Расход аргона при сварке нержавейки
Расход аргона при сварке нержавейки
Сварка нержавейки аргоном – востребованная технология, которая позволяет получить соединение данного сплава наивысшего качества, по сравнению с прочими методами работы.
Трудности
Легирующие добавки, которые входят в состав нержавейки, повышают ее качественные характеристики, придавая коррозионностойкие свойства, однако негативно влияют на сварочный процесс.
По сравнению с прочими сортами стали, теплопроводность нержавейки ниже в 2 раза.
Это значит, при температурном воздействии на поверхность тепло будет концентрироваться в точке контакта, а не равномерно распределяться по плоскости, отводя излишки энергии.
По этой причине у начинающих сварщиков не получается качественно проварить сплав без перегревов и прожогов. Технические пособия рекомендуют устанавливать меньшие амперные характеристики сварочного оборудования при сваривании данного сплава.
Важным фактором, который необходимо учитывать на стадии планирования, является высокий показатель линейного расширения. Избыточное температурное воздействие легко деформирует околошовную зону, поэтому необходимо оставлять зазор, достаточный для предотвращения образования трещин.Высокое электрическое сопротивление также негативно влияет на качество сварки. Расходные материалы очень быстро нагреваются. Через некоторое время они начинают плавиться не сварочной ванне, а на конце дуги.
Существуют и температурные ограничения сварочного процесса. При температуре 500 Сº в межкристаллическом пространстве начинают образовываться соединения, ухудшающие качество шва – карбид хрома и железа. Для предотвращения данного процесса, деталь необходимо охладить сразу же по окончании работ.
Подготовительные работы
Аргонную сварку нержавейки следует начинать с качественной подготовки поверхности. Процедура подготовки рассматриваемого сплава не отличается от прочих сортов металла и включает в себя следующие действия:
- Поверхность очищается от посторонних элементов. При этом кромки должны быть зачищены до металлического блеска. Сварка нержавеющей стали ГОСТ 14771-76 не указывает, каким именно способом будут проводиться подготовительные работы. Из этого следует, что возможно применение как ручного инструмента, так и механизированного способа.
- Следующий этап включает в себя обезжиривание поверхности любой подходящей жидкостью.
- Завершает подготовку установка зазора, компенсирующего деформационные процессы.
Следует заранее озаботиться подготовкой присадочного материала, тип которого будет соответствовать свойствам свариваемого металла. Наиболее распространенными марками сварочной проволоки являются:
Сварочная проволока для нержавейки и ее классификация.
Аргонодуговая сварка неплавящимися электродами
Технологию использования неплавящегося электрода в среде аргона используют для сварки нержавеющих труб. Отличительная особенность данного метода – качественные и аккуратные швы с привлекательным внешним видом. Аргонодуговая сварка применяется также при ответственных работах с баками и прочими сосудами, которые эксплуатируются под давлением.
Работы можно выполнять как на постоянном, так и на переменном токе прямой полярности. Источником тепла выступает горелка с вольфрамовым электродом, через которую подается защитный газ. Шов формируется за счет плавления присадочного материала, в качестве которых выступают прутки, подающиеся в зону расплава.
Сварка в режиме TIG имеет некоторые особенности:
- При попадании в зону расплава частиц вольфрама качество шва ухудшается. Для розжига дуги применяют специальную угольную пластину, после чего переносят ее на рабочую плоскость.
- По окончании работ необходимо продолжать подачу защитного газа до полного остывания электрода и горячего шва – это позволит избежать окисления рабочей зоны и электрода горелки.
С помощью полуавтомата
Начинающие мастера часто задаются вопросом: «Как сварить нержавейку полуавтоматом?» Данный метод отличается высокой производительностью, благодаря непрерывной подаче электродной проволоки. Визуальные качества шва при этом не такие привлекательные, как при аргонодуговой сварке, однако надежность соединения не уступает предыдущему методу.
Аргоновую сварку полуавтоматом относят к универсальным технологиям, поскольку она позволяет работать с заготовками различной толщины. С ее помощью можно выполнить любые работы – от сварки перил в загородном доме до соединения сложной конструкции по предоставленным чертежам.
К расходным материалам предъявляют особые требования. Обязательное условие – наличие никеля в составе проволоки. В противном случае ее считают несоответствующей действующим нормам.
Основными режимами выполнения работ являются:
- Короткой дугой. При дуговой сварке температура воздействия зависит от длины разряда. Короткое расстояние между горелкой и поверхности идеально подходит для тонкостенных изделий.
- Импульсный. В этом случае проволоку подают в зону расплава с короткими промежутками, что снижает вероятность разбрызгивания, минимизирует температурное воздействие на деталь и снижает расход проволоки.
- Струйный. Применяют для сварки деталей, толщиной от сантиметра.
Соединение тонкого материала
Сварку тонкой нержавейки аргоном следует выполнять с большой осторожностью. Опытные специалисты рекомендуют применять специальные подкладки из металла с высокой теплопроводностью. Это преследует несколько целей:
- подкладка будет выполнять функции отвода тепла, снижая риск образования карбидов;
- расплавленный металл не будет вытекать с обратной стороны шва;
- выполняется фиксация рабочей плоскости.
При соблюдении всех правил, качество соединения будет выше, по сравнению с использованием инвертора.
В некоторых случаях будет целесообразно использовать станок для точечной сварки. При этом также необходимо правильно настроить рабочие параметры: при завышенных амперных характеристиках нержавейка после контактной сварки ржавеет, за счет образования карбидов.
Трубы
Качественный сварочный аппарат для нержавейки способен соединить трубы из соответствующего сплава, которые используются в системах домашнего водоснабжения. Обладая определенными навыками, можно без проблем справиться с этой задачей своими руками.
Особенностью технологии является необходимость в защите внутренней поверхности трубы. Для этого необходимо заглушить отверстие с одной из сторон с помощью подручных материалов:
- Ветошь;
- Поролон;
- РТИ;
- Бумага.
Затем в заглушку устанавливают трубку, которая будет служить проводником защитного газа. Важно, чтобы она была герметично заизолирована, во избежание утечек.
Рабочее давление газа устанавливают, в зависимости от условий выполнения работ. Требование одно – газ не должен выдавливать расплав на поверхность. В этом случае качество шва гарантировано.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
С инородным металлом
У малоопытных сварщиков часто возникают трудности, поскольку они не знают, как сваривать нержавейку с черным металлом.
Аргонодуговая сварка зарекомендовала себя лучше всего, поскольку аргон надежно защищает зону расплава от контактов с окружающей средой.
Во избежание появления горячих трещин необходимо использовать прутки на основе хрома и никеля.
Плюсы и минусы такого способа
К достоинствам использования аргона относят:
- Газ надежно защищает расплавленный металл, исключая его контакт с атмосферным воздухом, что повышает качество соединения.
- Низкая теплопроводность помогает сваривать сложные детали, не влияя на их конструкцию.
- Высокая температура сварочной дуги положительно влияет на скорость процесса.
Недостатками являются высокая стоимость сварочного оборудования, что не всегда позволяет использовать его при выполнении домашних работ. Кроме того, работа с аргоном имеет свои особенности, которые требуют специфических навыков.
Заключение
Сварка нержавейки в среде аргона – лучший способ соединений данного сплава, независимо от его габаритов. Сварку труб лучше всего выполнять в режиме TIG, хотя использование полуавтомата предоставляет исполнителю больше свободы в действиях.
Сварка нержавейки аргоном: технологии, электроды, видео
Сварка аргоном нержавеющей стали обязательно должна проводиться с учетом ее характеристик, свойств и химического состава. Если эти нюансы не учитывать, то результат может быть далек от ожидаемого.
Правила сварки нержавейки в аргоновой среде
Среди известных способов сплавления металлических изделий аргоновая сварка нержавейки занимает особое место, поскольку по ряду технических характеристик она существенно отличается от других методов.
Сварка в среде инертного газа аргона обычно применяется в ситуациях, когда требуется соединение заготовок сравнительно небольшой толщины. Технология обеспечивает получение надежных и коррозионностойких соединений с аккуратными и ровными сварными швами.
Специфика операций
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.
Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается. С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Расходование инертного газа
Расход аргона при сварке нержавейки в каждом конкретном случае определяется стоящими перед исполнителем задачами и объёмами сварочных операций.
При этом для объектов, требующих наплавления значительного количества свариваемого материала расход рассчитывается на каждый килограмм проволоки. Этот способ считается наиболее универсальным и очень часто используется в условиях серийного производства изделий из нержавейки.
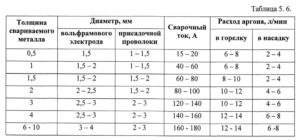
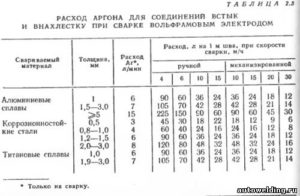
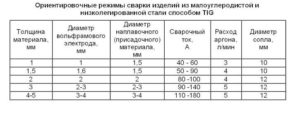
Ещё один принцип расчёта объёма аргона основывается на том же показателе его расхода, но уже в литрах на метр полученного шва. Таким способом удобнее всего пользоваться при сварке одинаковых (однотипных) деталей из нержавейки и на малых производствах. Формула для расчёта в этом случае несколько усложняется и выглядит так:
Рг = (Руг*Т + Рдг),
- Руг – это удельный показатель расхода аргона в заданных условиях, определяемый по таблице;
- Т – общая продолжительность сварки аргоном;
- Рдг – поправочный показатель, учитывающий расходы аргона на подготовительные процедуры подогрева.
Обратите внимание, что все входящие в эту формулу величины оцениваются только в литрах. Также важно учитывать, что при сварке нержавейки и ряда цветных металлов этот показатель может увеличиваться почти в 1,5, а порой и в 2 раза.
Особенности сваривания полуавтоматом
Аргонодуговая сварка специальных сплавов с использованием неплавящихся электродов из вольфрама осуществляется аппаратами переменного или постоянного тока, включёнными в прямой полярности.
Сварка нержавейки в среде аргона с применением полуавтомата обеспечивает существенное повышение эффективности производимых операций. Особо отмечается тот факт, что сварка полуавтоматом может применяться и для сплавления заготовок нержавейки значительной толщины.
При работе по указанной методике необходимо учитывать следующие особенности сварки с использованием аргона:
- подаваемая в зону горения проволока должна содержать добавки никеля, оказывающие существенное влияние на качество будущего соединения;
- когда требуется сваривать детали из нержавейки большей толщины – для улучшения показателя смачиваемости шва в общий объём аргона добавляется небольшое количество углекислого газа;
- в указанных условиях обязателен выбор подходящего режима работы оборудования и инструмента.
Последний пункт требований предполагает, что сварочные операции в аргоне могут проводиться по технологии так называемой «короткой» дуги, методом струйного переноса или же в импульсном режиме.
Самым контролируемым из всех перечисленных считается случай, когда сварочный аппарат работает в импульсном режиме, а проволока подаётся к месту сварки небольшими порциями.
Благодаря этому удаётся уменьшить эффект разбрызгивания раскалённых частиц, а также сузить границы термической обработки сплавляемых заготовок нержавейки. К тому же данный подход позволяет снизить расход достаточно дорогой сварочной проволоки.
Ещё одним существенным достоинством этого метода является высокая скорость обработки шва и прилегающего к нему участка.
Что касается других технологий, то посредством струйного переноса, как правило, свариваются заготовки и оборудование со стенками значительной толщины, а так называемая «короткая» дуга больше годится для обработки тонких нержавеющих изделий.
Дополнительные рекомендации
Обзор особенностей сварки нержавейки в газовой среде следует сопроводить следующими дополнительными пояснениями:
- важнейшим условием получения качественного сварного шва является тщательное обезжиривание поверхностей заготовок ацетоном или специальным (авиационным) бензином. Такая подготовка позволяет снизить показатель пористости структуры формируемого шва, а также повысить устойчивой самой сварочной дуги;
- особое внимание должно уделяться работе с аустенитными сплавами нержавейки, технология сваривания которых предполагает предельную аккуратность и осторожность в обращении с заготовками;
- для предотвращения попадания вольфрама с электродов в зону расплавленного металла дугу рекомендуется поджигать бесконтактным способом. В случае невозможности сделать это непосредственно на свариваемой заготовке нередко используется специальная угольная плита, с которой дуга после поджигания переносится в рабочую зону;
- необходимо также внимательно следить за тем, чтобы показатель легирования присадочной проволоки не был ниже, чем у соединяемых элементов нержавейки (стыкуемых частей трубопроводов, например).
В заключении отметим, что при выборе наиболее подходящего способа сварки нержавейки, вначале рассматриваются варианты, чаще всего применяемые в данных условиях работы.
Но независимо от выбора того или иного решения по технологии, желательно исходить из конкретных требований к соединению. Это позволит сэкономить материалы и средства, не ухудшив качество работ.
Расход аргона при сварке нержавейки — Справочник металлиста
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.
К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
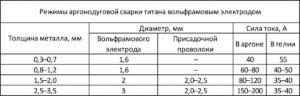
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
| Толщина металла, мм | Диаметр электрода, мм |
| 0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты.
Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Как варить нержавеющую сталь аргоном
Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейка принадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Любая сталь из перечисленных, содержит в составе хрома не менее 12%, что положительно влияет на прочность и перерабатываемость.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.Материал имеет ряд нюансов, которые следует знать:
- низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока);
- большая усадка порождает образование трещин (необходим правильный зазор между заготовками);
- потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).
Аргонодуговая сварка нержавеющей стали. Основные особенности сварки изделий из нержавеющих металлов
Нержавеющая сталь – это сплав двух металлов Cr (хрома) и Ni (никеля). Из-за добавления лигатуры, полученный сплав металла имеет хорошую стойкость к коррозии, а также имеет ряд других преимуществ. Есть и недостаток такого материала – сложность сварки нержавейки.
Для того, чтобы достичь идеального шва и качественной сварки нержавеющих изделий, необходимо соблюдать технологию аргонодуговой сварки. На сегодняшний день известно много способов сварки нержавеющего металла, но мы рассмотрим два основных способа — tig сварка и сварка полуавтоматом в аргоновой среде.
Аргон – это газ, применяющий при сварке нержавеющих металлов в режиме полуавтомата и TIG режиме. Основной особенностью такого газа как аргон, является обеспечение среды сварки для наилучшего шва и крепления сварного шва нержавеющей стали. Оба эти способа способны придать шву идеальные очертания и качественную сборку перил из нержавеющей стали.
Плюсы и минусы сварки нержавеющих изделий аргоном
Нержавейка – особый металл, поэтому при ее сварке приходится сталкиваться с трудностями. Например, нержавейку нельзя перегревать, это может привести к образованию сплава с повышенной температурой плавления, что приведет к дальнейшим трудностям при обработке, зачистке металла.
Последующая обработка металла необходима для того, чтобы изделия из нержавеющей стали (перила, поручни или ограждения) имели красивый внешний вид. Это не единственный случай предосторожности, например, если перегреть металл больше чем на 500 градусов, то нержавейка вовсе потеряет свои свойства и стойкость к коррозии.
Если снизить силу тока, подаваемую при сварке нержавеющих металлов, на 1/5 часть, то вполне можно этого избежать.
Многие сварщики сталкиваются еще с одной сложностью при сварке нержавеющих металлов – высокие значения коэффициентов линейного расширения. Это может привести к трещинам на швах, поэтому обязательно нужно соблюдать выдержку зазоров, эту информацию можно узнать в выдержках из ГОСТа.
Еще одна особенность изготовления изделий из нержавеющей стали – высокое электрическое сопротивление при сварке двух деталей. Высокий уровень сопротивления может привести к перегреву не только самой детали, но и самого припоя (сварного шва). Если вы все-таки остановились на таком типе сварки, как аргонодуговая, то следует внимательно следить за:
- температурой плавкости металла;
- температурой самого припоя и сварного шва;
- зазорами швов;
- силой тока.
Что такое сварка швов и что она из себя представляет?
Сварка — это процесс изменения конструкции, формы металла, под влиянием высоких температур. Для сварки, как известно, используется сварочный аппарат. В этой статье будет кратко, но информативно рассказано о сварке швов.
Сварка швов представляет собой процесс сварки, при котором перекрытие в 1-1,5 раза превышает толщину листа, что приводит к толщине сварного соединения от 1,2 до 1,5 мм толщины одиночного листа.
для этого используются электроды с плоскими передними наконечником и в два раза шире чем используемые для стандартной сварки швов.
Давление увеличивается приблизительно в 300 раз от нормального давления.
Основные этапы сварки швов.
По сравнению с обычной сваркой шва ток уменьшается, чтобы избежать чрезмерного плавления; однако требуется непрерывный поток тока.
Для работы на электродах требуется значительная точность, чтобы сохранить толщину и ширину сварного шва в заданных пределах конструкции соединения. Зажимы или ролики могут использоваться для сдерживания движения в боковом направлении, и предварительная сварка лазером может быть выполнена для обеспечения правильного выравнивания во время сварки.
Сварка швов используется в основном для производства бочек, пищевых контейнеров, холодильных кабин и отечественного оборудования из мягкой стали, где требуются прямые промывочные сварные швы с хорошим внешним видом. Обычно используются для сварки швов низкоуглеродистая сталь и нержавеющая сталь. Металлы с узким температурным диапазоном не могут быть сварены швами.
Подготовка материала – нержавеющей стали
Любая сварка, будь то аргоновая или любая другая, подразумевает подготовку двух нержавеющих деталей к их сварке. Для подготовки нержавеющей стали к сварке, необходимо выполнить следующие действия:
- Зачистить – зачистка самый долгий и нудный процесс в изготовлении изделий из нержавейки;
- Обезжиривание – необходимо обезжирить участок сварки специальным растворителем;
- Подогрев – если изделие из тонкого металла, то его необходимо изначально подогреть горелкой примерно до 300 градусов, это позволит снизить вероятность образования трещин на сварном шве;
- Зазоры – последний и самый важный пункт, это выставление зазоров.
Не стоит забывать про подготовку не только самого свариваемого элемента, но и самого припоя, необходимо выбирать согласно толщине металла. Также не забудьте про костюм сварщика – обязательно нужно предотвратить повреждения работника от ожогов. По поводу настройки самого сварочного аппарата, мы поговорим дальше.
Особенности технологии TIG сварки
Основной особенностью TIG сварки – является технология сварки вольфрамовым неплавящимся электродом. Проводить работу можно, как и при постоянном токе, так и при переменном. Основная составляющая такого типа сварки – это горелка. Внутри горелки закреплен специальный стержень и сопло, которые и подают защитный газ аргон.
Припой подносится к месту образования дуги вручную. Все действия по движению горелки и припоя контролируются строго сварщиком, поэтому и сварщики, которые умеют варить аргоном очень ценятся. Отличительной особенностью при формировании сварного шва, является тот факт, что шов образуется поперечный, в других видах сварки такого нет.
Отличительной особенностью TIG сварки является – вольфрамовый электрод. Такой неплавящийся электрод необходим для формирования дуги, однако касаться им металла нельзя.
Разберем основные принципы и настройки сварочного аппарата, для лучшего понимания TIG сварки, на примере сварки двух нержавеющих пластин, толщиной примерно 1 мм.
- Припой – необходимо выбрать правильный припой, он должен иметь больше примесей, чем пластины.
- Ток – выставляем тока прямой полярности.
- Сила тока – должна быть от 30 А до 50 А, напряжение не более 28 В, средняя скорость сварки 20 см/мин.
- Толщина припоя — от 0,8 мм до 1,6 мм.
Если следовать всем вышеперечисленным инструкциям, то можно получить желаемый результат – сварка двух нержавеющих пластин, с качественным швом. Если вы все же хотите просто научиться, то лучше взять пластины толщиной 4-5 мм.
Особенности сварки полуавтоматом в среде аргона
Выше описанный способ подходит для сварки нержавеющих изделий в промышленных масштабах, но единственный минус – это скорость выполнения работы.
А скорость работы не всегда устраивает заказчик, например, изделия из нержавеющей стали, которые варят сварщики — перила и ограждения, скорость работы сварки напрямую зависит от дохода компании, и простои никому не нужны. Все хотят видеть быстро и качественно.
Поэтому в данном случае, сварка полуавтоматов в аргоновой среде, будет превосходить ТИГ сварку. Сварка полуавтоматом позволит выполнить такой же красивый шов, но намного быстрее. Можно выделить еще одно преимущество сварки полуавтоматом – возможность работы с более толстыми металлами.
Сварка полуавтоматом предусматривает ряд особенностей. Например, электрод должен иметь примесь никеля, как и сама нержавеющая сталь. Можно выбрать и обычный материал для припоя, но качества шва может пострадать. Электрод с примесью никеля, быстрее плавиться, про это тоже не стоит забывать.При полуавтоматической сварке, также используется газ – аргон. Среднее значения расхода газа установим на уровне – от 6 до 12 л/мин. Если сравнивать с ТИ сваркой, то в полуавтоматической можно использовать не чистый аргон, а с примесью. Например, некоторые сварщики используют до 30% примеси углекислоты.
Если внешний вид изделия не особо важен, то за счет примеси углекислоты, можно значительно уменьшить стоимость работ.
Технология сварки изделий из нержавеющей стали полуавтоматом в среде аргона имеет 2 вида:
- Использование в работе короткой дуги;
- Использование при сварке двух металлов импульсного режима.
Наиболее частный метод, который используют при сварке двух элементов, например при изготовлении перил и поручней для входной группы – импульсный метод.
Он может гарантировать качественное выполнение производимых работ.
Но все же метод короткой дуги тоже применяется, он обеспечивает минимальный риск прожига самой детали, что несет за собой минимальный риск порчи нержавеющих труб и убытков компании.
Заключение
В заключении можно сказать, что мы рассмотрели основные способы и технологии сварки нержавеющих металлов. При грамотном подходе и выборе типов аргоновой сварки, можно достичь желаемого результата при минимальных затратах и расходах.
Процесс соединения различных видов металлов путем установления связи между атомами называется сваркой. С помощью такого процесса можно соединить не только один вид металла, но и разные, а также многосоставные сплавы. На практике именно сварочные работы позволяют создать огромное количество изделий и решить любые поставленные задачи, поэтому сварка получила широкое распространение.
Сварка используется в строительстве, при прокладывании коммуникаций, в промышленности, на производстве и в машиностроении. Поставленная задача прямым образом оказывает влияние на выбор типа сварочного процесса.
Практически любые виды сварки могут быть осуществлены прямо на объекте. Это позволяет использовать один вид оборудования, не нуждаясь в дополнительных вспомогательных элементах. Некоторые классификации включают в себя более 30 различных видов сварки. Быть специалистом во всех областях невозможно, поэтому при поиске сварщика нужно учитывать его спецификацию.
Преимущества профессиональных сварочных работ:
- решение любых поставленных задач;
- экономное использование материала, более легкий вес изделия; соединение без брака;
- возможность создания даже самых мелких элементов и деталей;
- полная замена ковки и литья, более низкая стоимость изделий, прочность и надежность.
Сварка – технологический процесс, который позволяет соединить не только металл, но и другие твердые материалы. В связи с этим область применения таких работ становится все шире. Сварка дает возможность получить неразъемное соединение, которое будет надежно служить в течение долгого времени.
При выборе компании необходимо сравнить цены и предлагаемые услуги. Предварительно можно отправить эскиз изделия и узнать стоимость работ в разных местах. Прочитайте отзывы, продумайте транспортировку изделия.
Компании, которые предоставляют услуги сварки металла, часто предлагают также ремонт и продажу газосварочного оборудования.
Каждая услуга имеет свою стоимость, которая зависит от используемого оборудования и сложности проводимых работ.Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
Для того, чтобы сварить нержавеющую сталь применяют несколько методов: ручную сварку, аргоновую и сварку полуавтоматом. В настоящее время метод полуавтоматической сварки является наиболее надежным и долговечным, в основе чего лежит высокое качество получаемого сварного шва.
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом).
Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов.
Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Ниже представлена схема сварки полуавтоматом:
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку.
Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом.
Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
| Сварка нержавейки с использованием присадочного материала и защитного газа (в сравнении с MMA и TIG) | |
| Достоинства:— Сниженное образование брызг — Высокая производительность | Недостатки:— Использование вне помещения ограничено — Внешний вид уступает режиму TIG сварки |
| Полуавтоматическая сварка нержавейки порошковой проволокой | |
| Достоинства:— возможность выполнять сварочные работы вне помещений — нет необходимости использовать газовый баллон | Недостатки:— высокая стоимость порошковой проволоки- образование шлака на поверхности шва — после сварочных работ требуется дополнительная защита от образования коррозии |
Материалы и оборудование, необходимые для сварки
- Сварочный полуавтомат в качестве источника тока
- Редуктор
- Сплошная или порошковая проволока (идентичного со свариваемыми деталями материала для повышения качества шва)
- Баллон с защитным газом
- Средства защиты:
- Cварочная маска — обязательное средство защиты глаз и лица во время проведения сварочных работ
- Краги — необходимый атрибут для защиты рук сварщика
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Для исключения п. 4 необходимо выбрать порошковую проволоку, при этом необходимо помнить про снижение качества шва.
Сварочные маски выпускают нескольких типов: с небольшой площадью покрытия лица и головы, с большим защитным покрытием включая шею и волосы, а также с поднимающимся светофильтром.
Их изготавливают из спилка или брезента. Помимо этого, они различаются по количеству отделений под пальцы.
Выбор сварочной проволоки
Cплошная проволока
Дает хорошее качество шва, несмотря на то, что имеет невысокую стоимость.
Порошковая проволока
Дает более низкое качество шва, зато позволяет проводить сварочные работы без использования газовых баллонов.
Омедненная
Применяется по большей части при сварке в среде углекислого газа и его смесей. Использование этого типа проволоки ведет к увеличению устойчивости горения дуги.
Присадочная проволока производится от 0,13 до 6 мм в диаметре.
Предварительные работы до начала сварки
Непосредственно до начала процесса сварки необходимо выполнить следующие действия:
- Зачистить до блеска абразивным материалом поверхность, по которой будет проходить сварка
- Снять фаски, если толщина стенок свариваемых заготовок более 4 мм
- Произвести обезжиривание поверхности спиртом, ацетоном, бензином или растворителем
- Удалить влагу путем прогревания кромок горелкой до 100⁰C
- Чтобы устранить внутреннее напряжение перед сваркой металл нагревают до 200⁰
Сварка нержавейки полуавтоматом с другими типами металлов
Сегодняшние технологии сварки полуавтоматом позволяют соединять нержавеющий металл с алюминием, металлы высокой и низкой легированности, а также и другие сплавы.
Отличительные черты сварки полуавтоматом нержавейки с другими металлами:
- во время сварки черного металла с нержавейкой понижается предел текучести металла, образуется защита поверхности от действия окружающей среды
- когда мы привариваем Ст40 к нержавейке, то применяем проволоку 08Г2С, которая помогает избежать разрыва шва в месте соединения двух типов металла после остывания
- чтобы сварить нержавейку с медью необходимо использовать легкоплавкие припои и флюс
- импульсный режим применяется для сварки нержавейки с алюминием и другими металлам, за счет чего появляется повышенная устойчивость к коррозии и улучшается качество провара
- аргон используют для сварки алюминия с нержавейкой с включением импульсного режима. При этом рекомендована медно-порошковая проволока
Заключительные работы по окончании сварки
- Механическая обработка — удаление пузырей путем простукивания их тяжелым предметом через гладилку и брызг, полученных при плавке металла
- Травление — удаление специальным составом со швов окалины, вызывающей коррозию
- Пассивация — нанесение на сварной шов средств для образования на нем оксидной пленки хрома, что защищает от появления коррозии
Полезные советы
В конце статьи хотелось бы поделиться несколькими полезными советами по сварке нержавейки, которые помогут повысить качество итогового шва:
- в процессе сварки в защитной среде (смеси аргона и углекислого газа) устанавливают обратную полярность, а с использованием флюса — прямую
- для расстояния между проволокой и стыком рекомендуется принимать значение, не превышающее 12 мм
- двигать горелкой нужно слева направо с наклоном от себя, чтобы она не закрывала от нас шов
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав, а также прочный и надежный шов
- при сварке тонкой нержавейки горелку наклоняют вперед, уменьшая таким образом глубину провара и снижая к минимуму риск прожога