Правка листового металла
Правка металла

страница » Металлообработка » Правка металла
С правки металла начинаются практически все «металлические работы». Счастливым исключением является тот случай, когда вы получаете со склада совершенно новый лист или кусок профиля. В данном разделе представлена наиболее полная информация о технологии правки, видах операций, используемом оборудовании и инструментах.
Технология выполнения слесарной операции, что это такое, что называется правкой, назначение
Правка металла — это операция, которая заключается в устранении дефектов деталей и заготовок: кривизны (выпуклости или вогнутости), неровностей (искривления, коробления и т. п.) и т. п. Она заключается в сжатии выпуклого слоя металла или расширении вогнутого и осуществляется действием давления на какую-либо часть заготовки или детали.
Когда необходима: под сварку и не только
При изготовлении самой заготовки возникают дефекты, которые приводят к несоответствиям нормативным показателям.
В процессе транспортирования или неправильной укладки при хранении на ней могут появиться отклонения, препятствующие ее дальнейшему использованию. Однако многие виды дефектов можно исправить.
Технологический процесс восстановления бракованных заготовок называется правкой.
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудованияНекоторые виды технологических операций помимо своего прямого действия, оказывают побочные в виде остаточных напряжений, которые деформируют заготовку. Для дальнейшего прохождения процесса изготовления, заготовка после таких технологических операций (сварка, термическая и механическая резка, рубка, термообработка и другие) подвергается правке.
Где применяется процесс: в судостроении и прочие отрасли
Помимо штатной технологической операции в изготовлении некоторых изделий, правка широко применяется в ремонте. В кузовном ремонте автомобилей ей, пожалуй, принадлежит ведущее место. Ручная рихтовка элементов кузова без нарушения лакокрасочного покрытия требует у исполнителя высокой квалификации и наличия специального инструмента.
Работоспособность механизмов, которые состоят из балочных конструкций обшитых листами, во многом зависит от высокой степени плоскостности и прямолинейности заготовок. Поэтому такие отрасли как судостроительная, авиационная и другие, где корпусные детали изготавливаются из профильного металла и листов, дополнительно доводят правкой до требуемых параметров.
Типы: листовые, толстые заготовки и так далее
Бухта вязальной проволоки. Фото ВсеИнструменты.ру
Под все виды проката (листы, прутки, проволока, трубы, профили и другие) существуют технологии правки. Так, например, для правки тонких листов применяется специальный инструмент, более толстые листы правятся молотками на правильных плитах и наковальнях. Толстостенные листы можно править на гидравлических прессах.
Для правки отдельных индивидуальных заготовок проектируются специальные приспособления в которых они подлежат заневоливанию и затем отжигаются (таким методом часто пользуются при исправлении заготовок после сварки).
Виды
Различают два основных метода правки любых металлов:
- вручную выполняется с помощью молотка на наковальнях, стальных правильных плитах и т.п.;
- машинный производится на правильных машинах (прессах или вальцах).
Металл правят в холодном или нагретом состоянии. Выбор определяется величиной прогиба и его размером и материалом заготовки.
При правке металла большое значение имеет:
- правильность выбора места, по которому следует наносить удары;
- соизмерение силы удара с величиной кривизны металла. Её следует уменьшать по мере перехода от максимального изгиба к минимальному.
Рихтовочная киянка Santool. Фото ВсеИнструменты.ру
При большом изгибе полосы «на ребро» удары следует наносить носком молотка. Это приведёт к односторонней вытяжке (удлинению) места изгиба.
Полосы, представляющие собой «скрученный изгиб», правят по направлению раскручивания.
Проверка осуществляется на начальной стадии «на глаз», а по окончании – на поверочной плите или лекальной линейкой. Металлические прутки следует править на наковальне или плите от края к середине.
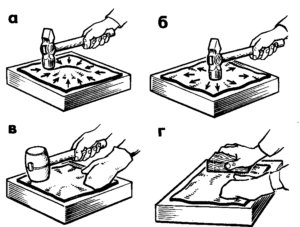
Задержимся на рассмотрении правки листового металла, т. к. это — самая сложная операция. Лист металла следует положить на плиту выпуклостью вверх. Удары молотком будем наносить от края листа в сторону деформированной его части.
Под действием направленных ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке листов закаленного металла следует наносить частые, но несильные удары носком молотка по направлению от вогнутости к ее краям.
При этом верхние слои металла будут растягиваться, и дефект детали будет устранён.
Оборудование и инструменты: прессы, листоправильные машины, вальцы и прочее
Наковальня RIDGID. Фото 220Вольт
Для правки металла используется следующее оборудование:
- правильная плита;
- рихтовальные бабки.
В качестве инструмента используются молотки, имеющие круглые, радиусные или вставные из мягкого металла бойки. Тонкий листовой металл правят деревянным молотком (киянкой).
Правильная плита должна быть массивной. Поэтому, она может иметь размеры, мм: 400 х 400… 1500 х 3000. Устанавливается этот инструмент на деревянные или металлические опоры, обеспечивающие устойчивость и горизонтальность ее положения.
Для правки деталей, прошедших закалку, используют рихтовальные бабки, которые изготавливаются из стали с последующей закалкой. Бабки имеют рабочую поверхность сферической или цилиндрической формы, радиус которой 150…200 мм.
Высокопроизводительное оборудование позволяет выполнять правку большого количества заготовок в короткие сроки. Гидравлические и механические пресса, листоправильные вальцы и правильно-отрезные станки обрабатывают большие по размерам и значительные по отклонениям от необходимой формы заготовки.
Пресс гидравлический одностоечный ПБ6334. Фото ПромСтройМаш
На вальцах выполняется правка листов, в редких случаях и профильного металла. Правка осуществляется посредством пропускания деформированной детали между верхним и нижним рядами валков. Передний и задний рольганги служат для подачи заготовки в вальцы и поддержания изделия после его обработки соответственно.
Прессы применяются для правки валов и толстостенных листов, обработка деталей первого типа выполняется в холодном и горячем состоянии. Гидравлические прессы пользуются большей популярностью, так как обеспечивают лучшее качество.
Правильно-отрезные станки предназначены для правки и резки прутков и арматуры, предназначенные для обработки деталей разного диаметра.Кроме этого, на рынке присутствуют универсальные машины, позволяющие выполнять сразу несколько операций по обработке. Востребованы, например, станки с функциями резки, гибки и правки.
Бренды и модели
На рынке производства и продажи оборудования для правки присутствуют российские и иностранные предприятия. Среди зарубежных компаний особенно выделяются Roundo (Швеция), MG SP (Италия), Kohler (Германия), российский завод «Долина» предлагает широкий выбор правильно-отрезных и гидравлических прессов.
Большой популярностью пользуются следующие модели:
- правильно-отрезной станок бренда «Промтехоснастка» модель «GT 4-14»;
- правильно-отрезной автомат бренда «Антарес» модель «ВПК ПРО-14 КОМПАКТ»;
- правильно-отрезной станок бренда «GROST» модель «SCM6-12C»;
- вертикальные гидравлические прессы П6330 и П6324 от завода «Долина»;
- листоправильные вальцы Kohler Peak Performer GC.
Виды брака перечень дефектов
Машинная правка листового металла. Фото Подольский завод оборудования
Некоторые операции ручной правки могут быть качественно выполнены только квалифицированными специалистами. Главным критерием является достижение конечного результата — для листа показателей плоскостности, для прутка прямолинейности.
Неправильно построенный ход технологии правки оставляет на поверхности заготовки вмятины, а иногда даже трещины. В машинной правке от оператора требуется правильно подобрать режимы оборудования для выполнения правильной операции.
Важно выполнять правку исправным инструментом. Если на бойке имеются повреждения, то на рихтуемой поверхности они также появятся. Не стоит рихтовать инструментом у которого есть ребра, например, квадратным молотком. В процессе работы не избежать удара ребром и не нанести вмятину.
Техника безопасности
Правка прутка на роликовом станке. Фото Подольский завод оборудования
Правка металла выполняется с заготовками, имеющими острые кромки. Заусенцы, которые образуются после операций резки и рубки, делают операцию правка еще более травмоопасной. Поэтому осторожное обращение с такими заготовками — главное требования для безопасной работы. Кроме этого, важно соблюдать следующие меры предосторожности:
- в работе использовать только исправный инструмент (на ручках молотков не должно быть трещин и бойки на них должны быть надежно и правильно насажены);
- работы производить в специальных рабочих рукавицах, это предохранит от действия вибраций при ударах, нанесения ран от острых кромок и заусенцев, смягчит силу ударного воздействия от случайного попадания в руку;
- заготовку следует крепить максимально надежно, пруток или полоса должны иметь минимально две точки опоры;
- рука, удерживающая заготовку, должна находиться на безопасном расстоянии от места нанесения удара;
- технология правки должна обеспечивать возникновение демпфирующих напряжений при ударе, это делает устойчивым положение заготовки и предохраняет от получения травмы при вылете ее от удара из рабочей зоны;
- во время работы правщика не находиться рядом с ним, а особенно сзади, размахивая молотком можно задеть им рядом стоящего человека.
Чистота рабочего места и исправный инструмент — соблюдение общих для всех работ правил, повысит технику безопасности при выполнении правки металла.
Сопутствующие операции
Заготовка, прежде чем превратиться в готовое изделие, может подвергаться действию достаточно большого количества промежуточных технологических операций.
Слесарная разметка листовой заготовки должна выполняться на ровной и гладкой поверхности. Поэтому перед этой операцией выполняется правка заготовки с минимальными отклонениями от плоскостности.
Некоторые из технологических операций оставляют на заготовке деформации, которые следует устранить посредством правки, чтобы обеспечить возможность дальнейшего ее технологического передела.
- После технологических операций, связанных с механической рубкой и резкой, на краях появляются неуравновешенные напряжения, которые приводят к искривлению ее формы. При применении термической резки (плазменная, газовая) неравномерность прогрева вызывает коробление заготовки.
- При выполнении гибочных операций возникает «пружинение» заготовки, которое способствует отклонению ее от номинальной формы. Созданием дополнительных изгибающих пластических деформаций «пружинение» убирается.
- Термообработку детали для повышения твердости невозможно выполнить без поводок. Здесь правка (рихтовка) обеспечивается набором специального инструмента и приспособлений с практически нулевыми отклонениями от номинала, так как закалка принадлежит к технологическим операциям завершающим процесс изготовления изделия.
- Сварочная технология всегда оставляет после применения деформированную заготовку. Правка является обязательным атрибутом в получении качественного изделия после сварки.
- Проволоку, обычно поставляемую в бухтах, требуется править, чтобы использовать в прямом не гнутом состоянии, если это прописано технологическим процессом.
Где заказать
Для выполнения правки незначительного количества заготовок целесообразнее обратиться за помощью к специалистам. Сотрудники компаний, которые представлены в отдельном разделе нашего сайта, имеют в распоряжении необходимое оборудование для обработки деталей разных типов.
Индивидуальным клиентам и компаниям, у которых постоянно возникает потребность в осуществлении правки изделий, следует обратить внимание на поставщиков металлообрабатывающего оборудования. Компании, специализирующиеся на продаже оснащения, представлены в разделе «Где купить оборудование для правки».
Правка листового металла — Справочник металлиста
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
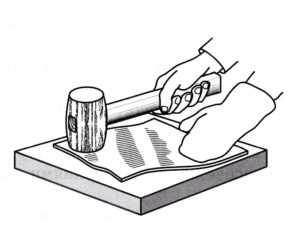
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения.
Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком.
Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс.
Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали.
В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.
Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца.
Когда и зачем проводят правку металла
Правка металла — это процесс устранения неровностей на поверхности материала. Операция применяется как к заготовкам, так и к готовым деталям. Основные причины: несоответствие формы изделия заданным параметрам, в результате выпуклости, искривления или коробления. Правка материала возможна в домашних условиях.
Правка листового металла
Правка листового металла относится к наиболее простым операциям. Проводится для искривления тонкого материала. Для этого лист укладывается на плиту или наковальню. Величина кривизны определяется зазором между металлом и чугунной плитой.
Молотком наносятся удары по выпуклой части поверхности. Чтобы материал не прогнулся в обратную сторону, лист постоянно переворачивается. По мере уменьшения кривизны, сила ударов уменьшается.
При наличии нескольких неровностей, сначала устраняются боковые дефекты, а затем центральная кривизна.
Зачем нужна правка
Изготавливаемый металлургическими методами прокат используется как исходный материал для горячей или холодной штамповки. Поэтому изделия должны отвечать всем нормативам ГОСТ:
- листы и полосы проверяются на неплоскостность;
- круглые прутки на допустимую величину изгиба;
- квадратные прутки на степень величины выпучивания или вогнутости металла.
Важно знать, когда нужно устранить искажение формы заготовки. В случае присутствия такого брака существует риск поломки штамповочного оборудования. Искривленная заготовка, попадая в плоскость штампа, формируется пуансоном и матрицей.
Кроме того, правка изделий нужна в следующих случаях:
- при разрезании листового металла на гильотинных ножницах;
- при выталкивании готовой детали из полости матрицы;
- после усадки металла;
- после термической обработки.
Разновидности правки металла
Существуют такие виды правки металла:
В первом случае работа проводится в домашних условиях. Механическая правка может проводиться как с нагретой деталью, так и в холодном состоянии. Часто штамп для горячей штамповки состоит из нескольких ручьев. Последний из них используется для выравнивания детали после ее формирования в предыдущих ручьях. Во время смыкания 2 половинок штампа идет доводка готового изделия
В листовой штамповке, кроме предварительного выравнивания металлического листа, необходима правка после некоторых операций:
- При гибке и вытяжке не всегда формируется правильный радиус сгиба и величина закруглений. В этом случае штамп опускается в крайнее нижнее положение. Происходит устранение всех остаточных напряжений и деталь приобретает нужные параметры.
- При большой толщине листа, для правки изготавливаются отдельные штампы. На рабочих частях инструмента наносится сетка мелких зубчиков. Выравнивание происходит в момент смыкания обоих половинок штампа.
Оборудование для правки
Правка изделий из металла в производственных условиях проводится на станках. Для этого используется следующее оборудование:
- Правильные вальцы. В качестве инструмента устанавливаются валы, между которыми пропускается металл. Давление рассчитывается так, чтобы его хватало на исправление дефекта, но не превышало пластичности материала. Часто оборудование автоматизировано, поэтому обладает высокой производительностью. Валки бывают разной формы, поэтому между ними пропускается не только листовой металл, но и прутки.
- Пресса. Они требуют установки штампов. Часто правка, которая еще называется чеканка, совмещается с другими операциями в одном штампе.
Работа с листовым металлом,обзор оборудования
В случае ручной правки применяется такой инструмент:
- Чугунные плиты. Характеризуются большим весом.
- Рихтовальные бабки. Применяются для работы с твердым материалом.
- Молотки. В зависимости от обрабатываемого металла бывают разной конфигурации.
- Кувалды. Те же молотки, только большого веса. Используются, если силы удара молотка для деформирования оказывается недостаточно.
- Киянки — деревянный молоток.
- Гладилки. Они изготавливаются из дерева и предназначены для выравнивания металла.
Киянка для правки металла
Как выправить металл
Правка листового металла может проводиться в домашних условиях. Способы правки бывают следующие:
- Выпуклость. Такой дефект устраняется ударами молотка по окружности, начиная с самого края. По спиралевидной траектории идет передвижение к центру. Постепенно сила ударов снижается, а их частота возрастает. Если выпуклостей несколько, то они объединяются ударами молотка в промежуточную часть, между дефектами.
- Волнообразность. Устраняется по той же технологии. Работа ведется от краев листа к центру. В итоге дефект устраняется за счет растяжения металла.
Изгиб полосового металла убирается путем нанесения ударов по выпуклой части. Потом заготовка переворачивается. Если выпуклость перешла на другую сторону, она так же устраняется.
Сложность заключается в выправке закаленных деталей с фасонными поверхностями. Здесь используется рихтовальная бабка. На нее укладывается заготовка, а удары наносятся по вогнутой части поверхности. При этом происходит растяжение материала, и он выравнивается. В качестве бойков используется закаленный металл округлой формы.
Если нужно выправить закаленный уголок на 90°, то в случае острого угла, удары наносятся по внутренней стороне уголка, а тупого — по наружной.
Металлические пруты квадратного сечения подвергаются правке так же, как и полоса. Заготовка с квадратным или круглым сечением укладываются на плиту, и удары наносятся на выступающую поверхность. По мере рихтовки пруток переворачивается.Растянутый металл (Уроки pdr) АвтоЮвелир — удаление вмятин.
Правка металла в условиях промышленного производства проводится на специализированном оборудовании, которое предназначено для этих целей.
В домашних условиях, это делается своими руками с применением молотка и массивной плиты.
Когда и зачем проводят правку металла Ссылка на основную публикацию
Как выпрямить лист металла
Правка листового металла
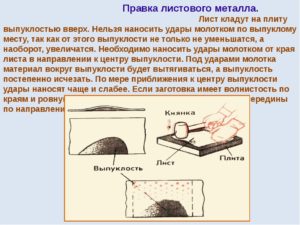
Сложность правки листового металла зависит от того, какого типа дефект имеет лист – волнистость кромки, или выпуклость, или вмятину в середине листа, или то и другое одновременно (рис. 15).
Рис. 15. Приемы правки листового металла: а – при деформированной середине листа; б – при деформированных краях листа; в – с использованием деревянной гладилки; г – с использованием металлической гладилки.
Во время правки выпуклости нужно наносить удары, начиная от края листа по направлению к выпуклости (рис. 15 а, б).
Наиболее распространенная ошибка заключается в том, что самые сильные удары наносятся по тому месту, где выпуклость наибольшая, а в результате на выпуклом участке появляются небольшие вмятины, которые еще более осложняют неровную поверхность.
Кроме того, металл в таких случаях испытывает очень сильную деформацию на разрыв. Поступать нужно как раз наоборот: удары должны становиться слабее, но чаще, по мере того как правка приближается к центру выпуклости.
Лист металла нужно постоянно поворачивать в горизонтальной плоскости, чтобы удары равномерно распределялись по всей его поверхности.
Если лист имеет не один выпуклый участок, а несколько, нужно сначала свести все выпуклости в одну. Для этого наносят удары молотком в промежутках между ними. Металл между выпуклостями растягивается, и они объединяются в одну. Затем нужно продолжать правку обычным способом.
Если середина листа ровная, а края искажены волнами, то последовательность ударов при правке должна быть противоположной: их следует наносить, начиная от середины, продвигаясь к изогнутым краям (рис. 15, б). Когда металл в середине листа растянется, волны на его краях исчезнут.
Очень тонкие листы невозможно править даже молотками из мягкого материала: они не только оставят вмятины, но могут и порвать тонкий металл.
В этом случае для правки применяют бруски-гладилки из металла или дерева, которыми лист выглаживают с обеих сторон, периодически его поворачивая. Качество правки можно проконтролировать с помощью металлической линейки.
Тот, кто брался за правку стального листа, знает, что это работа достаточно трудная: пока выправляешь один изгиб, на листе появляются другие. Однако этого можно избежать и тем существенно облегчить работу.
Стальной лист нужно уложить для правки не на гладкую плиту, как это обычно делается, а на плиту-подкладку со множеством мелких затупленных бугорков, равномерно расположенных на ее поверхности. В этом случае качество работы должно повыситься, а трудоемкость – снизиться. Металл под ударами резинового молотка будет как бы сам искать свое место.
При этом на листе образуются едва заметные волны, при шпатлевке и покраске они станут заполняться и способствовать тому, что шпатлевка и краска будут держаться на металле очень крепко. Неровности после покрытия металла совершенно незаметны. Единственная сложность – как изготовить требующуюся плиту-подкладку.В домашних условиях ее действительно изготовить трудно: бугорки обычно получают, прорезая на гладкой плите большое число взаимно пересекающихся и расположенных близко одна от другой канавок. Сделать это можно на строгальном или фрезерном станке, поэтому, если есть такая возможность, лучше ею воспользоваться.
Читать также: Как починить клеевой пистолет
Правка и гнутье металла
Правкой листового материала в слесарном деле называют процесс выравнивания изогнутых или имеющих местные вмятины и перегибы металлических листов, заготовок и деталей. При помощи правки выпрямляют также полосовой и прутковый металл, металлические трубки, проволоку .
Правку производят вручную на гладкой стальной плите (рихтовочной плите) или
Правка (выпрямление) металла:
наковальне. Для правки деталей небольшой величины можно воспользоваться отрезком стальной двутавровой балки или балки корытного сечения (швеллер).
Поверхность плиты, на которой производится правка, должна представлять собою плоскость и не иметь выбоин и вмятин.
Правку листового металла. и деталей большой толщины производят слесарными молотками. Листы толщиной до 1 мм правят киянками, а совсем тонкие проглаживают правильными брусками из твердой древесины или стали. Тонкую фольгу правят, разглаживая ее на листе бумаги пальцем или комком ваты.
Бойки молотков и киянок, применяемых для правки, должны быть ровными и гладкими. При правке деталей и листов из мягких цветных металлов часто применяют свинцовые и алюминиевые молотки.
Листовой металл при правке укладывают на плиту выпуклостью или складкой вверх. Удары молотком или киянкой наносят сначала по краям листа, затем все ближе к .центру выпуклости. При этом по краям выпуклости удары должны быть сильнее.
Листы мягкого цветного металла — алюминия, меди, латуни, чтобы на их поверхности не оставалось следов от ударов молотком или киянкой, при правке часто покрывают куском картона.
Правку (выпрямление) проволоки производят обычно волочением: проволоку зажимают между двумя деревянными брусками и протягивают один-два раза.
Тонкую проволоку для ее выпрямления достаточно протянуть, сильно натягивая, вокруг какого-либо кругло- го металлического стержня или деревянного бруска, например дверной ручки, зажатого в тисюи зубила и т. п.Толстую стальную проволоку, так же как прутковый металл, правят на стальной плите ударами молотка или киянки.
Правку металлических трубок производят на плите. Эту работу, особенно если трубки изготовлены из мягких металлов или имеют тонкие стенки, необходимо вести осторожными ударами киянки, чтобы не помять стенок. Трубки при этом нужно вращать вокруг оси.
Читать также: Как варить нержавейку полуавтоматом в углекислоте
Изгибание мелких деталей из проволоки, полосок жести и цветных металлов производят на руках при помощи плоскогубцев, круглогубцев, овалогубцев и пассатижей.
Более крупные детали изгибают в тисках.
Изгибание листового металла под прямым и острым углами, например при загибании кромок в различных моделях, удобно производить на длинном стальном уголке, укрепленном вдоль кромки крышки верстака.
Для мелких работ по загибанию кромок у деталей из листового металла пользуются так называемым скребком — толстой стальной пластинкой Т-образной формы, которая при работе зажимается в тисках.
При изготовлении из листового металла различных объемных деталей в мастерской следует иметь стальные брусья квадратного и круглого сечений, которые укрепляют на верстаке так, чтобы один конец свешивался.
При изготовлении деталей различных моделей — масло-, бензино- и паропроводов, насосов и т. п. — юным техникам часто приходится изгибать металлические трубки. Гнутье металлических трубок ведут по шаблонам или непосредственно по чертежам, выполненным в натуральную величину.
Медные, латунные и алюминиевые трубки небольших диаметров (до 4-—5 мм) можно гнуть в холодном состоянии и без набивки.
Трубки больших диаметров, чтобы в местах сгиба не происходила их деформация (не изменялась форма поперечного сечения и не образовывались складки), перед изгибанием плотно набивают хорошо просушенным мелким кварцевым песком.
Для этой цели с двух сторон каждой трубки забивают деревянные пробки. При набивании трубки песком, для того чтобы песок хорошо уплотнился, по стенкам трубки постукивают молотком.Трубки относительно больших диаметров (12—15 мм и больше), особенно если радиусы кривых, по которым они изгибаются, невелики, набиваются песком и в месте изгиба хорошо прогреваются. Нередко изгибание таких трубок приходится вести в два-три приема, каждый раз нагревая трубку в месте изгиба и т. п.
С правки металла начинаются, практически, все «металлические работы». Счастливым исключением является тот случай, когда вы получаете со склада совершенно новый лист или кусок профиля.
- стальные листы из цветных металлов и их сплавов;
- стальные полосы;
- трубы;
- прутковый материал и проволока.
Правке подвергаются, также, металлические сварные конструкции.
Станок «GOCMAKSAN STORM 1601».
Определение термина «правка металла»
Правка металла — это операция, которая заключается в устранении дефектов деталей и заготовок: кривизны (выпуклости или вогнутости), неровностей (искривления, коробления и т. п.) и т. п. Она заключается в сжатии выпуклого слоя металла или расширении вогнутого и осуществляется действием давления на какую-либо часть заготовки или детали.
Читать также: Подставка для ружья своими руками
Способы и методика правки
Различают два основных метода правки любых металлов:
- вручную. Выполняется с помощью молотка на наковальнях, стальных правильных плитах и т. п.
- машинный. Производится на правильных машинах (прессах или вальцах).
Металл правят в холодном или нагретом состоянии. Выбор определяется величиной прогиба и его размером и материалом заготовки.
При правке металла большое значение имеет:
- правильность выбора места, по которому следует наносить удары;
- соизмерение силы удара с величиной кривизны металла. Её следует уменьшать по мере перехода от максимального изгиба к минимальному.
При большом изгибе полосы «на ребро» удары следует наносить носком молотка. Это приведёт к односторонней вытяжке (удлинению) места изгиба.
Полосы, представляющие собой «скрученный изгиб», правят по направлению раскручивания. Проверка осуществляется на начальной стадии «на глаз», а по окончании – на поверочной плите или лекальной линейкой.
Металлические прутки следует править на наковальне или плите от края к середине.
Задержимся на рассмотрении правки листового металла, т. к. это — самая сложная операция. Лист металла следует положить на плиту выпуклостью вверх. Удары молотком будем наносить от края листа в сторону деформированной его части.
Под действием направленных ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке листов закаленного металла следует наносить частые, но несильные удары носком молотка по направлению от вогнутости к ее краям.
При этом верхние слои металла будут растягиваться, и дефект детали будет устранён.
Применяемое оборудование и инструмент
Для правки металла используется следующее оборудование:
- правильная плита;
- рихтовальные бабки.
В качестве инструмента используются молотки, имеющие круглые, радиусные или вставные из мягкого металла бойки. Тонкий листовой металл правят деревянным молотком (киянкой).
Правильная плита должна быть массивной. Поэтому, она может иметь размеры, мм: 400 х 400… 1500 х 3000. Устанавливается этот инструмент на деревянные или металлические опоры, обеспечивающие устойчивость и горизонтальность ее положения.
Для правки деталей, прошедших закалку, используют рихтовальные бабки, которые изготавливаются из стали с последующей закалкой. Бабки имеют рабочую поверхность сферической или цилиндрической формы, радиус которой 150…200 мм.
Станок «VPK PRO-14 KOMPAKT».
Популярные бренды и модели станков
Большой популярностью пользуются следующие модели:
- правильно-отрезной станок бренда «Промтехоснастка» модель «GT 4-14»;
- правильно-отрезной автомат бренда «Антарес» модель «ВПК ПРО-14 КОМПАКТ»;
- правильно-отрезной станок бренда «GROST» модель «SCM6-12C».
Компания «Промтехоснастка»;
Компания производит и продаёт правильно-отрезной станок GT 4-14.
Ручная правка листового металла
Ручная правка листового металла. 4.36/5 (87.27%) проало 11
Листовой и сортовой металл обычно правят на правильных плитах ударами кувалды.
Размеры плит бывают 1,5 X 1,5 м; 2,0 X 2,0 м; 1,5 X 3,0 м. Как правило, правильные плиты отливаются из серого чугуна ребристы ми или сплошными массивными. Рабочая поверхность плиты должна быть ровной. Иногда такими плитами выстилают всю площадь правильного помещения.
Плиты устанавливаются на деревянные брусья, с высотой рабочей поверхности от пола 400—650 мм. Основными инструментами для правки на плите являются молотки и кувалды.
Правильная рукоятка молотка. Вес молотка. Вес кувалды.
Рабочая поверхность или боек этих молотков и кувалд бывает плоской или слегка выпуклой формы, в зависимости от места и характера требуемого удара.
Обычно они изготовляются с различными поверхностями на концах — двуличными, а также с удлиненным и узким бойком. Вес ручных молотков — ручников колеблется от 3/4 до 1 ½ — 2 кг. Вес кувалд колеблется от 5 до 15 кг.
Рукоятки для молотков и кувалд изготовляются из крепкого, твердого дерева — вяза, кизила, рябины, березы и др., а в гнезде закрепляются железным клином.
Длина рукоятки молотка.
В зависимости от веса молотка или кувалды рукоятке придают соответствующую длину (табл. 1).
Таблица 1. Длина рукоятки молотка в зависимости от веса.
| Вес молотка или кувалды в кг | Длина рукоятки в мм | Вес молотка или кувалды в кг | Длина рукоятки в кг |
| 0,25 | 250 | 4 | 700 |
| 0,3 – 0,4 | 300 | 4,5 | 750 |
| 0,5 – 1,0 | 360 | 5 – 6 | 800 |
| 1,25 – 2,0 | 425 | 7 – 8 | 850 |
| 2,5 – 3,0 | 475 | 9 | 900 |
| 3 – 3,25 | 550 | 10 | 1000 |
| 3,5 | 650 |
Форма молотков и кувалд.
Формы молотков и кувалд показаны на рис. 1.
Рис. 1. Молоток и кувалда.
Рис. 2. Гладилки.
Гладилки, употребляемые при правке, имеют различную форму; образцы их показаны на рис. 2. Некоторые гладилки (2, а и д) вставляются своими хвостовиками в отверстия специальной ручки, остальные же (2, б, в и г) насаживаются на деревянные рукоятки наподобие молотков.
Для различных профилей металла употребляются гладилки различных форм.
Технология правки металла.
Дать точные указания, как производить правку, нельзя. Навыки правки приобретаются опытом. Можно только отметить некоторые основные приемы правки. Основным приемом при ручной правке металла является удар молотка или кувалды по металлу. Для правки металла пользуются преимущественно так называемым плечевым ударом, т. е.
таким ударом, в нанесении которого работают все сочленения руки: плечевое, локтевое и кистевое. Это обеспечивает удару необходимую силу. Сила удара зависит от веса молотка и, главным образом, от скорости нанесения удара. Скорость же эта зависит от величины размаха и от усилия, которое прилагается для движения молотка вниз.
Высокая производительность с наименьшим утомлением организма достигается определенным ритмом в работе, т. е.
за определенное время нужно совершать определенное количество рабочих движений, используя все средства для устранения излишних усилий, например, использовать силу отдачи молотка от металла при подъеме его вверх для нанесения следующего удара.Не менее важно умение правильно выбрать место для нанесения ударов, обеспечивающих выпрямление металла. Встречается искривление листов в виде одного или нескольких выпучиваний по середине листа между натянутыми краями его или натянутая середина листа с волнистыми краями.
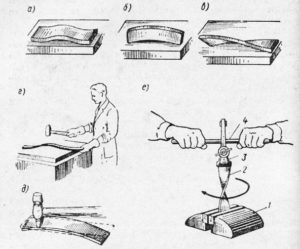
Рис. 3. Лист металла с выпучиной в середине (а) и у кромки (6).
Цифры показывают последовательность ударов молотка.
Выпучивание указывает, что в этом месте площадь поверхности металла больше, чем площадь, на которой образовалось выпучивание. Чтобы расправить такое выпучивание нужно удары молотка направлять не по нему, а по металлу вокруг него и в такой последовательности, чтобы постепенно раздать натянутые места (рис. 3, а).
Если же наносить удары по выпучиванию, то металл под их влиянием будет раздаваться, и выпучивание увеличится. При нескольких выпучиваниях на поверхности листа удары наносят по металлу в перешейках между ними, сводя все выпучивания в одно общее, а за тем ударами растягивают натянутую поверхность металла. При волнистом крае листа (рис.
3, б) удары наносят по натянутой части металла, металл растягивается, и волнистость исчезает.
Поверхность выправленного листа проверяют металлической линейкой, которую ребром прикладывают к листу в различных направлениях. Зазор между листом и линейкой замеряется щупом.
Способ правки металла. Осаживание металла.
Сортовой металл правят обычно осаживанием (посадкой) и гибкой и только в редких случаях применяют раздачу (растягивание) металла.
Его правят вручную на плите или на особых наковальнях с вырезами (рис. 4). На борты выреза наковальни укладывают металл стороной, противоположной той, по которой будут наносить удары.
Рис. 4. Наковальня для ручной правки фасонного металла:
1 — выправляемый металл; 2 — наковальня с вырезами.
Сортовой металл с искривлением по винтовой линии правят в холодном состоянии скручиванием в обратную сторону рычажными приспособлениями (вилками). При значительном искривлении профили правят в горячем состоянии
Инструмент для правки металла.Винтовой бугель.
При правке сортового металла применяют различные приспособления.
Одним из видов такого приспособления является винтовой бугель (рис. 5). Процесс правки состоит в том, что в корпус бугеля устанавливается изогнутый профиль, нажимом винта на уголок со стороны выпуклости его выправляют. Правка сортового металла винтовым бугелем протекает медленно.
Рис. 5. Винтовой бугель:
1 — винт с ленточной резьбой; 2 — корпус бугеля; 3 — выправляемый металл (уголок).
При правке особенно внимательно надо относиться к нержавеющим сталям типа 18—8. Вследствие склонности к межкристаллитной коррозии править листы из этой стали ударами по ним стальной кувалдой запрещается.
При правке необходимо пользоваться или медными кувалдами, или применять медные гладилки, или медные подкладные листы. Плиты перед правкой на них нержавеющих листов тщательно очищаются.
Местный подогрев газовой горелкой не разрешается.