Роликовый нож для листового металла своими руками
Роликовые ножницы по металлу своими руками

Для резки листовой стали используются разные режущие инструменты, как ручные, так и электрические. Чтобы разрезать прямой лист оцинковки или нержавейки можно взять ручные ножницы по металлу, болгарку или электролобзик.
Только все эти устройства не всегда удобно применять для разрезания листовой стали. Для таких целей выпускаются также роликовые ножницы для резки металла.
Чтобы не пришлось покупать такой инструмент, его можно сделать своими руками.
Роликовые ножницы и особенности резки листового металла
В металлообрабатывающей промышленности для обработки листового материала используются роликовые ножницы или ножи.
Ножами этот инструмент называют по причине того, что его работа основывается на применении двух режущих дисков.
Процесс резания основывается на том, что ролики вдавливаются в листовой материал с двух сторон — сверху и снизу.
При этом происходит его разрезание без применения каких-либо острых ножей. Роль режущих и острых ножей играют ролики, которые соприкасаются стенками друг к другу с двух сторон.Ролики не только режут листовой материал, но еще и облегчают процесс перемещения инструмента по поверхности листа.
Это означает, что резать роликовым ножом не только удобно, но еще и эффективно.
Если сравнить работу устройства с ручными ножницами, то следует отметить такие достоинства:
- Скорость — разрезать лист стали роликовыми ножницами можно за считанные секунды, а использование ножниц требует много времени, которое зависит от длины разрезаемого материала
- Качество реза — роликовый нож режет не только быстро, но еще и высококачественно. При этом отсутствуют сколы, искривления, изгибы и т.п. в месте получения реза
- Физическая усталость — резание ручными ножницами требует прикладывания физических усилий, в то время как применение роликового инструмента исключает такую потребность. Для разрезания необходимо только перемещать ножницы роликовые по направляющим, выполняя тем самым разрезание листа стали
Роликовые ножницы классифицируют по типам ножей на три вида:
- Они располагаются параллельно. Самая популярная разновидность режущего инструмента, который предназначен исключительно для раскроя материала на полосы, то есть резка выполняется в прямолинейном направлении
- Имеют один наклон. Они предназначаются для нарезания не только ровных полос листового материала, но еще и для вырезания заготовок круглого и кольцевого типа
- С несколькими наклонами. Такие роликовые устройства предназначаются непосредственно для нарезания разной формы заготовок — кольцевые, круглые, криволинейные и т.п.
После разрезания край материала не нуждается в дополнительной обработке, так как он получается ровным, без сколов и задиров.
Чем разрезать лист металла в домашних условиях
В промышленности используются роликовые ножницы для резки листового металла заводского производства.
Отличительными их особенностями является высокая точность, большой срок службы, а также отсутствие необходимости изготовления своими руками.
Часто в домашнем хозяйстве возникает потребность в получении ровных полосок из листовой стали, которые используются для разных целей.
Если нужна одна полоска, то нет необходимости покупать или делать такое устройство, так как можно использовать обычные ножницы по металлу. Если же необходимо раскроить весь лист или выполнять работы по раскрою регулярно, тогда обзавестись роликовым ножом необходимо обязательно.
Покупать такое устройство заводского производства не имеет оправданного смысла, так как цена составляет от 15 тысяч рублей и более, что зависит от конструкции, размеров и качества устройства.
Роликовые ножницы для резки листового металла можно сделать своими руками в домашних условиях, воспользовавшись для изготовления имеющимися расходными материалами.
Такой способ хотя и требует затрат времени, но зато позволяет сэкономить средства, получив в итоге универсальный режущий инструмент для раскроя листов из нержавеющей стали, оцинковки и т.п.
Особенности изготовления инструмента самостоятельно
Если устали резать листовой металл ножницами или болгаркой, то отличной альтернативой на замену этих инструментов является роликовый нож.
К числу достоинств этого устройства можно отметить бесшумность работы, а также отсутствие энергопотребления.
Кроме того, имея такое устройство в домашнем арсенале, можно даже зарабатывать, когда соседям понадобится раскроить листовой материал из металла.
Покупка инструмента оправдана только в одном случае, когда необходимо выполнять работы в большом количестве.
И даже в этом случае можно сделать устройство своими руками, чтобы пользоваться им в профессиональных целях.Конструкций рассматриваемых устройств бывает много, поэтому сделать устройство самостоятельно вовсе не трудно, если понимать принцип работы устройства.
При изготовлении самодельного инструмента надо учитывать следующие свойства:
- Режущие ножи — их должно быть два, которые располагаются один сверху, а второй снизу. Ножи должны быть изготовлены из качественного сплава, который имеет прочность выше, чем разрезаемые материалы. В качестве ножей используют подшипники, которые полностью удовлетворяют описанным требованиям
- Основание — одновременно выступает в качестве поверхности, на которой располагается лист стали, а также направляющим для перемещения роликовых ножниц при резке листа или нарезании полосок
- Корпус приспособления — для изготовления обычно используется стальной уголок толщиной 3 мм и размером стенок 40-60 мм
- Вспомогательные инструменты — они предназначены для закрепления листового материала к поверхности стола во время его разрезания
На срок службы самодельного устройства влияет такой показатель, как качество его изготовления. Причем касается это даже качества подшипников, поэтому если беретесь за дело, то для этого понадобится соответствующий подход.
Из чего сделать роликовый нож
С покупкой роликовых ножниц не возникает трудностей, так как такой станок можно найти в интернет-магазине, и заказать его.
Трудность только в том, что на его покупку придется выложить немалую сумму средств, которые окупятся не скоро, если использовать такое оборудование не часто.
С собственноручным изготовлением не понадобится никаких затрат, но самая большая трудность — это выбрать необходимые материалы, и собрать из них полноценные роликовые ножницы.
Использование самодельного станка позволяет разрезать такие виды материалов:
- Оцинкованная сталь
- Нержавеющая сталь
- Алюминий
- Стальные листы толщиной до 0,5 мм, например, оконные откосы металлопластиковых окон
Для изготовления режущих ножей используются подшипники. Диаметр этих подшипников зависит от размера корпуса роликового ножа, но обычно используется 20-30 мм шариковые подшипники.
Чтобы подшипники обеспечивали разрезание материала, необходимо их торцевые грани сточить, сделав их строго под углом 90 градусов. Именно от этого зависит эффективность инструмента.
! Диаметр подшипников влияет на скорость реза. Чем больше размер подшипников, тем соответственно и выше скорость реза.
Перед тем, как сделать режущий инструмент роликового типа, надо разобраться с его принципом применения. Заключается применение на том, что самодельный нож движется по направляющим.
В качестве таких направляющих используется угловая часть верстака или стола.
Сделать это можно при помощи двух струбцин и деревянного бруска соответствующей длины. На лист укладывается брусок, а затем он фиксируется с двух сторон струбцинами, тем самым обеспечивая неподвижность во время обработки.
Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов.
Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников.
Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Самодельные роликовые ножницы для резки листового металла
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм.Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
- На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см.
- К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка.
- На концах рабочей части прижима делаются выборки.
- Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием. При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости.
- На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин.
- После проверки правильности положения щеток их приваривают к основанию устройства.
- В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты.
- К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки.
- Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки.
- К металлическому уголку самодельного кромкогиба приваривается ручка.
Чертеж гибочной балки (нажмите для увеличения)
Чертеж нижней балки (нажмите для увеличения)
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
обзор изготовления первого варианта кромкогибочного станка можно детально увидеть в представленном ниже видеоролике.
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
Внешний вид Сборочный чертеж Чертеж рукоятки с нижней губкой Чертеж внутренней детали Чертеж рукоятки с верхней губкой Чертеж рычага
Весь ход работ детально кромкогиба данного вида подробно показан на видео ниже.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций.
Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
И в заключение еще один вариант изготовления самодельного кромкогиба в видеоформате.
Рычажные ножницы по металлу: фото, видео и создание своими руками
Рычажные ножницы по металлу являются востребованным инструментом, с помощью которого выполняются различные процедуры резки материалов — листового металла, жести, профилей, проволоки. Хотя на рынке предлагаются всевозможные ручные инструменты данного типа, не редко находятся авантюристы, предпочитающие сделать гильотинные приспособления своими руками.
Чертеж рычажных ножниц по металлу своими руками
- Гильотинные приспособления для резки металла основаны на рычажном принципе работы;
- Процесс резки осуществляется парой режущих поверхностей;
- При этом длина ножа по металлу может составлять порядка 20 сантиметров;
- Одна режущая поверхность прочно фиксируется на основании станка и на нее воздействует вся сила давления во время резки металла;
- Подвижная часть располагается на станине, что способствует выполнению резки высокой точности;
- На стационарном лезвии ручные инструменты предусматривают наличие специального паза для ползуна. Он предназначен для смещений ползуна по мере необходимости. Паз осуществляет перемещения в одной плоскости;
- Подвижная часть резака соединяется с ползуном;
- Рабочий ход данного ползуна обычно составляет 15-30 миллиметров;
- Подвижный нож прочно соединен с ручкой, длина которой составляет порядка 500 миллиметров. За счет нее в процессе резки можно прикладывать меньшее усилие своими руками, чтобы сделать нарезку листового металла нужного качества;
- Гильотинные приспособления имеют металлический корпус, что существенно продлевает срок службы, увеличивает нагрузки, с которыми может справиться инструмент во время резки листового металла, профилей, прутка;
- Ножи для резки изготавливаются из высокопрочной инструментальной стали. Это позволяет разрезать детали листового металла с минимальными усилиями и без деформации режущих кромок.
Используя гильотинные ручные приспособления для резки металла, можно своими руками обработать:
- Листы стали толщиной до 5 миллиметров;
- Изделия из листового алюминия толщиной до 6 миллиметров;
- Латунь толщиной 6 миллиметров;
- Металлические профили с сечением 6 на 80 мм;
- Стальной прут №13.
Фото использования рычажных ножниц по металлу
Делаем роликовые ножницы самостоятельно из подшипников
Для резки листовой стали используются разные режущие инструменты, как ручные, так и электрические. Чтобы разрезать прямой лист оцинковки или нержавейки можно взять ручные ножницы по металлу, болгарку или электролобзик.
Роликовый нож для листового металла своими руками

Порезка листового материала на части выполняется с применением различного инструмента. Роликовые ножницы для резки листового металла пользуются популярностью, тенденция объясняется простотой конструкции и высокой производительностью. Устройство применяется в условиях промышленности и небольшой мастерской.
- Характеристики ножниц
- Описание ножниц
- Как сделать роликовый нож
Целевое назначение роликовых ножей заключается в порезке стального листа толщиной до 1 мм. Они необходимы на участке по выпуску коробов вентиляции, при работе с кровельным металлом, при строительстве забора и обустройстве кровли.
Механизм используется для получения полуфабрикатов под последующую гибку профилей различного назначения. Оборудование устанавливают в автомастерских по ремонту кузова автомобилей. Во вспомогательных производствах готовят заготовки для сборки стеллажей и шкафов.
Ножницы с роликами с успехом заменят ручной вариант или гильотину благодаря ряду преимуществ:
- Компактные габариты и небольшой вес.
- Простое устройство.
- Удобны в использовании.
- Просто настраиваются.
- Подходят для работы с листами из разного материала: алюминия, меди, жести, стали, кровельного железа.
Обработанное изделие получается с чистым резом при отсутствии заусенцев и загибов. Листовой вид металла резать подобным приспособлением легко.
Ножницы можно приобрести в специализированном магазине либо изготовить самостоятельно. Все зависит от выполняемых объемов и экономической составляющей. При норме ежесуточной резки 30–50 метров и более потребуется промышленный образец.
Описание ножниц
Задача по разделению листа металла на части решается за счет разрушения прочностных связей на локальном отрезке.
Силовая часть состоит из двух режущих роликов-дисков с разнонаправленным вращением. Режущие кромки у них лежат в одной плоскости. При вращении ролики вдавливаются в поверхность и происходит резка за счет деформации сдвига. Подача листовой заготовки на инструмент происходит с помощью трения ножей о металл.
Конструкция механизма для резки включает два вращающихся ролика, расположенных один над другим. В зависимости от исполнения режущей части, роликовые ножи различают:
- С одной наклонной кромкой для прямой продольной порезки и вырезания круглых и кольцевых заготовок.
- С параллельным положением ножей, выполняющие резку материала полосами с высоким качеством. Встречаются чаще всего.
- С несколькими наклонными кромками для удобной резки заготовок криволинейной, круглой и кольцевой формы с небольшим радиусом.
Все виды ножниц обеспечивают порезку листового материала с высоким качеством, без необходимости в последующей зачистке обрезанного края.
Для повышения производительности и получения ровного реза корпус с роликовыми ножами устанавливают на стационарный станок.
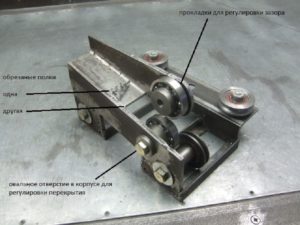
Оборудование для резки включает станину с опорными поверхностями, оснастку для фиксации материала и роликовый нож. Последний содержит корпус из стального сортамента, накладную ручку, режущие ролики, механизм регулировки зазоров в нескольких плоскостях.
Материалом для режущих дисков служит инструментальная сталь.Завод-изготовитель закладывает ресурс работы в среднем 25 км, чтобы резать листовой метал толщиной 0,5 мм. С увеличением толщины ресурс работы пропорционально снижается. Режущий элемент подлежит переточке, что существенно повышает срок активной эксплуатации.
Как сделать роликовый нож
Покупная модель роликовых ножниц даже самой простой конструкции невыгодна для приобретения в небольшую мастерскую или частное хозяйство. Пользоваться приходится нечасто, а стоит устройство дорого. Оптимальным решением является изготовление ножниц своими руками.
Конструкция механизма может быть различной, но в основе всегда будет режущий нож в форме ролика. Выбранный материал для изготовления ножей определяет производительность устройства и качество реза.
Ножи должны быть прочными и надежными, с твердостью поверхности значительно превосходящей твердость разрезаемого материала.
Иначе не получится качественный рез, кромки придется дополнительно обрабатывать.
Самодельные роликовые ножи делают из подшипников. Для этого затачивают торцы, чтобы получилась режущая кромка. Приводной ролик крепят на ручке. При работе ею вдавливают нож в заготовку. Нижний ролик устанавливается стационарно. В процессе резки нужно одной рукой прижимать ручку с роликом, а другой тянуть лист металла.
Выбор большего диаметра подшипников увеличит скорость порезки.
Для удобства и точной резки дополнительно устанавливают направляющие.
Регулировка осуществляется с помощью овальных отверстий, набора прокладок и специальных болтов.
При владении приемами металлообработки изготовление устройства для порезки занимает 7–10 дней вместе с настройкой.
по теме: Роликовые ножницы своими руками
Роликовый нож для листового металла своими руками – самодельный инструмент, востребованность в котором растет с каждым днем, что объясняется продуктивной скоростью работы подобного устройства и его простой конструкцией. Механическая основа предельно проста, и основывается на вращающихся в противоположных направлениях двух ножах по металлу, вдавливающихся в стальную плоскость заготовки, что приводит к ее разрезке.
Роликовый нож для листового металла своими руками
Классическая конструкция предусматривает установку крутящихся дисков сверху и снизу, классификация которых происходит по материалу изготовления:
- Параллельно расположенные роликовые ножи – служат при нарезке стального полотна на полосы, с сохранением хорошего качества заготовки.
- Роликовые ножи с одной наклонной кромкой — такая конструкция помимо нарезки, позволяет вырезать заготовки с округлыми формами.
- Роликовые ножи с несколькими наклонными кромками — сохраняя маленький радиус, помогает изготавливать детали с изогнутыми линиями и округлыми формами.
Конструкция
Роликовые ножницы по металлу, своими руками собранные дома, имеют общую суть, которая остается неизменной — это наличие режущего ножа. Изготавливается он из стальных сплавов с максимальным порогом прочности и другими характеристиками которые должны быть выше по сравнению с аналогичными параметрами у стали, которая будет обрабатываться на станке для резки.
Устройство роликового ножа
На практике известно, что выпущенные на фабрике роликовые ножи для резки металла имеют ресурс около 30 км стальных листов, с оговоркой на максимальную толщину листа, которая не будет превышать 0,5 мм.
Соответственно если толщина материала выше, то и долговечность инструмента снижается. Однако ничто не мешает заточить инструмент и продлить тем самым ресурс его эксплуатации.
Необходимые материалы
Станок для резки листового металла, своими руками сконструированный дома, нуждается в ножах, спектр материала изготовления которых очень широк, и выбор одного из них главным образом зависит от вида и толщины материала, которые необходимо будет резать.
Если работать придется с не самой прочной, тонкой листовой сталью, как например, алюминий, то идеальным вариантом станут самые простые подшипники.
Но для нужного функционала роликового ножа им не хватает заточки, которую следует провести самостоятельно по всему торцу будущего инструмента.
Основной роликовый нож устанавливается на подвижную деталь конструкции с прижимной ручкой, при надавливании на которую происходит зажим заготовки между двумя режущими поверхностями. Диаметр подшипников непосредственно влияет на скорость производимой работы. То есть чем диаметр подшипника больше, тем выше будет производственная скорость на станке.Изготовление роликового ножа по металлу своими руками
Для упрощения работы с инструментом и предания ей удобства неплохо бы оснастить листорез направляющей плоскостью.
Изготовление и установка данной детали не составляет большого труда, и взамен она очень упростит весь процесс. На выходе получается универсальный станок с роликовыми ножами, который может взаимодействовать с другим металлообрабатывающим оборудованием, которое так же без проблем конструируется в условиях дома.
Инструкция по изготовлению
Продающиеся в магазине фабричные модели резаков, даже в стандартной комплектации, обойдутся в большую сумму. Цена предложенных на рынке моделей стартует от 20000 руб. Такие условия не выгодны в приобретении инструмента для домашнего использования или в небольшую мастерскую, да и использоваться он будет крайне редко.
Для начала конструируется основное тело инструмента, которое каждый подбирает под себя. Изготавливается главный атрибут станка – роликовый нож для листового металла.
Материал из которого будет изготовлена деталь напрямую воздействует на долговечность и производительность агрегата. Как упоминалось выше характеристики прочности должны быть значительно выше аналогичных характеристик нарезаемого им материала.
В ином случае минимальной проблемой станет низкокачественный рез, вынуждающий мастера чистить и обрабатывать кромки каждой нарезанной заготовки.
Схема для сборки роликового ножа
Своими руками, роликовые ножницы по металлу, в большинстве своем, изготавливаются из подшипников. Заточка торцов детали формирует режущие поверхности.
Главный ролик, подключенный к приводу, крепится непосредственно на ручку. Нижний же устанавливается на неподвижную нижнюю часть станка.
При наличии навыков обработки железных сплавов изготовление подобного устройства займет максимум чуть более недели, включая настройку агрегата.
Принципы выбора и эксплуатации роликовых ножниц по металлу

Точный раскрой листового металла позволяет использовать детали без затрат на обработку и доводку торцов. Тонкий прокат удобно резать роликовыми ножницами по металлу.
Они быстро скользят по разметке, отделяя полосы и фигурные заготовки. Края получаются ровные, аккуратные. Модели разных конструкций дают возможность выбрать ножницы под конкретную работу.
Простой механизм можно собрать самостоятельно, используя ненужные детали и выработавшие свой срок подшипники.
Роликовые ножницы ( Instagram / sferainnova)
Предназначение
В домашней мастерской используют ручные роликовые ножницы для разрезания стального листа малой толщины, оцинковки, профлиста. В зависимости от конструкции, приспособление позволяет делать быструю нарезку полос с ровными краями и выкраивать фигурные детали с плавными линиями контура.
На производстве роликовые ножницы используют для дополнительной обработки обрезных деталей, раскроя профнастила при кровельных работах, резки других видов материалов. Компактное устройство не требует специального места для работы. Металлический кровельный материал режется по разметке в любом положении.
Устройство и принцип работы
Инструмент состоит из основания и рычага. Детали соединены осью, вокруг которой вращается верхняя часть механизма. Простая модель ножниц имеет один режущий ролик сверху и опорную площадку для листа снизу. Простой механизм справляется с листами толщиной до 0,5 мм и режет только по прямой линии.
Основные виды роликовых ножниц оснащены двумя дисками. Нижний закреплен в корпусе на неподвижной оси. Верхний нож перемещается перпендикулярно направлению реза для регулировки зазора между режущими кромками.
Ролики имеют перпендикулярные стороны относительно режущей кромки в ножницах для резки небольших партий заготовок из тонкого листа по прямой.
Сточенные под углом торец и обод увеличивают производительность и технические возможности инструмента.Лист продвигается в зону реза и постепенно, по радиусу дисков, сдавливается режущими кромками. Происходит разрушение связей на кристаллическом уровне. Торец разрезанных деталей имеет ровный край с немного загнутой верхней кромкой. На нем хорошо видно зерно металла.
Инструмент перемещается вдоль шаблона или по разметке. Форма детали повторяется многократно с одной установки инструмента и приспособлений. Тонкие единичные заготовки с большой площадью удобнее резать при фиксированном положении ножниц. Рабочий вручную перемещает лист в соответствии с разметкой.
От правильно выставленного зазора между ножами зависит усилие работы устройства, вид торца, срок эксплуатации ножей. Металл разрушается не перпендикулярно плоскости. Линия разлома проходит под небольшим углом. Расстояние между ножами составляет 0,1 толщины листа. Для тонких деталей до 1 мм ножи выставляется практически без зазора.
Они при смыкании должны заходить друг за друга, не касаясь режущих кромок. Оптимальный режим резания обеспечивает стачивание торцевых поверхностей роликовых ножей на угол 3–5 градусов. По ободу скос примерно 12–15 градусов. При правильном зазоре усилие реза почти в 2 раза меньше деформации, производимой ровными кромками.
Срок службы самих роликов между заточками увеличивается в несколько раз.
Работа роликовыми ножницами ( Instagram / sferainnova)
Технические характеристики
Технические показатели:
- максимальная толщина разрезаемого листа;
- диаметр дисков;
- обрабатываемые марки металлов и сталей;
- фигурная или плоская резка;
- тип, подвижность ножей;
- тип привода;
- правые, левые.
В паспорте толщина разрезаемого листа указывается по углеродистым сталям. Алюминиевый, медный лист мягче. Их допустимая толщина превышает сплавы на основе железа на 30–50%.
Возможность фигурной резки, минимальный радиус линии о указываются в паспорте.
По взаимному расположению ножей относительно линии разметки выпускают в основном правые ножи. Левые востребованы мало, отличаются только зеркальным расположением всех деталей.
Для механизмов с электрическим приводом указывается производительность или скорость реза.
Разновидности
Инструмент для резки бывает ручным, с электроприводом. Первыми инструментами для резки пользуются в домашних мастерских, бригадами кровельщиков, автослесарями. Электрические модели устанавливают на производстве.
По расположению режущих роликов и их подвижности, различают ножницы:
- с неподвижными роликами;
- с одним подвижным роликом;
- с двумя вращающимися ножами.
Модели с неподвижными роликами используются для резки полос по ровной линии. Устройство движется вдоль линейки, или закрепляется неподвижно и через него протягивается лист. Раскрой ограничен толщиной листа до 0,7 мм.
Пользуясь инструментами для резки листа с верхним вращающимся роликом, рабочий затрачивает сил на 20–30% меньше. Металл скользит по нижней опоре под вращающийся круглый нож. Кроме ровных полос, ножницы могут резать лист по дуге радиусом более 1 м.
Два вращающихся ножа со скосами по плоскостям, образующим режущую кромку, способны вырезать сложные фигурные детали, резать профилированный лист. Минимальный радиус поворота моделей от 50 мм. Ножницы с подвижными роликами легко скользят по металлу, разрезая его. Проводя роликами по разметке, получают сложные по форме заготовки. Для изготовления больших партий используют шаблон.
Ножницы с одним подвижным роликом ( Instagram / sferainnova)
Принцип выбора
Ножницы выбираются в соответствии с работой, которую они должны выполнять. Для быстрого раскроя листа до 1 мм толщиной по ровной линии достаточно инструмента с одним подвижным роликом.
Чтобы вырезать плавные линии, работать с прокатом до 1,6 мм, производить раскрой без специальной плиты со струбцинами, подойдут модели с 2 вращающимися дисками.
Ролик со скошенными поверхностями и режущей кромкой с углом 82–75⁰ подойдет для обрезки краев штампованных листовых деталей, прямой и фигурной резки листов до 2 мм. Заточенные под углом на обеих поверхностях ножи снижают усилие, прикладываемое к устройству для работы. Они позволяют обрезать излишки металла на деталях, расположенных в разных плоскостях.
При покупке инструмента нужно обратить внимание на следующие факторы:
- материал основания и корпуса;
- наличие ручки и ее удобства;
- способа регулировки зазора между дисками;
- возможностью демонтажа роликов для переточки и замены.
Прочный металлический каркас конструкции гарантирует ее долговечность. С удобной ручкой можно работать долго, с большими нагрузками. В процессе работы диски можно несколько раз перетачивать.
Преимущества и недостатки
Преимущества:
- безопасная работа;
- малый размер, вес;
- высокая производительность;
- простое устройство;
- ровная обрезанная кромка;
- простота настройки;
- возможность разрезать листы из цветного, черного металла.
При резке металла ножницы перемещаются с помощью ручки или электродвигателя вдоль линии шаблона или разметки. Непрерывность реза увеличивает производительность работы, уменьшает нагрузку на руки. Компактное устройство режет рельефные листы в любом направлении.
По своей конструкции устройство простое. Его легко можно сделать самостоятельно. Настройки изменяются поворотом всего одного винта. В результате режутся все материалы, включая вязкую медь и хрупкий алюминий.
Недостатки:
- толщина разрезаемого листа ограничена;
- с неподвижным роликом режут только по прямой линии;
- модели с 2 вращающимися ножами не могут резать по малым радиусам;
- при вырезании отверстий им требуется точка вреза — малое отверстие, с которого можно начинать работать.
Инструмент используют на крупном производстве. Их устанавливают на автоматы и станки с ЧПУ.
Дисковые ножницы ( Instagram / sferainnova)
Производители и стоимость
Самым известным изготовителем роликовых ножниц является компания Makita. Она предоставляет большой выбор моделей от облегченных с одним нерегулируемым роликом для листов менее 0,5 мм, до сложных многофункциональных механизмов, способных обрезать кромки и делать раскрой заготовок толщиной до 4 мм.
Изделия с маркировкой SMR выпускает российская компания СтанкоПоставка. Она производит промышленные и ручные модели ножниц для фигурной резки.
Фирма Van Mark (США) выпускает прочные, удобные дисковые ножи. Они имеют металлическое основание, пластиковый кронштейн для крепления и управления.
Изготовление своими руками
Самая простая конструкция роликовых ножниц для резки листового металла, сделанная своими руками, имеет основание из уголка 100–120 мм. Чертеж для простой модели нужен только для расчета расстояний между осями, размером косынок. Ролики делаются их подшипников. Изготовление:
- Подготовить подшипники.
- Шлифовать обод по торцу пока не удалится фаска, и угол станет острым.
- Обрезать уголок длиной 200 мм. Обработать торцы, удалить заусенцы, острые кромки.
- Разметить место под ось нижнего ролика. Он должен находиться на уровне со второй плоскостью уголка.
- Приварить валик диаметром равным отверстию подшипника. Он должен располагаться параллельно второй полке.
- Закрепить нижний подшипник, уже заточенный.
- К верхней полке угольника приварить косынки. В них сделать отверстие, установить ось для верхнего ролика.
- Закрепить подшипник на оси. Установить пружину, винт для регулировки зазора.
- Сделать сверху ручку.
Самодельные ножницы по металлу в качестве направляющей опоры для правильной конфигурации реза, используют металлический прямоугольный профиль, деревянный брус.
Эксплуатация
При изготовлении большой партии деталей лист крепится на верстаке. На него устанавливаются направляющие для ножниц или выставляется шаблон. Процесс резания начинается от края листа. В цельном металле делается отверстие, куда заводится нижний диск. Прижимая ножницы вниз и к шаблону, устройство за ручку продвигается вперед.
Перед началом работы проверяется целостность режущей кромки, выставляется зазор, в зависимости от толщины обрабатываемого материала.
Резать листовой металл обычными ножницами утомительно. Использовать болгарку для раскроя тонкого листа нерационально. Для этого следует применять дисковые ножи по металлу.
Обзор насадки для шуруповёрта — дисковые ножницы.
Роликовый нож для листового металла своими руками — Металлы, оборудование, инструкции

При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб
Правильнее будет назвать — листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Популярное: Съемник пружин в подвеске автомобиля своими руками
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.