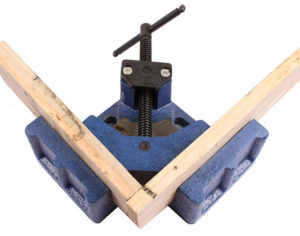
Приспособление для сварки под прямым углом
Приспособления для сварки: угловая струбцина и сварочные клещи, самодельные зажимы
Каждому мастеру хорошо известно, что для качественного выполнения работы, к ней необходимо правильно подготовиться. Особенно это касается сварки, в которой большая часть времени тратится не на соединение изделий, а на их правильное расположение относительно друг друга.
Приспособления для сварки помогут закрепить в требуемом положении отдельные детали или всю конструкцию.
Главные виды сборочно-сварочных приспособлений
Для получения качественного шва детали изделия необходимо правильно расположить их в пространстве относительно друг друга. Чтобы сделать данное действие, применяются специальные приспособления различных видов для сборки и сварки.
Они разделяются на:
- сборочные;
- сварочные;
- сборочно-сварочные.
Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Сварочные приспособления применяются для соединения заранее собранных изделий, зафиксированных в определенном положении. К ним также можно отнести зажим массы. Третий вариант позволяет совмещать перечисленные выше две операции.
Стоит отметить, что сборочные механизмы должны допускать свободное перемещение частей конструкции. В процессе работы они будут нагреваться, и их размеры могут меняться.
Если детали будут располагаться вплотную друг к другу без возможности перемещения, тогда могут произойти деформации, возникающие из-за термического воздействия.При работе с крупными деталями, обладающими малой жесткостью, инструменты должны обеспечивать возможность соединения только кромок деталей, а не всей конструкции целиком.
При планировании сварочных работ, необходимо заранее предусмотреть возможность доступа к местам соединения. В случае расположения деталей под прямым углом, следует использовать угловые зажимы. Если есть возможность, можно прихватить части конструкции точечной сваркой.
Затем достаточно накинуть на изделие клеммы массы сварочного аппарата и можно приступать к работе. Иногда можно воспользоваться и массой самих деталей. Под своим весом они могут достаточно надежно расположиться в необходимой конфигурации.
Однако данный вариант не всегда применим, поэтому всегда лучше иметь под рукой клещи для сварки.
Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.
Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.
Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.
Приспособления с магнитами
Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
Какие же преимущества обеспечивает данное приспособление для сварки? Давайте разберемся.
Сварка с помощью магнитных уголков.
К основным достоинствам можно отнести:
- возможность быстрого соединения деталей;
- установка деталей под разными наклонами за счет использования магнитного уголка для сварки;
- значительное уменьшение времени на подготовительные работы;
- небольшие габариты;
- наличие в некоторых моделях активатора магнитного поля;
- возможность быстрой и легкой чистки магнитов.
Главным недостатком подобных приспособлений является ограничение их применения в зависимости от материала. Немагнитные металлы, дерево и т.п. не позволяют применять магниты.
С другой стороны, магнитные сварочные приспособления позволяют закреплять детали под любым углом друг другу, и они являются более универсальными, чем, например, струбцины.
Кроме того, в интернете можно найти большое количество обзоров, посвященных изготовлению самодельных приспособлений для сварочных работ. Например, можно самостоятельно сделать магнитный угольник для сварки своими руками или магнитную массу на сварку.
Приспособления для сварки труб
Правильно используя приспособления для сварки труб, мастеру удастся выполнить поставленные работы быстро и качественно. В быту применяется широкий спектр различных устройств для сварки профильных труб. Это могут быть как профессиональные, так и самодельные варианты.
задача подобных механизмов – правильно установить детали в нужном положении.
По своей функциональности их классифицируют на:
- упоры;
- угольники;
- шаблоны;
- призмы.
Первый тип применяется для фиксации заготовки на основной поверхности. Второй вариант позволяет устанавливать детали под определенным углом. Призмы располагают трубы в нужном положении по отношению к уже стоящим частям конструкции.
Описанные механизмы позволяют надежно устанавливать трубы и фиксировать их положение от случайного смещения.
Приспособления для сварки труб.
К ним относят:
- струбцины для выполнения сварочных работ;
- зажимы крокодилы;
- стяжки;
- распорки.
Струбцина является универсальным механизмом, широко используемым при выполнении различных работ с металлическими деталями. Они относятся к наиболее важным устройствам, без которых не обходится практически ни одна работа.
Струбцина может иметь различную форму и конструкцию. Например, существуют быстрозажимные струбцины с кулачковым механизмом.
Для работы с трубами более удобными зачастую оказываются зажимы. Они более приспособлены к такому применению. Их использование очень простое, деталь закрепляется путем изменения зева винтом зажимной ручки.
Осуществлять сборку всей конструкции очень удобно с использованием сварочного кондуктора. Он позволяет обеспечить высокую точность сварки. Особенно часто данное приспособление используется в профессиональных мастерских и на производстве.Для надежного закрепления частей изделия кондукторы оснащены крокодилами на 500 или 200 мм, в зависимости от выполняемой работы. Конечно эти параметры могут быть и другими. В бытовых условиях можно ограничиться клещами для точечной сварки, сделанными своими руками.
Газовые линзы
Применение газовых линз позволяет улучшить качество швов. Особенно это касается работы с металлами, чувствительными к окислению.
Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Газовые линзы используются тогда, когда необходимо обеспечить надежную защиту соединяемых металлов. Особенно это касается материалов с высокой химической активностью, к которым, например, относится титан.
Газовые горелки также используются при соединении конструкций простой формы. С применением данного устройства поток газа становится более упорядоченным и менее чувствительным к движению поперечных масс.
В то же время использовать их для частей изделий сложных форм трудно, а иногда и невозможно. Кроме того, они повышают расход защитного газа.
При использовании данного механизма важно правильно и надежно фиксировать части изделий между собой. Это можно сделать, используя клещи контактной сварки или слесарные инструменты, такие как сварочная струбцина, прищепка и другое самодельное или профессиональное оборудование.
Все сварочные работы лучше осуществлять на кондукторе. Это существенно облегчит процесс соединения различных металлических элементов. Для проводов сварочного кабеля необходимо правильно подбирать наконечники в зависимости от поставленной задачи.
Приспособления для вторичной защиты при аргонодуговой сварке
Все меры безопасности и требования охраны труда требуют обязательного заземления всех электрических контуров.
Они включают в себя несколько элементов цепи, в которые входят:
- сварочный аппарат;
- кабели;
- клещи зажимные на изделие;
- горелка;
- изделие.
Используя клещи для контактной сварки, например для угловых соединений, также очень важно заземление, поскольку работа ведется с очень высокими токами.
Итог
Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции. Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами.
Для этих целей широко используются: струбцины для сварки, сварочные клещи, клещи для контактной сварки, сварочные зажимы и т.д. Правильно установить части конструкции можно не только с помощью механизмов, но и с использованием точечной сварки.
Приспособления для сварки

Получить качественное сварное соединение можно при использовании специальных приспособлений для сварки.
Опытные сварщики хорошо знакомы с тем, как важно правильно и надежно зафиксировать соединяемые изделия.
При широком ассортименте сложно подобрать вариант исполнения, который будет обеспечивать надежную фиксацию. Именно поэтому рекомендуют уделить внимание классификации и особенностям всех механизмов.
Приспособления для сварки
Сборно-сварочные приспособления профильных труб и их виды
Распространенные приспособления для сварки создаются для того, чтобы обеспечить наиболее благоприятные условия работы, за счет чего повышается качество получаемого шва. Все они делятся на несколько видов:
Подобные механизмы для установки и крепления профильных труб могут изготавливаться из самых различных материалов. Рекомендуется уделять больше внимания выбору приспособлений для сварки, так как они во многом определяют качество получаемого результата.
Сборно-сварочные приспособления
Механизмы для установки
Специальные сварочные приспособления требуются для того, чтобы задать правильное расположение в пространстве свариваемым элементам. Наибольшее распространение получили:
- Уголки.
- Упоры.
- Призмы.
- Шаблоны.
Упорные устройства предназначены для фиксирования заготовки на основной поверхности. Большая часть применяются постоянно, так как сварной шов обеспечивает лишь высокую степень герметизации. Кроме этого, встречаются и откидные варианты исполнения, которые можно демонтировать при необходимости.
Уголок сварочныйШаблон промышленный
Часто нужно выдержать определенный угол расположения труб. Для этого могут использоваться специальные уголки, которые изготавливаются из самых различных материалов.
Призмы предназначены для фиксации цилиндрической профильной заготовки. Как правило, подобные конструкции изготавливаются из металлических уголков. При необходимости требуемые элементы для фиксации можно изготовить самостоятельно при применении сварочного оборудования.
Приспособления для крепежа
Некоторые приспособления для сварки предназначены не для расположения свариваемых элементов, а их надежной фиксации на момент проведения работ. Прижимы и зажимы для сварки получили широкое распространение, так как после образования сварочного шва соединяемые элементы должны находится в неподвижном состоянии. Наибольшее распространение получили:
- Стяжки используются для сближения двух одинаковых элементов. Особенности подобной конструкции зависят от многих моментов, к примеру, предназначения.
- Зажимы характеризуются удобством в применении. Изменить размер зева можно при помощи зажимного винта и штифта. При желании подобный механизм можно изготовить в домашней мастерской.
- Прижимы также получили широкое распространение. Они бывают пружинного, рычажного и клинового типа. Простейший прижим создается из обычной винтовой пары, которые изменяют положение параллельно расположенных пластин. В продаже встречаются гидравлические прижимы, которые применяются крайне редко. Это связано с их высокой стоимостью и малой практичностью в использовании. Если нужно обеспечить давление около 500 кг/см2 и более они практически незаменимы. Более практичны в применении прижимы с магнитным прижимом, так как они просты и маневренны. Их конструктивные особенности позволяют быстро совместить кромки соединяемых деталей. Для оказания давления может применяться пневматика, представленная сжатым воздухом. За счет высокой упругости пневматика компенсирует деформацию свариваемых деталей.
- Распорки применяются для выравнивания кромок собираемых конструкций. Некоторые варианты исполнения распорок используются для решения проблем с дефектами.
- Струбцины считаются универсальным механизмом. Практически все мастера указывают на то, что без подобного инструмента практически не обойтись. В продаже встречаются варианты исполнения разной формы и размеров, за счет чего можно подобрать наиболее подходящий вариант исполнения под конкретные условия сварки. В последнее время наибольшей популярностью пользуется устройства, который позволяет быстро провести зажим заготовки.
СтяжкиСтрубцина
Опытные мастера приобретают целый комплект различных крепежных элементов, но в большинстве случаев они изготавливаются на месте и подгоняются под определенные заготовки.
Приспособления для установки и крепежа
В продаже встречаются универсальные приспособления для сборки различных конструкций. Они могут выполнять сразу несколько технологических задач, зачастую во внутрь вставляется деталь и затягивается винтом. Сваривание труб сегодня проводится крайне часто. Именно поэтому получила распространение следующая оснастка:
- Центраторы. Подобный механизм позволяет совместить оси соединяемых элементов. Кроме этого, при их применении можно обеспечить совмещение кромок. Центраторы делятся на внутренние и наружные, сварка может проводится в разных положениях.
- Устройства с магнитом получили широкое распространение, так как просты в применении и характеризуются универсальностью.
- Механизированные стенды. Во многих случаях на подготовительные работы уходит довольно много свободного времени. При использовании стендов можно существенно ускорить процесс подготовки, а также прочно закрепить заготовки в требуемом положении. Изделия предварительно собираются, после чего фиксируются на стендах для проведения сварки. Чаще всего механизированные стенды используют в случае сборки габаритных изделий плоской или объемной формы.
- Кантователи применяются для поворота крупногабаритных заготовок. Выделяют механизмы роликового и цевочного, рычажного, центрового и цепного типа. Все они характеризуются своими определенными особенностями, которые нужно учитывать при выборе наиболее подходящего варианта.
- Манипуляторы приспособлены к повороту свариваемого изделия на момент проведения работы. Современные варианты исполнения могут делать поворот в нескольких плоскостях, за счет чего существенно увеличивается область применения приспособления и комфорт на момент сварки. Некоторые модели способны проводить поворот заготовки с требуемой скоростью, за счет чего повышается качество шва.
Центраторы для трубКантователь
Наружные центраторы сегодня встречаются намного чаще, представлены конструкцией с подвижными звеньями, для объединения которых применяются шарниры. Есть и самодельные варианты исполнения, изготавливаемые из подручных материалов.
Механизмы с магнитами
Выпускают для сварочных работ устройства с магнитами. Примером можно назвать различные угольники. Основное предназначение – правильное расположение листового материала при их соединении.
Механизмы с постоянным или электрическим магнитом выпускают в виде угольник и некоторых других распространенных форм. За счет воздействия магнита обеспечивается надежная фиксация заготовок относительно друг друга. При этом после завершения работы можно быстро снять конструкцию.
Сегодня при создании фиксаторов могут использовать различные магниты, как постоянные, так и электрические. Последние менее практичны, но обеспечивают оказание большего усилия на заготовки.
Сварочные приспособления своими руками — струбцина
Изготовить сварочные приспособления своими руками достаточно просто. Многие мастера активно используют именно самодельные конструкции, так как они более комфортны в применении. Кроме этого, некоторые магазинные варианты исполнения характеризуются низкой надежностью, слишком высокая нагрузка приводит к деформации и повреждению.
Струбцина своими руками
Для создания универсальных приспособлений для сварки может потребоваться:
- Гайки, которые рассчитаны на возможную нагрузку.
- Листы металла толщиной около 10 мм.
- Шайба большого диаметра.
- Заготовка трубопрокатного типа с наружной резьбой, которая подходит под подобранную гайку.
Стоит учитывать, что при использовании обычного металла со временем на поверхности появится коррозия. Именно поэтому нужно предусмотреть особенности процесса покрытия стали специальным антикоррозионным составом.
Провести создание требуемой конструкции можно при использовании подручных инструментов. Среди особенностей проводимой работы отметим следующие моменты:
- Из приобретенных листов вырезаются прямоугольники шириной 4 см различной длины. После этого подготавливается две прямоугольные пластины. Первые элементы используются для создания основной части корпуса, другие для фиксации подвижной части. Металл предварительно очищается от ржавчины и других загрязняющих веществ.
- К основной струбцине приваривается специальный вспомогательный элемент, изготавливаемые из металлических пластин и уголков.
- Еще один лист из стали приваривается к меньшей стороне. Шайбы подобранного диаметра сваривают в одну болванку.
- Гайки нужно укладывать на ребро. За счет этого подвижный стержень располагается параллельно струбцине.
Изготовление самодельной струбцины
Сварочный шов должен идти снаружи. Подобная конструкция позволяет зафиксировать соединяемые элементы и обеспечить их неподвижность при проведении сварки.
Самодельные приспособления для сварки практически ни в чем не уступает покупным вариантам исполнения. Перед тем как приступить к выполнению работы по сборке прижимного или фиксирующего механизма нужно учесть то, каким образом оно будет использоваться и какими свойствами должно обладать.
Самодельное устройство на магнитах
Все чаще в домашних условиях собирается приспособление для сварки труб, которая работает на магнитах. Процесс изготовления характеризуется следующими особенностями:
- Основной материал – пластина с длинной каждой стороны 25 см.
- Потребуется трубы с поперечным сечением в виде квадрата, ребра которого обеспечивают более высокую жесткость.
- Конструктивные особенности механизма предусматривают наличие трех болтов и гаек небольшого размера.
- Стальной цилиндр с диаметром 4,5 мм.
Уголок-магнит
Сборку можно провести при наличии сварочного аппарата и дрели со сменными сверлами по металлу. Конструкция создается следующим образом:
- С обоих сторон квадратной пластины привариваются трубы, длина которых 15 и 20 см.
- Следующий шаг предусматривает создание двух вспомогательных деталей: одна п-образной формы, вторая имеет форму трапеции с одинаковыми сторонами.
Подобные варианты исполнения встречаются крайне часто по причине универсальности, самодельные механизмы рассчитаны на высокую нагрузку.
Универсальные варианты исполнения фиксаторов с магнитами очень удобны в применении. Именно поэтому они получили широкое распространение, используются мастерами различного уровня.
Классическое устройство характеризуется следующими особенностями:
- Механизм представлен сочетанием двух пластин, которые имеют встроенные магниты. Они принимают основную нагрузку, рассчитаны на воздействие самого различного давления.
- Положение двух плоскостей может меняться для регулирования угла, который подбирается под форму соединяемых изделий.
- Конструкция также имеет еще две дополнительные плоскости, которые существенно повышают точность сопряжения двух поверхностей относительно друг друга.
За счет использования универсального механизма можно точно и быстро сварить между собой несколько изделий. Сила постоянного или электрического магнита может быть достаточно высокой, обеспечить требуемую надежность фиксации.
Типы сборно-сварочных приспособлений
Рассматривая приспособления для сварки следует учитывать, что они делятся на несколько различных категорий. Наибольшее распространение получили механические зажимы и фиксаторы, так как они просты в применении и могут прослужить в течение длительного периода.
Если нужно зафиксировать большие и тяжелые заготовки, то могут использоваться конструкции с пневматически или электрическим приводом. За счет использования специального привода существенно повышается прикладываемое усилие.
Классификация всех устройств также проводится по тому, в каких условиях они могут эксплуатироваться. Примером можно назвать варианты исполнения промышленного и бытового применения.
Кроме этого, выделяют следующие группы вспомогательных приспособлений для сварки:
- Комбинированные.
- Для установки.
- Для сборки.
- Предварительная фиксация.
Зажим для электродов
В заключение отметим, что техника безопасности сварочных работ также определяет необходимость в надежной фиксации соединяемых элементов. Это связано с тем, что держать на весу заготовки запрещается. Также они не должны находится в неустойчивом положении, так как повышается вероятность получения травмы или снижения качества получаемого шва.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Приспособления, помогающие сварить детали под углом
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
https://www.youtube.com/watch?v=7C1m6ahAMSk
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
Как струбцины помогают в работе сварщику, какие они бывают

Сварочные работы любой сложности непременно сопровождаются подготовительными манипуляциями, которые, в ряде случаев, занимают даже больше времени, нежели сам процесс сварки. Основным видом подготовки является предварительная сборка будущей конструкции. При такой сборке возникает необходимость фиксации свариваемых элементов.
Как профессионал утверждаю, что от точности и качества фиксации в большинстве случаев зависит результат всей работы.
Порой после тщательной подготовки, подгонки и выверки конструкции одним неловким движением руки при сварке рассыпаются, и приходится все начинать сначала.
Не менее досадная ситуация, в которой обнаруживаются неточности после соединения, возникшие в результате некачественной фиксации.
Избежать описанных ошибок и справиться с неудобствами позволят дополнительные универсальные и специализированные приспособления для сварочных работ. Перечень таких инструментов весьма разнообразен.
Обычно при проведении работ в промышленных масштабах используются автоматизированные средства, позволяющие укладывать изделия, кантовать и скреплять их.
В быту приходится отдавать предпочтения тем инструментам, которые помогают собрать и закрепить элементы.
Классификация приспособлений
Обычно пользуются тривиальной классификацией, согласно которой все инструменты для сварочных работ подразделяются на установочные и закрепляющие. Установочные инструменты помогают провести подгонку делателей с нужной степенью точности. Классическим устройствами можно считать угольники, упоры, шаблоны.
Закрепляющие приспособления обеспечивают фиксацию деталей в установленном положении, это зажимы, стяжки или распорки.
Струбцины
Струбцина считается универсальным инструментом, так как может выполнять как функции установочные, так и функции фиксации.
Единого вида струбцин не существует, однако этот инструмент обязательно должен быть в арсенале любого сварщика.
Теоретически, сварка без применения струбцин вполне возможна, однако за это придется заплатить потерей времени, наличием неудобств и, самое главное, низким качеством.
Функциональность струбцины зависит от того, регулируется ли размер зева. Выделяют быстрозажимные устройства, основанные на прижиме с помощью кулачкового механизма.
Тем не менее, одна струбцина не может зафиксировать абсолютно любое соединение, так что у сварщика должно быть сразу несколько видов таких инструментов. Струбцины для сварочных работ имеют одну особенность – они изготовлены из металла.
Подобные инструменты плотника имеют пластиковые или деревянные элементы.
F-образные
Принципиальная схема устройства F-образной струбцины достаточно простая, поэтому зачастую в арсенале сварщика можно встретить самоделки.
Она состоит из металлической станины (шины), к которой прикреплены две губки. Одни губка является подвижной, а другая – неподвижной.
В некоторых случаях неподвижная губка выполнена в виде продолжения станины. Подвижная губка приводится в движение винтом с рукоятью.В качестве альтернативы предлагается быстрозажимной механизм. Он замещает подвижную губку и позволяет более оперативно скрепить детали. Обычно с помощью F-образных струбцин можно получить относительно большое усилие (до 10000 Н).
G-образные
Такие зажимы выполнены в виде скобы, в которой обе губки остаются неподвижными. Фиксирование деталей осуществляется за счет затяжки винта. Подобный механизм имеет одно преимущество – отсутствует люфт губок. Зато по толщине скрепляемых деталей G-образные струбцины весьма ограничены.
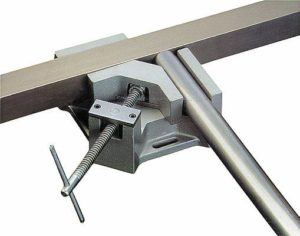
Угловые
При необходимости зафиксировать детали под прямым углом пользуются угловыми струбцинами. Более сложные устройства позволяют регулировать угол фиксации. Составными частями таких струбцин являются корпус и поджим. Поджим может быть одновинтовым или двухвинтовым. В непосредственный контакт с изделием вступают поджимные пятки.
Торцевые
Подобные приспособления предназначены для фиксации привариваемого элемента к торцу детали. По внешнему виду они отдаленно напоминают G-образные струбцины, однако отличаются двумя дополнительными поджимными винтами.
Где можно купить
Сами по себе струбцины не являются товаром редким, поэтому обычно не возникает сложностей с их приобретением. Выделим лишь некоторые особенности покупки, которые могут заинтересовать потребителя.
Прежде всего, струбцины различных размеров можно встретить в специализированных магазинах, занимающихся продажей инструмента. Действительно, строгой градации для определенных видов работ нет, поэтому сварочные струбцины можно купить и в отделе инструментов для плотницких работ.
Однако следует помнить, что инструмент должен быть выполнен из металла. Никаких деревянных или пластиковых элементов не допускается.
Губки и резьбовая часть должны быть прочными, так как при фиксации металлических изделий на них приходится большая нагрузка.
На официальном сайте производителя сварочного оборудования есть раздел, позволяющий организовать покупку продукции онлайн. При наличии в каталоге струбцин их можно купить у официального дистрибьютора или непосредственно производителя. Подобный способ приобретения считается наиболее приемлемым, так как предложенные струбцины наверняка адаптированы именно к сварочным работам.
Купить струбцины можно и в интернет-магазине, не связанном со сварочной деятельностью. В таком случае заказчик подвергается риску, так как по одному только описанию невозможно оценить качество механизма и материала. Первые два способа являются наиболее приемлемыми.
Угловая струбцина своими руками
Многие мастера предпочитают изготавливать подручные механизмы, в том числе и струбцины, своими руками. Причин тому есть несколько.
- Экономия средств, так как покупное изделие, в зависимости от конструкции может стоить от 1000 до 2500 рублей.
- Отработка навыков слесарного дела. Простыми словами, есть определенный интерес в изготовлении самодельного прибора, и он не связан с экономией средств.
- Устранение заводских недоработок. Многие струбцины по сфере применения оказываются весьма ограниченными. Примером может служить избирательность к углам соединения, к толщине деталей, к максимальному усилию на механизме. Разработав самостоятельный чертеж или воспользовавшись чужой идеей, можно выполнить струбцину с нужными параметрами.
Рассмотрим поэтапно изготовление угловой струбцины для сварки своими руками. За основу платформы рекомендуется брать листовой металл, толщиной 8 – 10 мм. Однако такой материал не всегда окажется под рукой, поэтому неплохой альтернативой станет профильная труба.
Обрезки трубы свариваются между собой, чтобы образовывалась плоскость. Сверху привариваются уголки под углом 90 градусов друг к другу. На данном этапе важна точность, так что пригодятся чертежные инструменты.
Подвижная часть струбцины, которая, по сути, является прижимной губкой, собирается из таких же уголков и обрезка профильной трубы. Здесь также нужно выдержать прямой угол.
Идея струбцины заключается в том, что на основании крепится зажим, внутри которого расположена втулка с резьбой. Вращать прижимной винт удобно механизмом барашкового типа, но можно использовать простую рукоять (все зависит от возможностей конструктора). Винт шарнирно должен соединяться с подвижной частью, поэтому потребуются две втулки с внутренней резьбой.
Втулки внутри зажима и внутри подвижной части крепятся с помощью болтов или заклепок. Важно, чтобы они были подвижными.Можно воспользоваться готовым чертежом, предполагающим применение несколько иных материалов, хотя принцип действия такой струбцины идентичный.
F-образный вариант своими руками
Для изготовления такой струбцины подойдут любые обрезки профильного металла. Также понадобится гайка, винт и несколько крепежных болтов. Весь процесс условно подразделяется на два этапа.
- На первом этапе предстоит сделать основание. Особых требований к профилю нет, но в качестве примера можно рассмотреть основание из трубы 25х60 мм. Нужно сделать три заготовки длиной 100, 200 и 300 мм. Если решено сделать струбцину с неподвижными губками, то заготовки собирают в виде буквы «F» и к торцу средней части приваривают гайку. После изготовления винта с прижимом струбцина будет готова.
- Чтобы сделать струбцину с подвижной губкой, необходимо обеспечить свободное перемещение средней части по основанию. Пользуясь болгаркой и сварочным аппаратом, любым доступным способом делают оправку для средней части, которая свободно надевалась на длинную часть основы.
Прижим изготавливается из части винта с пластиной на торце. Для удобного пользования предстоит смастерить рукоять. Описан самый тривиальный способ изготовления струбцины с регулируемым зевом, однако подвижная губка не фиксируется.
Дело в том, что при вращении винта происходит такое перераспределение сил, при котором средняя часть (подвижная губка) становится с небольшим перекосом на основании, что не дает ей двигаться.
Подобная струбцина считается самофиксирующейся.