Правка и рихтовка металла слесарное дело
Правка и рихтовка металла слесарное дело
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и. приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
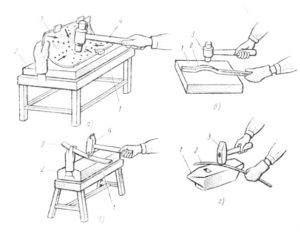
Правка может выполняться ручным способом — на стальной или чугунной плите, или на наковальне и машинным — на правильных вальцах, прессах.
Правильная плита изготовляется (рис. 169, а) достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготовляются из стали, из серого чугуна монолитными или с ребрами жесткости.
Правильная плита, рихтовальные бабки
Плиты бывают следующих размеров: 400×400; 750×1000; 1000 х X1500; 1500×2000; 2000 x 2000; 1500 x 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие, кроме устойчивости, и горизонтальность положения.
Рихтовальные бабки (рис. 169,б) используются для правки (рихтовки) закаленных деталей, изготовляются они из стали и закаливаются. Рабочая часть поверхности может быть цилиндрической или сферической радиусом 150-200 мм.
Рихтовальные молотки
Молотки для правки применяют с круглым гладким полированным бойком (см. рис. 153,б). Молотки с квадратным бойком оставляют следы в виде забоин.
Для правки закаленных деталей (рихтовки) применяются молотки с радиусным (рис.
170,а) бойком (массой 400-500 г) из стали У10, Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняется из стали У7 и У8.
В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочая часть бойка затачивается и доводится по радиусу 0,05-0,1 мм (рис 170,б).Молотки со вставными бойками из мягких металлов (см. рис. 170,в) применяются при правке деталей с окончательна обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые, а также деревянные.
Гладилки (деревянные или металлические бруски) применяются при правке тонкого листового и полосового металла.
Техника правки
Правка металла
Кривизну деталей проверяют на глаз (рис. 171,а) или по зазору между плитой и уложенной на нее деталью. Изогнутые места отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему.
Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки.
Правку выполняют на плите или надежных подкладках, исключающих возможность соскальзывания детали при ударе.
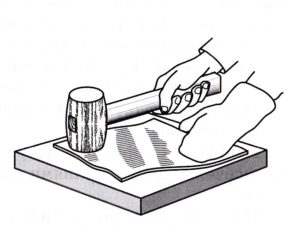
Правка полосового металла осуществляется в следующем порядке. Изгиб отмечают мелом, после чего надевают на левую руку рукавицу, а в правую берут молоток и левой рукой берут полосу, принимают рабочее положение (рис. 171,б).
Полосу располагают на правильной плите так, чтобы ее плоскость лежала на плите выпуклостью вверх, соприкасаясь в двух точках.
Наносят удары по выпуклым частям широкой стороны, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары.
По мере выправления полосы силу удара ослабляют и чаще поворачивают полосу с одной , стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют крайние, а затем средние.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно — на разметочной плите по просвету или наложением линейки на полосу.
Правка металла круглого сечения
После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис.. 172) пруток так, чтобы изогнутая часть находилась выпуклостью вверх.
Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси.
Если пруток имеет несколько изгибов, сначала правят крайние, затем расположенные в середине.
Правка металла круглого сечения
Правка листового металла — более сложная операция. Листовой материал и вырезанные из него заготовки могут иметь волнистую или с выпучинами поверхность. На заготовках, имеющих волнистость по краям (рис. 173,а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки.
После этого заготовку кладут на плиту так, чтобы края заготовки не свешивались, а лежали полностью на опорной поверхности и, прижимая ее рукой, начинают правку. Чтобы растянуть середину, удары молотком наносят от середины заготовки к краю так, как указано на рис. 173,б кружками. Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к краю.Во избежание образования трещин и наклепа материала нельзя наносить удары по одному и тому же месту заготовки.
Схема правки листового материала
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут легко пробить листовую заготовку.
Правка и рихтовка
Эти две операции представляют собой правку металла, заготовок и деталей, имеющих вмятины, вспучивание, волнистость, коробление, искривление и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правке металл подвергается как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия. Правка может выполняться ручным способом – на стальной (чугунной) плите или на наковальне и машинным – на правильных вальцах, прессах.
Кривизну деталей и заготовок определяют на глаз или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом. При правке важно правильно выбирать места, по которым следует наносить удары.
Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе. Правильные плиты изготавливают из стали или серого чугуна монолитными или с ребрами жесткости. Они должны быть достаточно массивны (массой не менее чем в 80—150 раз больше массы молотка).
Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Для предохранения рук от ударов и вибраций при правке металла необходимо надевать рукавицы, прочно держать детали или заготовки на плите или наковальне.
Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки.
Правка полосового металла
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне заготовки мелом отмечают границы изгибов.
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Для правки применяют молоток с круглым гладким полированным бойком.
Молотки с квадратным бойком применять не следует, так как они оставляют следы в виде забоин (квадратов, углов).
Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары.
По мере выправления полосы силу удара ослабляют и чаще переворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением на полосу линейки.
Правку узких серповидно изогнутых заготовок производят на плите под линейку. Для этого заготовку кладут на плиту, одной рукой прижимают к плите и молотком (деревянным или стальным с выпуклым бойком) наносят удары, начиная с более короткой вогнутой кромки изогнутой заготовки, т.В е.
той, где волокна металла сжаты и их необходимо растянуть для того, чтобы заготовка выровнялась. В начале правки удары по вогнутой кромке должны быть более сильными и по мере приближения к противоположной кромке – все слабее и слабее.Этим достигается то, что вогнутая, более короткая кромка постепенно вытягивается и заготовка выпрямляется, что контролируется линейкой.
Правка прутка
После проверки ровности прутка на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню пруток так, чтобы изогнутая часть находилась выпуклостью вверх.
Удары наносят молотком по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси.
Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.
Правка листового металла
Правка листового металла является более сложной операцией, чем предыдущие. Листовой материал и вырезанные из него заготовки могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой.
На заготовках, имеющих волнистость по краям, предварительно обводят мелом или мягким графитовым карандашом волнистые участки.
После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а полностью лежали на опорной поверхности, и, прижимая ее рукой, начинают правку.
Чтобы растянуть середину заготовки, удары молотком наносят от середины к краям. Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к краям.
Особую аккуратность, внимательность и осторожность необходимо соблюдать при правке заготовок из тонкого листового материала.
Их правят легкими деревянными или медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками.
Молотками наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку, или вызвать вытяжку металла.
При правке заготовок с выпученными частями покоробленные участки устанавливают тем краем, где больше выпучен металл.Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты.
Правку начинают с ближайшего края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности. Затем наносят удары по второму краю.
После этого по первому краю наносят еще несколько ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпученному участку.
Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него.
Бить несколько раз по одному месту не следует, так как это может привести к образованию нового выпуклого участка.
https://www.youtube.com/watch?v=RfwIWcOONZ0
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпуклых мест, ударами молотка у краев отдельных участков заставляют соединиться их в один, который потом правят ударами вокруг его границ.
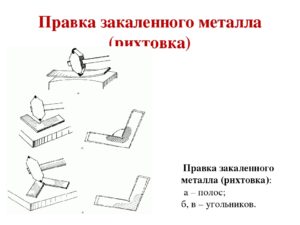
Правка (рихтовка) закаленных деталей
После закалки стальные детали иногда коробятся. Правка искривленных деталей называется рихтовкой.
В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленным бойком. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке. Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1–2 мм, имеют мягкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать, как сырые детали, т.В е. наносить удары по выпуклым местам. В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно – сначала по плоскости, а потом по ребру.
Правка короткого пруткового материала
Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс.
Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали.
В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.
Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца.
Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины.
Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.Однорогая наковальня
В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Pereosnastka.ru
Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка.
В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован.
Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками.
Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом.Затем выбирают способ правки, необходимые ин- струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары.
По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны.
Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной.
Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости.
Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости.
Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
Реклама:
Слесарная гибка
Правка и рихтовка металла слесарное дело — Справочник металлиста

Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка.
В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован.
Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками.
Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом.Затем выбирают способ правки, необходимые ин- струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары.
По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны.
Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной.
Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости.
Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости.
Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
1.4. Правка и гибка
Слесарноедело
Организациярабочего места
Рабочее место -это часть производственной площадицеха или участка со всем необходимымоборудованием, инструментами,приспособлениями, которые применяютсяотдельным рабочим или бригадой длявыполнения производственного задания.На каждое рабочее место отводитсяплощадь 6 — 10 м2.
Под организациейрабочего места слесаря понимаетсяправильная расстановка оборудования,наивыгоднейшее расположение инструментаи деталей на рабочем месте, планомерноеснабжение деталями и запасными частями.
В настоящее времразработаны типовые проекты рабочегоместа слесаря, основанные на принципахнаучной организации труда.
У каждого рабочегоместа предусматривается площадка, накоторой размещаются стеллажи, подставкии пирамиды для хранения деталей, запасныхчастей с хорошим к ним доступом.
Необходимыйинструмент, приспособления следуетрасполагать так, чтобы можно было быстрои удобно брать нужные.
1. На рабочем местедолжно находиться только то, что требуетсядля работы;
2. Инструменты,детали располагаются на расстояниивытянутой руки слева и справа илиспереди, в зависимости от того, какойрукой берется инструмент;
3. Инструмент идетали раскладываются в строгойпоследовательности их применения;
4. Напильники,сверла, метчики и другие режущиеинструменты укладываются на деревянныеподставки, чтобы предохранить отповреждений.
1.1.Слесарная разметка.
Разметкой называют процесс перенесения формы иразмеров детали или ее части с чертежана заготовку, чтобы обозначить назаготовке места и границы обработки.Границами обработки отделяют тотматериал, который должен быть удален,от того материала, который образуетдеталь.
Разметку выполняютс использованием различных инструментов,которые подразделяются на следующиевиды:
1) для проведениярисок и нанесения углублений (чертилки,циркули, кернеры);
2) для измерения иконтроля линейных и угловых величин(металлические линейки, штангенциркули,угольники, микрометры, угломеры и др.);
3) комбинированные,позволяющие производить измерения ипроводить риски (разметочные штангенциркули,штангенрейсмусы и др.).
Технология выполнения слесарной операции, что это такое, что называется правкой, назначение
Правка металла — это операция, которая заключается в устранении дефектов деталей и заготовок: кривизны (выпуклости или вогнутости), неровностей (искривления, коробления и т. п.) и т. п. Она заключается в сжатии выпуклого слоя металла или расширении вогнутого и осуществляется действием давления на какую-либо часть заготовки или детали.
Когда необходима: под сварку и не только
При изготовлении самой заготовки возникают дефекты, которые приводят к несоответствиям нормативным показателям.
В процессе транспортирования или неправильной укладки при хранении на ней могут появиться отклонения, препятствующие ее дальнейшему использованию. Однако многие виды дефектов можно исправить.
Технологический процесс восстановления бракованных заготовок называется правкой.
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудованияНекоторые виды технологических операций помимо своего прямого действия, оказывают побочные в виде остаточных напряжений, которые деформируют заготовку. Для дальнейшего прохождения процесса изготовления, заготовка после таких технологических операций (сварка, термическая и механическая резка, рубка, термообработка и другие) подвергается правке.
Где применяется процесс: в судостроении и прочие отрасли
Помимо штатной технологической операции в изготовлении некоторых изделий, правка широко применяется в ремонте. В кузовном ремонте автомобилей ей, пожалуй, принадлежит ведущее место. Ручная рихтовка элементов кузова без нарушения лакокрасочного покрытия требует у исполнителя высокой квалификации и наличия специального инструмента.
Работоспособность механизмов, которые состоят из балочных конструкций обшитых листами, во многом зависит от высокой степени плоскостности и прямолинейности заготовок. Поэтому такие отрасли как судостроительная, авиационная и другие, где корпусные детали изготавливаются из профильного металла и листов, дополнительно доводят правкой до требуемых параметров.
Типы: листовые, толстые заготовки и так далее
Бухта вязальной проволоки. Фото ВсеИнструменты.ру
Под все виды проката (листы, прутки, проволока, трубы, профили и другие) существуют технологии правки. Так, например, для правки тонких листов применяется специальный инструмент, более толстые листы правятся молотками на правильных плитах и наковальнях. Толстостенные листы можно править на гидравлических прессах.
Для правки отдельных индивидуальных заготовок проектируются специальные приспособления в которых они подлежат заневоливанию и затем отжигаются (таким методом часто пользуются при исправлении заготовок после сварки).
Виды
Различают два основных метода правки любых металлов:
- вручную выполняется с помощью молотка на наковальнях, стальных правильных плитах и т.п.;
- машинный производится на правильных машинах (прессах или вальцах).
Металл правят в холодном или нагретом состоянии. Выбор определяется величиной прогиба и его размером и материалом заготовки.
При правке металла большое значение имеет:
- правильность выбора места, по которому следует наносить удары;
- соизмерение силы удара с величиной кривизны металла. Её следует уменьшать по мере перехода от максимального изгиба к минимальному.
Рихтовочная киянка Santool. Фото ВсеИнструменты.ру
При большом изгибе полосы «на ребро» удары следует наносить носком молотка. Это приведёт к односторонней вытяжке (удлинению) места изгиба.
Полосы, представляющие собой «скрученный изгиб», правят по направлению раскручивания.
Проверка осуществляется на начальной стадии «на глаз», а по окончании – на поверочной плите или лекальной линейкой. Металлические прутки следует править на наковальне или плите от края к середине.
Задержимся на рассмотрении правки листового металла, т. к. это — самая сложная операция. Лист металла следует положить на плиту выпуклостью вверх. Удары молотком будем наносить от края листа в сторону деформированной его части.
Под действием направленных ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке листов закаленного металла следует наносить частые, но несильные удары носком молотка по направлению от вогнутости к ее краям.
При этом верхние слои металла будут растягиваться, и дефект детали будет устранён.
Оборудование и инструменты: прессы, листоправильные машины, вальцы и прочее
Наковальня RIDGID. Фото 220Вольт
Для правки металла используется следующее оборудование:
- правильная плита;
- рихтовальные бабки.
В качестве инструмента используются молотки, имеющие круглые, радиусные или вставные из мягкого металла бойки. Тонкий листовой металл правят деревянным молотком (киянкой).
Правильная плита должна быть массивной. Поэтому, она может иметь размеры, мм: 400 х 400… 1500 х 3000. Устанавливается этот инструмент на деревянные или металлические опоры, обеспечивающие устойчивость и горизонтальность ее положения.
Для правки деталей, прошедших закалку, используют рихтовальные бабки, которые изготавливаются из стали с последующей закалкой. Бабки имеют рабочую поверхность сферической или цилиндрической формы, радиус которой 150…200 мм.
Высокопроизводительное оборудование позволяет выполнять правку большого количества заготовок в короткие сроки. Гидравлические и механические пресса, листоправильные вальцы и правильно-отрезные станки обрабатывают большие по размерам и значительные по отклонениям от необходимой формы заготовки.
Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На вальцах выполняется правка листов, в редких случаях и профильного металла. Правка осуществляется посредством пропускания деформированной детали между верхним и нижним рядами валков. Передний и задний рольганги служат для подачи заготовки в вальцы и поддержания изделия после его обработки соответственно.
Прессы применяются для правки валов и толстостенных листов, обработка деталей первого типа выполняется в холодном и горячем состоянии. Гидравлические прессы пользуются большей популярностью, так как обеспечивают лучшее качество.
Правильно-отрезные станки предназначены для правки и резки прутков и арматуры, предназначенные для обработки деталей разного диаметра.
Кроме этого, на рынке присутствуют универсальные машины, позволяющие выполнять сразу несколько операций по обработке. Востребованы, например, станки с функциями резки, гибки и правки.
Бренды и модели
На рынке производства и продажи оборудования для правки присутствуют российские и иностранные предприятия. Среди зарубежных компаний особенно выделяются Roundo (Швеция), MG SP (Италия), Kohler (Германия), российский завод «Долина» предлагает широкий выбор правильно-отрезных и гидравлических прессов.
Большой популярностью пользуются следующие модели:
- правильно-отрезной станок бренда «Промтехоснастка» модель «GT 4-14»;
- правильно-отрезной автомат бренда «Антарес» модель «ВПК ПРО-14 КОМПАКТ»;
- правильно-отрезной станок бренда «GROST» модель «SCM6-12C»;
- вертикальные гидравлические прессы П6330 и П6324 от завода «Долина»;
- листоправильные вальцы Kohler Peak Performer GC.
Виды брака перечень дефектов
Машинная правка листового металла. Фото Подольский завод оборудования
Некоторые операции ручной правки могут быть качественно выполнены только квалифицированными специалистами. Главным критерием является достижение конечного результата — для листа показателей плоскостности, для прутка прямолинейности.
Неправильно построенный ход технологии правки оставляет на поверхности заготовки вмятины, а иногда даже трещины. В машинной правке от оператора требуется правильно подобрать режимы оборудования для выполнения правильной операции.
Важно выполнять правку исправным инструментом. Если на бойке имеются повреждения, то на рихтуемой поверхности они также появятся. Не стоит рихтовать инструментом у которого есть ребра, например, квадратным молотком. В процессе работы не избежать удара ребром и не нанести вмятину.
Техника безопасности
Правка прутка на роликовом станке. Фото Подольский завод оборудования
Правка металла выполняется с заготовками, имеющими острые кромки. Заусенцы, которые образуются после операций резки и рубки, делают операцию правка еще более травмоопасной. Поэтому осторожное обращение с такими заготовками — главное требования для безопасной работы. Кроме этого, важно соблюдать следующие меры предосторожности:
- в работе использовать только исправный инструмент (на ручках молотков не должно быть трещин и бойки на них должны быть надежно и правильно насажены);
- работы производить в специальных рабочих рукавицах, это предохранит от действия вибраций при ударах, нанесения ран от острых кромок и заусенцев, смягчит силу ударного воздействия от случайного попадания в руку;
- заготовку следует крепить максимально надежно, пруток или полоса должны иметь минимально две точки опоры;
- рука, удерживающая заготовку, должна находиться на безопасном расстоянии от места нанесения удара;
- технология правки должна обеспечивать возникновение демпфирующих напряжений при ударе, это делает устойчивым положение заготовки и предохраняет от получения травмы при вылете ее от удара из рабочей зоны;
- во время работы правщика не находиться рядом с ним, а особенно сзади, размахивая молотком можно задеть им рядом стоящего человека.
Чистота рабочего места и исправный инструмент — соблюдение общих для всех работ правил, повысит технику безопасности при выполнении правки металла.
Сопутствующие операции
Заготовка, прежде чем превратиться в готовое изделие, может подвергаться действию достаточно большого количества промежуточных технологических операций.
Слесарная разметка листовой заготовки должна выполняться на ровной и гладкой поверхности. Поэтому перед этой операцией выполняется правка заготовки с минимальными отклонениями от плоскостности.
Некоторые из технологических операций оставляют на заготовке деформации, которые следует устранить посредством правки, чтобы обеспечить возможность дальнейшего ее технологического передела.
- После технологических операций, связанных с механической рубкой и резкой, на краях появляются неуравновешенные напряжения, которые приводят к искривлению ее формы. При применении термической резки (плазменная, газовая) неравномерность прогрева вызывает коробление заготовки.
- При выполнении гибочных операций возникает «пружинение» заготовки, которое способствует отклонению ее от номинальной формы. Созданием дополнительных изгибающих пластических деформаций «пружинение» убирается.
- Термообработку детали для повышения твердости невозможно выполнить без поводок. Здесь правка (рихтовка) обеспечивается набором специального инструмента и приспособлений с практически нулевыми отклонениями от номинала, так как закалка принадлежит к технологическим операциям завершающим процесс изготовления изделия.
- Сварочная технология всегда оставляет после применения деформированную заготовку. Правка является обязательным атрибутом в получении качественного изделия после сварки.
- Проволоку, обычно поставляемую в бухтах, требуется править, чтобы использовать в прямом не гнутом состоянии, если это прописано технологическим процессом.
Где заказать
Для выполнения правки незначительного количества заготовок целесообразнее обратиться за помощью к специалистам. Сотрудники компаний, которые представлены в отдельном разделе нашего сайта, имеют в распоряжении необходимое оборудование для обработки деталей разных типов.
Индивидуальным клиентам и компаниям, у которых постоянно возникает потребность в осуществлении правки изделий, следует обратить внимание на поставщиков металлообрабатывающего оборудования. Компании, специализирующиеся на продаже оснащения, представлены в разделе «Где купить оборудование для правки».