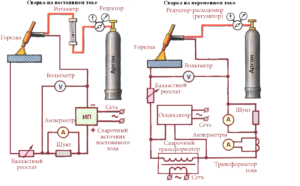
Сварка алюминия постоянным током в среде аргона
Как выполняется сварка алюминия, какие существуют методы
Если начинающий сварщик может отрабатывать свои навыки и умения на сварке черных металлов, то работа с алюминием не терпит дилетантства. Надо отметить, что технологии не стоят на месте, и специалисты разрабатывают новые и перспективные способы работы с цветными металлами, однако характерные свойства алюминия все же накладывают определенные требования на сварочный процесс.
Каждый знает, что алюминий, как и его сплавы, имеют относительно малый удельный вес, обладают высокой теплопроводностью, низким удельным сопротивлением. Тем не менее, металл достаточно устойчив к механическим нагрузкам. Именно эти свойства делают алюминийсодержащие материалы востребованными на производстве.
Сложности процесса
Прежде чем переходить к непосредственному описанию процесса, необходимо рассмотреть, какие именно особенности металла считаются уникальными, так как основная задача сварщика – повысить и без того низкую свариваемость алюминия.
Алюминий достаточно активен, особенно это касается химических реакций с кислородом. В результате окисления на поверхности, даже после обработки, достаточно быстро появляется окисная пленка. Она по физическим свойствам отличается от основного металла.
Температура плавления пленки из оксида алюминия составляет 2044°C градуса, в то время как сам металл плавится уже при 660°C градусах.
Расплавленный алюминий после сварки начинает кристаллизоваться, при этом капли, покрытые снаружи оксидной пленкой, образуют ячеистую структуру. Сварной шов не получается сплошным, а это ведет к образованию свищей и пор.Дефекты шва негативно сказываются на его прочности и герметичности. Чтобы пресечь взаимодействие алюминия с кислородом, околошовную зону защищают от атмосферного воздуха. Обычно для подобных целей используется аргон.
В силу сваей инертности, он не взаимодействует с металлом, а также вытесняет кислород, так как инертный газ тяжелее воздуха.
Несмотря на высокую теплопроводность, расплавленный алюминий не успевает отводить тепло в окружающую среду. Повышенная текучесть существенно осложняет процесс формирования шва.
Необходимо дополнительно использовать различные теплоотводящие подкладки.
Если применять различные средства, обеспечивающие интенсивное охлаждение, то резкий перепад температур может стать причиной возникновения мелких трещин.
Еще одной проблемой является растворенный в жидком металле водород. Он в виде пузырьков поднимается на поверхность ванны, но наружу выходит не весь. В застывшем металле могут образовываться поры или скопления пор. Наличие кремния в сплаве способствует образованию трещин при кристаллизации.
При нагревании алюминиевая заготовка увеличивается в размерах. тепловое расширение присуще каждому металлу, однако у алюминия высокий коэффициент линейного расширения. Тем не менее, на качество сварки влияет не столько расширение металла, сколько его усадка при кристаллизации ванны. Сварочный шов может подвергаться серьезным деформациям.
Высокая теплопроводность алюминия сказывается и на параметрах сварки. Чтобы достичь нужной температуры дуги приходится увеличивать силу тока. Отметим, что сварка черных металлов производится при более низких значениях сварного тока, несмотря на то, что их температура плавления выше, чем у алюминия.Наконец, последняя сложность, препятствующая проведению работ в домашних условиях, состоит в том, что без специальных средств и материалов практически невозможно определить состав сплава, из которого изготовлены детали.
Методы
Напомним, что сварка металлов может осуществляться различными методами. Их отличия основываются на разнице в технологии, расходных материалах и вспомогательных средств. Имеющие опыт мастера могут воспользоваться одним из методов для сварки алюминия. Забегая вперед, отметим, что каждый из методов требует общих знаний технологии и определенного опыта.
- Сварка алюминия аргоном TIG. Имеется в виду аргонодуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа – аргона. В международной классификации данный режим сварки обозначается, как TIG.
- Полуавтоматическая сварка MIG. Используются защитные газы, присадочный материал в виде проволоки подается специальным механизмом. Инверторы, ведущие сварку в режиме MIG, называют полуавтоматами за наличие такого механизма.
- Ручная дуговая сварка MMA. Такая сварка ведется покрытыми плавящимися электродами.
При выборе любого из перечисленных методов задача сварщика сведется к разрушению и дальнейшему препятствованию образования оксидной пленки. Именно с этой целью оборудование настраивается для ведения сварки постоянным током с обратной полярностью.
Обратная полярность предусмотрена для сварки любых цветных металлов, чувствительных к перегреву. Эффект катодного распыления, возникающий при бомбардировке электрода ионами, эффективно удаляет образовавшуюся оксидную пленку. Вот почему сваривать алюминиевые детали током прямой полярности не просто нежелательно, а невозможно.
Подготовка поверхностей
Технология подготовки поверхностей алюминиевых изделий может несколько отличаться, в зависимости от условий проведения работ. Тем не менее, несмотря на отличия, требования к состоянию кромок, зазоров и поверхностей вполне определены ГОСТ. Подготовительные работы можно разделить на несколько этапов.
На первом этапе происходит очистка поверхностей от грязи, пыли, масляных и жировых отложений. Полезно обезжирить поверхности бензином, растворителем, ацетоном или уайт-спиритом. Неотъемлемым этапом является разделка кромок.
Особенно актуален процесс разделки, когда толщина деталей превышает 4 мм (20 мм для ручной дуговой сварки). В противном случае нельзя гарантировать проплавление металла по всей толщине, поэтому шов будет некачественным.
Но даже при работе с тонким листовым металлом кромки приходится подготавливать, производят их отбортовку.
Перед непосредственной сваркой оксидную пленку нужно удалить, что производится механическим способом. В качестве инструмента подойдет напильник, наждачная бумага или металлическая щетка.
Окисляется алюминий быстро, поэтому данную процедуру бессмысленно проводить задолго до начала работ. Предусмотрен и химический способ борьбы с окислом. Поверхность протирается каустической содой.
Но после обработки придется деталь промыть водой и высушить.
Ручная дуговая сварка
В некоторых случаях к соединению алюминиевых деталей не предъявляются жесткие требования прочности и надежности. Примером может служить применение алюминия в качестве декора. В подобной ситуации можно использовать сварку MMA.
В домашних мастерских данный способ весьма применим, однако он имеет ряд недостатков. При попытке сваривания деталей, толщина которых не превышает 4 мм, могут образовываться сквозные прожоги.
Шов получится не очень прочным, а внутренняя структура будет содержать множество пор. В процессе сварки будет происходить интенсивное разбрызгивание металла, что существенно скажется на эстетичности шва. Образовавшийся шлак сложно снять с поверхности.
Через некоторое время он станет центром образования коррозии.
Покрытыми электродами в режиме MMA можно сваривать не только чистый алюминий, но и его сплавы. Популярные марки электродов – ОЗА-1 и ОЗА-2, а также пришедшие им на смену УАНА и ОЗАНАЭлектроды ОЗАНА-1 используются при сварке чистого металла, а ОЗАНА-2 больше подходит для сплава алюминия и кремния. Инвертор для сварки алюминия должен быть функциональным и позволять работать на постоянном токе с обратной полярностью.
Разработаны специальные таблицы значений сварного тока для каждого металла. В данном случае можно примерно оценить его значение по следующему правилу: толщину листа, выраженную в миллиметрах, необходимо умножить на 25.
Полученное значение указывает номинальный ток в амперах.
Для эффективной сварки толстых заготовок часто применяют предварительный разогрев, который выполняется газовой горелкой. Локальный прогрев может осуществляться до разной температуры, которая зависит от толщины заготовки. При локальном разогреве допускается последующее медленное охлаждение. Разделение шва на зоны позволяет исключить возникновение деформаций и трещин в металле.
В целях экономии расходных материалов рекомендуется производить сварку электродов с повышенной скоростью. Кроме того, замедление в формировании шва чревато прожогом металла насквозь.
Важно при ведении сварки одним электродом обеспечить непрерывность процесса. Если электрод отвести в сторону, то кратер шва в этом месте покроется шлаком, и снова разжечь дугу будет проблематично.
Направление ведения электрода совпадает с направлением шва. Поперечных колебаний быть не должно.
После окончания сварки следует удалить шлак. Шов промывается горячей водой и зачищается металлической щеткой. Даже малейшие частицы шлака могут стать очагами коррозии. Еще раз напомним, что подобная технология сварки алюминия применима только в домашних условиях, если к прочности соединения не предъявляется особых требований.
Аргонодуговая
Сварка алюминия в среде аргона, хоть и не считается самой простой, зато является наиболее распространенной. В результате качественно выполненных работ можно получить соединения с высокой степенью прочности.
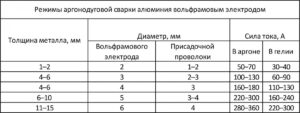
Неплавящийся вольфрамовый электрод относится к расходным материалам, как и присадочные прутки. Диаметр электрода варьируется от 1,6 до 5 мм. Диаметр прутков составляет 1,6-4 мм.
Аргон выступает в качестве защитного газа и подается в зону сварки через специальные сопла горелки.
Для эффективного разрушения окисла на поверхности металла сварку производят переменным током. Остальные параметры сварочного процесса необходимо выбирать из специально разработанных таблиц.В них указаны значения скорости подачи газа, диаметра прутка, диаметра электрода, силы тока.
Самостоятельно определить параметры сложно, так как они зависят от типа сплава, способа соединения и обработки кромок, а также от толщины заготовки.
В принципе, сварка аргоном доступна и в домашних условиях, но для этого необходимо иметь соответствующее оборудование, а также нужные расходные материалы. Но опыт придется нарабатывать методом проб и ошибок. Полезно запомнить ряд общих правил и придерживаться их.
- Вольфрамовый электрод удерживается так, чтобы между ним и поверхностью металла образовывался угол 70-80° градусов.
- Присадочный пруток подносится к электроду под углом 90° градусов.
- Зазор между электродом и поверхностью, то есть, длина дуги составляет 1,5-2,5 мм.
- Вдоль шва при его формировании пруток продвигается с незначительным опережением, а затем движется горелка. Выполнение данного правила обеспечивает более эффективную защиту аргоном.
- Движения прутка играют важную роль. Их желательно изучить на видео, прежде чем впервые начинать процесс. Манипуляции сварщика напоминают движение кисти художника.
- В качестве теплоотводящей подкладки лучше всего использовать стальную или медную пластину.
- Газ начинают подавать до розжига дуги, а заканчивают через несколько секунд после ее обрыва.
Скорость истечения газа и скорость подачи проволоки являются определяющими параметрами. От них зависит не только себестоимость процесса, но и качество шва. Высокая скорость газа только ухудшает защиту. В зону ванны будет поступать воздух и содержащийся в нем кислород. В то же время малое количество газа не может обеспечить требуемую защиту.
Полуавтоматическая
Принцип работы полуавтоматической сварки схож с принципом аргонодуговой сварки. Роль защитного газа может выполнять любой другой инертный газ. В зависимости от применяемого газа различают MIG и MAG сварку. Расходным материалом служит проволока, которая подается с помощью специального механизма. Но при работе с алюминием не эти детали являются отличительными.
Некоторые полуавтоматические инверторы способны работать в импульсном режиме. Благодаря всплеску напряжения материал присадки с усилием «вбивается» в сварочную ванну. В результате такой точечной сварки получаются аккуратные и надежные соединения.
К сожалению, оборудование с возможностью импульсной сварки стоит очень дорого, поэтому в домашнем хозяйстве крайне редко встречается.
Обычные полуавтоматические инверторы тоже могут вести сварку алюминия, только присадка добавляется сплошным слоем. По надежности такие швы существенно уступают точечным швам и швам, полученным при помощи неплавящегося вольфрамового электрода. К особенностям МИГ-сварки можно отнести такие закономерности:
- Сварка осуществляется постоянным током при обратной полярности.
- Рукав, по которому подается мягкая проволока, не должен иметь петель.
- Необходимо использовать специальные наконечники подающего устройства, маркированные индексом «AL» и предназначенные для алюминия, во избежание застревания проволоки вследствие ее теплового расширения.
- Скорость подачи алюминиевой проволоки должна быть больше, чем стальной.
Такие методы сварки алюминия, как холодная сварка под давлением и контактная сварка, не были рассмотрены по той причине, что встречаются они очень редко, так как технология работ сложна и подразумевает наличие дорогостоящего оборудования.
Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков | Тиберис

Легкий серебристый алюминий давно стал незаменимым материалом во многих сферах деятельности человека. Из этого практичного металла или его сплавов создают летательные аппараты и посуду, огромные корабли и детали автомобилей.
А для того, чтобы изготовить или починить нужные детали, используется аргонная сварка алюминия. Этот метод, по мнению большинства специалистов, является наиболее удобным. Прочтите нашу статью, и вы узнаете, почему так происходит.
Основы сварки алюминия аргоном (аргонодуговым способом)
Аргонодуговая сварка алюминия (AC TIG) производится с помощью специального оборудования и материалов. В стандартный комплект для проведения сварочных работ входят:
- инвертор TIG AC/DC (источник переменного тока);
- заземление (без него работать – небезопасно);
- вольфрамовые электроды;
- присадочный пруток (проволока);
- специальная сварочная горелка TIG;
- блок охлаждения горелки (при больших объемах работы);
- цанги с держателями и сопла к горелке;
- баллон с газом (аргоном или смесью аргона с гелием);
- надежный газовый шланг;
- редуктор для понижения давления используемого газа.
Кроме этого, стоит обзавестись хорошим сварочным щитком или маской «Хамелеон» с автоматически затемняемым светофильтром, а также использовать качественные краги.
Многие любители сварки предпочитают использовать в работе педаль управления сварочным током, но чаще её можно встретить в арсенале сварщика-профессионала, новичку важнее освоить технику сварки и правильно выставить объем подачи газа, подготовить материалы, настроить аппарат и отрегулировать сварочный ток под нужную толщину металла.
Чем хороша сварка алюминия аргоном
Алюминий представляет собой более сложный для термической обработки металл, чем железо. Основная причина этого – мгновенное образование на его поверхности тонкой пленки оксида при контакте с кислородом. Эта пленка имеет в несколько раз большую температуру плавления, чем чистый алюминий.
В процессе сварки аргон препятствует окислению алюминия, вытесняя кислород. Присадочная проволока, которая производится из алюминия, под воздействием дуги расплавляется и формирует сварной шов.
Преимущества использования аргонодуговой сварки весьма солидны:
- универсальность метода (он подходит для сваривания различных металлов и сплавов);
- стабильность дуги;
- возможность, образования аккуратного тонкого шва;
- более прочные сварные соединения на ответственных участках.
Метод аргонодуговой сварки переменным током действительно обеспечивает первоклассный результат. К тому же, очень многое зависит от инвертора. Поэтому на производстве всегда используются модели премиум-класса, а хороший хозяин готов вложить деньги в покупку надежного аппарата. Пусть и придется его использовать лишь время от времени.
Переменный или постоянный ток – выбор очевиден
При сварке алюминия именно переменный ток завоевал любовь и уважение специалистов. Для того чтобы понять, почему так происходит, нужно немного углубиться в технические детали.
При подключении постоянного тока обратной полярности происходит катодная очистка оксидной пленки, но значительно возрастает температура сварки.
В результате даже такой тугоплавкий металл, как вольфрам, из которого сделан электрод, начинает постепенно разрушаться.
Если же подключить постоянный ток прямой полярности, то он не может пробить оксидную пленку, но обеспечивает более стабильную дугу.Именно переключение полярности тока обеспечивает качественный итог вашей работы. Значит, выбор очевиден – нужно использовать переменный ток.
Сварка алюминия постоянным током используется значительно реже. Этим способом работать намного сложнее, к тому же нужно использовать чистый гелий вместо аргона, а он стоит в разы дороже.
Подготовка деталей к сварке – зачем она нужна
Качество сварного шва напрямую зависит от тщательности подготовки поверхности изделий из алюминия. Пренебрегая этим правилом, вы рискуете получить негативный результат, даже, если используете высококачественный инвертор и первоклассный аргон.
Поэтому перед тем, как приступить к сварочным работам, необходимо:
- Обезжирить поверхность при помощи растворителя (уайт-спирита, бензина или ацетона).
- Зачистить поверхность от оксидной пленки механическим или химическим способом.
- Дать просохнуть обработанным изделиям после химической обработки специальными составами.
Механический способ зачистки при помощи проволочной щетки или наждачной бумаги допускается при сварке в домашних условиях.
На производстве используется химический способ очистки, включающий травление в щелочных растворах, промывку в горячей и холодной воде, осветление и окончательную просушку.
Как правильно сваривать алюминий вольфрамовым электродом с присадкой
Для сварки алюминия используют неплавящиеся электроды из тугоплавкого вольфрама. Многие модели этих изделий содержат дополнительные примеси, улучшающие качество процесса.
Технология аргонодуговой сварки алюминия имеет свои особенности. Главное правило, которого стоит неукоснительно придерживаться, состоит в следующем: присадочная проволока должна находиться перед электродом и перемещать ее нужно исключительно вдоль шва.
Производить сварку можно в различных пространственных положениях. Но стоит помнить, что аргон является более тяжелым газом, чем кислород.
Поэтому лучшее качество шва обеспечивается при горизонтальном расположении свариваемых изделий. Для сварочных работ на потолке или стенах целесообразно использовать смесь аргона с очень легким гелием.
При этом неизбежно возрастают расходы, так как стоимость гелия значительно выше, чем у аргона.
Еще несколько моментов, на которые стоит обратить внимание, состоят в следующем:
- Длина дуги должна быть минимальной. Для этого электрод располагают как можно ближе к поверхности свариваемого изделия.
- Подачу проволоки нужно производить плавно. При наличии опыта это происходит автоматически. Новичкам приходится сложнее. Резкие рывки приводят к разбрызгиванию металла.
- Вертикальное положение электрода обеспечивает наиболее стабильную дугу. Поэтому его желательно придерживаться в течение всего процесса сварки.
- Скорость сварки должна быть максимально большой. Чем она выше – тем лучше качество шва. Поэтому отличить результат работы опытного сварщика от усилий новичка можно невооруженным глазом.
Оборудование для сварки аргоном – что выбрать?
Выбор конкретной модели сварочного оборудования (инвертора) зависит от:
- финансовых возможностей конкретного человека или организации;
- типа планируемых сварочных работ и их периодичности;
- диаметра свариваемого металла;
- возможности постоянного подключения к источнику энергии напряжением 380В.
Для использования в домашних условиях прекрасно подходят универсальные аппараты Brima TIG 250 AC/DC 220V или Сварог TECH TIG 200P AC/DC (E101). Они могут использоваться для аргонодуговой сварки на переменном и постоянном токе, а так же для ручной дуговой сварки железных изделий на постоянном токе.
Покупая их, вы получаете в свое распоряжение недорогие универсальные аппараты, которые отличаются неприхотливостью использования. Они всегда помогут вам быстро, а главное – качественно, выполнить сварочные работы даже в собственной квартире.
Модели Сварог TECH TIG 315P AC/DC (E103) и Барс Profi TIG 317DP AC/DC работают от напряжения 380 Вольт и предназначены для сварки толстого металла. Они отличаются более впечатляющими техническими характеристиками.
Поэтому их часто приобретают клиенты, которые работают на авторемонтных предприятиях, в мастерских или кузнечных цехах.
Сварочные инверторы премиум класса BLUEWELD BEST TIG 252 AC/DC HF/LIFT VRD и EWM Tetrix 230 AC/DC незаменимы при проведении ремонтных работ, в строительстве, на машиностроительных, химических предприятиях. Они обеспечивают безопасную работу даже в местах с высокой опасностью поражения электрическим током и рассчитаны на использование при низкой (до -20° C) температуре.Наиболее функциональными являются инверторы премиум-класса, предназначенные для использования в промышленных масштабах. Они обладают многими выдающимися характеристиками и особенностями.
Модель Lincoln Electric INVERTEC V205-T AC/DC имеет удобную функцию распознания питания, надежно защищающую инвертор от перегрузок. Кроме того, она также включает в себя функцию управления вентилятором, снижая потребляемую мощность и количество пыли, попадающей внутрь аппарата.
Инвертор EWM Tetrix 551 AC/DC снабжен большими колесами, значительно облегающими перемещение аппарата и простой панелью управления.
Сварочный аппарат Kemppi MasterTIG MLS 2300 ACDC обладает максимальной мощностью сварки на 220В и отличается компактными размерами.
Модель ESAB Origo TIG 4300IW AC/DC специально разработана для TIG сварки разных материалов и содержит в себе удобную функцию предварительного программирования режимов.
В магазине Тиберис вы всегда можете рассчитывать на грамотную консультацию при подборе нужной модели инвертора и приятный сервис. Позвоните нам по телефонам: (495) 663-72-84 или (812) 309-38-95! С нашей помощью сварочные работы становятся очень удобными.
-руководство по сварке алюминия для новичков
Сварка алюминия в среде аргона
Соединение металлов дуговой электросваркой столь широко распространено, что многим кажется, что этот метод подходит для всех без исключения материалов. Но это далеко не так. Существуют металлы, которые требуют особого обращения и для их сваривания требуются специальные технологии. Например, алюминий или тонкую нержавеющую сталь можно варить только в аргоновой атмосфере.
Еще со школьного курса химии известно, что аргон — инертный газ и в реакции ни с металлами, ни с иными веществами не вступает. Как же работает аргонная сварка алюминия? В аппарате для сваривания алюминия используются именно инертные свойства этого газа.
Дуговое сваривание производится в среде аргона, который поступает из керамического сопла и вытесняет воздух из зоны горения дуги.
Расплавленный металл не окисляется и не вступает в реакцию с другими компонентами воздуха, поэтому соединение получатся исключительно прочным.
Аргоновая сварка применяется как для небольших деталей, так и для соединения массивных конструкций. Особенностью этого вида электросварки является возможность создания шва в несколько слоев, которые образуют монолитное соединение, без малейшего следа шлаков и окалины. Но для каждого вида соединения нужно подобрать специальную горелку.
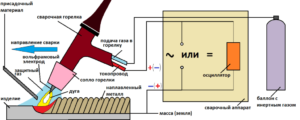
Как устроена горелка аргонового аппарата для сваривания
Горелка — один из основных узлов аргонного сварочного аппарата. Она состоит из:
- газового сопла;
- вольфрамового электрода (неплавящегося);
- система охлаждения;
- корпуса с цангой.
Газовое сопло из керамики соединено с газовым баллоном через редуктор. Вольфрамовый электрод используется для создания электрической дуги, но сам не плавиться, для сварки используется присадочный пруток — специальная проволока, которая подается в зону дуги отдельно. Материал прутка подбирается для каждого металла отдельно.
Для продления срока жизни электрода он должен охлаждаться до определенной температуры, ниже критической. В большинстве аппаратов для ручной сварки, как любительских, так и профессиональных, он охлаждается воздухом. Но на мощных промышленных установках предусмотрено жидкостное охлаждение электрода с помощью непрерывно циркулирующей в зоне электрода воды.
вернуться к меню ↑
Технология сварки алюминия аргоном
Алюминий, при всех своих уникальных свойствах и высокой технологичности, очень трудно сваривается.
Это обусловлено его химической природой — на поверхности металла образуется оксидная пленка Al2 O3 незначительной толщины, но очень тугоплавкая. Она плавиться при температуре 2044°C, а сам алюминий — при 660°C.
Причем оксид появляется мгновенно на каплях расплавленного металла и препятствует образованию монолитного шва.
Кроме того, алюминий отличается очень высокой теплопроводностью — в несколько раз выше стали. Это требует постоянного притока высокой температуры, а в итоге, увеличения сварочного тока до 1,5 раз по сравнению со сталями.Технология AC TIG, применяемая для сварки алюминия, предусматривает первоначальное разрушение оксидной пленки и создание препятствий для ее дальнейшего образования. Это делается как с помощью электрического тока — сварка алюминия на постоянном токе обратной полярности или переменным током. При обратной полярности происходит катодное распыление пленки оксида, разрушающее ее полностью.
Обдувание зоны плавления металла аргоном препятствует проникновению кислорода и водорода, деструктивно влияющих на сварочный шов. Обдув инертным газом должен производиться на протяжении всего времени действия электрической дуги и не прекращаться после ее угасания еще несколько секунд.
вернуться к меню ↑
Техника работы с алюминием
Инверторный или специальный аргонодуговой сварочный аппарат в инструкции по эксплуатации имеет ряд указаний по производству настроек для работы с алюминием.
У различных моделей они могут отличаться, поэтому перед началом работы следует с ними познакомиться, не полагаясь на опыт.
Особенно, если используется новый аппарат незнакомой модели, или собственные навыки электросварочных работ не слишком велики.
Начальный этап — зачистка соединяемых деталей и их обезжиривание. Очистить поверхность следует от грязи, масел, накипи, а затем обезжирить ацетоном, уайт-спиритом или растворителем. Для удаления оксидной пленки поверхности в зоне сваривания очищаются стальной щеткой или наждачной бумагой.
Для начинающих сварщиков необходимо напомнить, что для алюминия применяются электроды из вольфрама диаметром от 1,6 до 5 мм и специальные присадочные прутки, толщиной от 1,6 до 4 мм.
Универсальная пошаговая инструкция для работы с алюминием не может предусмотреть всех случаев, поэтому, в первую очередь, нужно следовать таким рекомендациям:
- угол наклона электрода к плоскости металла держать в диапазоне 70 – 800;
- длину дуги поддерживать на уровне 1,5 – 2,5 мм;
- движение горелки производится вслед за присадочным прутком;
- возвратно поступательные короткие движения горелки и прутка производятся только вдоль шва, ни в коем случае не под углом или перпендикулярно соединению;
- алюминиевый лист устанавливается на медную или стальную поверхность, для лучшего отвода тепла;
- подача аргона начинается за 4 – 6 секунд до включения дуги и длиться до 7 секунд после ее угасания;
- скорость сварки определяется величиной сварочного тока.
Для качественной сварки алюминия в среде аргона лучше всего использовать специальный сварочный аппарат, например, Jasic TIG-180 P (W211) PRO, HYL TIG-200P, Welding Dragon PRO TIG250 ACDC.
Цена их несколько выше, чем аппаратов без системы обдува инертными газами, но она вполне оправдана. Ведь их можно использовать и для обычной дуговой сварки.
А в аргоновой атмосфере отлично сваривается не только алюминий, а практически все металлы. Освоить аргоновую сварку под силу любому новичку.
Пошаговая инструкция по настройке аппарата на примере INTER TIG 200 AC/DC PULSE
Сварка алюминия постоянным током
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока.
Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью.
Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.
Сварка алюминия на постоянном токе обратной полярности
Когда идет сварка алюминия постоянным током, то приходится выбирать, что более важно для сварочного процесса. Ведь свойства сваривания алюминия являются далеко не самыми лучшими, поэтому, следует подбирать подходящие условия, которые бы смогли удовлетворить технологические требования и обеспечили ровный и плотный сварочный шов алюминия.
Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680.
Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.
Сварка алюминия аргоном постоянным током
Преимущества
- При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
- Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
Недостатки
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования.
Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной.
При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.
Ток для сварки алюминия
К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием.Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок.
В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.
Сварка алюминия аргоном
Материалы и инструмент
- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата.
Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант.
В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.
«Важно!
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Таблица режимов сварки алюминия постоянным током
| Вид заготовки | Толщина свариваемой детали, мм | Электрод, мм | Сварочная проволока, мм | Величина тока, А | Расход газа, л/мин |
| При обработанных кромках | 1 1,52 | 1 1,6-21,6-2 | 45…50 70…7580-85 | 4-5 5-67-8 | |
| Односторонняя сварка встык без обработки кромок | 2 34 | 1,5-2 3-43-4 | 1-2 2-32-3 | 55…75 100…120120…150 | 5-6 7-88-10 |
| Двусторонняя сварка встык без обработки кромок | 4 56 | 3-4 4-54-5 | 3-4 3-43-4 | 120…180 200…250240…270 | 7-8 8-108-10 |
Техника безопасности
Электросварка алюминия в домашних условиях и на производстве требует выполнение правил безопасности. Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
Сварка алюминия аргоном для начинающих: пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий.
Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих.
Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
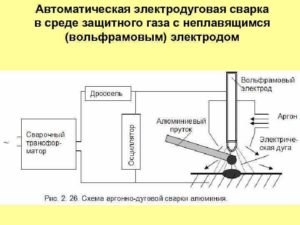
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:
- сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде;
- сварка с автоматизированным расходом проволоки для обработки алюминия аргоном;
- сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования.
Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке.
Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве. Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку.
При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали.
При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться. Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно.
Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время.
Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.