Радиусная гибка листового металла
Радиусная гибка листового металла

① Выбирайте любой базовый профиль на нашем сайте или нарисуйте свой эскиз.
② Определитесь с цветом по RAL или RR >>
③ Напишите заявку на e-mail: info@eurogib.ru или позвоните по телефону 8 (800) 301-20-08
④ Договоритесь с менеджером о форме оплаты и сроках изготовления
⑤ Заказ можно забрать в одном из наших офисах или заказать доставку на ваш объект
Р. S. Можно вызвать нашего специалиста для замера и последующего монтажа
В компании «Мастерская колпаков» вы можете заказать радиусную гибку листового металла любой сложности.
Наши специалисты выполнят все работы с высоким качеством и в полном соответствии со стандартами качества.
Заказать услугу гибки металла можно у нас! Просто наберите наш телефон или пишите info@eurogib.ru
В наличии следующие цвета:
| RAL 1014 | RAL 5005 | RAL 7024 | |
| RAL 1015 | RAL 6002 | RAL 8017 | |
| RAL 3005 | RAL 6005 | RAL 9003 | |
| RAL 3009 | RAL 7004 | RAL 9004 | |
| RAL 3011 | RAL 7005 | RAL 9006 | |
| RR 32 | RR 11 | RR 29 |
Другие цвета и покрытия — под заказ
Если вы выбираете цвет из складских позиций, то планки (доборные элементы и отливы) можно забрать на следующий день. Заборные колпаки и дымники делаем в течение 5 рабочих дней. Если цвет заказной, то срок изготовления индивидуальный, но в любом случае увеличивается на 1-3 недели за счёт доставки материалов.
Возможна порошковая покраска в любой цвет RAL в том числе с дополнительными эффектами.
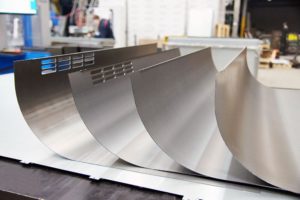
Гибка листового металла позволяет создавать сложные бесшовные металлоконструкции с высокой точностью форм и размеров. Отсутствие сварных и других соединений на поверхности конструкции обеспечивает не только ее эстетичность, но и дополнительную защиту от коррозии, негативного воздействия среды.С помощью радиусной гибки можно изготовить изогнутые козырьки, флюгарки, отливы и решетки вентиляции.
Процессы при гибке металла:
- металл утончается, и деформируется его поперечное сечение;
- нейтральный слой смещается в сторону меньшего радиуса.
Гибка по большому и малому радиусу
Гибка заготовок небольшого размера (на большом размере это сказывается мало) с большим и малым радиусом закругления значительно отличаются друг от друга. А именно:
- если гибка выполняется с малым радиусом закругления, то деформация распространяется на значительную часть заготовки;
- при выполнении большого радиуса – это явление, практически, отсутствует.
В результате этого сечение изгиба имеет форму параболы с увеличивающейся кривизной. Поэтому, особенностью этого вида металлообработки является высокая сложность технологического процесса, требующая выполнения точных расчетов.
Во всех случаях, неизменным по длине остается нейтральный слой, по которому и производится расчёт длины заготовки и допустимый радиус изгиба.
Что такое радиусная гибка листового металла? Это процесс технологического воздействия на металл, с помощью которого плоские детали получают нужный объем, без каких-либо соединений и применения традиционной сварки.
При изготовлении фактически любых металлических сооружений и конструкций, как стандартных, так и оригинальных, активно применяют радиусную гибку металла. Более того, технологию гибки листового металла используют в процессе изготовления радиусных и стандартных отливов, колпаков на заборы, парапетов, козырьков, флюгарок и решеток для вентиляции.
Вы можете оставить заявку прямо сейчас на нашем сайте>>
Отсутствие надобности применять сварку — главное преимущество гибки листового металла. В результате получаются достаточно твердые монолитные конструкции, которые могут легко выдержать серьёзные нагрузки. Помимо этого, не стоит забывать, что со временем вследствие регулярного воздействия различных факторов сварные швы разрушаются, в то время как гибкое изделие сохранит свой прежний вид.
Сегодня радиусная гибка металла возможна благодаря современным технологиям. Их использование обеспечит изготовление высококачественной продукции за относительно короткий период.
Профильные трубы (благодаря современному сверхточному оборудованию) можно сгибать. Важно, что в таком случае не происходит деформация металла, несмотря на состав и характеристики металла или сплава.
Радиусная гибка совершается только при точном соблюдении радиусов, нужных размеров и углов.
Гибка металла по радиусу

Гибка — один из ключевых способов металлообработки. Технологический процесс позволяет из плоской прямолинейной заготовки получить изделие изогнутой формы. Один из видов гибки металла — радиусная.
Он подразумевает использование листогибочных прессов, которые способны придать листу или трубе нужный угол.
Гибка позволяет избежать штамповки и сварки, получать изделия необходимой формы за меньшую стоимость.
Рисунок 1 — Гибка по радиусу
Востребованность технологии «гибка металла по радиусу»
Методом гибки металла под углами и разными радиусами получают:
- элементы навесных фасадов;
- металлическую мебель;
- карнизы;
- детали интерьера;
- рекламные штендеры и др.
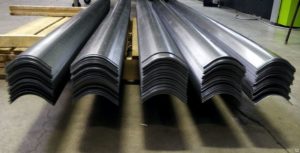
Рисунок 2 — Радиусная гибка швеллера
С необходимостью радиусной гибки металла часто сталкиваются в быту, при строительстве и ремонте. Например, когда требуется согнуть профильную трубу под определенным углом без лишних деформаций и изломов. Сделать это самостоятельно вряд ли получится.
Качественно выполнить работу можно только с помощью профессионального станка. Задача машин — совершение пластической деформации без порчи металла.
Технология позволяет учитывать характеристики заготовки и производить продукцию с разными техническими данными.
Как подготовить листовой металл к гибке по радиусу
Прежде чем использовать станки для радиусной гибки листового металла, важно правильно подготовиться к процессу:
- провести анализ характеристик будущего изделия;
- рассчитать усилие, которое требуется приложить;
- подобрать типоразмер оборудования;
- выполнить чертежи заготовки;
- рассчитать параметры деформации;
- спроектировать инструментальную оснастку.
Важный этап — подбор материала и проверка его на пригодность. Когда параметры гибки определены, нужно понять, подойдут ли для работы существующие заготовки. Для этого необходимо:
- определить пластические характеристики изделия, сверить результаты с реальными напряжениями, которые возникают при сгибании;
- определить минимальный радиус гибки листового металла, при котором риск образования трещин не велик;
- выявить возможность деформации заготовки после обработки давлением, особенно если конечная конфигурация отличается сложностью.
Результаты подобного исследования могут быть различными. Проверив все, специалисты выносят соответствующие решения:
- заменить заготовку на более пластичную;
- нагреть металл перед деформацией;
- провести разупрочняющую термообработку.
Важно: перед гибкой нужно определить наименьший угол, минимальный радиус, угол пружинения выбранного листа металла.
Как осуществляется гибка листового металла по радиусу
Гибочные операции — главные способы обработки листового металла. Сначала листы подготавливаются в гибочных станках на заготовительных участках. Часто заготовки разрезаются на штрипсы — полосы определенной ширины, которые затем деформируются согласно плану.
Рисунок 3 — Гибка листового проката
При выполнении радиусной гибки листового металла следует учитывать ряд особенностей:
- В результате обработки давлением металл становится волокнистым. Чтобы не появились трещины, гибку проводят поперек волокон. Также лист можно гнуть так, чтобы линия изгиба была под углом 45° к направлению волокон.
- Металл обладает текучестью. Если превысить ее предел, лист порвется.
- В месте гиба возникают изменения: металл истончается, деформируется в поперечном сечении, нейтральный слой смещается в сторону меньшего радиуса (изначально он расположен либо в середине, либо в центре тяжести).
Особые сложности возникают при работе с заготовками малого размера. Важно помнить следующее:
- при малом радиусе гибки деформация охватывает большую часть заготовки;
- при большом радиусе — такого эффекта нет.
Как выполняется гибка труб по радиусу
Понятие радиуса существует не только при гибке листового металла, но и при деформации труб. Использование специального оборудования позволяет сократить количество сварных швов и повысить качество монтажа.
Технология сгибания стальных труб позволяет полностью или частично деформировать заготовки. По внутреннему радиусу полый профиль испытывает сжимающую силу, а по внешнему — растягивающую. Процесс имеет свои особенности:
- при сгибании некоторые участки трубы могут деформироваться так, что нарушается соосность;
- радиальные силы, которые растягивают наружную стенку, могут стать причиной разрыва металла;
- сдавливающие тангенциальные силы, действующие на внутреннюю стенку, при неравномерном гибе могут стать причиной появления складок — гофрирования металла.
Чтобы согнуть трубу по радиусу, можно использовать два основных метода:
- холодный;
- с предварительным разогревом нужного участка.
Холодная гибка применяется для труб малого диаметра. Она подразумевает обязательное выяснение минимального радиуса сгибания.
Предварительный разогрев используется для повышения пластичности металла и снижения риска появления дефектов. Чаще всего данный способ применяется для труб крупного диаметра. На осуществление работ с предварительным разогревом нужно больше времени и трудозатрат.
Оба метода предполагают знание технологических процессов. Только при соблюдении соответствующих норм и стандартов можно осуществить радиусную гибку без образования трещин или складок на стенках.
Рисунок 4 — Радиусная гибка труб
Радиусы гибки листового металла
При деформировании заготовок важно знать минимальные радиусы гибки листового металла. Для каждого элемента или сплава эти показатели разные. Если их не учитывать, заготовку легко испортить.
Кроме материала, на радиус гибки влияют:
- вид листов (отожженные, наклепанные);
- положение линии гиба (вдоль или поперек волокон).
Минимальный радиус гибки листового металла
Для примера рассмотрим минимальные радиусы гибки металла в таблице.
| Материал | Отожженные | Наклепанные | ||
| Линия сгиба | ||||
| Поперек волокон | Вдоль волокон | Поперек волокон | Вдоль волокон | |
| Алюминий | 0,2 | 0,3 | 0,8 | |
| Медь | 0,2 | 1 | 2 | |
| Латунь Л68 | 0,2 | 0,4 | 0,8 | |
| Мягкий дюралюминий | 1 | 1,5 | 1,5 | 2,5 |
| Твердый дюралюминий | 2 | 3 | 3 | 4 |
| Сталь 05–08 | 0,2 | 0,2 | 0,5 | |
| Сталь 8–10, Ст1 и Ст2 | 0,4 | 0,4 | 0,8 | |
| Сталь 15–20, Ст3 | 0,1 | 0,5 | 0,5 | 1 |
| Сталь 25–30, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Сталь 35–40, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Сталь 45–50, Ст6 | 0,5 | 1 | 1 | 1,7 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
Максимальный радиус гибки листового металла
Понятия максимального радиуса гибки нет. Если специалист точно знает, какой минимальный радиус гибки листового металла, значит, любые более крупные варианты подходят.
Расчет радиуса гибки листового металла
Из выше написанного следует, что расчет радиуса гибки листового металла, основывается на его параметрах. В учет берется материал изготовления, толщина изделия, способ изготовления заготовки, а также пожелания заказчика. Последние напрямую зависят от того, какое изделие необходимо получить.
ГОСТ радиуса гибки листового металла
Поможет определить радиус гибки листового металла ГОСТ и другие отраслевые стандарты. Например, для листовых материалов из сталей разработан ОСТ 1 00286-78.
Этот документ устанавливает расчетную формулу, необходимую для определения минимального радиуса сгиба изделий толщиной до 3 мм.
А в ГОСТ 17040-80 можно найти формулу для определения минимально допустимого радиуса сгиба за одну операцию штамповки при свободной гибке материала толщиной 4 мм.
Услуги по гибке металла любой сложности

Профили, уголки, полки, кронштейны, корпуса и т.д…
Оставьте свои контакты,
И мы свяжемся с Вами в ближайшее время
ГИБКА ЛИСТОВОГО МЕТАЛЛА
Несмотря на широчайший ассортимент различных современных материалов и множество способов их обработки, лидирующую позицию по- прежнему занимают изделия, изготовленные из металла. В связи с этим услуги по гибке листового металла пользуются неизменным спросом.
Гибка листового металла — процесс изменения его исходного состояния путем деформации, в результате которой заготовке можно придать необходимую форму. Суть технологии заключается во внутреннем сжатии и поверхностном натяжении снаружи. Принято различать два варианта обработки:
- Ручная гибка металла. Производится при помощи молотка(киянки) и фиксирующих тисков, когда речь идет о листовом металле. Такой способ в основном актуален для домашних условий, или ограниченных производств с незначительными объемами производимых изделий.
- Механическая гибка металла. Применяется в условиях производства на высокотехнологичном оборудовании. Для работ с металлом используют станки, листогибочные прессы и вальцовочное оборудование. Гибку принято классифицировать на четыре типа:
- Угловая, или V-образная;
- Угловая, или П-образная;
- Многоугловая;
- Радиусная.
Помимо классификации процесс обработки металлических заготовок, разделяют на три вида.
- Панорамная деформация. В этом случае металл деформируют поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
- Завивка. Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
- Штамповка. Название говорит само за себя. В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным, или простым приводом.
Процесс сгибания листа проходит в три этапа:
- Упругое натяжение.
- Нейтральное состояние.
- Пластичное натяжение.
Ровные прямые заготовки чаще всего подвергают холодной обработке, с отсутствием нагрева. С применением нагрева разрабатывают детали, имеющие толщину от 12 до 16 мм и высокоуглеродистые стали, монопластичные металлы и титан.
Необходимо учесть, что для ограниченно пластичных металлов и сплавов, крайне важно принимать в расчет расположение внутренних волокон. В случае совпадения направления волокна металла с направлением перемещения оси заготовки, подлежащей сгибу, повреждение в процессе изготовления маловероятно.
В связи с вышеуказанным, для недопущения выбраковки изделий, принято учитывать следующие аспекты:
- Направление волокон материала, подлежащего обработке;
- Допустимый уровень деформирования, в зависимости от толщины заготовки;
- Показатели текучести металла;
- Допустимые расхождения с формой заданного конечного изделия.
При верном расчете всех параметров, наличие брака сводится к минимуму.
Мы производим гибку швеллеров, уголков, профилей, кронштейнов, планок, полок, корпусов и различных деталей.
Посмотреть еще изделия…
4 шага к реализации любой Вашей идеи
Постановка задачи
Вы присылаете чертеж, либо обсуждаем с вами задачу устно
Расчет стоимости
Вы получаете расчет с учетом оптимизации производства и цены
Проверка материалов и старт
Наши специалисты проверят чертеж на соответствие поставленным задачам и начнут работу
Начинаем работать
Заключаем договор и выполняем работу в железно установленные сроки
Для гибки листового Вам нужно отправить развертки в DXF — формате и спецификацию. Для гибки, сварки нужно отправить подробные чертежи, где имеются радиусы гибов.
Как правильно отправить развертки
- Форматы DWG или DXF, состоящие из векторных примитивов – линий и дуг.
- Замкнутость контуров;
- Цветовой оттенок, масса и тип — «По слою»;
- Масштаб модели DXF — 1 к 1.
- В DXF не имеется спрятанных разрывов, точек, 2-йных линий, коротких штрихов.
Будьте внимательны с 2-йными спрятанными линиями: резка металла произойдет дважды, вследствие чего цена соответственно увеличится в 2 раза. Это очень распространенная ошибка при неверном конвертировании.
- Отсутствие в DXF объектов, которые не подлежат резке (3D-полилинии, эллипсы, OLE-объекты и т.д…).
- Контур DXF не содержит различных точек или каких-либо линий, которые не входят в основной контур;
- Развертка любого изделия выполняется в отдельном файле DXF.
- Наименование файла DXF должно соответствовать имени детали. Желательно в названии файла указывать материал и кол-во (например-194201 Панель 2_Ст3_1мм_1шт).
Это значительно ускорит процесс формирования КП и защитит от ошибок.
Чертежи
Чтобы у наших специалистов по гибке металла в Москве не возникло лишних вопросов, мы просим соблюдать следующие условия:
- Вы можете прислать чертежи в любом читаемом виде — отсканированные или нарисованные.
- Они должны быть удобочитаемы и нести в себе всю необходимую технич. информацию: кол-во видов, требования и выбранный материал.
Спецификация
Спецификацию надо отправить в файле с расширением doc/docx (Microsoft Word) или xls/xlsx (Microsoft Excel). В ней должно быть название детали, выбранный материал, необходимая толщина и количество изделий. Будьте внимательны с качеством присылаемой документации, так как некачественные чертежи и тд… могут привести к браку продукции.
ПРЕИМУЩЕСТВА ГИБКИ МЕТАЛЛА
К основным преимуществам гибки металла следует относить:
- Экономичность в расходовании материала.
- Качество и эстетическая составляющая полученного изделия.
- Повышенная прочность, ввиду целостности и отсутствия мест стыковки.
- Сохранение первоначальной структуры материала, благодаря чему возрастает его износостойкость.
Компания»Металик» оказывает услуги по гибке металла любой сложности в Москве. Мы готовы выполнить заказы любого уровня сложности в кратчайшие сроки со скидкой от 9 рублей. Узнать цену гибки листового металла в Москве и московской области, вы можете оставив заявку на нашем сайте, или связавшись с нами по телефону.
Размер H Max ограничивается прижимами матрицы (болтовые скрепления).
Коэффициент нейтрального слоя — 0.4.
| S, мм | Радиус гиба, мм | Min h, мм | Max H, мм |
| 1 | 2,3 | 12 | 50 |
| 1.5 | 2,3 | 13 | 50 |
| 2 | 2,3 | 14 | 50 |
| 3 | 3,3 | 22 | 50 |
| S, мм | Радиус гиба, мм | Max «L» гиба, мм | Угол | Min полка |
| 0.5-1 | 2,3 | 3000 | 90 | 9 |
| 1.5-2.5 | 3,3; 3,8 | 3000 | 90 | 9 |
| 3 | 2,3 | 3000 | 90 | 17 |
| 4 | 5 | 3000 | 90 | 26 |
Цены на гибку металла
Цены, приведенные ниже — примерные, стоимость указана за 1 гиб. Точная цена рассчитывается на каждый заказ в отдельности.
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| До 500 мм | 1 | 17 руб. | 15 руб. | 13 руб. | 11 руб. | 9 руб. |
| 1.5 | 18 руб. | 16 руб. | 14 руб. | 12 руб. | 10 руб. | |
| 2 | 19 руб. | 17 руб. | 15 руб. | 13 руб. | 11 руб. | |
| 3 | 22 руб. | 19 руб. | 17 руб. | 15 руб. | 13 руб. | |
| 4 | 105 руб. | 94 руб. | 83 руб. | 74 руб. | 65 руб. | |
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| От 500 до 1500 мм | 1 | 25 руб. | 22 руб. | 19 руб. | 17 руб. | 15 руб. |
| 1.5 | 31 руб. | 27 руб. | 24 руб. | 20 руб. | 19 руб. | |
| 2 | 37 руб. | 32 руб. | 28 руб. | 24 руб. | 21 руб. | |
| 3 | 47 руб. | 41 руб. | 37 руб. | 32 руб. | 28 руб. | |
| 4 | 121 руб. | 108 руб. | 95 руб. | 85 руб. | 76 руб. | |
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| От 1500 до 3000 мм | 1 | 87 руб. | 77 руб. | 69 руб. | 61 руб. | 55 руб. |
| 1.5 | 91 руб. | 80 руб. | 72 руб. | 63 руб. | 56 руб. | |
| 2 | 94 руб. | 83 руб. | 74 руб. | 65 руб. | 57 руб. | |
| 3 | 118 руб. | 105 руб. | 94 руб. | 83 руб. | 74 руб. | |
| 4 | 161 руб. | 143 руб. | 127 руб. | 113 руб. | 100 руб. |
Как провести радиусную гибку листового металла?
Одной из распространённых технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Радиусная гибка металла ( Instagram / gibkospb)
Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются.
Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод.
Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс ( Instagram / stankoprom)
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов. Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
- Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку.
Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях.
Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера ( Instagram / stockwood.ru_moscow)
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.
Радиусная гибка листового металла на листогибочном прессе AM AMB-15031 Как провести радиусную гибку листового металла? Ссылка на основную публикацию
Гибка металла на специализированном производстве

Наиболее популярный вид работ с прокатным листом. Это технологический процесс, связанный с высокоточным оборудованием – гибочных станков с гидравлическим приводом.
Важно отметить, что далеко не все предприятия, занятые в сфере металлообработки, способны предоставляться данную услугу в полном объёме.
Тем не менее, в столичном регионе действует ряд производств, способных в короткие сроки и с сохранением высокого качества, предоставить такую услугу, как листовая гибка металла.
Один из наиболее крупных и востребованных игроков рынка металлообработки – ЗАО «Варяг».
ГАРАНТИЯ ЛУЧШЕЙ ЦЕНЫ
НАШЛИ ДЕШЕВЛЕ? Снизим цену!
| На рынке с 1965 |
| Более 50 лет на рынкеметаллообработки |
| Всегда в срок |
| Мы работаем в 2 смены,24 часа, 7 дней в неделю |
| Заказ от 30 000 руб |
| Работаем с минимальнымизаказами |
| Металл в наличии |
| Мы всего напрямуюработаем с поставщиками |
| Мы в Москве |
| Производство в чертеМосквы внутри МКАД |
| Идеальный рез |
| 100% совпадение счертежами заказчика |
Конкурентоспособность предприятия, формируется из нескольких важнейших компонентов:
- Использование функционального, современного оборудования
- Тщательный контроль качества
- Высокопрофессиональный персонал компании
- Высокий уровень оптимизации издержек, что позволяет предлагать наиболее привлекательную конечную стоимость на услуги. В том числе, уверенно можем заявить, что гибка металла в Москве производится на предприятии на наиболее выгодных условиях.
Работаем как с типовыми проектами, так и создаём эксклюзивные изделия по чертежам заказчика. Важно также отметить, что гибка металлических изделий, проводится на высокоточном оборудовании, с возможностью работать не только с наиболее распространённым сырьём, но и с рядом «экзотических» сплавов.
Гибка листового металла
Она используется во многих областях, однако, основными направлениями данной технологии являются строительство и конструирование. При помощи подобной продукции создаются кровли и навесы, а также различные защитные кожухи.
Более того, она позволяет получить следующие формы металлического профиля, например:
- изгибы с радиусом дуги практически любого размера, в зависимости от пожеланий заказчика
- S-образные изгибы
- изгибы с прямым углом
Гибка металла в Москве
ЗАО «Варяг» предлагает всем заинтересованным клиентам, воспользоваться услугами по металлообработки. Мы работаем как с крупными постоянными заказчиками, так и берём в работу заказы на мелкосерийное производство.
Благодаря качественному техническому оснащению предприятия, есть возможность работать с заказами любой сложности.
Услуги гибки металла могут предоставляться как на основе безналичного расчёта, так и за наличные деньги.
Работаем по типовым проектам, готовы взяться за реализацию проекта по чертежам собственной разработки, а также по проектной документации заказчика.
Сделано в Италии
Наше оборудование VIMERCATI PHSY 10030 Гибка металла – это передовой процесс обработки изделий, который широко используется и востребован в самых различных отраслях промышленности
Нам доверяют
Производственные этапы
Гибка листового металла включает в себя несколько шагов. Важно отметить, что особое значение на каждом этапе имеет контроль соблюдения техники безопасности и технологии производственного процесса. В полной мере, реализовать это возможно только на площадях специализированного завода.
Перед отправлением на гибочный стан, заготовка раскраивается. Этим и обуславливается неразрывное сосуществование гибки и резки металла, поскольку работы выполняются последовательно. Первая стадия называется подготовительной. На этой ступени разрабатывается конфигурация продукта, задаются размеры, углы, а также места сгибов.
Итогом изыскательных действий — своеобразная развертка. Затем лист кроится для гибки металла ЧПУ, исходя из составленного плана. После этого определяется способ для осуществления операции: стандартная гильотина либо применение более точной плазменной резки.
На третьем этапе полученная заготовка зажимается в станке при участии гидроусилителей, а сам процесс осуществляется за счет гидравлического пресса. При этом важно понимать, что сила и место давления на прокат будет устанавливаться по чертежу.
После завершения предшествующего высокотехнологичного пункта проводится проверка по всем заданным параметрам. Если изделие им соответствует, то подается вся партия, которую нужно изготовить. Однако и после производится выборочный контроль материала.Примеры продукции
Благодарственные письма
ООО «ОДО Плюс» ООО «Электропечь» ООО «ТСЛ ЭНЕРДЖИ» ООО «Производственная компания РЛ»
Схема нашей работы
Вы оставляете заявку на нашем сайте или по телефону
Мы изучаем заявку и согласовываем стоимость
Запускаем в производство
Отгружаем Вам заказ и становимся вашим долгосрочным партнером
Заказать
Цены на гибку металла (в рублях за 1 гиб)
| Длина заготовки (мм) | Толщина листа (мм) от 0,5 до 2.5 | Толщина листа (мм) от 2.5 до 4,0 | |
| от 0 до 1000 | 8,4 | 13,7 | *410 рублей к каждой партии деталей (наладка оборудования,составление программ) |
| от 1000-2000 | 12,3 | 20,5 | |
| от 2000-3000 | 16,5 | 27,4 |
| Упаковка изделий стрейч пленкой или скотчем | 5% от стоимости заказа |
| Упаковка изделий в картон, пузырковый полиэтилен или другим согласованным способом. Наклейка ярлыков и наклеек | по договоренности |
| Надбавка за срочность | 20% от стоимости заказа |
| Наценка за вес изделия выше 50 кг. | 0,5 |
| Перекрашивание изделия | 15% от стоимости заказа |
| Минимальный заказ | 2000р. |
| Доставка | по договоренности |
| Окраска изделий, требующих изготовление дополнительных приспособлений. Сверление технологических отверстий для подвешивания изделия. | по договоренности |
Скачать прайс-лист на
услугу
- Цены на резку формируются исходя из величинызаказа и времени на его исполнение.
- Минимальная расчетная стоимость заказа науслуги – 30000 рублей.
- Все цены в таблице являются ориентировочными.В зависимости от сложности и величины заказа онимогут корректироваться.
Гибка листового металла длиной до 4 метров, толщиной до 16 мм на прессах AMADA. Сложные гибы. Выполняем заказы точно в срок!
Для изготовления деталей (изделий) методом гибки необходимо предоставить развертки на изделия, чертежи на изделия и заявку (спецификацию).
Требования к разверткам:
- — Развертки принимаются в электронном виде в формате DWG или DXF с указанием линии гибов;
- — Контур изделий (деталей) в масштабе 1:1;
- — На контуре должны отсутствовать скрытые разрывы, недоводы, пересечения, точки, короткие штрихи, наложенные линии;
- — Отсутствие сплайнов (прямолинейные участки должны быть отрисованы линиями, криволинейные – дугами);
- — На контуре должны отсутствовать любые линии или точки, не составляющие контур (размерные, осевые, штриховка, надписи и т.д.);
- — Каждая развертка в отдельном файле;
- — Наименование файла должно отражать наименование изделия (детали) и использовать только латинские буквы и/или цифры.
Требования к чертежам:
- — Чертежи могут быть предоставлены в любых графических пакетах, отсканированы, нарисованы от руки (эскизы) в произвольной форме;
- — Чертежи должны быть читаемы, содержать необходимое количество видов, необходимые требования к изделию, материал.
Требования к заявке (спецификации) скачать заявку:
Заявка (спецификация) должна быть представлена в формате Word или Excel и содержать наименование детали (изделия), материал, толщину материала, количество деталей (изделий);
Уважаемые Заказчики, мы просим Вас с вниманием отнестись к качеству чертежей и разверток, а также к заполнению заявки (спецификации), так как некачественная документация приводит к браку в изготовлении изделий и возникновению спорных вопросов. При разработке чертежей и разверток рекомендуем ознакомиться с параметрами нашего оборудования и инструмента:
Пуансоны:
Матрицы:
Внизу прилагаем Таблицу гибов. В ней указана информация о радиусах гибки, минимальных полках, требуемых усилиях на тех или иных матрицах:
| Теоретическая таблица радиусов, усилий, длин и минимальных размеров полок и матриц для свободной гибки | ||||||||||
| Толщина | Ширина ручья Матрицы | Конструкц. сталь | Нерж.сталь | Аллюминий | ||||||
| Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | ||
| 1,0 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,2 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,5 | 8 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 |
| 12 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | |
| 2,0 | 12 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 |
| 2,5 | 16 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 |
| 3,0 | 22 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 |
| 4,0 | 35 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 |
| 5,0 | 35 | 5,6 | 28 | 4200,0 | 5,6 | 28 | 2930,0 | 5,6 | 28 | 4200,0 |
| 50 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | |
| 6,0 | 50 | 8,0 | 38 | 4200,0 | 8,0 | 38 | 3250,0 | 8,0 | 38 | 4200,0 |
| 63 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | |
| 8,0 | 50 | 8,0 | 40,5 | 2500,0 | 8,0 | 40,5 | 1666,7 | 8,0 | 40,5 | 3125,0 |
| 63 | 10,1 | 49 | 3100,0 | 10,1 | 49 | 2066,7 | 10,1 | 49 | 3875,0 | |
| 10,0 | 80 | 12,8 | 62 | 2700,0 | 12,8 | 62 | 1800,0 | 12,8 | 62 | 3375,0 |
| 100 | 16,0 | 75 | 3700,0 | 16,0 | 75 | 2466,7 | 16,0 | 75 | 4200,0 | |
| 12,0 | 100 | 16,0 | 77 | 2400,0 | 16,0 | 77 | 1600,0 | 16,0 | 77 | 3000,0 |
| 160 | 25,6 | 116 | 4200,0 | 25,6 | 116 | 2900,0 | 25,6 | 116 | 4200,0 | |
| 14,0 | 160 | 25,6 | 118 | 2700,0 | 25,6 | 118 | 1800,0 | 25,6 | 118 | 3375,0 |
| 16,0 | 160 | 25,6 | 120 | 2600,0 | 25,6 | 120 | 1733,3 | 25,6 | 120 | 3250,0 |
Скачайте таблицу радиусов, усилий, длин и минимальных размеров полок и матриц для гибки в ООО «Римакс Групп»
Мы также предлагаем дополнительные услуги по разработке и/или доработке разверток, корректировке контуров, разработке и доработке конструкторской документации.
Запросы на просчет заказов вместе с чертежами просим Вас присылать на электронную почту компании E-mail: zakaz@rimaxgrp.ru.
Требования к входящей документации:
- Обязательно предоставление приходной накладной по форме № М-15 на давальческие материалы и Акта приема-передачи;
- Листы не должны иметь волнистость на поверхности следы ржавчины (коррозии) и заломы;
- Допустимый прогиб листа на длине 4000 мм не должен превышать 60 мм;
- Заготовка должна иметь прямоугольную форму.
Приглашаем дилеров для долгосрочного сотрудничества. Посредникам выплачиваем вознаграждение.
Прайс-лист на гибку листовых заготовок:
Предлагаем прайс-лист на услуги по гибке листовых заготовок. Наши цены действуют с 1 марта 2018 года.
Цены на услуги по гибке металла
Минимальная стоимость заказа по гибке составляет 5 000 руб. без учета стоимости материалов. Если Заказчик значительно увеличивает объем последующих заказов, то сумма 5 000 руб. включается в качестве скидки в следующий заказ.