Прямое и обратное подключение сварочного инвертора
Как правильно подключить сварочный инвертор плюс минус
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры.
Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором.
Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
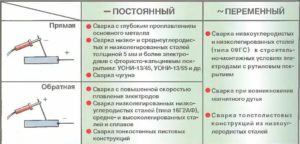
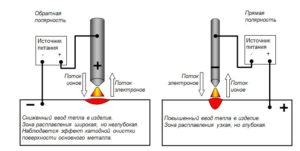
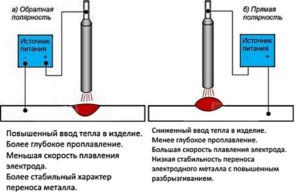
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором.
Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов.
Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва.
В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде.
За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали.
Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку.
Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов.
Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы.
В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Калибровка дерева своими руками — Металлы, оборудование, инструкции
Прививка деревьев многим кажется каким-то волшебством, ведь с ее помощью на одном дереве можно вырастить и яблоки, и груши, да еще не по одному, а по несколько сортов.
А раз это волшебство, то и под силу оно не каждому. Никто не спорит — это дело не простое, но при огромном желании и умении постигать новое, можно освоить это искусство.
А выложенные в этой статье сведения помогут вам понять, как правильно прививать деревья.
Немного полезных знаний из области биологии
Прививку начинайте, вооружившись теорией:
- на ветке, которую вы собираетесь привить, почки должны быть в состоянии биологического покоя. Нарезают их с южной стороны из однолетних побегов, которые успели вызреть. Происходит это с конца осени до начала весны. Определите для них место хранения в подвале или холодильнике. Благоприятная температура: от +2 до +4 градуса С. Предшествует прививке замачивание черенков в воде на протяжении получаса, а если в процессе хранения они все же подсохли, то их нужно замочить на дня 2-3;
- правильно выбранное время является залогом удачной прививки, а наступает оно для косточковых перед и в самом начале сокодвижения, а чуть позже — для семечковых и длится пока на деревьях не облетят цветы. Вот теперь вы знаете, когда прививать деревья.
Лучшим объектом для прививки являются растения, выросшие в лесу. Они служат основой создания культурных сортов путем прививки культур, относящихся к одному ботаническому роду или близкие биологически. Как пример:
- груша, яблоня, которые прививают на дикие растения или на вполне зрелые деревья;
- родственными косточковыми называют алычу, сливу, вишню, черешню, кизил, абрикос, персик. На дикие саженцы сливы пригодны для прививки, как алычи, так и слива и наоборот. На дикой вишне хорошо уживается вишня благородная, черешня. Для черенка персика нет лучше подвоя, чем дикий миндаль, выросший сам по себе абрикос, можно облагородить, привив на него черенок колированного родственника. Хороший кизил можно получить, привив черенок на мужской вид свободно растущего кизила. При этом возраст базового растения может быть разным, но лучше, если ему не больше 10 лет;
- прививочные операции выполняют не только на плодовых деревьях, но и на декоративных. Так, черенки парковых деревьев, имеющих шаровидную, плакучую или пирамидальную крону, размещают на соответствующих дикорастущих видах;
- различают прививку и перепрививку. Прививка — это операция, когда черенок или глазок трансплантируют с понравившейся культуры на подвой, а перепрививка — это улучшение качества плодов на растении, которое само по себе является сортовом;
- на одном дереве уживаются сорта ранние и поздние, но при этом снижается его холодостойкость, так как сбиваются ритмы роста. Лучше совмещать сорта, имеющие приблизительно одинаковый срок созревания;
- черенки косточковых приживаются труднее, чем семечковых.
Как прививать плодовые деревья
Плодовые деревья, которые почти невозможно размножить отводками и черенками, прививают. Прививки делают только на деревьях, не пораженных болезнями.
Популярные способы прививки
Наиболее распространены такие способы как:
- прививка глазком (окулировка);
- прививка черенка.
Существует несколько вариантов вживления черенка:
- копулировкой;
- боковым;
- в расщеп;
- за кору.
Главенствующую роль играет качество среза. Он должен отвечать следующим запросам:
- быть идеально ровным и без всяких посторонних следов;
- длина среза по сравнению с диаметром черенка, должна превышать его от 3 до 3,5 раз.
Инструмент и материал для прививок
Для того чтобы процесс прививки прошел успешно, к нему необходимо хорошо подготовиться и запастись:
- Ножом окулировочным с хорошо заточенным и чистым лезвием. Так как надо заточенный нож, должен свободно разрезать 4 листа бумаги сложенных вместе. На всякий случай пусть будет при вас брусок для заточки.
- Секатором.
- Пленкой из полихлорвинила или полиэтилена, но, в качестве альтернативы, возможна ее замена изоляционной лентой.
- Садовым варом.
- Пилой садовой.
- Полиэтиленовыми пакетами прозрачными.
Прививка глазком
Этот способ — самый доступный и простой. Им стоит воспользоваться начинающему садоводу. Окулировку выполняют двумя методами:
- в Т-образный надрез;
- вприклад.
Рассмотрим оба.
Окулировка в Т-образный надрез
Последовательность операций видна на этой картинке:
- 1 — черенок, подготовленный к окулировке;
- 2 — процесс вырезания щитка с почкой;
- 3 — готовый щиток;
- 4 — срезанный щиток и место среза на черенке;
- 5 — поперечный надрез;
- 6 — вертикальный надрез на коре;
- 7 — щиток вставляется за кору;
- 8 — щиток с почкой в Т-образном разрезе;
- 9 — процесс завязывания.
Рассмотрим немного подробней:
- отступаем миллиметров 100 мм от земли на северной стороне дерева, которое мы собираемся подвить. Режем кору наподобие буквы Т. При этом первым делаем горизонтальный надрез, а потом вертикальный длиной около 30 мм;
- левой рукой берем черенок с направленным к себе верхом. На расстоянии 10-15 мм ниже от места, где размещена почка, делаем первый надрез (горизонтальный);
- помещаем нож над почкой на высоте 15-20 мм, проводим ним к себе и вправо. В области почки лезвие заглубляем. В идеале должен получиться тонкий щиток, приблизительно, как бумажный лист с почкой, находящейся посредине;
- берем этот щиток за сохраненную часть черешка и вводим его в вырез, соблюдая максимальную осторожность;
- окутываем место, где проводилась операция полиэтиленовой лентой. Не обмотанной остается только та часть, где находится почка.
Окулировка вприклад
Данный вариант прививки является самым простейшим с точки зрения техники выполнения. Привоем выступает почка с пластинкой коры и древесиной от 20 до 30 мм. Приживляется глазок на подвой диаметром 6-9 мм.
Прививку производим в следующем порядке:
- на подвое с севера в нижней его части делаем параллельный надрез, при этом прорезаем кору до древесной ткани;
- на 30 мм выше прорези снимаем полоску, состоящую из коры и древесины;
- на черенке на 10 мм ниже почки ножом, установленным под острым углом к нему, надрезаем кору до древесины;
- перемещаем нож на 15 мм выше того места, где находится почка, заглубляем его до древесной ткани и аккуратно берем привой;
- прикладываем его к срезу на подвое. Идеально, если срезанные части совпадают, а если нет, то щиток сдвигаем к какому-нибудь краю среза на подвое;
- закутываем место прививки полосками, вырезанными из полиэтиленовой пленки. Ширина полосы 10, а длина 300 мм. Почку также нужно закрыть. Впрочем закрывают ее не всегда — для вишни и черешни этого не требуется;
- по истечении 20 дней привой должен прижиться и пленка снимается, а если это не произошло, то окулировку делают повторно;
- в зависимости от того, в какое время прививаются деревья, на следующий год, то ли в самом конце февраля, то ли в конце марта, подвой срезаем прямо над глазком. Почка развивается и в конце года получается однолетний побег.
Возьмите на заметку: привитые косточковые породы труднее переносят зиму, бывает, что глазки вымерзают. Для перестраховки привейте второй глазок с противоположной стороны или над первым и обмотайте все одной полоской пленки.
Прививаем черенком
Если так случилось, что весной вы обнаружили не прижившиеся или погибшие привитые почки, то такой подвой можно привить черенком.
Используем улучшенную копулировку
Этот метод целесообразно применять, если совпадают толщины подвоя и привоя или разница небольшая. Процесс выглядит так:
- по косой делаем срез у дикого деревца, на которое планируем приживить черенок, длиной 30 мм;
- такой же длины срез делаем на черенке, при этом: почка, расположенная внизу остается со стороны противоположной срезу;
- для хорошего сращивания нужно, чтобы образовался язычок. Для этого расщепляем черенок и подвой по вертикали;
- совмещаем косые срезы подвоя и привоя до полного совпадения язычков. При этом: язычок, находящийся на черенке входит в разрез на подвое, а тот, который на подвое, занимает требуемое положение в черенке;
- плотно обвязываем и используя садовый вар, обрабатываем срез черенка вверху.
Подкрепив теорию просмотром вот этого видео, вы точно сможете повторить все сами:
Что делать, когда привой очень толстый?
В этом случае выручит такой способ прививки, как врасщеп.
Этот вариант прививки включает в себя несколько способов:
- в центре. Расщеп делается по центру и вводятся 2 черенка;
- на периферии. 2 расщепа и 4 вложенных черенка;
- способ периферийного полурасщепа. Вводится 1 черенок в щель, выполненную сбоку.
Собственно прививка:
- выполняем ровный срез на привое;
- берем нож для расщепления и делаем расщеп, постукивая по нему молотком. Нож оставляем в щели. Глубина щели 40 мм;
- конец черенка, который будем заглублять в подвой, обрезаем в виде клина с двух сторон, отступив от глазка 10 мм. Длина клина около 30 мм;
- устанавливаем черенок в щель так, чтобы нижний глазок находился снаружи;
- немного покачивая, вынимаем нож;
- обвязываем.
Как омеднить сталь в домашних условиях
Гальваника – это и раздел прикладной науки «Электрохимия», в котором изучаются процессы, протекающие при осаждении катионов металла на катоде, помещенном в электролитический раствор, и технологический процесс. Гальваника в домашних условиях или выполняемая на производстве позволяет наносить на поверхность обрабатываемого изделия тонкий слой металла, который может выступать в роли защитного или декоративного покрытия.
Домашняя гальваническая установка
Методы реализации такого технологического процесса, отличающегося достаточно высокой сложностью, уже хорошо отработаны, поэтому сегодня его активно используют не только производственные предприятия, но и многие домашние мастера.
Особенности процесса
Покрытие, формируемое на обрабатываемой детали при помощи гальваники, может наноситься в технологических целях либо выполнять декоративные, защитные или сразу обе функции. В декоративных целях создают тонкий слой золота или серебра, а чтобы обеспечить надежную защиту поверхности обрабатываемой детали от коррозии, выполняют цинкование или гальваническое меднение.
Схема процесса электролиза
Сделать гальванику даже в домашних условиях несложно. Выполняют такую процедуру следующим образом.
- В диэлектрическую емкость с электролитом опускают два анода, подключаемые к плюсовому контакту источника электрического тока. Материалом изготовления таких анодов должен быть металл, слой из которого необходимо сформировать.
- Само обрабатываемое изделие, подключаемое к минусовому контакту источника электрического тока и, таким образом, выступающее в роли катода, помещается в электролите между анодами.
- Гальванизация, то есть процесс переноса молекул металла с электролита на изделие-катод, начинает происходить в тот момент, когда замыкается полученная электрическая сеть.
В результате на обрабатываемой поверхности формируется тонкий и однородный слой металла, который изначально содержался в химическом составе электролита.
Схема гальванической установки
Необходимое оборудование
Гальваника своими руками может быть качественно выполнена с использованием даже самого простейшего оборудования, которое есть в арсенале многих мастеров.
В первую очередь следует подобрать источник постоянного тока, который обязательно должен быть оснащен регулятором выходного напряжения.
Наличие такого регулятора необходимо для того, чтобы иметь возможность плавно и в широких пределах изменять мощность вашего самодельного устройства для гальваники.
В качестве источника питания в домашних условиях очень удобно использовать выпрямитель электрического тока, который можно собрать самостоятельно (или приобрести серийную модель). Многие умельцы, выполняющие нанесение гальванического покрытия в домашних условиях, в качестве источника тока применяют серийные сварочные аппараты.
Для домашней гальваники подойдет стабилизированный блок питания с регулируемым напряжением (1,5–12 В)
Гальваническая ванна своими руками также может быть изготовлена без особых проблем.В качестве такой ванны можно использовать любую емкость из стекла или пластика, при этом необходимо учитывать, что в такую емкость для гальваники должна помещаться как обрабатываемая деталь, так и требуемое количество электролита. Очень важно также, чтобы ванна была достаточно прочной и могла выдерживать высокую температуру, величина которой может доходить до 80°.
Аноды, используемые для осуществления гальваники в домашних условиях, выполняют сразу несколько важных функций:
- подводят в электролит электрический ток и обеспечивают равномерное распределение последнего по обрабатываемой поверхности;
- возмещают убыль наносимого на изделие металла, расходуемого из химического состава электролита;
- способствуют протеканию некоторых окислительных процессов.
Выбирая аноды для своего гальванического аппарата, следует соблюдать одно важное правило: их площадь должна быть больше, чем площадь обрабатываемой поверхности.
Гальваника дома не может быть осуществлена без использования нагревательного прибора, при помощи которого электролит доводится до требуемой рабочей температуры. Очень удобно, когда интенсивность нагрева, обеспечиваемого таким устройством, может регулироваться.
Если ориентироваться на опыт домашних умельцев, которые уже имеют опыт нанесения гальванических покрытий в домашних условиях, можно порекомендовать использовать в качестве нагревательного прибора небольшую электроплитку или обычный утюг с регулировкой степени нагрева подошвы.
Что потребуется для приготовления электролита
Чтобы безопасно хранить в домашних условиях химические реактивы, из которых будет готовиться электролит для гальваники, а также сам готовый раствор, вам потребуется стеклянная посуда с притертыми крышками.
Количество химических реактивов, из которых готовится электролитический раствор, необходимо отмерять с точностью до одного грамма.
Для решения такой задачи в домашних условиях подойдут даже недорогие электронные весы, которые можно приобрести в любом хозяйственном магазине.
Готовый электролит можно слить и в пластиковую бутылку, но для кислотных составов нужно использовать стеклянную посуду
Если вы решили заняться нанесением гальванических покрытий на различные изделия в домашних условиях, то наверняка столкнетесь с проблемой приобретения химических реактивов, из которых готовится электролитический раствор.
Дело в том, что организации, производящие и реализующие такие химические вещества, могут продавать их только тем, кто имеет соответствующие разрешительные документы.
Приобрести такие химические реактивы частному лицу или даже организации, не обладающим такими документами, проблематично.
Для нанесения декоративных металлизированных покрытий можно приобрести специальные комплекты, состоящие из всех необходимых компонентов
Как правильно подготовить изделие к процедуре
После того как вы изготовили свой гальванический аппарат, нашли все необходимое оснащение и химические составляющие, можно приступать к такому важному процессу, как подготовка изделия, которое будет подвергаться гальванике. Важность такого процесса очень сложно переоценить, так как именно от качества его выполнения во многом зависит то, какими характеристиками будет обладать готовое покрытие.
В большинстве случаев подготовка изделия к гальванике не ограничивается только очисткой его поверхности от загрязнений и ее обезжириванием. Выполняются также пескоструйная обработка и последующая шлифовка с использованием наждачной бумаги и специальных паст.
Гальваническое покрытие выделяет все недостатки поверхности, поэтому обрабатываемая деталь должна быть идеально подготовлена, то есть устранены все сколы, царапины и раковины
Для того чтобы обезжирить обрабатываемую поверхность перед гальваникой, можно использовать органические растворители в чистом виде или приготовить для этих целей специальный раствор.В частности, для эффективного обезжиривания стали или чугуна в домашних условиях готовят растворы, в состав которых входят едкий натр, жидкое стекло, карбонат натрия и фосфат натрия. Обезжиривание изделий из таких металлов выполняют в нагретом до 90° растворе.
Цветные металлы можно эффективно обезжирить растворами, содержащими в своем составе хозяйственное мыло и фосфорнокислый натрий.
Составы щелочных обезжиривающих растворов
Чтобы получить качественное гальваническое покрытие как в домашних, так и в производственных условиях, с обрабатываемой поверхности необходимо также удалить окисную пленку, для чего используют специальные декапирующие растворы с серной или хлороводородной кислотой.
Требования техники безопасности
Любая гальваническая операция (цинкование, хромирование, никелирование, меднение и др.
) является опасным технологическим процессом, поэтому при ее выполнении в домашних условиях необходимо строго следовать требованиям техники безопасности.
Опасной гальванику делают как токсичные химические вещества, так и высокая температура нагрева электролита, а также риски, связанные с любыми электрохимическими процессами.
Для проведения гальваники в домашних условиях лучше отвести нежилое помещение, в качестве которого может выступать гараж или мастерская. В нем обязательно должна быть организована качественная вентиляция. Все электрическое оборудование, которое вы будете использовать для того, чтобы сделать гальванику, необходимо заземлить.
Резиновые перчатки, очки и респиратор – минимум необходимых защитных средств
Прямое и обратное подключение сварочного инвертора

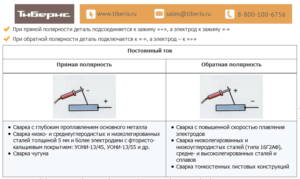
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком.
Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом.
Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки.
Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток.
При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень.
Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов.
Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки.
Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа.
С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Итог
задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Прямое и обратное подключение сварочного инвертора — Станки, сварка, металлообработка
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей.
Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов.
Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации.При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений.
Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное.
Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока.
В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов.
Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их.
Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд.
Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками.
Обратная и прямая полярность при сварке инвертором — Токарь Мастер
Бизнес 10 октября 2017
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида – это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда “+” и “-“. В зависимости от того, к какому гнезду будет подключаться масса, а к какому – электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому – электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду – массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента.
Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности.
Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла.
И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками.
В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения.
А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно.Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, – это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа.
Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью.
Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет “скакать”.
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий.
https://www.youtube.com/watch?v=8dR1RfoteHc
Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья.
Другими словами, можно сказать, что прямая полярность при сварке – это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту – это очень распространенное дело.
Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, – это основная информация, необходимая для успешного завершения работы.
Если эти знания имеются, то применение этих инструментов не станет проблемой.
Домашний уют
Как и какие электроды выбрать для сварки инвертором? Обзор, особенности, виды и отзывы
Сварка является сегодня востребованным процессом как в работе профессиональных мастеров, так и домашних специалистов. С ее помощью можно починить металлические изделия, а также при необходимости создать новые. Чтобы к…
Бизнес
Закрытие ООО при отсутствии деятельности: особенности и порядок действий
Дом и семья
Кашель при ангине, его особенности и методы лечения
Кашель при ангине – довольно частое явление. Он появляется как следствие развития бактериальной инфекции, которую следует уничтожать полностью. Раздражение гортани происходит за счет активной борьбы с микроорганизмами…
Домашний уют
Сварка инвертором – эффективно и надежно
Сварка инвертором – это проверенный способ соединения изделий из нержавеющей стали. Он рекомендуется всем для сварочных работ.
Здоровье
Можно ли печень при грудном вскармливании: особенности употребления и рекомендации
Все кормящие мамы стараются сделать свой рацион таким, чтобы не навредить ребенку. Есть даже ряд определенных продуктов, что не вызывают неприятностей у ребенка, но есть и другие, которые приводят к расстройству желуд…
Здоровье
Артериальное давление при инфаркте миокарда: особенности, нормы и рекомендации
Одна из форм ишемической болезни, поражающей сердечно-сосудистую систему человека, называется инфарктом миокарда. Ее основные особенности – омертвение мышцы сердца. Процесс провоцируется недостатком в тканях орг…
Здоровье
Можно ли пить при температуре алкоголь: особенности и рекомендации специалистов
Здоровье
“Методжект”: отзывы при ревматоидном артрите, особенности применения и эффективность
Ревматоидный артрит представляет собой заболевание, находящееся в хронической стадии развития. Его нельзя вылечить, но можно замедлить прогрессирование патологии и воспрепятствовать появлению осложнений. В этой ситуац…
Здоровье
Анализ ПСА при простатите: норма, особенности подготовки и рекомендации
Белок ПСА представляет собой простатический специфический антиген, выработка которого осуществляется тканями предстательной железы. Данный белок требуется для разжижения мужской спермы. Стоит отметить, что злокачестве…
Здоровье
Выскабливание при гиперплазии эндометрия: особенности, показания и последствия
Женщины из-за особенностей строения своего тела часто сталкиваются с заболеваниями. Патологические процессы могут иметь разный характер. Некоторые из них довольно непросто обнаружить. Чтобы потом не кусать локти, необ…
Обратная полярность при сварке и прямая полярность: отличия и как выбрать для инвертора
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и методы сварки. Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.