Сварка балок двутаврового сечения в стык
Как правильно стыковать двутавровую балку
Большинство зданий из металлоконструкций промышленного и коммерческого назначения представляют собой рамные конструкции состоящие из колонн, балок перекрытия, ферм или ригелей.
Как правило, такие здания нередко обладают большими пролетами и высотой, что заставляет производителей и строителей широко использовать стыковые узлы в различных элементах стальных строительных конструкций.
Монтажный стык на накладках при помощи болтового соединения
Подготовка стыка к сварке. Разделка кромок и установка на направляющих планках.Стык после сварки, шов зачищен, направляющие пластины срезаны.
Применение заводских стыков в первую очередь обусловлено экономическими причинами и размером металлопроката.
Из опыта производства металлоконструкций последних лет, в строительстве промышленных зданий в 80% случаев используется нормальная, колонная или широкополочная балка по СТО АСЧМ 20-93, ГОСТ26020-83,и порядка 20% приходится на сварную балку переменного сечения.
Стандартная длина двутавровых балок 12,0м, листового проката 6,0м, в целях сокращения издержек на раскрой материалов, приходится производить заготовку отправочных элементов по нарастающей.
Например, при длине колонн 10800мм, из одной прокатной балки 12000мм у нас получается заготовка для целой колонны 10800мм и остаток 1200мм, следующую колонну мы получаем наращивая новую прокатную балку получившимся остатком (1200+12000=13200) и снова отрезаем 10800, после чего с полученным остатком 2400мм поступаем так же как описано выше и так далее. С листовой составной балкой поступаем аналогичным образом непосредственно при раскрое листа, но на самих балках стык делается не в одной плоскости, а разносится, стенка варится в одном месте, полки стыкуются под углом 60 и варятся выше и ниже стыка стенки.
Конечно же, в обоих случаях приходится учитывать и место стыка, не допуская его попадание в зону максимальных нагрузок и места сопряжения других элементов конструкции.Заводской стык на колоннах и балках выполняется по условиям расчета согласно СНиП II-23-81*, наиболее часто в заводских реалиях находит применение сварной стыковой шов в с полным проваром и разделкой кромок поясов и стенок сопрягаемых деталей.
В случаях, когда нужно обеспечить надежность стыка и основного металла в зонах действия значительных моментов и поперечных сил, стык усиливают накладками, установленными на полки и стенки балки. Для оптимизации процесса проектирования КМ или разработки КМД при производстве металлоконструкций можно так же применять типовую серию 2.
400-10 «Нормали заводских стыков профилей в строительных стальных конструкциях», где уже произведен расчет равнопрочности стыка с основным металлом и даны конструктивные решения стыков соединяемых элементов из швеллеров, уголков и двутавров.
Монтажные стыки выполняются из-за ограниченных возможностей транспортирования крупногабаритных металлоконструкций автомобильным и железнодорожным транспортом, при их длине более 15 метров с точки зрения удобства и экономии целесообразнее расчленить конструкцию на более мелкие элементы для доставки потребителю.
Объединение отправочных элементов в одно целое производится непосредственно на строительной площадке силами монтажной организации. Монтажные стыки балок и колонн выполняются сварными или болтовыми, по сравнению с заводскими они более трудоемкие и затратные из-за необходимости применения дополнительных элементов для усиления и позиционирования деталей в узлах сопряжений.
Самый лучший вариант конечно сварной, встык с полным проваром при условии раздела кромок и физическом методе контроля, однако на монтаже не всегда условия сварки и контроля качества швов соответствуют расчетным, поэтому, как правило, монтажные соединения изначально делаются на накладках усиливающих прочность стыка.
Болтовые монтажные соединения так же выполняются на накладках предпочтительно с использованием высокопрочных болтов, такие соединения металлоемки, требуют значительных трудозатрат при производстве, к тому же отверстия ослабляют сечения элементов, однако с точки зрения монтажа их легче собрать и они не требуют высокоспециализированного персонала для выполнения качественного стыка. Довольно эффективны фланцевые соединения, но мало распространены в силу своей повышенной деформативности. Согласно СП 16.13330.2011 – «стыковку колонн на монтаже необходимо производить фрезерованными торцами сваренными встык, либо на накладках со сварными или болтовыми соединениями, в том числе на высокопрочных болтах, так же допускается использование фланцевых соединений воспринимающих растягивающее усилие болтами, а сжимающее через прижим поверхностей фланцев».
ИсточникПри строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
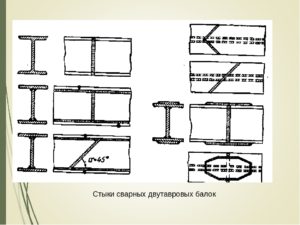
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва.
Чаще всего для повышения надежности узла используют усиливающие накладки.
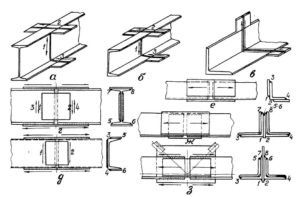
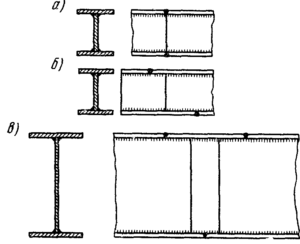
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.
Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение.
Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта.
Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь.
Выполняется с использованием накладок, имеет преимущества и недостатки.
Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
Источник
Сварка балок двутаврового сечения в стык — Справочник металлиста
Сварка двутавровой балки на предприятии. Раскроем секрет производства
Раскрываем секреты процесса изготовления сварных двутавров. Ручная, полуавтоматическая и автоматическая сварка двутавровых балок.
Сварка двутавровой балки — это технология заменившая старомодные заклепки и штыри, при изготовлении двутавров.
статьи:
Еще 20 — 30 лет назад, в строительной отрасли использовались балки, скрепленные заклепками, болтовыми соединениями и при помощи штырей. Данная технология крепления имела множество недостатков. Начиная со значительного усложнения строительно-монтажного процесса и увеличения количества комплектующих, что в свою очередь приводило к повышению стоимости строительства в разы.
И заканчивая серьезным увеличением веса балочной конструкции, что повышало нагрузку на несущие элементы здания и, как следствие, уменьшало свободу действий проектировщиков, при создании многоэтажных сооружений. Однако, современные строительные технологии и конструкции постоянно развиваются и совершенствуются.
Результатом такого развития стало появление сварных металлоконструкций.
Главные достоинства применения сварных двутавровых балочных конструкций
Такая конструкция, как двутавровая балка, имеет ряд преимуществ, выделяющих её в ряду других металлоконструкций, использующихся в строительстве:
- Сварные двутавровые металлоконструкции способны выдерживать огромные статические и динамические нагрузки, не теряя при этом своих эксплуатационных показателей. Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
- Легкость транспортировки и относительная простота монтажа делают двутавровые элементы незаменимыми при строительстве быстровозводимых сооружений.
- Такие балки крайне популярны и широко используются для возведения зданий и сооружений самого разнообразного назначения, поэтому цены на них достаточно демократичны. Для приобретения таких металлоконструкций, достаточно зайти на сайт ближайшего завода-изготовителя и пройти в раздел — продам балку двутавровую. Большинство предприятий предлагают широкий ассортимент двутавровых металлоконструкций, имеющихся на складе, а также изготавливают их на заказ. Также, позвонив в отдел маркетинга, легко узнать сколько стоит балка интересующей марки, в зависимости от тоннажа.
Изготовление двутавровых металлоконструкций
Процесс изготовления металлических балок, имеющих Н — образное (или двутавровое) сечение, достаточно сложен.
Для получения на выходе качественной конструкции, необходимо использование проверенного высококачественного сырья, современных высокотехнологичных производственных механизмов, а также присутствие высококвалифицированных кадров.
В то же время, необходим качественный входной контроль, всесторонний контроль всех этапов изготовления и обработки элементов, а также контроль изделий на выходе. Только такой подход к производству, способен гарантировать высочайшее качество и эксплуатационные характеристики готового изделия.
Технологию изготовления двутавровых металлических балок, можно условно разделить на следующие этапы:- На первом этапе производится раскройка листового металла на полосы требуемого размера. Раскройка осуществляется посредствам плазменной резки, при помощи станков с числовым программным управлением. Для этого, используя чертежи, создается программа, автоматически управляющая всеми манипуляциями, производимыми станком. Для изготовления каждой отдельной марки двутавровой балки разрабатывается свой алгоритм для станка. Основными преимуществами использования такого программируемого оборудования являются: возможность раскройки металлического листа сразу несколькими резаками, а также практически идеальное качество и точность резки.
- Следующий этап подразумевает обработку боковых кромок на фрезерном станке. Технология сварки двутавровой балки предполагает фиксацию полок, относительно стенки двутавра при помощи сварных швов. Поэтому, чтобы сварка балки была максимально качественной, грани элементов фрезеруются.
- Третий этап изготовления двутавровой металлической балки включает в себя все сборочные операции. В некоторых случаях, при мелкосерийном производстве, балочные конструкции могут собираться вручную, без использования специализированного оборудования. Однако такой подход значительно снижает качество готовой продукции, увеличивает время изготовления всех элементов и трудозатраты сборщиков, что в свою очередь влечет значительное удорожание готового продукта. На современных металлообрабатывающих заводах такие конструкции ставятся на конвейер и изготавливаются серийно крупными партиями. На крупных предприятиях для сборки таких металлоконструкций используются специализированные(в большинстве случаев гидравлические) станы, которые позволяют достичь идеально симметричности конструкции и перпендикулярности стенки, относительно полок балки. Конвейерную сборку двутавров можно разделить на 2 условные стадии:
- На первой стадии, на стане закрепляются первая полка и стенка. В результате получается Т-образное сечение (тавр или тавровая балка).
- На второй стадии, после позиционирования и фиксации первой полки и стенки, вся конструкция переворачивается на 180 градусов. К перевернутой балке приставляется вторая полка, которая также позиционируется и фиксируется.
На следующем этапе происходит сварка двутавровой балки. Данный процесс очень сложен, так как напрямую влияет на технические характеристики и долговечность готового продукта, поэтому сварка двутавровых балок будет рассмотрена отдельным пунктом.
Завершающим этапом изготовления любой металлической конструкции, в том числе и двутавровой балки, является финишная правка, обработка и выходной контроль качества. В результате сварочных работ, изделие подвергается сильному нагреву, а следовательно происходят тепловые деформации металла.
Для исправления таких дефектов используется прокатный станок со множеством роликов, который приводит в норму нарушенные геометрические параметры балки. После исправления геометрии, металлоконструкция очищается от всех загрязнений пескоструйными установками и отправляется в покрасочную камеру.
После покраски и прохождения всех стадий контроля качества, двутавровая балка отправляется на склад, для последующей отгрузки заказчику.
Сварочные работы, при изготовлении двутавровых металлоконструкций
Сварка двутавровой балки на крупных металлообрабатывающих предприятиях, происходит на современной автоматизированной линии. Балка попадает в специальный кондуктор, внутри которого происходит проварка поясных швов будущей металлоконструкции под слоем флюса, в полностью автоматическом режиме.
Такая сварка двутавровых балок обеспечивает максимальное качество соединения швов, благодаря использованию защитного слоя флюса.
Во время проведения сварочных работ, слой флюса защищает сварной шов, что позволяет минимизировать разбрызгивание раскаленных капель металла, без ущерба скорости сварки и качеству соединения. Также, благодаря слою флюса, остывание сварного соединения происходит гораздо более плавно и равномерно.
При данном способе проведения сварочных работ, усиление двутавровой балки не требуется, благодаря максимальной прочности и надежности изготовленной конструкции.
В случаях выпуска мелких партий изделий или же отсутствия на предприятии современного сварочного оборудования, сварные соединения могут выполняться вручную.Сварка двутавра может производиться с использованием полуавтоматического аппарата, или же с использованием обыкновенной электродуговой сварки. Элементы будущей балочной конструкции собираются обычными хомутами и зажимами, а затем полностью провариваются.
Сварка балки электродуговым методом имеет множество недостатков. К таким недостаткам относятся:
- Низкая скорость производства сварочных работ.
- Достаточно посредственное качество сварных швов, в сравнении с автоматической сваркой под флюсом.
- Недостаточная геометрическая точность готового изделия, вследствие ручной сборки, перегрева и, как следствие, больших деформаций, в отличие от автоматизированного сварочного процесса.
- Серьезные потери (вплоть до 30 процентов) металла, по причине сильного разбрызгивания раскаленных металлических капель в процессе производства сварочных работ.
Итог
Как видно из всего вышесказанного, сварные двутавровые металлоконструкции имеют ряд достоинств, в сравнении с другими видами балок. Сварные двутавры заняли свою нишу на современном строительном рынке и используются в соответствии со своими сильными и слабыми сторонами.
Производство таких металлоконструкций развернуто в большинстве регионов нашей страны, что делает двутавровую балку доступным и относительно недорогим строительным материалом.
Поэтому, благодаря высокой конкуренции в данной нише, любой продавец, на вопрос «продам балку двутавровую», предоставит хорошие скидки и выгодные предложения.
Особенности производства и эксплуатации сварных балок
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.
Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования.
Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Сварка балок двутаврового сечения в стык
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами.
Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов.
На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Сварка швеллеров без потери прочности соединения
Любое сварное соединение ослабляет конструкцию и отдельные его узлы.
Поэтому в строительстве для уменьшения сварных соединений при повышенных нагрузках на опорные балки несущих конструкций принято использовать швеллерный и двутавровый металлопрокат.
Сварка швеллера при монтаже несущих частей конструкции представляет особую важный этап, но часто вызывает затруднения и невозможность выполнить строгие правила сваривания (ГОСТ).
Общие сведения о швеллере
Стальной швеллер представляет собой металлическое изделие, которое имеет П-образный профиль сечения.
Данная конструкция позволяет при минимальном расходе материала, металла, получить высокие конструкционные характеристики.
Способы изготовления швеллеров (гибкой на специальном станке или методом горячего проката) не влияют на выбор техники сваривания при его соединении, а только на общие прочностные характеристики.
Основные преимущества швеллера направлены на усиление отдельных узлов конструкции и заключаются:- В возможности выдерживать большие осевые нагрузки.
- В высоком сопротивлении на изгиб при центральной нагрузке.
- В возможности соединения без использования сварки.
И так же эти же преимущества являются и недостатками при сваривании швеллеров.
В настоящее время выпускается пять видов швеллеров:
- специальные;
- с полками разной величины;
- равнополочные;
- с определенным уклоном полочных граней;
- с параллельными гранями полок.
Самой большой прочности соединения можно добиться при сваривании равнополочных швеллеров с параллельными гранями полок. Они и являются самыми востребованными в сфере строительства.
Трудности соединения швеллеров
Для сборных металлоконструкций швеллера хорошо себя зарекомендовали, но мельчайшие ошибки в их соединении вызывают критичное нарушение прочности всей конструкции. Каждое сварное соединение само по себе ослабляет прочность металлоконструкции на 5-7%, при том, что металл шва имеет более высокие прочностные характеристики, чем металл основной детали.
Проблема заключается в самой техники сваривания, в правильном предварительном разогреве металла и в опыте сварщика.
Неудобное положение при сборке некоторых узлов, а так же неправильно выбранные шов приводит к тому, что околошовная зона сваривания (зона не равномерного плавления) теряет до 20% своей прочности.
Это самые уязвимые места соединения и на каждый сварной шов их два, с двух сторон. ГОСТ предусматривает самые распространенные узловые соединения, но далеко не все.
Итог:
- Всеми рекомендованными нормами по ГОСТу пренебрегать нельзя.
- Сварка швеллеров по ГОСТу гораздо прочнее, даже при условиях дополнительного усиления конструкции.
- Все дополнительные накладки после сварки между собой встык необходимо выполнять исключительно снаружи швеллеров.
- Сварка во внутренних углах швеллера только ослабляет общую конструкцию, поэтому варить во внутренних углах, как и внутри самого швеллера, не желательно.
- Сваривать можно не только по ГОСТу, так как это иногда неудобно, но и опираясь на рекомендации.
Электродуговая сварка
Особенности использования электродов и возможности подбора их по основным характеристикам делают электродуговую сварку самой предпочтительной для соединения швеллеров. Наиболее качественный шов получается при использовании электродов УОНИ, но есть некоторые особенности их использования.
Рекомендации:
- Желательно выполнять соединения внахлест.
- Работа с этими электродами требует опыта.
- Перед началом работы электрод следует прокалить в специальной печи при температуре 250 0С в течение часа.
- Металл должен быть тщательно подготовлен согласно ГОСТу.
- Для сварки необходимо использовать короткую дугу средней мощности при обратной полярности.
- Легче варить при прямой полярности, так как электрод горит медленнее, но тогда необходимо следить за сварочной ванной. Она не должна обогнать дугу.
- При таком соединении обязательно необходимо проводить проверку на внутренние дефекты.
Непосредственно режим сварки и скорость выполнения шва зависит от выбранного вида соединения, но наиболее оптимальной при ручной сварке является 20 м/ч.
Газовая сварка
При соединении швеллеров чаще всего полностью отказываются от применения кислородно-газовой сварки.
Температура нагрева и большая зона нагрева, а соответственно и еще большая околошовная непрочная зона нагрева, не способствуют выбору данного способа соединения.
Негативное термическое влияние, а так же перегрев зоны шва, приводит к возникновению ненужного внутреннего напряжения металла и к сильной деформации общей конструкции (балки).
Но газовая резка с последующей обработкой кромок и газовая сварка для исправления дефектов готовых металлоконструкций используется часто.
Распространенные варианты соединения швеллеров
Для соединения двух швеллеров между собой используют два основных варианта. Выбор варианта соединения зависит:
- от условий выполнения шва;
- от длины сварного соединения и количества сварщиков для его исполнения;
- от вида нагрузки и зоны ее влияния (чаще всего это сжатие, приложенное к середине центра сечения);
- от толщины и типа швеллера;
- от максимальной общей нагрузки на конструкцию, от необходимой прочности.
Основные типы соединений и самые распространенные металлоконструкции из швеллеров на практике получают при использовании наиболее удобного метода сваривания.
Сварка швеллеров согласно ГОСТу.
Используется электродуговая сварка (ГОСТ 11534) или сварка под флюсом (ГОСТ 15164) с электродами УОНИ. Для начала необходимо сваривать более толстые элементы — полки швеллеров, а только потом менее толстые — стенки.
Сварка встык
Используется чаще всего, так как является наиболее экономичной. Если главные критерии для соединения швеллеров — простота и скорость работы, а не качество и надежность, то стоит остановиться на таком шве.
Сварку необходимо выполнять с двух сторон с достаточной глубиной провара.
В монтажных условиях и при учете не использования такого соединения для сборки отдельных элементов конструкции допускается односторонняя сварка с подваркой корня шва.
Сварная двутавровая балка: изготовление, сварка между собой

Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции.
Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной.
Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки.
А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты.
Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине.Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Из какого материала и как изготавливаются балки?
Для строительных работ используются перекрытия, которые различаются по материалу и виду изготовления:
- Деревянные. Делятся на цельнобрусовые и комбинированные (склеенные из ДВП, фанеры и дерева).
- Металлические. Бывают трех классификаций: выполнены способом горячего литья уже готовой формы, сваркой отдельных частей и особые кровли из легких металлов для спортивных, концертных и выставочных сооружений.
- Железобетонные. Производятся либо в промышленных условиях с непременной вставкой арматуры, либо способом литья сразу на строительной платформе.
Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей.
Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций.
Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной.
У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали.
Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем.
Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ.
Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость.
Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали.
Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист.
Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной.
Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке: