Пример заполнения журнала сварочных работ в строительстве
Правила заполнения журнала сварочных работ — Сварка Профи
Журнал сварочных работ(ЖСР) относится к технической документации, обязательной к заполнению при монтажных и строительных работах на объекте и приобъектном участке.
Обязанности по ведению данного журнала возложены на ответственное лицо, имеющее соответствующее образование или отметки о повышении квалификации с 3-им уровнем аттестации сварщиков и выше.
На него оформляется приказ по ведению объекта и заносится соответствующая запись в ЖСР.
Заполнение журнала сварочных работ сродни ведению школьного дневника, хотя ответственность по его ведению куда больше, ведь на кону качество выполнения сварных соединений и персональная ответственность за выполнение и соблюдение всех норм и правил сварщиками.
Как заполнять журнал сварочных работ
Особых сложностей в заполнении данного журнала нет, все интуитивно понятно. В каждой строке прописано какие записи должны быть внесены.
Титульный лист
На титульном листе прописывается адрес и наименование объекта, указываются шифры проектной документации и Ф.И.О производителя работ.
Образец заполнения титульного листа ЖСР (Нажмите для увеличения)
1-ая страница
1. На следующей странице заполняются строки с указанием инженерно-технического персонала при выполнении сварочных работ. В каждом столбце прописываются соответствующие сведения о профильном образовании, наличии аттестации и др.
2. Далее идет таблица с данными о сварщиках, где прописываются их инициалы, номер персонального клейма, номер свидетельства, допуск на проведение сварочных работ, отметка о контрольной сварке.
Таблица с указанием данных о сварщиках (нажмите для увеличения)
Обычно на объекте трудится несколько сварщиков, но в журнал прописывают одного или двух мастеров, имеющих корочки.
При заполнении могут возникнуть вопросы ,связанные с клеймом. Клеймо — своеобразная подпись аттестованного сварщика о выполненной работе, за что он несет персональную ответственность. Оно бывает нескольких видов с общей высотой символов 3-5 мм:
- числа в два ряда с разными шрифтами без рамки;
- числа в две строки с рамкой.
Рекомендуем! Получение НАКС – подготовка, экзамены
Их применение обязательно при сварке на сосудах, работающих под давлением, а также на ответственных металлоконструкциях.
2-я страница
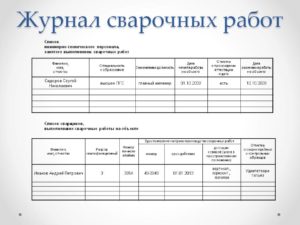
Это таблица, которая подлежит заполнению ежедневно с учетом выполненной работы, здесь ставятся отметки о времени и качестве. Каждый столбец обязателен к заполнению, в которых указываются:
- дата выполнения работ, либо номер смены;
- подробные размеры соединяемых элементов, марки стали;
- отмечаются узлы и номера свариваемых элементов по проекту;
- отметки о сдаче сваренного узла ответственному лицу;
- марка применяемых материалов;
- погодные условия при сварке;
- ФИО сварщика и № удостоверения;
- клеймо;
- личная подпись сварного;
- подпись прораба;
- отметка о приемке сварного соединения;
- подпись руководителя сварочных работ;
- замечания (если они имеются).
Примером может служит фотография, прикрепленная ниже
Данные о выполненной работе
3-я страница
Перед внесением записей в журнал его необходимо прошить, а страницы пронумеровать. Далее концы ниты проклеиваются листом бумаги, на котором ставится печать организации и подпись руководителя или иного уполномоченного лица. Оттиск печати должен захватывать лист журнала и частично находиться на куске бумаги.
Журнал сварочных работ
Здравствуйте, уважаемый читатель блога, в статье журнал сварочных работ разберемся, как его заполняют, делюсь своим опытом
При работе с металлоконструкциями без сварки не обойтись и все данные о работе согласно СНиП 3.03.01-87 «Несущие и ограждающие конструкции» п. 1.5 вносятся ежедневно в журналы по монтажу строительных конструкций, сварочных работ, антикоррозийной защиты сварных соединений, замоноличивание монтажных стыков и узлов, монтажных соединений на болтах с контролируемым натяжением.
Журнал сварочных работ и антикоррозийной защиты это один документ с двумя разделами в первом сварка во втором антикоррозия.
Журнал должен быть прошнурован, пронумерован, как и журнал общих работ, но не регистрируется в контролирующих органах.
Делают запись в раздел 2 “Перечень специальных журналов”, журнала общих работ о том, что такой документ есть на строительной площадки. С журналом сварочных работ чаще всего ведется и журнал монтажных работ.В принципе ничего сложного в заполнение журнала нет. В первый раз, когда я его заполнял у меня были вопросы о том, какого сварщика вписывать и что такое клеймо.
В основном при производстве сварочных работ участвуют несколько сварщиков, но записывают в журнал одного или двух имеющие корочки. Аттестованный сварщик имеет свое личное клеймо – это его подпись выполненной работы.
Клеймо имеет несколько видов первый числа в две строки без рамки и второй вариант числа в две строки с рамкой. Общее у них одинаковая высота символов от 3 до 5 миллиметров.
При заполнение журнала у вас должны быть копии удостоверения сварщиков и их номера клейм. Из своего опыта скажу, что серьезно проверяли номер клейма и аттестацию сварщиков при проведение ванной сварки арматуры диаметром 32 миллиметра в Тобольске.
Производились работы по армированию железобетонных колонн высотой более 12 метров, ответственные конструкции. В остальных случаях, таких как монтаж металлоконструкций не больших зданий, сварочные работы при устройстве фундаментов или армирования монолитных зданий, проверяющие корочки сварщиков смотрели для галочки.
В паспорте сварщика прописаны допуски на сварку. Клеймы ставятся на сварках труб высокого давления и сильнонагруженных конструкций.
Кем заполняется журнал сварочных работ
Согласно СНиП 3.03.01-87 п8.2 следит за качеством и приемкой сварочных работ лицо имеющее документ о специальном образовании или подтверждение своей квалификации в НАКСе. У меня такого документа нет и я не имею права вести контроль по сварочным работам.
На практике было так, я заполнял журнал сварочных работ на своем объекте, но расписывался потом инженерно-технический работник, имеющий корочки по ведению и контролю сварочных работ.
Как контролируются сварочные соединения
Об этом подробно можно почитать в этом же СНиПе п.8 «Контроль качества монтажных соединений». Если коротко контроль заключается в проверке оборудование, сварочных материалов, инструментов, в визуальном осмотре на проверку геометрических размеров и формы швов, наличие трещин.
Кроме визуального осмотра проверяются радиографическим или ультразвуковым методом 5% при ручной или механизированной сваркой и 2% при автоматизированной. Так же в проекте могут быть указаны места обязательного контроля.
Журнал сварочных работ (Приложение Б по СП 70.13330.2012)
Основной способ соединения металлических конструкций – сварка. Она широко применяется при монтаже на строительной площадке. Сварочные соединения прочные, а также газо- и водонепроницаемые. Все работы по сварке на объекте должны быть занесены в специальный журнал. Для его ведения руководитель издает приказ и назначает сотрудника, который будет ответственен за заполнение документа.
Журнал сварочных работ (ЖСР) необходим для того, чтобы фиксировать выполнение профессиональных обязанностей сварщика и их соответствие нормам.
Если в качестве сварки будут обнаружены недочеты, то по документу в процессе судебного разбирательства можно определить лицо, которое понесет за это ответственность. Сварочные работы фиксируют так же, как и все остальные процессы на строительной площадке.
Тем самым осуществляют контроль проведения таких серьезных работ, связанных с металлическими конструкциями.
к оглавлению ↑
Что зависит от журнала сварочных работ
ЖСР – это один из видов исполнительной документации, обязательный при строительстве объекта. Его должны вести все строительные и промышленные предприятия.
В первую очередь, такой документ необходим самой организации, которая занимается возведением объекта. Ведение журнала помогает избежать различных санкций со стороны государства.
Документ подлежит регистрации в государственном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Если предприятие пренебрегает правилами и не ведет указанный журнал, то государственные проверяющие органы могут подвергнуть его серьезным взысканиям. Когда обнаруживают, что беспорядочное ведение документа или его полное отсутствие является виной конкретного сотрудника, его могут наказать вплоть до увольнения.
к оглавлению ↑
Особенности заполнения и составления журнала сварочных работ
Журнал должен быть пронумерован и прошнурован. Отметку он нем делают в разделе 2 «Перечень специальных журналов» в журнале общих работ. Это необходимо, чтобы были сведения, что такой документ есть на строительной площадке.
При заполнении журнала сварочных работ необходимо иметь копии удостоверений сварщиков, а также номера их клейм. Обязанность по его ведению прописывается в трудовом договоре сотрудника, на которого она возложена. Существует еще несколько нюансов ведения такого документа.
- Если на строительной площадке работают две бригады сварщиков от разных организаций, то они должны вести отдельные журналы сварочных работ.
- ЖСР привязан к конкретному объекту строительства. По этой причине при переходе бригады сварщиков на другую площадку для них должен быть заведен новый журнал.
- Документ хранят не менее 10 лет с момента составления. Если работа сварщиков происходила во вредных условиях, то этот срок увеличивается до 75 лет.
к оглавлению ↑
Кто заполняет документ
Назначением ответственного за заполнение ЖСР занимается руководитель сварочных работ. Это мастер-сварщик, имеющий аттестацию не ниже II уровня.
В противном случае он не в праве выступать руководителем сварочных работ. Им может быть мастер, прораб или начальник участка, но не сам сварщик, выполняющий работы.
Достоверность вносимых данных – это ответственность руководства. Более подробно об этом говорится в п. 10.1.1 СП 70.13330.2012.Рядовые сварщики не обязаны вносить информацию о своей работе самостоятельно, хотя на практике, если сотрудник опытный, эту процедуру ему иногда все же доверяют. Если заполнением занимается рядовой исполнитель работ, то подпись должен оставлять сотрудник с профильным инженерным образованием.
к оглавлению ↑
Разделы журнала сварочных работ
Ошибиться при заполнении ЖСР сложно, поскольку каждая графа и строчка имеют названия. В связи со вступлением в 2013 г. в силу СП 70.13330.2012 (вместо СНиП 3.03.01-87) форма журнала несколько изменилась. Бланк представлен в приложении Б указанного документа. Скачать журнал сварочных работ можно на сайте. Всего в документе выделяют четыре раздела.
- Обложка. Как видно в образце, это своеобразный титульный лист, где указывают основную информацию об объекте строительства, организациях, которые разработали проектную документацию.
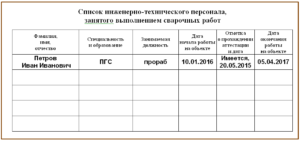
- Список ИТП (инженерно-технического персонала), который был занят выполнением сварочных работ.
- Список сварщиков, непосредственно выполнявших сварку и ответственных за ее качество.
- Основная таблица, в которой указывают все данные по поводу смены, названия элементов, условий работы и личных данных каждого сварщика. Ее заполняют непосредственно в день выполнения работ.
к оглавлению ↑
Обложка ЖСР
Первое, что нужно указать на обложке документа, – номер журнала. Далее идет название организации, которая выполняет работы, например, ООО «Сварщик». Затем необходимо заполнить еще несколько строчек.
- Полное наименование объекта строительства.
- Данные лица, ответственного за сварочные работы и ведение по ним журнала. Здесь указывают:
- должность,
- фамилию,
- инициалы,
- подпись.
- Название организации, которая занималась разработкой проектной документации, чертежей КЖ, КЖД, КМ и КЖ.
- Шифр проекта.
- Наименование организации, подготовившей проект производства для сварочных работ.
- Шифр ППР на сварку.
- Предприятие по производству закладных и арматурных изделий, а также других металлических конструкций.
- Шифр документа о качестве.
- Наименование организации-заказчика и данные ее представителя или руководителя:
- должность,
- фамилию,
- инициалы,
- подпись.
- Дата начала и окончания ведения журнала.
к оглавлению ↑
Список инженерно-технического персонала
Раздел, где описывают весь инженерно-технический персонал, включает всех специалистов, которые заняты контролем выполнения сварочных работ. Сварщиков здесь не указывают. Для удобства раздел представлен в форме таблицы из шести столбцов.
- Фамилия, имя, отчество сотрудника: прораба, производителя работ, начальника участка, руководителя сварочных работ и пр. Указывают ФИО полностью, без сокращений.
- Специальность и образование, например, «ПГС», что означает промышленное и гражданское строительство.
- Должность, которую занимает этот сотрудник.
- Дата, когда конкретный специалист начал работы на объекте.
- Дата и отметка по поводу прохождения аттестации: «имеется, 20.05.2015».
- Дата окончания работы специалиста на строительном объекте.
к оглавлению ↑
Список сварщиков, выполнявших сварочные работы
Для заполнения этого пункта как раз потребуются данные о дипломе или удостоверении сварщика на производство сварочных работ. Раздел тоже оформляется в виде таблицы. Она содержит семь основных столбцов.
- Полное имя сварщика. Прописывается не как фамилия с инициалами, а полностью фамилия, имя и отчество: «Никитин Петр Иванович».
- Квалификационный разряд, например, «3».
- Номер личного клейма.
- Диплом, удостоверение на право заниматься сварочными работами. Этот пункт разделяется еще на три столбца:
- номер свидетельства;
- срок действия документа;
- пространственное положение швов, к сварке которых допущен сварщик.
- Отметка о сварке пробных и контрольных образцов, например, «удовлетворительно».
к оглавлению ↑
Основная таблица
Самую большую сложность вызывает заполнение последнего раздела ЖСР. Он представлен таблицей из 13 столбцов. Здесь важно правильно заполнить каждый из них, причем работы записывают непосредственно в день их выполнения. Далее представлены названия столбцов и примеры информации, которую в них указывают.
- Дата выполнения работ, смена. К примеру, «10.01.2017, 1 смена».
- Наименование соединяемых элементов и марка стали: балка Б-1, опорный стульчик, ОП-2, С245.
- Номер или место свариваемого элемента: «узел 2, лист 8 проекта КМД. Его определяют по схеме или чертежу».
- Отметка о сдаче и приемке узла под сварку. Указывают должность, фамилию с инициалами. Здесь же специалист ставит свою подпись. Обычно это ответственный производитель работ на объекте.
- Марка сварочных материалов, применявшихся в процессе работ. Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».
к оглавлению ↑
Окончание основной таблицы
После указания марки сварочных материалов остается заполнить еще восемь столбцов. Они тоже расположены в определенном порядке.
- Атмосферные условия: осадки, скорость ветра, температура воздуха: «+5 °C, без осадков, 3 м/с».
- Фамилия и инициалы сварщика с номером его удостоверения: «Никитин П. И., 48-5660».
- Номер клейма аттестованного сварщика.
- Подпись сварщика, сварившего соединение.
- Фамилия и инициалы специалиста, который ответственен за производство работ. Чаще это мастер или производитель работ.
- Подпись руководителя сварочных работ.
- Отметка о приемке сварного соединения. Ее оставляет представитель испытательной лаборатории (ИЛ).
- Замечания. Здесь указывают нарушения, который были выявлены в процессе контрольной проверки представителем ИЛ или производителем работ. Если замечаний нет, то можно написать фразу «не имеется».
к оглавлению ↑
Что такое клеймо сварщика
В пункте 10.1.15 СП 70.13330.2012 указано, что каждый сварщик по окончании работ должен поставить личное клеймо. Оно располагается в 40-60 мм от границы шва сварного соединения. Если работу выполнил один сварщик, то клеймо должно быть в одном месте, если несколько – в начале и в конце по границе шва.
Клеймо – своеобразная подпись конкретного аттестованного сварщика, по которой в дальнейшем можно распознать именно его работу. Это могут быть числа, написанные в две строчки, в рамке или без нее. Символы имеют высоту 3-5 мм.
Номер клейма обязательно проставляется в журнале сварочных работ. Но взамен этого допускается составлять исполнительную схему, содержащую подписи сварщиков, тоже с фиксацией в ЖСР. Чаще номер клейма тщательно проверяют при сварке очень нагруженных конструкций, труб высокого давления и других элементов, от которых напрямую зависит жизнь людей.
к оглавлению ↑
Замечания по контрольной проверке
Контроль в каждодневной практике проводится в основном визуально. При внешнем осмотре специалист может увидеть дефекты размером более 0,1 мм. Визуально могут быть обнаружены и вкрапления окисленных сплавов. Выходящие на поверхность капилляры выявляются только с применением люминесцентно-цветового исследования.
Для обнаружения других дефектов используют магнитный, ультразвуковой и акустический методы. Если они не выявлены, то в таблице можно указать «визуально дефекты не обнаружены». Контроль проводится с периодичностью и выборочно. Частота и характер исследования определяются руководством и инспектирующими организациями. Результаты проверок заносят в журнал сварочных работ.
к оглавлению ↑
Окончание ЖСР
После всех описанных разделов документа указывают, сколько страниц в журнале пронумеровано и прошнуровано. После этого идут дата и информацию о руководителе организации, который выдал этот документ. Для специалиста указывают такие данные:
- должность,
- фамилию,
- инициалы,
- подпись.
ЖСР закрепляется печатью организации, которую проставляют в конце документа.
Прошивка журнала предполагает соединение его отдельных страниц нитями с последующим заклеиванием этой части бумажной полоской, на которой указывают точное количество страниц и данные о заполнителе.
При желании ЖСР после окончания заполнения передают на хранение в архив, чтобы в случае необходимости его можно было вновь изучить и найти виновных лиц.
Журнал сварочных работ образец заполнения СП 70.13330.2012
Журнал сварочных работ используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве.
В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация.
Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Титульный лист 2
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Список ИТР, ответственных за производство сварочных работ
Колонка 1. Ф.И.О. мастера либо производителя работ.
Колонка 2. Указывается строительная специальность или образование мастера/ производителя работ.
Колонка 3. Должность.
Колонка 4. Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
Колонка 5. Информация о прохождении аттестации в сварочном производстве и дата аттестации.
Колонка 6. Дата окончания сварочных работ на объекте.
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Основные страницы журнала сварочных работ
Столбец №1. Указывается дата и смена сварки стыка.
Столбец №2. Пишется параметры свариваемых элементов/ деталей, а также марка стали каждого элемента.
Столбец №3. Указывается маркировка свариваемого элемента/ деталей по проекту (рабочей документации). В случае производства сварочных работ по нескольким разделам проектной документации, дополнительно указывается шифр проекта и номер листа.
Столбец №4. Ставится фамилия, инициалы и подпись лица ответственного за сдачу под сварку и приемку сварного узла. Как правило, этим лицом является мастер либо прораб ответственный за сварку и оформление журнала.
Столбец №5. Указывается марка сварочных материалов, а также номер партии.
Столбец №6. Условия окружающей среды при сварке стыка-температура воздуха при сварке стыка. В случае выполнения сварочных работ на открытом воздухе, указывается осадки и скорость ветра.
Столбец №7. Ф.И.О. сварщика, а также номер удостоверения (указан в списке сварщиков).
Столбец №8. Номер присвоенного клейма сварщика.
Столбец №9. Подпись сварщика, указанного в столбце 7.
Столбец №10. Ф.И.О. мастера либо производителя работ ответственного за сварочные работы на данном объекте/ участке (Указан в списке ИТР, занятого производством сварочных работ).
Столбец №11. Подпись ответственного лица за сварочные работы сварщика, указанного в столбце 10.
Столбец №12. Пишется результат контроля сварного соединения. Вид контроля сварных стыков указывается в проектной или рабочей документации.
Столбец №13. Столбец для замечаний от контролирующих лиц.
Скачать журнал сварочных работ, приложение Б, СП 70.13330.2012
Скачать журнал сварочных работ в формате Excel
(4 5,00 из 5)
Загрузка…
Заполнение журнала сварочных работ в строительстве: как заполнять, как ведется и на какие работы
Журнал сварочных работ – типичный представитель технической бумажной бюрократии. Но если вы думаете, что наше определение носит негативный оттенок, то вы серьезно ошибаетесь. «Бюрократия» – вполне себе безобидное слово, ставшее неизвестно по какой причине отрицательным штампом.
Можете и нас считать бюрократами, так как мы голосуем всеми руками за порядок в правилах, стандартах и документах. Особенно это касается любого рода технической документации.
А уж если дело касается сварки металлов, то все обязательные документы должны быть в идеальном порядке. Главный документом в этом идеальном «металлическом царстве» является сварочный журнал.
Что такое журнал сварочных работ?
Это документ специального формата под названием «Журнал сварочных работ», который нужно вести в обязательном порядке на любом объекте, где ведутся сварочные работы любого типа и в любом объеме.
Если говорить в общем, то данный документ должен содержать в себе информацию вот какого рода:
- названия всех свариваемых деталей и их составных элементов;
- чертежи деталей и узловых элементов деталей;
- вид и род используемого электрического тока с перечислением марок проводов и их сертификатов;
- персональные данные каждого сварщика;
- подписи мастеров, принимающих готовый результат сварки;
- нарушения технологических цепочек любого рода;
- любые выявленные дефекты технологического процесса;
- превентивные и принятые меры по устранению дефектов или технических ошибок;
- описание и номера применяемых сварочных швов;
Страницы документа должны быть прошиты и пронумерованы. Печать предприятия и подпись главного лица, ответственного за проведение всех сварочных работ на объекте должны присутствовать в документе также в обязательном порядке. Заполнение журнала сварочных работ также подпадает под строгие правила.
Зачем и кому нужен журнал сварочных работ?
Прежде всего, для осуществления эффективного контроля проведения таких серьезных процессов, с вязанных с металлом. Ведется мониторинг самих процессов, соблюдения технологических стандартов, качества швов, скоростью осуществления сварки и т.д.
Существует несколько видов такого рода документов, они различаются в зависимости от вида, уровня и квалификации проводимых работ по металлу.
Виды таких документов:
- Журнал мониторинга и контроля сварочно-монтажных процессов. Такой документ обязателен на всех буровых объектах или подразделениях РЭС.
- Записи о процессах по месту их проведения и участку объекта. Этот вид документа ведется участковыми специалистами, которые работают на нескольких участках предприятиях.
- Журналы учета проведения отдельных видов сварки – к примеру, аргоновой.
Как именно будет вестись журнал сварочных работ, и какую информацию туда нужно заносить, обговаривается заранее с работодателем. Все правила должны быть конгруэнтны с техническими регламентами, общими корпоративными правилами и системой промышленной безопасности самой организации.
Как заполняется журнал сварочных работ?
Перечень сотрудников, которые заняты выполнением работ по сварке, обязателен.
Он должен содержать в себе следующую персональную информацию:
- фамилия, имя и отчество;
- вся информация о компетентности специалиста, включающая в себя документы, подтверждающие специальность, квалификацию и разряд сварщика, если таковой имеется;
- должность и функциональные обязанности, выполняемые сотрудником на объекте;
- длительность пребывания сотрудника на объекте с датой начала работ;
- отметки с датами о получении сварщиком аттестации;
- дата окончания работ – предполагаемая или фактическая, если они закончились.
Особое место занимают записи о сотрудниках, которые покинули предприятие или были отстранены до окончания общих работ.
Эти записи должны быть исчерпывающими и содержать следующие данные:
- фамилия, имя и отчество;
- данные о клейме, включая номер, которое оставляет сварщик при уходе из предприятия;
- информация, подтверждающие специальность, квалификацию и разряд сварщика, если таковой имеется;
- запись о всем объеме работ, которые выполнил сварщик до своего ухода;
- данные удостоверения: номер и все отметки о допусках и разряде.
Порядок заполнения сварочного журнала
Существует обязательная схема как заполнять журнал сварочных работ, согласно которой вносятся записи о следующих фактах:
- дата выполнения работ с указанием смены;
- перечень деталей и заготовок, с которыми производилась сварка с указанием марок сталей и других расходных материалов;
- участок или рабочее место деталей и заготовок, которые свариваются;
- отметки с личными подписями приема и сдачи промышленного или строительного объекта под сварочные работы;
- способ сварки и вид расходных материалов;
- метеорические условия, при которых ведутся сварочные работы;
- персональные данные сварщика, номер его удостоверения;
- данные клейма;
- личная подпись ответственного производителя работ;
- персональные данные старшего мастера, ответственного за весь объект;
- при необходимости отметки о любых дополнительных проверках и замечаниях личного характера.
Пример заполненного журнала.
Помимо подписей руководителей и пронумерованных страниц, гербовая печать организации, где ведется документ и производятся процессы по металлу, должна быть проставлена в обязательном порядке.
Приложение к сварочному журналу
Помимо основных страниц данного регламентирующего документа в нем имеется специальное приложение для размещения информации о допусках со стандартным примером заполнения форматов сварочного журнала.
К примеру, на работы со сварочными агрегатами могут быть допущены лишь сотрудники старше 18-ти лет и имеющие следующие документы:
- медицинское освидетельствование;
- записи о техническом овладении профессией;
- записи о прохождении инструктажей всех обязательных видов;
Маленький фрезерный станок по металлу
Фрезерный станок по металлу, который приобретается для домашней мастерской, зачастую очень похож на сверлильный агрегат – в нем также есть станина и колонна, непосредственно на которой установлен вертикальный шпиндель. Основное отличие фрезерного станка от токарного заключается в маховике, которым оснащается рабочий стол.
Благодаря этой детали стол фрезерного станка может с легкостью перемещаться. Такая свобода действий позволяет обрабатывать заготовки как по длине, так и по ширине и даже в глубину.
Фрезерный станок для большинства мастеров – это настоящий подарок.
Далее мы подробнее разберем основные виды фрезерных станков, а также опишем основные параметры, на которые стоит обращать внимание при выборе такого оборудования.
Что можно делать на фрезерном станке?
Фрезерный станок по дереву может стать отличным помощником в домашней мастерской. На нем можно выполнить массу различных действий:
- ✓изготовить филенки для дверей и кухонных фасадов;
- ✓выполнить шиповые соединения в деревянных дверных или оконных блоках;
- ✓нарезать мини-шипы на ребрах деталей;
- ✓изготовить ножки различной формы для столов, пуфов и пр.;
- ✓произвести высокоточное сверление отверстий;
- ✓нанести на деревянную плоскость узор различной сложности;
- ✓обработать кромки изделий с целью их закругления;
- ✓скопировать изделия по имеющемуся шаблону;
- ✓произвести шлифовку торцов и довести изделия до необходимой формы.
Исходя из вышеописанных возможностей, можно сделать вывод, что для дома фрезерный станок крайне нужная вещь, так как он с легкостью может заменить целый «парк» станков столярной мастерской.
Основные виды фрезерных станков и их конструкционные особенности
Фрезерная машинка ручного типа: данная машинка представляет собой небольшой аппарат с пластиковым корпусом и одной (двумя) ручками. Мощность таких фрезеров находится в пределах от 400 и до 2600 Вт, а частота вращения достигает 34 000 об/мин. Данное устройство при выполнении основных своих функций опирается на специальную платформу, регулируемую по высоте.
Данная платформа оборудуется пружинами и винтом – фиксатором. Съемные фрезы устанавливаются через зажимную цангу. Цена такого фрезерного станка одна из самых низких по сравнению с другими видами фрезеров. Также стоит отметить, что аппарат такого типа идеально подходит для обработки кромок и изготовления различных пазов.
Агрегат настольного типа: настольный фрезерный станок по своей сути является тем же ручным фрезером, но в перевернутом виде. При этом агрегат оснащен еще и небольшим рабочим столом. Кстати, вы можете самостоятельно сделать из ручного фрезера настольный вариант. Для этого нужно лишь снять его пластмассовую подошву и присоединить сам аппарат к куску ДСП или фанеры.
Но предварительно советуем в этом куске вырезать отверстие под фрезу. Чаще всего настольное устройство используют для изготовления различных мебельных накладок путем обкатки их по имеющемуся шаблону.
Фрезерный станок с ЧПУ: такое оборудование на рынке обрабатывающих устройств появилось не очень давно. Данный агрегат оборудуется специальным компьютером, который при помощи заданной программы производит управление фрезерным устройством.
Купить фрезерный станок с ЧПУ, конечно, хотят многие, но его стоимость достаточно высока даже в том случае, если магазином предоставляется скидка. С другой стороны, фрезерный станок ЧПУ по дереву с легкостью позволит вам изготовить детали различной сложности.
При этом вы выполните все необходимые работы быстро и практически с нулевыми трудозатратами.Копировально-фрезерный станок: необходим для изготовления одинаковых деталей определенной сложности. Ручным способом ни один мастер не сможет добиться идеальной точности при изготовлении двух идентичных деталей. Именно для этих целей и нужен копировальный фрезерный аппарат.
Копирование происходит по шаблону, который прикрепляется вместе с заготовкой непосредственно к рабочему столу. Над этим столом устанавливается специальное подвижное приспособление, на котором фиксируется щуп (он-то и отслеживает повторение контуров шаблона), а также сама фреза, совершающая режущие движения по необходимой траектории.
Подобного рода технология позволяет быстро и качественно производить копирование деталей.
Токарно-фрезерный станок: такая модификация фрезерного станка используется для изготовления различных витых и резных балясин.
Токарно-фрезерный станок может оборудоваться как ручной приводной системой, так и электронной системой ЧПУ. Если есть возможность, то лучше купить фрезерный станок с ЧПУ.
Как уже говорилось ранее, подобная система управления поможет быстро и без особых трудозатрат изготовить необходимые детали.
Вертикально-фрезерный станок: для выполнения работ на таком агрегате используются различные типы фрез: фасонные, торцевые, цилиндрические, угловые и т.д. Вертикально-фрезерный станок состоит из следующих узлов:
- ✓шпиндель, в который устанавливаются фрезы;
- ✓коробка скоростей;
- ✓электродвигатель.
Глубина обработки заготовки регулируется путем изменения положения рабочего стола, который может опускаться и подниматься.
Кроме того, во многих моделях таких фрезерных агрегатов имеется дополнительная регулировка стола, благодаря которой можно совершать угловую обработку заготовок.
Помимо вышеописанных модификаций фрезерных аппаратов, которые считаются самыми распространенными, на страничках нашего каталога вы можете найти:
- ✓фрезерно-гравировальный станок;
- ✓сверлильно-фрезерный станок;
- ✓универсально фрезерный станок.
Параметры, на которые следует обращать внимание при выборе фрезерного станка
1. Размер обрабатываемых заготовок: деталь должна полностью укладываться на рабочий стол. Поэтому советуем обращать внимание не только на ширину и длину детали, но и на ее высоту, чтобы она не задевала шпиндель.
2.
Мощность электродвигателя: параметр, который нужно обязательно учитывать при выборе агрегата. Если вы собираетесь работать на станке регулярно, к примеру, по нескольку часов в день, то лучше приобретать более мощное устройство.
Конечно, в этом случае цена на фрезерный станок будет выше, чем на аналог с более слабым двигателем, но зато вы гарантированно сможете выполнять запланированный объем работ.
3. Установка и подключение станка: при покупке станка для использования в домашней мастерской обязательно нужно обращать внимание на напряжение, при котором может работать агрегат.
Также обращайте внимание на габаритные размеры станка.
Конечно, если вы покупаете оборудования для просторной мастерской, то этот нюанс не так уж и важен, но многие мастера пытаются поместить станок даже в квартиру и тогда вопрос с размерами станка выходит на первое место.
4.
Максимальный диаметр сверления: данный параметр указывается в технических характеристиках станка и говорит о максимальном диаметре сверления в стальной детали. Для дерева и пластмассы этот показатель будет, как минимум, в два раза больше.
5. Вес: чем тяжелее станок, тем выше будет его жесткость, а этот параметр, в свою очередь, будет гарантировать отсутствие вибраций и, соответственно, улучшенное качество обработки деталей. Профессиональный фрезерный станок весит от 300 кг.
Такие агрегаты зачастую используют лишь на производстве. Цена на фрезерный станок по дереву профессионального уровня, как вы понимаете, тоже не из дешевых, поэтому для домашних целей приобретать данное устройство не имеет смысла. Для редкого домашнего использования достаточно взять простую настольную модель весом около 50 кг.
Как выбрать фрезерный станок по металлу
Фрезерование – это обработка любых материалов с помощью специального режущего инструмента, который вращается при поступательном движении детали под его острую кромку.
Без проведения фрезерных работ, касающихся выборки металла с поверхности заготовки, не обходится практически ни одна серьезная обработка сложных изделий.
Любая мастерская или ремонтный цех не могут обойтись без выбора и для дальнейшего применения специализированных станков и механизмов, предназначенных для сверления, заточки или любых других обработок поверхностей механическим способом, тем более без фрезерования.
Вертикально-фрезерный станок
Выбираем тип фрезерного станка
Существует достаточно много типов фрезерных станков. Каждый из этих типов станков имеет свои функции, область применения и выбирается для использования в определенном направлении.
Для того чтобы выбрать станок по металлу, который необходим для работы небольшого цеха или мастерской, и использовать его с максимальной эффективностью, надо разобраться с их классификацией и уточнить возможности механизма.