие: корпус должен состоять из двух цилиндров, которые входят друг в друга, при этом внутренний диаметр должен быть равен диаметру цилиндрической части анода, а между цилиндрами должны располагаться трубки охлаждающего змеевика. Длина корпуса — 30-60 мм.
На цилиндре нарезается резьба с обоих торцов.
На нижнем торце резьба нарезается внутри и предназначена для крепления анода, на верхнем торце — внутри внешнего цилиндра для соединения с катодным блоком.
На наружном цилиндре изготавливается отверстие с резьбой для установки винта, обеспечивающего подключение кабеля.
Корпус катодного блока изготавливается из полимерной или текстолитовой трубы диаметром равным внутреннему диаметру внешнего цилиндра анодного блока.На нижнем торце трубы нарезается внешняя резьба для соединения с корпусом анодного блока. Внутри корпуса нарезается резьба для ввинчивания держателя катода.
Длина корпуса 7-10 см.
Держатель катода изготавливается из бронзы или стали и имеет разный диаметр на разных участках. Нижний участок, длиной в 15-20 мм, выполняется в виде заостренной трубки диаметром в 8-10 мм и внутренним диаметром в 5-5,5 мм.
Схема катодного блока питания.
Средний участок, длиной в 20-25 мм, имеет диаметр равный внутреннему диаметру корпуса катодного блока. На этом участке нарезается резьба для крепления на корпусе.
Диаметр внутреннего канала должен быть не менее 5 мм. Верхний участок, длиной в 30-40 мм, имеет диаметр 10-15 мм. Внутренний диаметр этого участка 6-7 мм.
На верхнем участке держателя нарезается внутренняя резьба для крепления электрода. Снаружи в верхней части нарезается резьба на длине 20-25 мм для установки стопорной гайки.
Такой держатель лучше всего изготовить на токарном станке.
Катод изготавливается из стандартного вольфрамового сварочного электрода диаметром 4 мм. Его конец заостряется.
Вольфрамовый стержень длиной в 40-50 мм прочно соединяется с хвостовиком катода, на котором нарезается резьба для крепления на верхнем участке держателя катода. Длина хвостовика 40-60 мм, диаметр 6-7 мм.
Верхняя часть хвостовика переходит в регулировочный винт (любой формы), который, в свою очередь, имеет ручку из изоляционного материала.Катод закручивается во внутренний канал держателя так, чтобы его заостренный конец вышел из нижнего (направляющего) участка держателя на 5-10 мм. Путем вращения ручкой положение катода можно изменять.
Для ограничения и контроля продольного перемещения катода служит стопорная гайка, установленная на держателе.
В корпусе катодного блока на уровне нижнего участка держателя сверлится отверстие и устанавливается штуцер для подачи плазмообразующего газа.
В верхней части корпуса просверлено отверстие для прохождения провода (кабеля).
Сборка плазмотрона
Вначале собирается катодный блок в следующей последовательности. Электрод вкручивается в держатель. Затем держатель вкручивается в корпус. К винту держателя подключается провод, который выводится через отверстие в корпусе.
Катодный корпус вкручивается в анодный корпус. Снизу в анодный корпус вкручивается анод. Электрод дополнительно подкручивается так, чтобы стержень уперся в анод.
Стопорная гайка на держателе устанавливается по этому положению электрода.
Сборка сварочного аппарата
Схема плазменной сварки.
Сборка сварочного аппарата включает в себя следующие операции.
К контактному винту анодного блока плазмотрона присоединяется одна из жил сварочного кабеля от инвертора, вторая закрепляется на свариваемой детали.
Принципы изготовления плазменного резака своими руками

Создавать плазменный резак своими руками весьма выгодно благодаря простой конструкции и применению доступных комплектующих. Они уступают по функциональности промышленным моделям, но позволяют выполнять основные виды резки металла с не меньшей эффективностью и качеством.
Плазменный резак своими руками
Для чего нужен плазморез?
Плазморез позволяет обрабатывать различные металлы при температурах 25–30 тыс. градусов с высокой скоростью, точностью, качеством. Он является прямым конкурентом лазерной обработки, но имеет более простую конструкцию, неприхотлив в обслуживании, эксплуатации, ремонте.
Плазменная резка используется для нарезания металлических заготовок с формами различной сложности. За счёт защитной газовой атмосферы при нагреве не образуются сложные металлические соединения, свойства которых отличаются от требуемых.
Принцип действия
Работа плазмореза основана на поджиге электрической дуги, в которую подаётся под давлением инертный газ, прогреваемый в замкнутом объёме до состояния плазмы, а затем поступающий прямо на поверхность разрезаемого металла. Направленная струя газа формируется в результате его перегрева внутри закрытой ёмкости при создании избыточного давления.
Когда электроды прикладываются к поверхности металла, создаётся вторая дуга, мощность которой превышает первоначальную в несколько раз. В ней плазменный поток ускоряется до 1,5 км/с. Комбинация высокой температуры дуги с потоком плазмы позволяет резать металлические заготовки, толщина разреза которых зависит от параметров сопла.
В плазморезах косвенного действия создаётся только плазменная направленная струя, способная резать не только металлы, но и непроводящие ток материалы. Однако их самостоятельное изготовление сложно, так как требуется точный расчёт параметров конструкции, подбора характеристик, настройки.
Инвертор или трансформатор
Чтобы получить плазму, нужно подключать качественные источники питания. Это могут быть трансформаторы или инверторы.
Сделать плазморез из инвертора выгодно благодаря компактности, точности подстроек тока, напряжения, контроля электрических параметров, экономному потреблению электроэнергии. Он имеет ограничение по току до 70 А, но мощности хватает для выполнения типичных работ по обработке металла.
Недостатком инвертора являются высокие требования к качеству питания, что не позволяет их применять в сетях с перепадами напряжения без подключения к стабилизаторам.
Трансформаторы лишены недостатка инвертора, более надёжны в эксплуатации, неприхотливы в обслуживании. Но при этом они имеют большие габариты, вес, высокое потребление электроэнергии. Ограничение по току достигает 180 А, в зависимости от количества витков, диаметра используемой проволоки.
Инвертор для плазменного резака
Конструкция
Конструкция плазменного резака состоит из следующих компонент:
- Плазмотрон, предназначенный для формирования плазменной струи. Имеет сложную конструкцию, изготавливается из тугоплавкого металла. Требуется подбор таких параметров: диаметра сопла, длины резака, угла подачи сжатого воздуха в область формирования плазмы.
- Источник питания предназначен для поджига дуги. Должен иметь стабильные параметры по току и напряжению. Подбирают в зависимости от максимальной величины выходного тока, габаритов, размеров и веса.
- Осциллятор, используемый для упрощения розжига дуги, стабилизации её горения. Имеет простую схему, поэтому может быть собран самостоятельно либо приобретён в сборе.
- Компрессор для создания потока воздуха, подаваемого для охлаждения горелки, формирования направленного потока плазмы. Подходит практически любая модель. Чтобы не попала влага, потребуется установить осушитель.
- Медный кабель с зажимом на конце для подключения массы.
- Кабель-шланг, предназначенный для подключения горелки и поджига электрической дуги, а также для подачи сжатого воздуха. Может быть изготовлен путём укладки кабеля и кислородной трубки внутри поливочной гибкой трубки.
Необходимые комплектующие
Перед сборкой резака потребуется подготовить следующие комплектующие:
- источник питания;
- резак или плазмотрон;
- компрессор с осушителем или фильтром;
- осциллятор;
- электроды;
- шланги;
- кабели.
Подбор блока питания
Выбор источника электроэнергии для плазменной установки выполняется с учётом следующих критериев:
- максимальной толщины и типа разрезаемого металла;
- длительности проведения работ, времени горения дуги;
- требований к параметрам плазмы;
- стабильности тока, напряжения питающей сети;
- требований безопасности;
- необходимости расширения функциональности плазмореза.
Блок питания
Плазмотрон
Поскольку плазмотрон используется для генерации плазмы, к подбору его параметров нужно подходить грамотно. Важные параметры:
- стойкость к рабочим температурам;
- удобство пуска, настройки, остановки работы оборудования;
- небольшой вес, компактные размеры;
- срок службы;
- требования к обслуживанию;
- ремонтопригодность.
По типу стабилизации дуги плазмотроны бывают газового, водяного и магнитного вида.
При работе важно своевременно заменять электроды, чтобы максимально продлить срок службы сопла. Понять необходимость данной процедуры можно по ухудшению качества резки: нарушение точности, появлению поверхностных волн. Важно не перегревать плазмотрон, поскольку это может повлечь серьёзные поломки.
Для создания плазмотрона потребуются следующие детали:
- рукоятка из материала с низкой теплопроводностью, в которой есть отверстия под провода для электрода, трубок для газа;
- пусковая кнопка;
- подходящие по параметрам электроды;
- сопло нужного диаметра;
- изолятор;
- пружина для соблюдения расстояния от сопла до разрезаемого металла;
- наконечник с защитой от брызг расплавленного металла;
- завихритель потока;
- специальная насадка.
Осциллятор
Осциллятор применяется для выработки токов высокой частоты. Работает в режимах коротких импульсов или постоянного горения дуги. Предназначен для быстрого запуска плазмореза.
Конструктивно состоит из следующих элементов:
- выпрямителя;
- конденсаторов;
- блока питания;
- управляющей микросхемы;
- импульсного модуля;
- повышающего трансформатора;
- контроллера напряжения.
Электроды
Выбор электродов определяется на основе рабочих режимов резки, типа металла, требований к качеству работ. Для эксплуатации в небольших мастерских рекомендуется приобретать гафниевые электроды. Бериллиевые или ториевые могут формировать токсичные соединения.
Компрессор и кабель шланги
Модель компрессора подбирается на основе его технических параметров, требований к конструкции плазмореза. Он используется для создания воздушных потоков внутри рабочих каналов, охлаждения компонентов оборудования при непрерывной работе. Для регулировки подачи воздуха на выходе из компрессора устанавливается электрический клапан.
Внутри шлангов размещают кабель, трубку для сжатого воздуха. На массовом кабеле располагают щуп для обеспечения контакта с разрезаемым металлом и поджига стабильной дуги.
Достоинства самодельного аппарата
Преимущества создания плазмореза своими руками:
- простота конструкции;
- лёгкость обслуживания;
- подбор оптимальных параметров оборудования;
- ремонтопригодность.
Самодельные аппараты отличаются высокой скоростью сборки, так как существует много доступных для освоения схем. Они неприхотливы в эксплуатации, позволяют резать практически любые виды металлов, могут быть легко разобраны для транспортировки или хранения.
Сборка
Пошаговая сборка выполняется в такой последовательности:
- К источнику питания подключается кабель питания электродов.
- С компрессором соединяется шланг для подачи сжатого воздуха.
- Кабель массы подключается к соответствующей клемме источника питания.
- Плазмотрон подсоединяется к кабелю и шлангу.
Когда изготовление плазмореза завершено, необходимо убедиться в правильности сборки, плотности контактов, соблюдении правил техники безопасности.
Сборка плазменного резака
Проверка плазмореза
Проверка станка для плазменной резки, изготовленного своими руками, выполняется в несколько этапов:
- принимаются необходимые меры безопасности — одевается защитная одежда, обеспечивается хорошая проветриваемость места, убираются возгораемые материалы;
- подаётся питание на электрод, проверяется формирование дуги, стабильность, размер;
- включается компрессор, подаётся через шланг сжатый воздух, при наличии утечек производится герметизация;
- после формирования плазмы выполняется резка металла толщиной 2 мм — в случае успеха сборка считается завершённой, обнаруженные проблемы устраняются.
Доработка инвертора
Доработать инвертор до плазмореза можно путём подключения в электрическую цепь осциллятора. Существует два способа подсоединения:
- параллельное, используемое для сварки на токах различной величины;
- последовательное, ток сварки ограничен параметрами устанавливаемого блокировочного конденсатора.
Недостатками параллельного подключения являются:
- чтобы получить высокое напряжение, требуется применять осциллятор соответствующей мощности;
- при падении напряжения на обмотке трансформатора, используемого в качестве источника питания, велика вероятность повреждения всех подключённых устройств;
- высокочастотные токи в обмотках трансформатора создают помехи в электросетях.
Выбор подключения зависит от типа свариваемых металлов, их параметров, ограничений подключённого источника питания. То есть учитываются возможные негативные последствия.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Плазменная горелка своими руками — Справочник металлиста
В отличие от сварочного трансформатора, инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах.
Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез.
Как сделать плазморез своими руками из инвертора

У домашних мастеров, которые производят обработку металлических изделий, часто возникает необходимость раскроить ту или иную металлическую заготовку. Для этих целей можно использовать угловую шлифовальную машину (болгарку), кислородный резак или плазморез. Чтобы не приобретать дорогостоящий режущий аппарат, лучше всего сделать плазморез своими руками из инвертора.
Особенности самодельного устройства
Самодельным плазменным резаком достаточно легко выполнять различные работы. Его можно использовать не только для производственных, но и для бытовых задач, к примеру, для обработки изделий из металла, где рез должен быть максимально точным, тонким и высококачественным.
При изготовлении оборудования важно предусмотреть соответствующую силу тока. Этот показатель определяется источником питания, в данном случае инвертором. Благодаря ему обеспечивается относительно стабильная работа, по сравнению с трансформатором энергия потребляется более экономно, при том, что размер толщины изделий, с которыми он может работать, в разы меньше.
Также особенностью инвертора является удобство при эксплуатации. Он компактный, обладает небольшим весом.
Кроме этого, при низком энергопотреблении его КПД практически на десять процентов больше, чем у трансформатора. Все эти нюансы положительно влияют на качество его работы.
Единственный минус использования инверторного плазмореза — это затрудненный раскрой заготовок значительной толщины.
Для сборки конструкции самодельных аппаратов можно воспользоваться готовыми схемами, которые представлены в сети. Также важно заранее подготовить все комплектующие. В процессе сборки следует максимально точно выполнять последовательность указанных в схеме действий, обращая внимание на то, соответствуют ли конструктивные элементы друг другу.
Общая конструкция инверторного плазмореза
Для изготовления функционального плазмореза из сварочного инвертора необходимо выполнить правильный подбор основных элементов конструкции, которые будут обеспечивать бесперебойную работу данного оборудования. Чтобы создать полноценный агрегат обязательно требуется наличие:
- плазмотрона — плазменного резака, благодаря которому выполняется основная режущая процедура;
- компрессора — устройства, посредством которого обеспечивается подача мощных воздушных потоков, формирующих плазменную струю;
- источника питания, которым является непосредственно инвертор;
- кабель-шлангов — позволяют подключать отдельные элементы в целостную систему.
Схема устройства плазмореза
Самодельные плазморезы из инвертора позволяют данным видам оборудования работать согласно своему основному предназначению, подавая разогретую воздушную струю на металлическое изделие.
Температурные значения могут превышать 1000°С, в результате чего нагревается кислород и с определенным давлением направляется на обрабатываемые поверхности. Такой процесс способствует резке металлических конструкций.
Для ускорения данной процедуры необходимо предусмотреть дополнительные возможности ионизации среды посредством электротока.
Рассмотрим схему одного из плазменных инверторов на примере оборудования АПР-91. Его силовая часть имеет следующий принцип строения конструкции.
Подбор конструктивных элементов для оборудования
Чтобы изготовить плазморез из инвертора своими руками необходимо правильно выбрать соответствующие конструктивные элементы:
- компрессор;
- плазмотрон;
- электроды;
- сопло;
- плазморез.
В первую очередь, следует предусмотреть наличие инверторного сварочного аппарата, который будет являться источником питания. Благодаря ему должна обеспечиваться подача электрического напряжения на аппарат, в заданном диапазоне значений. Если отсутствует инвертор, то можно использовать вместо него обыкновенный трансформатор.
Подбор плазмотрона должен происходить особенно тщательно, поскольку это основной конструкционный элемент. Воздушный компрессор должен обладать достаточной мощностью, чтобы выполнять резку толстых заготовок.
Также необходимо предусмотреть хорошую длину шлангов, так как это позволит выполнять работу на любых удобных расстояниях. Кроме этого, к плазмотрону следует подбирать соответствующие электроды, которые изготавливаются из подходящих материалов.
К таким надежным составляющим относят электроды из тория, бериллия, гафния и циркония. Они обладают положительными характеристиками благодаря тому, что при нагреве на их поверхности создается тугоплавкая оксидная пленка.
Это позволяет обеспечить высокую защиту и предотвратить поломку инструмента.
Сопло и его технические характеристики влияют на достижение общего результата и качество рабочего процесса. Наиболее оптимальным вариантом является диаметр сопла — 30 мм. На то, как качественно и аккуратно выполнен разрез влияет длинновой размер сопла. Чем длиннее тем лучше, однако чрезмерная длина может привести к его быстрому износу и преждевременной замене.Работу плазмореза обеспечивает компрессор, нагнетая струю воздуха под давлением. При этом, посредством него не только подается воздушный поток, он также обеспечивает дополнительную охлаждающую систему.
Процесс сборки резака
Плазморез из сварочного инвертора своими руками изготовить достаточно просто, если есть для этого соответствующие инструменты и материалы. После того, как подбор и подготовка элементов выполнена правильно, можно начинать сборку самого аппарата.
Соединение компрессора, плазмотрона и инвертора осуществляется при помощи особого кабель-шлангового пакета.
Выполняя сборочный процесс, нужно придерживаться правильного порядка в подключении всех составляющих, выполняется это в несколько шагов:
- Следует проверить сварочный инвертор на его исправность. После чего, используя кабель, подключить устройство к электроду, чтобы впоследствии при работе могла образоваться дуга.
- Обеспечить подачу сжатого воздуха из компрессора посредством кабель-шланга.
- Выполнить соединение компрессора и плазмотрона шлангом, которое должно обеспечивать преобразование воздушной струи в поток плазмы для резки металла.
Сразу после сборки важно проверить факт работоспособности оборудования и в случае неполадки заменить неработающие элементы либо выполнить переподключение взаимосвязанных элементов.
Принцип работы плазменного резака
При включении техники, должно подаваться напряжение высокочастотного тока на плазмотрон. Вместе с этим происходит разжигание дуги, которая разогревается до 6000-8000°С. В патрубке возникает воздушный поток, проходящий через участок электрической дуги. После этого происходит увеличение его объема до ста раз. Электрическая дуга начинает ионизироваться.
Выведение полученной субстанции осуществляется через сопло, которое формирует узкую струю для резки. Подача струи происходит со скоростью 3 м/с.
К этому моменту температурные показатели увеличиваются до 25000-30000°С, что приводит к образованию плазменного потока. При соприкосновении плазмы и поверхности металла, происходит угасание дежурной дуги и разжигание режущей.
Сильный воздушный поток сдувает все остатки расплавленных металлических частей с поверхности детали. В результате чего обеспечивается аккуратный шов.
При выполнении резки крайне важно следить за тем, чтобы дуговое пятно было расположено именно в центре электродов. Для поддержания стабильного состояния, в устройстве используют тангенциальную подачу воздуха. При возникновении даже незначительных нарушений с воздушным потоком в процессе работы, аккуратность обработки существенно снизиться.
Одним из важных параметров, который позволяет выполнять плазменную резку правильно, считается скорость воздушной струи. Качественный рез и быстрота его получения достигается при значении скорости потока воздуха в 800 м/c.
Показатель силы тока, который поступает от инвертора, не должен быть более 250 А. При работе с учетом таких режимов, следует помнить, что также происходит увеличение расхода воздуха, который формирует плазменный поток.
Изготовить плазморез из сварочного инвертора самостоятельно не трудно, если следовать необходимому теоретическому материалу, выполнив правильный подбор комплектующих и осуществив грамотное их подключение.Благодаря такому универсальному аппарату на инверторной основе, предоставляется отличная возможность выполнять в домашних условиях не только качественную резку металла, но и сваривать тонкий металл инвертором.