Приспособления для сварки профильных труб
Cварочные приспособления магнитные и для труб
В зависимости от вида собираемой конструкции, сварщику требуется постоянно контролировать выдержку размеров. В это входит: соблюдения равенства диагоналей, расстояние между осями (стойками), плоскость продольная и поперечная, углы отдельных элементов, не входящих в главный периметр.
Если упустить какой-либо из перечисленных показателей, то конструкция получится бракованной и изделие придется переделывать. Для быстрого проведения однообразных работ созданы практичные сварочные приспособления, которые обеспечивают фиксацию конструкции в нужном положении с соблюдением заранее выставленных размеров.
Это оптимизирует весь процесс и позволяет производить больше качественной продукции за короткое время.
Кондукторы
Кондукторы — это приспособления для сборки и сварки, которые используются в производстве полотенцесущителей, сложных узоров из кованных элементов, и рамок с дверями от промышленных сейфов.
Металлоконструкция имеет две конусообразные опоры по бокам, между которыми фиксируется крутящаяся плоскость. На последней имеются регулирующиеся продольные балки, с рядом винтовых прижимов.
Благодаря многочисленным отверстиям в балках, прижимы можно устанавливать по всей длине, в зависимости от размера изделия.
Благодаря разводу или сведению самих балок регулируется ширина собираемой конструкции.Благодаря кондукторам для сварочных работ выставляется и удерживается сразу расстояние между сторонами изделия, его продольная и поперечная плоскость. Сварщиком проверяется только диагональ, и можно приступать к работе.
Устройство вращается, поэтому есть легкий доступ к обварке как наружных, так и внутренних швов. Для фиксирования наклона при вращении используется круг с многочисленными отверстиями на одной из сторон плоскости. В него вставляется упор.
Более сложные механизмы содержат электромотор и редуктор.
Раздвижные механизмы кондуктора позволяют использовать его как универсальное средство для сварки больших и малых изделий.
При работе с нержавеющими сталями, чтобы предотвратить появление царапин от винтовых прижимов, последние снабжаются войлочными наклейками на «губы», а масса вещается непосредственно на изделие.
Такой аппарат-кондуктор можно собрать самому из профильной трубы. Понадобятся подшипники и длинные болты для крепления передвижных частей.
Более простые приспособления для сварки труб профильного сечение под прямым углом устанавливаются в виде шаблонов на ровной плоскости. Заранее определяется точный угол будущих изделий. Это делается за счет приварки упоров, по две штуки на каждую сторону угла. Свариваемый элемент закладывается в шаблон, делаются прихватки и обварка.
«Продвинутые» версии шаблонов имеют откидные упоры, облегчающие извлечение сваренной конструкции.
Чтобы изделие не вело при воздействии высокой температуры сварочной дуги, вместо упоров с одной стороны добавляют винтовые прижимы, которые жестко фиксируют стороны в шаблоне, и не дают им подниматься вверх.После окончания обварки винты ослабляются и конструкция свободно достается. Так, можно сваривать под углом профильные трубы, уголки с различной шириной полки. Это удобно в производстве рамок на двери и ворота.
Центраторы
Сборочно сварочных приспособлений для работы с круглыми трубами не много. Главной особенностью работы с такими деталями является обеспечение соосности сторон. Если разница составит более 1,5 мм, то это будет заметно невооруженным глазом. На ответственных изделиях, где важен эстетичные вид, такое недопустимо.
Центраторы сводят свариваемые стороны между собой, выравнивая их либо преимущественно по верхней и нижней части, либо по всей окружности. Они бывают винтовые, обхват которых достигает всех сторон трубы, и прижимные — с полукруглыми лапками. Оборудование центрует трубу, и выполняется сварка. После чего приспособа убирается.
Магнитные изобретения
Магнитные приспособления для сварки очень облегчают установку сторон изделия в нужное положение. Самым простым является магнитный угольник.
Он жестко фиксирует две части изделия благодаря силе притяжения, и устанавливает между ним угол в 90 градусов. Существуют более универсальные версии приспособления, где выставляется разный градус.
Так можно сваривать стороны под острыми и тупыми углами.
Еще более универсальные изобретения с магнитными частыми позволяют захватывать металлический элемент и крепить его к любой стороне поверхности. Это очень выручает когда не хватает третьей руки, а помочь некому.
Самодельное приспособление для сварки с подобным функционалом можно сделать из двух квадратиков металла 30 х 30 мм, к которым прикрепляется по одному магниту. На квадратики привариваются «уши» к которым, через болтовое соединение, может быть присоединено два и более «локтей» (полосок металла с толщиной стенки 3 мм, и размерами 100 х 20 мм).
Такое изобретение можно выгибать и разводить как угодно. Одной стороной оно будет прилепляться к основному изделию, а второй захватывать и придерживать привариваемый элемент.
Прижимные и раздвижные приспособления
Среди приспособлений для сварки существует много мелких помощников, обеспечивающих фиксацию, сведение, или развод частей для сварки. Вот основные из них.
Струбцина
Это С-образная рама, на одном конце которой расположена «губа» для захвата изделия, а на другом двигающийся упор. Этой приспособой осуществляется прижим листов к основанию, с соблюдением общей плоскости изделия.
Упор двигается на винте либо на кулачковом механизме по зубчатой рейке. Последний вариант более практичный, поскольку экономит время на раздвижку под разную толщину конструкции.
Зев (величина С-образной рамы) может быть маленьким и большим, в зависимости от габаритов свариваемых материалов.
Самый простой элемент, помогающий выставить 90 градусов между профильными трубами — это угольник. Если регулярно производятся манипуляции, требующие быстрой установки 90 градусов и фиксации положения, то можно смастерить простую конструкцию для сварки своими руками.
Понадобятся две струбцины, неподвижные «губы» которых привариваются снизу к полоске металла. Сверху на полосу крепятся два небольших уголка. При помощи угольника выставляется нужный градус и их обваривают. Это упоры.
Сводить уголки вплотную к друг другу не требуется, чтобы оставался доступ к угловому шву на будущих изделиях.
Распорки
Чтобы выдавить просевшие стороны конструкции применяются распирающие приспособления. Это могут быть кромки боковых листов, расходящиеся в плоскости, или впавшая сторона стыка большой емкости.
Чтобы вывести края на одну плоскость, применяют цилиндр, внутри которого нарезана крупная резьба.
В его края ввинчивают большие болты, а на их шляпках крепят упоры, подходящие по форме к внутренней части изделия (если бак имеет ровные стенки, то упоры плоские, если стенки бака круглые, то упоры закругленные).В цилиндре имеется несколько отверстий для установки рычага и вращения. При этом болты выкручиваются и общая длина приспособления увеличивается. Это выдавливает просевшую сторону наружу до требуемого уровня. Если длины распорки не хватает, под один из упоров подкладывают деревянную вставку.
Зажимы
Порой, работать приходится очень быстро, и времени на прижимание изделия струбцинами нет. Если при этом толщина свариваемых частей небольшая, можно использовать зажимы.
Это небольшие клешни с пружиной, притягивающей обе половинки. «Губы» у таких приспособлений могут быть широкими или загнутыми, для конкретных изделий.
Они имеют небольшой диапазон по регулировке ширины захвата, но в отличии от струбцин, ставятся за одну секунду.
Стяжки
Когда требуется свести стороны вдоль линии стыка, чтобы варить без большого зазора, то используют стяжки.
В случае плоских изделий, это могут быть два уголка с отверстиями, которые прихватывают напротив друг друга и сводят стороны длинным болтом, закручивая гайку.
Свой стягивающий эффект приспособление будет реализовывать полностью, если у болта будет длинная резьба (под шляпку). Если у конструкции имеются бортики, за которые можно зацепиться, то вместо приварки уголков применяют крюки с отверстиями вверху.
Различные вспомогательные приспособления значительно облегчают и ускоряют сварочный процесс. Изготовив эти элементы самостоятельно, можно сэкономить некоторую сумму.
Поделись с друзьями
Самодельные приспособления для сварки: чертежи

Работы по сварке порой предполагают меньше сил и времени по сравнению с подготовкой к ним. Основная их доля – это сборка сварной конструкции, в процессе чего необходимо зафиксировать элементы в требуемом положении. Данная работа требует от мастера внимания, ведь от неё зависит качество изделий.
Если после тщательной выверки и установки заготовок конструкция развалится от прикосновения электрода, будет досадно, придется собирать всё сначала.
Случается и так, что элемент приваривается, но не в том положении, которое нужно. Это может произойти при незаметном сдвиге или деформации после остывания металла.
Именно поэтому перед началом сварочных работ необходимо запастись всеми нужными приспособлениями.
Решение проблемы
Для того чтобы избежать подобных ошибок, используются специальные приспособления для сварки. Они позволяют беречь силы и время, обеспечивая высокое качество изделиям на выходе.
На сегодняшний момент известно множество механизмов и устройств, которые могут быть использованы для проведения сварочных работ.
Если люди работают в условиях промышленности, где налажено массовое и серийное производство, они используют автоматизированное и механизированное оборудование, сюда следует отнести механизмы для укладки, транспортные устройства, технологические сборочные приспособления и прочее. Если же мастеру предстоит работать в домашних условиях, то им могут быть использованы приспособления для сварки, которые вполне реально изготовить самостоятельно. Они позволят снизить деформацию деталей.
Без струбцины, которую вы можете изготовить самостоятельно, не будет способен справиться с работой ни один сварщик. Кроме того, данный инструмент помогает решать задачи при проведении слесарных и столярных работ.Данное приспособление может иметь разные варианты — специализированные и универсальные. Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг.
Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.
Работа над угловой струбциной: подготовка
Приспособления для сварки предлагаются к продаже сегодня в широком ассортименте, однако изготовить угловую струбцину вы можете самостоятельно. В качестве инструментов и материалов для проведения работ выступают:
- стальной уголок;
- шпильки с резьбой;
- гайки;
- дрель;
- стальные пластины;
- прутки для воротков;
- сварочный аппарат;
- метчик.
Проведение работ
Под прямым углом уголки необходимо присоединить к стальным пластинам. С каждой стороны с помощью сварки фиксируется червячная конструкция.
Это уголок с вваренной гайкой или утолщением, в котором следует нарезать резьбу с учетом шпильки воротка. При этом важно обратить внимание еще и на потенциальную заготовку, ведь она определяет ширину рабочего зазора.
Если диапазон размеров деталей широк, то лучше всего подготовить несколько струбцин.
Шпилька-вороток вкручивается в рабочую гайку, на конце после этого собирается упор. Данная конструкция представляет собой две металлические шайбы разного размера. Важно обеспечить прокручивание упора на шпильке.
Вороток с обратной стороны необходимо снабдить отверстием, в которое устанавливается стальной прут. Он будет выполнять роль рычага. Такие приспособления для сварки собраны правильно, если с помощью них можно надежно фиксировать стальные детали.
Конструкция очень проста, а изготовить ее можно из подручных материалов.
Достаточно сложной задачей является сварка труб в торец. При этом заготовки необходимо будет точно сориентировать в пространстве. Если к готовой системе приваривается отрезок трубы, то задача будет упрощена.
А вот свободно лежащие заготовки нужно сваривать, заручившись посторонней помощью или используя специальное приспособление. Применить в процессе работы необходимо стальные пластины и металлический уголок.
Половинки струбцины крепятся традиционно, применить для этого необходимо шпильки с резьбой. В итоге удастся получить эффективную и простую конструкцию.
Изготовление клещей
Самодельные приспособления для сварки включают ещё и клещи. Собрать их можно, но для этого нужно запастись терпением. Для проведения работ следует подготовить медный дротик, длина которого составляет 2 м.
Его диаметр должен быть равен 30 мм. Эта заготовка может оказаться несколько длиннее, в этом случае ее удастся прогнуть. Элемент сгибается, чтобы получилась заготовка в форме подковы.
На концах делаются 18-мм отверстия, после нужно произвести разворот и сделать пропил.В итоге получатся зажимы для электродов. Два трансформатора соединяются параллельно, в них вторичная и первичная обмотки должны быть соединены напрямую. Подача тока может корректироваться самостоятельно. Такие самодельные приспособления для сварки должны охлаждаться, а использовать для этого следует воду. Применив ножную педаль, вы сможете снять электроды.
Рекомендации мастера по изготовлению клещей
Из вышесказанного можно сделать вывод, что клещи имеют в составе рычаг для разворота электродов, трансформатор, а также рукоятку с толкателем.
Рычаг удерживается шарнирами, оси которых располагаются противоположно. Иногда изготавливаются клещи, между толкателями которых находится пружина.
Однако подобное приспособление для сварки труб нельзя назвать удобным. Ведь сжимание пружины при повороте будет довольно сложным.
Изготовление магнитного держателя
Если вас заинтересовали приспособления для сборки и сварки, вы можете изготовить их самостоятельно, отказавшись от приобретения заводских вариантов. Это относится и к магнитному держателю, для выполнения которого нужно подготовить следующие материалы:
- листовой металл;
- сухую доску;
- магнитный крепеж.
При подготовке металла необходимо руководствоваться определёнными параметрами, толщина листа может изменяться в пределах от 1 до 3 мм.
Создавая шаблон будущей конструкции, лучше выполнить монолитный вариант, размеры которого будут соответствовать нуждам мастера.
Шаблон нужно приложить к листовому металлу и вырезать одинаковые заготовки в количестве 2 штук. Важно при этом сохранить их геометрию.
Чертежи приспособлений для сварки лучше всего составить самостоятельно, некоторые из них вы можете отыскать в статье. Следующим шагом на пути к изготовлению магнитных приспособлений будет подготовка центральной части магнита.
Для этого нужно выпилить по форме металлических пластин заготовку из древесины, однако ее размер не должен полностью повторять шаблон. От краев следует отступить 2 мм.
Толщина этого элемента должна быть больше на 2 мм, чем ширина магнитов.
Внешняя часть изделия на этом этапе готова, теперь нужно создать внутреннее наполнение. В этом случае следует отталкиваться от магнитов. Они будут располагаться между пластинами, а толщина может изменяться в пределах от 10 до 50 мм. Когда изготавливается такое приспособление для сварки под углом, лучше применить круглые магниты, в каждом из которых будут отверстия в центральной части.
Однако для работы можно использовать и другие заготовки, которые предварительно подготавливаются методом вырезания отверстий для установки крепежа. Заключительным этапом станет просверливание отверстий и проведение сборки. Стальные пластины крепятся с двух сторон деревянной заготовкой, в пазы фиксируются магниты. На этом можно считать, что изделие готово, его следует испытать на деле.
Изготовление кондуктора для сварки
Если вам нужны ручные приспособления для сварки, вы можете заняться изготовлением кондуктора. Он используется при выполнении рамок и сложных узоров. Конструкция обладает конусообразными опорами, которые необходимо расположить по бокам. Между ними крепится крутящаяся плоскость. На ней должны располагаться регулирующиеся продольные балки с несколькими винтовыми прижимами.
В балках будут отверстия, именно поэтому прижимы могут быть установлены по всей длине, что будет зависеть от размера изделия. Ширина собираемой конструкции может регулироваться благодаря введению балок и их разведению. Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий.
Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы.
Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей.
Приспособление для сварки под углом 90 градусов
Некоторые приспособления для сварки металлоконструкций позволяют избежать проблем при необходимости соединения деталей под прямым углом. Для проведения манипуляций по сборке конструкции необходимо подготовить металлический квадрат, болты, гайки, кусок квадратной трубы, болт, небольшой металлический цилиндр, дрель, сверло, держатель, сварочный аппарат.
Подготавливая квадрат, вы должны учитывать, что его сторона составит 20 см. При выборе толстого болта необходимо предпочесть тот, что имеет 4 см в диаметре. Выбирая металлический цилиндр, вы должны подготовить тот, что имеет размер с шариковую ручку.
Методика проведения работ
При изготовлении вышеописанного приспособления для сварки своими руками вы должны приварить на квадрат трубы, длина которых составляет 15 и 20 см. Установить их необходимо по углам, чтобы концы труб оказались по разным сторонам квадрата.
Теперь можно приступать к изготовлению вспомогательных деталей. Для этого из трубы подготавливается фигура по форме буквы П, ее длина должна составить 10 см.
Вторая деталь изготавливается из этих же труб, однако элементы свариваются между собой в виде равнобокой трапеции.
Равнобедренный треугольник выполняется на сторонах квадрата. К нему приваривается П-образная фигура, в которой предварительно проделывается отверстие по центру для маленького болта. В зазор между фигурой и квадратом должен поместиться 4-сантиметровый болт.К последнему приделывается ручка, в роли неё может выступить гайка с отверстием. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях.
Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
Заключение
Для облегчения сварочных работ в продаже сегодня можно встретить огромное количество приспособлений и устройств. Отдельное место среди них занимают те, что можно выполнить самостоятельно.
Учитывая информацию, которая была представлена выше, можно утверждать, что такие конструкции выполняются из подручных материалов, приобретать дополнительно что-либо не придётся, именно поэтому нужно запастись терпением и подготовить чертежи.
Сварка профильной трубы: какими электродами варить 2мм, как сваривать инвертором, как правильно, электросваркой, как под 90 градусов

Профильные трубы квадратного или прямоугольного сечения со стенкой 2 мм пользуются хорошим спросом у населения, в быту с их помощью изготавливают различного вида строительные конструкции (беседки, парники), организуют ограждения, делают каркасы для навесов и козырьков.
Основным методом их соединения является электродуговая сварка, и если домовладелец приобрел сварочный аппарат и не имеет опыта в проведении сварных работ, перед ним сразу встанет вопрос – какими электродами варить профильную трубу 2 мм.
Помимо выбора подходящих электродов, качество сваривания профильных труб во многом зависит от соблюдения технологии, выбора правильных режимов работы аппарата, знания основных приемов и методов, облегчающих производство электросварочных работ новичком.
Рис.1 Применение конструкций из профильного проката
Как варить профильные трубы
Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
Отличия плазменного генератора Горыныч от ближайших аналогов
- Одним из основных отличий данного устройства от аналогичных является его высочайшая экологичность. Выделение вредных или токсичных веществ во время работы равняется нулю. Более того, во время интенсивного испарения воды воздух насыщается кислородом.
- Следует отметить также большую рабочую емкость пистолета.
Всего в него помещается порядка 100 граммов воды или спиртового раствора, и этого с избытком хватит на 20-25 минут непрерывной работы.
- Также стоит отметить невероятную неприхотливость к уровню напряжения, которое можно подавать на прибор.
Его диапазон может колебаться от 130 и до 240 Вольт и на всем диапазоне генератор способен выдавать устойчивый поток плазмы.
Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов. Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
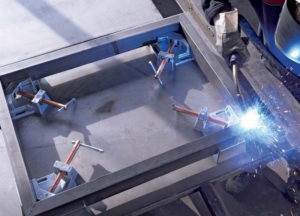
- приспособления для сварки профильных труб: Центратор – устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
- Магнитные угольники предназначены для соединения труб под нужным углом.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока – 50-60 А.
О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. – 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. – диаметр 1,0-1,5 мм., толщина 2 мм. – диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Окончание сварочного процесса проводится путем понижения силы напряжения. Подача газа прекращается через 10-15 секунд после отключения подачи электричества.
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
- шланги для подачи газа в горелку.
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Выделяют две технологии:
- слева направо (правый способ) подразумевает движение присадки за горелкой. Плюсы: зона сваривания хорошо прогревается; исполнитель видит рабочую зону, что повышает производительность и уменьшает расход газа. Такая техника подойдет для изделий с толщиной стенок свыше 5 мм.
- справа налево (левый способ) применяется для тонкостенного проката – проволока движется впереди горелки.
Контактная сварка в большинстве случаев применяется в производственных условиях. Высокая стоимость специального оборудования и сложность процесса практически исключает возможность использования данного способа в домашних условиях.
Сваривание выполняется за счет давления электродов на изделия при одновременном пропускании тока. Рабочий процесс проводится без использования присадочных материалов. Главные преимущества: надежность и неразъемность соединения.
[ads-pc-3][ads-mob-3]
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://.com/watch?v=n3DtsW-YPQg
Сварка профильной трубы инвертором
Дуговая сварка профильного проката инвертором по праву считается самым надежным и простым способом. Сварочные аппараты данного типа применяются для бытовых и производственных работ. Популярность инверторов обусловлена их доступной стоимостью, компактными габаритами, небольшой массой.
Сварка профильных труб инвертором для начинающих мастеров станет идеальным вариантом. Так как оснащение подобного типа предоставляет возможность применять импульсный режим.
Инверторный сварочный аппарат подойдет для работы с изделиями, толщина стенок которых значительно варьируется. Сварка тонкостенных профильных труб инвертором осуществляется при напряжении силой в 50-60 А. Увеличение напряжения происходит при работе с более толстостенными изделиями.
Возбуждение электрической дуги выполняется посредством контакта плавящегося электрода и основного металла. Покрытие расходника начинает гореть. Часть обмазки расплавляется, переходит в жидкое состояние и покрывает расплавленный металл, другая часть превращается в газы и предотвращает контакт рабочей зоны и атмосферного воздуха.
Преимущества инверторной сварки:
- исключение залипания электрода;
- постоянство тока инвертора гарантирует стабильность дуги и хорошее качество шва.
Следуя вышеперечисленным сведениям, можно легко понять, как правильно варить профильную трубу.
Какими электродами варить профильную трубу
Сварочные электроды ОЗС-6
Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
АНО-4 – самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток – слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
Lincoln Electric Omnia 46
Наиболее уважаемой компанией на рынке сварочных аппаратов является Lincoln Electric. Это американское предприятие существует более ста лет. Первый электрод с обмазкой был выпущен ею ещё в 1927 году.
С тех пор за плечами инженеров этой компании накоплен богатый опыт.
Поэтому не стоит удивляться тому, что электроды Omnia 46, имеющие рутилово-целлюлозную обмазку, сразу после релиза заслужили уважение множества сварщиков и профильных изданий.
Несмотря на зарубежное происхождение, эти электроды стоят совсем недорого. В магазинах можно найти разные пачки, обычно они вмещают в себя от четырех до шести килограммов электродов. В любом случае вы потратите меньше тысячи рублей! Больше всего эту продукцию любят новички.
Дело в том, что электроды Omnia 46 легко разгораются даже на дешевых сварочных аппаратах. Не сильно чувствительны они и к длине дуги, что тоже не может не радовать. Эксперты отмечают малое число искр, возникающих при работе.Это немаловажно, так как таким образом улучшается пожарная безопасность. Шлак после работы можно легко отделить, что позволяет осуществлять сварку загрязненной или ржавой стали. Нет у покупателей претензий и к прочности шва.
Нередко такими электродами варят даже трубопроводы, хотя изначально для этого они не предназначались.
Достоинства:
- Шов получается очень прочным и стойким к нагрузкам;
- Не требует короткую дугу;
- Очень легкий розжиг на любом инверторе;
- С ведением дуги справится даже новичок;
- Вменяемая стоимость.
Недостатки:
- Электроды могут быстро отсыревать (тогда потребуется прокалка).
ЧИТАТЬ ТАКЖЕ
5 лучших сварочных трансформаторов
ESAB-SVEL OK 46.00
Эти электроды являются одновременно и российскими, и зарубежными. Объясняется это тем, что производятся они у нас, но строго под контролем шведской компании ESAB. Изделие продается по относительно невысокой цене. В этой ценовой категории данному продукту нет равных. Даже при частичном отсыревании электроды стабильно горят.
Розжиг занимает считанные секунды на любом сварочном инверторе. Работать с электродами можно как при постоянном, так и при переменном токе. Эксперты отмечают, что изделие работает в любом направлении шва, а минимальный порог тока для этих электродов — ниже, чем у конкурентов. Всё это позволяет использовать шведско-российское изделие для сварки тонкостенных деталей.
Основное преимущество электродов с рутиловым покрытием в том, что поверхность обрабатываемой стали не нужно зачищать. Продукт не боится ни загрязнений, ни коррозии. Весь шлак после работы можно легко устранить. Остывший шов получается прочным и вязким. Для прокалки сильно остывшего электрода достаточно разогреть сварочный аппарат всего до 80-90 градусов.
Приспособления для сварки профильных труб — Трубы

Все приспособления для сварки делятся на две группы: закрепляющие и установочные. Существуют также и универсальные устройства, выполняющие обе функции.
Установочные элементы
К установочным приспособлениям относятся устройства, назначением которых является закрепление деталей в определенном месте, таким образом, как это должно выглядеть по окончании сварочных работ.
Установочные элементы различаются между собой конструкционным исполнением и функциональными особенностями. К ним относятся:
- угольник;
- шаблон;
- упор;
- призма.
Упор предназначен для закрепления свариваемых деталей на основании. Различают несколько видов приспособлений: откидной, съемный, постоянный упор. Постоянные детали – это чаще всего бруски или пластины. Если необходимо поставить временный упор, то в этом случае используются съемные или откидные конструкции.
Угольник незаменимое устройство, когда возникает необходимость установки деталей под углом. Наиболее функциональны поворотные устройства.
Сварка цилиндрических элементов редко обходится без призмы, которая фиксирует детали в нужном положении.
Закрепляющие детали
Закрепляющими приспособлениями называются устройства, служащие для надежной фиксации деталей, при которой исключаются сдвиги, деформация, охлаждение элементов во время сварочных работ. К ним относятся:
- зажим;
- прижим;
- струбцина;
- распорка;
- стяжка.
Быстрозажимная струбцина – один из наиболее распространенных закрепляющих элементов при работе с металлом. Деталь имеет различные формы и габариты. Размер струбцины может быть регулируемым или постоянным.
С помощью зажима для сварки деталь легко и надежно фиксируется в определенном положении. Преимуществом является простота процесса: крепление элементов выполняется при помощи ручек, которыми оснащен зажим.
Различают несколько видов прижимных устройств: рычажный, эксцентриковый, клиновой, пружинный, винтовой прижим. Последняя модель – наиболее востребована при проведении сварочных работ.
Стяжка применяется для соединения и фиксации габаритных изделий. Существует несколько способов крепления стяжкой.
Распорка служит для выравнивания всех соединений, придания им необходимой формы, исправления дефектов.
Основным недостатком вспомогательных приспособлений является тот факт, что они быстро изнашиваются и часто ломаются. Чтобы сократить расходы, связанные с приобретением устройств, можно попытаться изготовить приспособления для сварки своими руками. Тем более, что сделать это не сложно.
Изготовление струбцины
Струбцина, закрепляющее устройство, применяемое при сварке, используется также в слесарных, плотницких, токарных работах. При этом требуется разная прочность крепежа.
Например, для соединения металлических труб нужны струбцины, выдерживающие большую нагрузку.
Купленные в магазине приспособления не обладают достаточной надежностью, поэтому сварщики зачастую используют самодельные приспособления для сварки.
Изготовить струбцину несложно, потребуется:
- стальной лист, толщина которого около 10 мм;
- гайка – 3 шт.;
- шайба, имеющая большой диаметр – 4-5 шт.;
- труба, оснащенная наружной резьбой, совпадающей по размерам с гайками.
При изготовлении устройства необходимо придерживаться определенного алгоритма. Схема приспособления значительно облегчит его сборку:
Из листа стали вырезаются полоски, ширина которых 40 мм, а длина имеет разные значения:
- длина 500 мм для основания;
- длина 250 мм для статичного удерживания в нижней части конструкции;
- длина 100 мм для создания передвижной планки.
Далее следует вырезать два 50 мм прямоугольника (А), служащими для крепления передвижного элемента, и деталь (В), обеспечивающую упор в статичной части изделия. Далее следует приварить к основанию струбцины вспомогательное приспособление, получив Г-образную форму. К короткому краю присоединить деталь В. Три гайки свариваются между собой. Шайбы также сварить вместе.
Далее следует уложить гайки ребром к передвижному элементу и приварить так, чтобы стержень, который будет вкручиваться, располагался параллельно к основной части струбцины. Стержень может быть взят от купленного ранее приспособления. К нему, при необходимости, добавляются деревянные ручки, зафиксированные гайкой.
Сварной шов выполняется по внешнему краю составляющих А, между которыми вставляется полоса струбцины. Далее, к внутренним краям частей А присоединяется передвижной элемент и производится сварка. В заключение, к краю металлического стержня привариваются шайбы, расположенные плашмя.Полученное изделие позволит удержать достаточно габаритную конструкцию из металлических труб без сдвига, разрыва и уклона.
Сварка под углом в 90 °
Схема установки магнитов:
Сварочные магниты, удерживающие соединяемые трубы под углом в 90 °, предназначаются для облегчения сварочных работ. Но как выполнить аккуратный шов, если под рукой не нашлось подобного приспособления? Для этого нужно взять:
- квадратный металлический лист со стороной 20-25 см;
- отрезок трубы с квадратным сечением;
- небольшие болты с гайками – по 3 шт.;
- болт диаметром 4 см, к нему гайка – 3,5 см;
- стальной цилиндр диаметр около 5 мм;
- сварочный аппарат, дрель, сверло.
К металлическому квадрату (в углы, по разные стороны) привариваются два куска трубы, обладающие длиной 20 см и 15 см. Далее нужно сделать пару вспомогательных элементов из этих труб: П – образный, из отрезков длиной 10 см; и равнобедренную трапецию (основание 11,5 и 5,4 см).
Прижимы с постоянными магнитами собираются с соблюдением последовательности присоединения элементов. Они отлично выполняют функции сварных магнитов, являющихся достаточно дорогостоящими изделиями при бытовом использовании.
Держатель электрода
Самодельный держатель электрода – достаточно распространенное изделия, имеющее множество форм и размеров, зависящих от вида работ: сварка габаритных труб или спайка скручиваемых проводов.
Простой держатель электрода, сделанный из трубы d¾”:
Специалисты рекомендуют для изготовления прочного и надежного держателя для сварки труб предварительно составить схему, учитывающие все особенности изделия.
Сэкономить на оборудовании можно, обратившись в школьную мастерскую, которая обычно оснащена аппаратами для нанесения резьбы и сверления.
Для бытового сварочного устройства желательно сделать стойку, где будут храниться мелочи, необходимые при сварочных работах.
Обзор приспособлений для сварки
Приспособления для сварки
Непосредственно сама сварка требует иногда гораздо меньше времени и сил, чем подготовка к ней. Основную долю последней составляет сборка сварной конструкции с фиксацией всех элементов в нужном положении. Эта работа требует особого внимания, поскольку от нее зависит качество готового изделия.
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала.
Еще хуже, когда элемент приваривается, но не в том положении, которое требуется – незаметно сдвинулся или деформировался после остывания металла.
Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ.В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование – транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр.
В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида – установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение – точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина – универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она – первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности.
Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма.Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько – различных размеров и конфигураций.
Струбцина Bessey с регулируемым зевом и наклоняемым упором
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.