Прокаливание электродов перед сваркой
Рд 34.10.124-94 инструкция по подготовке и хранению сварочных материалов, рд от 03 января 1995 года №34.10.124-94
РД 34.10.124-94 Группа В05
ОКСТУ1208
Датавведения 1995-01-03
1РАЗРАБОТАНА Акционерным обществом открытого типа»Энергомонтажпроект»,
ИСПОЛНИТЕЛИ
Кривошеин Д.И., БелкинС.А. (руководитель темы), Малашонок В.А., Захарова Л.П., Стома С.Н.(АООТ «Энергомонтажпроект»), Стенин В.А, Гусев Ю.И. (РАО «ЕЭСРоссии)
2УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.1995
3ЗАРЕГИСТРИРОВАНА отделом стандартизации института «Оргэнергострой»за N РД 34.10.124-94
4ВВЕДЕНА ВПЕРВЫЕ
5ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОГЛАСОВАНА
Начальник Департамента»Энергореновация» РАО «ЕЭС России» В.А.Стенин.
УТВЕРЖДЕНА
Заместитель Министратоплива и энергетики Российской Федерации Ю.Н.
Корсун
Настоящая инструкцияустанавливает требования к организации подготовки, хранения ивыдачи сварочных материалов, применяемых для сварки соединенийоборудования и трубопроводов тепловых электрических станций (ТЭС).
Инструкция входит составной частью в «Систему контроля иобеспечения качества сварочных работ», оговаривающую процедурывыполнения и контроля выполнения работ при изготовлении, монтаже,ремонте и реконструкции изделий ТЭС.
1.ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая инструкцияраспространяется на работы по подготовке, хранению, в т.ч.
нарабочих местах, учету и выдаче в производство сварочных материалов,предназначенных для сварки элементов оборудования и трубопроводовТЭС, на которые распространяется действие нормативно-техническихдокументов:
«Правилаустройства и безопасной эксплуатации сосудов, работающих поддавлением»
«Правилаустройства и безопасной эксплуатации паровых и водогрейныхкотлов»
«Правилаустройства и безопасной эксплуатации трубопроводов пара и горячейводы»
«Правилаустройства и безопасной эксплуатации грузоподъемных кранов»
СНиП3.05.05-84 Строительные нормы и правила. Технологическоеоборудование и технологические трубопроводы
СНиП3.03.01-87 Строительные нормы и правила. Несущие и ограждающиеконструкции
СНиП3.05.02-88* Строительные нормы и правила. Газоснабжение______________
*На территории Российской Федерации действуют СНиП42-01-02. — Примечание изготовителя базы данных.
СНиП3.05.03-85 Строительные нормы и правила. Тепловые сети
РД 3415.027-93* Сварка, термообработка и контроль трубных системкотлов и трубопроводов при монтаже и ремонте оборудованияэлектростанций (PTM-1c-93).________________
*Заменен на РД153-34.1-003-01. Здесь и далее. — Примечание изготовителя базыданных.
1.2 Настоящая инструкцияпредназначена для производственного персоналазаводов-изготовителей, монтажных и ремонтных организаций независимоот форм собственности, выполняющего работы по изготовлению,монтажу, ремонту, реконструкции и модернизации объектов тепловойэнергетики, газопроводов* и тепловых сетей.________________
*Распространяется на газопроводы (трубопроводы горючего газа),находящиеся на территории объекта (от газораспределительной станциидо потребителя), транспортирующие газ давлением не более 1,2 МПа(12 кгс/см).
1.3 К работам поподготовке (прокалке), хранению, учету и выдаче в производствосварочных материалов допускается персонал завода-изготовителя,монтажной или ремонтной организации, прошедший специальнуютеоретическую и практическую подготовку, учитывающую спецификувыполнения работ по программе, приведенной в приложении А, ипроверку теоретических знаний и практических навыков выполненияработ. Проверка знаний и практических навыков производитсяаттестационной комиссией предприятия (монтажной или ремонтнойорганизации), в состав которой должны входить: руководительсварочных работ предприятия (организации), представитель отдела(службы, бюро) технического контроля предприятия (организации),представитель отдела (группы, бюро) по технике безопасности,представитель отдела (службы), ответственного за профессиональнуюподготовку персонала предприятия (организации).
Разрешается подготовку иаттестацию персонала, занятого на работах по подготовке, хранению,учету и выдаче сварочных материалов производить на централизованныхкурсах подготовки при учебно-аттестационных центрах, имеющих правона выполнение данных работ.
Результаты аттестацииоформляются протоколом (приложение Б).
1.4 Внесение изменений идополнений в настоящую инструкцию производится ее разработчиком всоответствии с ГОСТ2.503.
2ПРАВИЛА ПРИЕМКИ СВАРОЧНЫХ МАТЕРИАЛОВ ОТ ЗАВОДА-ИЗГОТОВИТЕЛЯ
2.1 Поставка сварочныхматериалов
2.1.1 Сварочныематериалы, поступающие от заводов-изготовителей, принимаются нахранение по партиям.
Примечания
1Каждая партия электродов должна состоять из электродов одной маркии одного диаметра. Все входящие в партию электроды должны бытьизготовлены с использованием стержней из проволоки одной марки спостоянным составом покрытия из компонентов одних и тех жепартий.
2Каждая партия проволоки по ГОСТ2246 должна состоять из проволоки одной марки, одной плавки,одного диаметра, одного назначения и одного вида поверхности.
Каждая партия порошковойпроволоки по ГОСТ26271 должна состоять из проволоки одной марки, одного диаметраи быть изготовленной из материалов одних партий.
3Каждая партия флюса по ГОСТ9087 должна состоять из флюса одной или нескольких плавок одноймарки и оформляться одним документом о качестве.
4Партией защитного газа допускается считать газ одного наименования,одной марки, одного сорта, поставляемого по одному стандарту:
а) партией газообразногоили жидкого аргона согласно ГОСТ10157 считается любое количество продукта, однородного попоказателям качества и оформленного одним документом окачестве.
При поставке аргона вавтореципиентах или транспортных цистернах партией считается каждаяцистерна или каждый автореципиент;
б) партией газообразнойили жидкой двуокиси углерода (углекислого газа) согласно ГОСТ8050 считается любое количество однородной по показателямкачества газообразной или жидкой двуокиси углерода, сопровождаемойодним документом о качестве.
При транспортированиидвуокиси углерода в цистернах за партию принимают каждуюцистерну;
в) партией газообразногокислорода согласно ГОСТ5583 считают любое количество однородного по своим показателямкачества продукта, оформленного одним документом о качестве, но неболее сменной выработки; при транспортировании кислорода вавтореципиентах или газификационных установках за партию принимаюткаждый автореципиент или газификационную установку;г) партией растворенногоацетилена согласно ГОСТ5457 считают любое количество однородного по своим качественнымпоказателям ацетилена, полученного за один технологический цикл исопровождаемого одним документом о качестве.
5Каждая партия вольфрамовых электродов по ГОСТ23949* должна состоять из электродов, изготовленных из шихтыодного приготовления, и оформлена одним документом о качестве.________________
*При поставке прутков вольфрама лантанированного по ТУ 48-19-27 ииттрированного вольфрама по ТУ 48-19-221 допускается изменениеуказанных в пункте требований в соответствии с данными ТУ.
2.1.2 Покрытые электродыдолжны поставляться упакованными в соответствии с ГОСТ9466.
Электроды должны бытьупакованы в коробки или пачки по одному из следующих вариантов:
1) в герметизируемыепластмассовые коробки (пеналы);
2) в пачки, завернутые воберточную бумагу или равноценную ей по характеристикам, споследующим упаковыванием пачек в герметизируемые металлическиекоробки (пеналы);
3) в коробки изкоробчатого картона толщиной не менее 0,7 мм или равноценного им похарактеристикам, с последующим герметичным упаковыванием каждойкоробки в полиэтиленовую пленку толщиной 0,1-0,2 мм или всамоусаживающуюся пленку;
4) в пачки, завернутые воберточную бумагу или равноценную ей по характеристикам, споследующим упаковыванием каждой пачки в герметичную оболочку изполиэтиленовой пленки толщиной 0,1-0,2 мм;
5) в коробки изкоробчатого картона толщиной не менее 0,8 мм;
6) в пачки, завернутые вдвухслойную упаковочную бумагу или в мешочную влагопрочную бумагу,или в равноценную им по характеристикам.
Примечание — Электроды,упакованные по двум последним вариантам, перед использованиемподлежат прокаливанию.
2.1.3 Каждая партияэлектродов должна сопровождаться сертификатом, удостоверяющимсоответствие электродов требованиям ГОСТ9466, или технических условий на электроды данной марки.2.1.4 На каждой коробкеили пачке с электродами должна иметься этикетка или маркировка.
2.1.5 Проволока должнапоставляться в соответствии с ГОСТ2246 или техническими условиями в мотках (бухтах, катушках).Мотки проволоки одной партии допускается связывать в бухты.
Каждый моток (бухта,катушка) проволоки диаметром 0,5 мм и менее должен быть обернутслоем бумаги и упакован в деревянный ящик или другую тару(металлическую, картонную, пластмассовую).
Каждый моток (бухта,катушка) проволоки диаметром свыше 0,5 мм должен быть обернут слоембумаги, затем слоем полимерной пленки, нетканных материалов илиткани из химических волокон.
Вкачестве упаковочных материалов применяют:
бумагупарафинированную;
пленку полимерную;
тарное холстопрошивноеили клееное полотно, сшивную ленту из отходов текстильнойпромышленности или ткани из химических волокон.
Допускается упаковыватьпроволоку в полиэтиленовую пленку, а высоколегированную проволоку -в нетканные материалы и ткани из химических волокон без бумажногоподслоя.
2.1.6 Каждая партиясварочной проволоки должна сопровождаться сертификатом,удостоверяющим соответствие проволоки требованиям стандарта илитехнических условий на проволоку данной марки.
2.1.7 На каждый моток(бухту, катушку) проволоки поверх упаковки должен быть прикрепленметаллический ярлык, содержащий данные в соответствии с ГОСТ2246.
Металлический ярлыкдолжен сохраняться до полного использования мотка (бухты,катушки).
2.1.8 Порошковаяпроволока должна поставляться в мотках (катушках) в соответствии сГОСТ26271.
Мотки (катушки) проволокидолжны быть обернуты в водонепроницаемую упаковочную бумагу илипомещены в мешки из полиэтиленовой пленки.
Мотки (катушки) проволокив упаковке должны быть уложены в металлические барабаны, швыкоторых должны быть сварными или закатными.
Допускаетсятранспортировать мотки проволоки без упаковки в водонепроницаемуюбумагу или полиэтиленовые мешки с обязательным разделениемотдельных мотков круглой прокладкой диаметром, равным 0,8 диаметрабарабана.
На транспортнуюмаркировку проволоки должны быть нанесены манипуляционные знаки -«Боится сырости» и «Осторожно, хрупкое».
2.1.9 Каждая партияпорошковой проволоки должна сопровождаться одним документом окачестве в соответствии с ГОСТ26271.
2.1.10 На каждый моток(катушку) порошковой проволоки, а при упаковке проволоки вметаллический барабан на его обечайку должен быть наклеен ярлык,содержащий данные в соответствии с ГОСТ26271.Прокаливание электродов перед сваркой
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу.
Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды.
В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии.
Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы.
Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные.
Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя.
Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
https://www..com/watch?v=neMXjs3dtng
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке.
Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
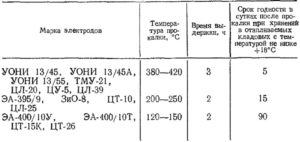
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением.
Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час.
Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.[Всего : 1 Средний: 1/5]
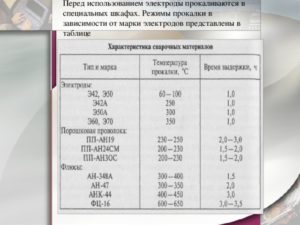
Режимы прокалки электродов
| Марка электрода | Режимы прокладки | |
| Температура, °С | Продолжительность, ч | |
| ЦЛ-39, ТМЛ-1У, ЦУ-2ХМ, ТМЛ-ЗУ, ЦЛ-20, ЦЛ-45. | 380 ± 20 | 2,0+ 0,5 |
| ЭА-400/10У, ЭА-400/10Т, ЦТ-26, ЦТ-26М, ЦТ-15, ЦТ-15К. | 220 ± 20 | 1,0 + 0,5 |
Примечание.
Прокалка электродов может производитьсяне более трех раз.
Если электроды послетрех прокалок показали неудовлетворительныесварочно-технологические свойства, топрименение их для сварочных работ,выполняемых по настоящему РД, недопускается.
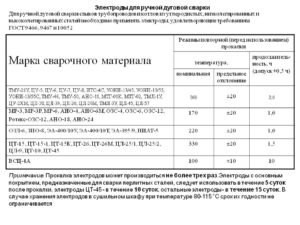
4.12.Покрытые электроды после прокалкиследует хранить в закрытых мешках изводонепроницаемой ткани (полиэтиленоваяпленка) или в закрытой таре с крышкой срезиновым уплотнением или в сушильныхшкафах при температуре не менее 50 °С,или в кладовых при температуре не ниже18 °С и относительной влажностью воздухане более 50 %. Срок хранения — согласнотабл. 3.3 РД 558-97.
4.13.Электроды выдаются в количестве,необходимом для односменной работыкаждого сварщика, если не оговореныболее жесткие требования. При выдачедолжна проверяться марка электродовпо этикеткам или биркам, по окраскеторца.
Электродына рабочем месте сварщика должнынаходиться в переносном ящике-пеналеили термосе емкостью на одну-две пачкиэлектродов и защищены от попадания наних воды, грязи, нефтепродуктов, источниковогня.
4.14.Порядок учета, хранения, выдачи и возвратасварочных материалов устанавливаетсяинструкцией производственной организациис учетом данных требований.
4.15.Для ручной аргонодуговой сварки вкачестве неплавящегося электродаследует применять электроды из вольфрамамарок ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТ23949-80, лантанированного вольфрама маркиВЛ по ТУ 48-19-27-77 или иттрированноговольфрама марки СВИ-1 по ТУ 48-19-221-83диаметром 2-4 мм.
4.16.Для аргонодуговой сварки в качествезащитного газа следует применять аргонвысшего и первого сортов с физико-химическимипоказателями по ГОСТ 10157-79. Допускаетсяиспользовать газообразный и жидкийаргон. Ротаметры расхода газа следуетпроверять в соответствии с ГОСТ 8122-74.
4.17.Рекомендуемое сварочное оборудованиеприведено в Приложении 6.
5. Аттестация технологии сварки
5.1.Аттестация технологии сварки выполняетсяв соответствии с РД 558-97.
5.2.Аттестация технологии сварки производитсядля каждой группы однотипных сварныхсоединений. Определение понятияоднотипности приведено в п. 2.2 данногоРД.
Как прокалить электроды в домашних условиях, как сушить, в духовке, феном, своими руками
/ Электроды
Назад
Время на чтение: 2 мин
0
55
Электрод – это металлический стержень, покрытый специальной пористой смесью. Которая при взаимодействии с внешней средой напитывается водой делая электроды не пригодными для работы.
https://www.youtube.com/watch?v=ewOZeiXci3E
Для сбережения функций стержни пакуют в вакуумные упаковки. Однако, после вскрытия вода проникает в напыление и через некоторое время становиться понятным, что электроды отсырели.
Начинаем интересоваться, можно ли просушить стержни своими руками, чтобы вновь ими воспользоваться. Предварительно нужно пополнить знания о правильности высушивания электродов.
Ниже мы распишем, что собой представляет прокалка (просушка) сварочных стержней и какие виды дегидратации следует применять.
- Прокалка сварочных стержней
- Агрегаты для прокаливания
- Принцип дегидратации
- Просушка своими руками
- Просушка УОНИ13/55
- Подытожим
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени.
Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз.
Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий. Повреждение или скол покрытия ухудшают сварочные свойства.
Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные.
Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя.
Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Итог
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Просушка УОНИ13/55
Стержни УОНИ13/55 незаменимы при сваривании ответственных элементов и конструкций. Они наиболее нужные и популярны. Прокалить (просушить) сварочные стержни УОНИ13/55 нужно перед использованием.
Тем самым вы создадите стабильное горение дуги и высокое качество шва. Вводные параметры для осушения: 250-300 градусов Цельсия, время – 1 час. Лучшего результат можно достичь производя такую процедуру в электропечах в спецтаре.
Прокаливание электродов: печь для сушки перед сваркой в домашних условиях

Хорошо известно, что прокаливание электродов в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Виды оборудования для прокалки
Прокалка электродов перед сваркой делается с целью уменьшения влаги в их покрытии. Ее наличие приводит к проблемам с поджигом электрода, его залипанию и обсыпанию покрытия. В результате качество работы может значительно ухудшаться.
Следует сразу заметить, что увлекаться данными операциями не стоит. Дело в том, что после двух прокалок покрытие может отслоиться от электрода. В связи с этим необходимо заранее рассчитывать их необходимо количество.
Конструкция печи для прокалки электродов.
Если после работы останутся неиспользованные стержни, в следующий раз они должны быть использованы в первую очередь.
Иногда просушить электроды необходимо, чтобы поднять температуру расходных материалов. Большой перепад температур может негативно сказаться на конечных характеристиках шва.
Осуществлять прокалку и сушку необходимо в специализированном оборудовании. В этих целях используют электронагревательные печи. В их камере создается необходимая температура, которая варьируется от 100 до 400°С в зависимости от решаемой задачи.
Главным достоинством электропечей является высокий ресурс работы. В них используются ТЭН, рассчитанные на длительную эксплуатацию. Кроме того в случае поломки они могут быть с легкостью заменены.
Если во время прокалки необходимо защитить стержни от воздействия окружающей среды, следует использовать термопеналы. Установленный уровень температуры в таких устройствах поддерживается автоматически.
Работаю данные агрегаты от сети с напряжением 36-60 В. Камера, которая находится внутри корпуса термопенала оснащается терморегулятором и нагревательным элементом. Между камерой и корпусом устройства выполнена качественная теплоизоляция.Хранить просушенные и прокаленные горячие стержни следует в пеналах-термосах. Их конструкция представляет собой герметично закрываемые емкости на подобии термосов. Их камера отделена от корпуса слоем теплоизоляционного материала.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями. В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности.
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой.
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Прокалка электродов перед сваркой (сушка) : журнал, нужно ли, время прокаливания, сколько раз можно
На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса – снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Сварочный шлак на шве, сделанном сырым электродом
Сколько раз можно прокаливать
Также стоит отметить, что прокалка хоть и является важным, а иногда и обязательным процессом, не стоит часто проводить данную процедуру – не более трех раз после заводской прокалки. Иначе появляется вероятность отставания покрытия от стержня.
Рекомендация! Следует осуществлять прокаливание небольшого количества электродов. Не рекомендуется производить обработку материалов про запас. Неиспользованные материалы придется просушивать снова.
Сушка электродов: время прокалки
Разные типы необходимо прокаливать в различных температурных режимах. Каждая упаковка сварочных материалов снабжена инструкцией, где указана температура и продолжительность сушки и прокалки.
Режимы прокаливания
Режим прокаливания устанавливается в зависимости от покрытия и указывается на этикетках к электродам, в паспортах и каталогах. Сварщику необходимо строго соблюдать все требования по прокалке.
Иначе материалы будут недосушенными или пересушенными, что отрицательно скажется на качестве сварного шва.
Следует отметить, что режимы первой (заводской) прокалки и последующих, выполняющихся сварщиком, различаются.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]Журнал прокалки электродов
Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Сведения оформлены в виде таблицы, которая включает несколько разделов: дата прокалки; порядковый номер прокалки; тип электродов; масса прокаленного материала, кг; температура прокалки; время обработки; ответственный за прокалку; лицо, выполняющее контроль.
Журнал ведется в одном экземпляре, прошнуровывается, пронумеровывается, скрепляется печатью и заверяется подписью ответственного за делопроизводство на объекте лица.
Журнал можно приобрести в типографии на платной основе или ознакомиться с образцом документа в Интернете.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии.
Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
[ads-pc-3][ads-mob-3]Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору.
Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 “BRIMA”.
Узнайте больше о пеналах вот в этом материале.
Шкафы
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.
Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП “Теплоприбор”.
Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько “народных” способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.
“Домашнее оборудование”
- В домашних условиях прокалку можно произвести в газовой или электрической духовке. Однако, второй вариант позволяет получать лучший результат, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить обработку на открытом огне.
- 2Зимой можно проводить сушку электродов на горячем радиаторе. Необходимо оставить прутки на батарее на 2-3 дня. Данной обработки будет вполне достаточно для проведения бытовой сварки (по мнению многих умельцев).
Для ответственных конструкций применять такой метод сушки не рекомендуется!
- Некоторые находчивые мастера используют для просушки строительный фен. Кроме этого, специалисту понадобится емкость для размещения электродов, например, асбестовая или из иного материала труба.
Продолжительность прокалки зависит от мощности фена.
Подробнее про прокалку и домашние условия здесь.
Следует отметить, что результат прокалки в “домашних” условиях не идет в сравнение с термической обработкой в профессиональном оборудовании.