Сварка инвертором для чайников
Сварка инвертором для чайников — Станки, сварка, металлообработка

Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков.
Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций.
В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным.Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры.
Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством.
Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата.
При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие.
После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть.
Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.Как правильно сваривать металл инвертором: советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну.
Как правильно сваривать металл инвертором для новичков
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.
Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс, узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.
Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус».
Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.
То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
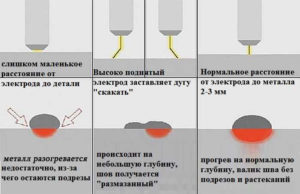
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ очень важно следить, чтобы шов был на уровне металла. Глубоко и интенсивно протекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электродом будут слишком быстрыми, то шов получится дефективным.
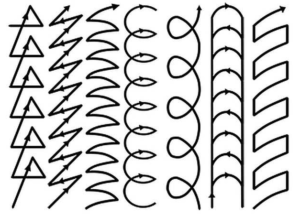
Для образования идеального шва можно делать зигзагообразные и круговые движения.
- При движениях в разные стороны следует контролировать образование шва сначала с одного края детали, потом сверху ванны и затем с другого края изделия.
- При круговых движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, нужно знать, что ванна следует за теплом. Когда металла электрода недостаточно, формируется подрез. Чтобы не допустить его появления необходимо тщательно следить за ванной и контролировать наружные границы.
С помощью расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет расположение электрода, тем менее выпуклым будет шов, так как ванна будет хорошо проплавляться, вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен слишком сильно, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, так как сила направляется назад.
Поэтому для того чтобы сдвинуть ванну назад или получить плоский шов, наклоны электрода должны быть под разным углом. Начинать следует с угла в 45 до 90 градусов. С помощью такого угла можно нормально выполнить сварку и получить плоский шов.
Тем, кто задумал обучиться сварочным работам, лучше всего заняться этим с помощью инвертора. Простой в использовании он идеально подойдет для начинающих сварщиков.
Однако следует знать, что продаваться могут модели, которые подходят для любительской сварки, а также дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности.Не стоит забывать и о том, что для сварочных работ обязательно нужны средства индивидуальной защиты. На дугу ни в коем случае нельзя смотреть без специальной маски.
- Фёдор Ильич Артёмов
- Распечатать
Как варить инверторной сваркой: инстуркции и советы для новичков
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков.
Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций.
В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Сварка инвертором: уроки для чайников, основы и правила работы для начинающих

Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку.
Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом.
Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями.
На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания.
Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей. Как подобрать электрод для инвертора читайте в этой статье.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию.
Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту.
Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны.
Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей.
Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным.
Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места.
При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься».
Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли.
Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными.
Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
Сварка инвертором для чайников
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка.
Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы.
Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
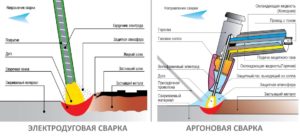
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Как правильно варить инвертором?
Дома или на даче часто возникают небольшие задачи, связанные со сваркой. Научиться варить самому дело несложное. К тому же всегда приятно сознавать, что можешь что-то сделать собственными руками.
Для приобретения навыков, начинающим отлично подойдут сварочные инверторы. Они имеют небольшие габариты (меньше микроволновки) и вес (3-7 килограмм). Дают хороший сварочный шов.
Что более всего этого важно, так это их небольшая стоимость (в диапазоне 1-3 тыс. гривен).
Что это за зверь?
Сварочный инвертор — это ручной дуговой аппарат, применяемый для создания сварных соединений. Питается от электросети 220 В. Уменьшая высокую частоту напряжения (вольт), он повышает силу тока. Номинальное значения тока может достигать 200 ампер. Обладает хорошей мощностью (0,99) и высоким КПД (85-90%).
Из регулирующих – переменный резистор, который прибавляет или убавляет напряжение. Кнопка вкл/выкл. Также от инвертора идут два кабеля. Один на массу в виде прищепки. Второй на держатель.
Перед тем, как выбрать сварочный инвертор, следует узнать его плюсы и минусы.
Преимущества
- Напряжение на выходе независимо от напряжения на входе;
- Благодаря удерживаемому показателю тока, начинающему сварщику будет проще контролировать высоту дуги;
- Небольшие размеры позволяют работать в труднодоступных местах и на высоте.
Недостатки
- Боятся пыли, особенно металлической. Она может привести к серьезным и дорогостоящим поломкам. Этот минус устраняется правильной эксплуатацией. Не стоит работать рядом с аппаратом болгаркой.
- Бюджетные модели быстро перегреваются. Им необходимо время для перерыва каждые 20-30 минут работы.
Выбор сварочного инвертора для дома
Теперь давайте рассмотрим виды сварочного оборудования.
- Бытовой – это инверторы для ручной дуговой сварки (ММА). Сварка производится одноразовыми электродами. Они понемногу расплавляются, оставляя после себя скрепляющий шов. Это самые простые по своим характеристикам аппараты. С ними можно работать при любой температуре окружающей среды, будь то мороз или жара. Хороший производитель оснащает их функциями, облегчающими работу в целом. Подойдут для выполнения несложных бытовых задач. Например для сварки стеллажа или каркаса забора. Дают возможность работы практически со всеми видами стали толщиной от 2 до 10 мм;
- Универсальный – это полуавтоматическая сварка в среде защитных газов (MIG-MAG). По своим возможностям различают простые модели и высокотехнологичные. Лучшие универсальные сварочные инверторы – это мощные трехфазные автоматы для поточного производства. Работа на данной технике выполняется проволокой, которая автоматически подается через сварочную горелку.
- Профессиональный инвертор – это аргонно-дуговая сварка (TIG). Технология этого аппарата дает возможность сваривать любые типы металлов. Выдерживает продолжительные нагрузки. Шов получается ювелирного качества. Единственный вид сварки, позволяющий работать с тонким материалом (от 2 мм и меньше).
Основными отличиями бытовых и профессиональных инверторов являются, во-первых, цена. Во-вторых, качество. В-третьих, комплектация. Стартовый комплект универсальных и профессиональных аппаратов состоит из:
- Газовых баллонов;
- Горелок;
- Катушек с проволокой;
- Редукторов;
- Шлангов.
В базовый набор входит только небольшой инвертор и кабеля.
Подготовка перед сварочными работами
Любая сварочная работа связана с током. При подключении инвертора визуально проверяем кабеля. Смотрим на прожоги, потертости, пробои. Проверяем соединение сварочных кабелей к аппарату.
Выбор средств защиты
Также с температурами. Сварочные швы горячие, поэтому при работе с металлами обязательно нужно иметь:
- Маску со светофильтром. Защита лица и глаз от излучений и брызг металла является первостепенной. Для простых работ может подойти сварочный щиток или пластмассовая маска.
- Перчатки. Подойдут обычные холщовые рукавицы, которые можно купить в строительном магазине. При работе на высоте нужно обзавестись крагами.
- Роба должна быть огнестойкой. Бюджетный вариант — это брезент с пропиткой.
- Обувь. Подойдут ботинки любой марки. Главное, чтобы они были выполнены из натуральной кожи на резиновой подошве.
- Респиратор. Необходим только в замкнутых помещениях, чтобы при сварке не вдыхать дым.
Перед началом работы определяемся с наличием всего, что нам необходимо, не забывая о своем здоровье. Помимо средств защиты нам еще понадобится один инструмент – молоток. С его помощью мы будет проверять качество шва.
Расходные материалы
Правильный выбор электродов
Новичкам для несложных задач подойдут обычные электроды МР-3. По толщине они идут размером от 3 до 6 мм.
Ими просто работать потому что:
- Они хорошо разжигаются;
- Не капризны к качеству свариваемых поверхностей;
- Мягко варят, тем самым позволяя легко держать дугу на коротком и среднем расстоянии;
- Дают возможность работать в труднодоступных местах.
Для домашнего пользования при варке металлоконструкций, данный вид электродов подойдет лучше всего.
Очистка и подготовка поверхности металла
Перед работой необходимо подготовить металлические детали: очистить поверхность от загрязнений, дефектов и неровностей (это может быть ржавчина или смазка). Они должны получиться ровными.
Чтобы начать варить металл, нужно правильно взять в руки держатель, чтобы кабель не колебался. Следует обвернуть провод по внешней стороне руки один раз.
Тогда рука не будет переутомляться, и мы сможем спокойно манипулировать кистями. При сварке не нужно прижимать локоть к телу. Потому что дыхание будет сбивать движения.
Работа со сварочным инвертором
Для начала стоит сказать, что инверторный сварочный аппарат очень прост в обращении. Любой человек, не имеющий знаний в сфере сварочного производства сможет быстро разобраться с этим аппаратом даже без инструкций.
Теперь можно приступить к электросварке.
Зажимаем электрод в держатель. Во время сварки направляем электрод перпендикулярно плоскости. Затем отводим его на 15 градусов от шва. Зажимаем дугу и начинаем движение.
Обращаем внимание, что наклон должен быть направлен в сторону шва, если эта сварка идет углом назад. Если углом вперед, то углом от шва. Расстояние между электродом и свариваемой поверхностью 1-2 мм.
При таком расстоянии у вас будет возникать ощущение, что вы ведете карандашом по листу бумаги.Первые швы, с которых нужно начать обучение, ниточные. Они образуются без каких-либо манипуляций, но выдерживают большие нагрузки. Нужно учитывать, что во время сварки электрод уменьшается. Поэтому нужно всегда следить за рукой, чтобы она не заваливалась и не поднималась. С инверторными аппаратами нам не нужно будет бить и находить контакт. Мы зажигаем дугу простым «чирканьем».
После контакта проводим шов. Он получится небольшой ширины. Но должен быть максимально ровным и гладким, без чешуйчатости. Качество шва проверяется ударом молотка рядом с ним. После удара весь шлак слетел разом? Значит шов хороший.
Советы начинающему сварщику
В сварке важную роль играет дыхание. Для обучения желательно иметь большие заготовки (не менее 30 см). Детали таких размеров побудят задерживать дыхание на продолжительное время.
При поджигании дуги стараемся проварить весь электрод. Со временем дыхание выработается в такт движения руки. Но на первом этапе нам важно научится варить шов как можно большей длины. Обучение этой привычки научит вас быстрее делать качественные швы.
Дальше от вас потребуетсятолько практика. Как говорится: терпение и труд все перетрут!