Таймер для контактной сварки своими руками
Схема реле времени для точечной сварки
» Блог » Схема реле времени для точечной сварки
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками.
Как сделать модуль таймера для точечной сварки
Список радиоэлементов которые нужны для таймера:
- Тиристор BTA16-600B (корпус TO220) – 1 шт;
- Микросхема HEF4093 – 1 шт;
- Резистор 390 к (0,25 Вт) – 1 шт;
- Резистор 4,7 к (0,25 Вт) – 2 шт;
- Резистор 1 к (0,25 Вт) – 3 шт;
- Резистор 680 Ом (0,25 Вт) – 1 шт;
- Резистор 330 Ом (0,25 Вт) – 2 шт;
- Резистор 100 Ом (0,25 Вт) – 1 шт;
- Светодиод на 3 В – 1 шт;
- Оптрон MOC3041 – 1 шт;
- Транзистор C1815 – 2 шт;
- Переменный резистор 10 к – 1 шт;
- Конденсатор 220uF/50V – 1 шт;
- Конденсатор 1uF/50V – 1 шт;
- Конденсатор 100uF/25V – 1 шт;
- Конденсатор 220n/250V – 1 шт;
- Кнопка без фиксации – 1 шт;
- Диодный мост 2W08 – 1 шт (так как в точечной сварке используется отдельный блок питания постоянного напряжения то его ставить не надо, если таймер будет ставится в другую конструкцию то в этом случае оставьте).
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки, инструкция:
Сначала делаем плату, распечатываем рисунок печатной платы:
Как сделать модуль таймера для точечной сварки
По ЛУТ технологии (или другой удобной Вам) переносим рисунок на плату, травим, сверлим, лудим дорожки.
Запаиваем радиокомпоненты согласно схемы, на фото представлено расположение деталей на плате:
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1. Ко второму разъёму h2 подключена кнопка (без фиксации) запуска таймера.Вместо диодного моста я подключил отдельный блок питания, так как в аппарате точечной сварки я буду использовать адаптер питания на 12 В и 0,5 А, сама же схема может питаться от 6 до 12 В.
Теперь нажимая кнопку будет на некоторое время зажигаться лампочка от доли секунд до 2-х секунд в зависимости от положения ручки потенциометра VR1.
Как сделать модуль таймера для точечной сварки
Если всё работает как надо то можно теперь устанавливать наш самодельный таймер в аппарат для точечной сварки.
Забрать к себе:
bestdiy.ru
Таймер для точечной сварки | Все своими руками
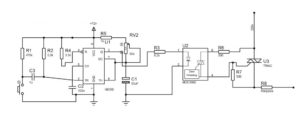
Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1.
Основой данного таймера является микроконтроллер PIC16F628A. Вообще программа, записанная в контроллер, это программа вычитающего счетчика. Для работы микроконтроллера используется его внутренний генератор. Обратный отсчет производится с периодом в 100мс.
Максимальное время выдержки, чтобы не усложнять программу, я сделал, двадцать пять с половиной секунд. Установка времени выдержки устанавливается при помощи кнопок SB1 и SB2. Кнопкой SB1 увеличиваем значение выдержки времени, а с помощью кнопки SB3 — уменьшаем. Причем при установке времени, период смены показаний не постоянный.
Сначала показания будут меняться с периодом в половину секунды. Потом этот период уменьшится до 25мс. Это сделано для увеличения оперативности установки необходимой выдержки. При первом включении таймера на индикатор будет выведена из EEPROM контроллера выдержка в 10,0 секунд.
В последующем в энергонезависимую память будут записываться уже ваши значения. Запускается таймер кнопкой «Старт», после ее нажатия на выводе 15 DD1 появляется фронт управляющего сигнала и сразу же начинается обратный отсчет установленного времени выдержки.
По истечении этого времени, напряжение на выводе 15 DD1 падает почти до нуля — спад импульса управления. Повторное нажатие на кнопку возможно только через 3 секунды, если выставленная выдержка менее этого времени, или после окончания импульса управления, если длительность импульса более 3 секунд.
В схему таймера введена перемычка J1, дающая возможность применять индикаторы, как с общим анодом, так и с общим катодом. Если перемычка отсутствует, то программа индикации будет обслуживать индикатор с общим анодом, а если перемычка установлена, то программа будет работать на индикатор с общим катодом.
Номиналы подтягивающих резисторов R1… R4 — могут быть любыми от 4,7к до 10к. Номиналы гасящих резисторов R5… R12 выбираются в соответствии с необходимой яркостью свечения сегментов индикаторов. Я всегда ставлю резисторы по 510 Ом. Это уменьшает нагрузку на выходы микроконтроллера и увеличивает срок службы самого индикатора.Микросхемный стабилизатор напряжения DA1 можно поставить любой на соответствующий ток нагрузки и выходное напряжение пять вольт. Например, КР142ЕН5А. Максимальное входное напряжение зависит от выбранной вами микросхемы стабилизатора. Максимальное входное напряжение для микросхемы КР142ЕН5А равно 15 вольт.
Так как при контактной сварке возникают очень большие электромагнитные поля все устройство, во избежание сбоя программы, должно быть тщательно экранировано, а напряжение питания, возможно, придется подавать через LC фильтр. Конденсатор С2 при монтаже схемы припаивают непосредственно в соответствующим выводам микроконтроллера.
Программа и схема разрабатывались по просьбе одного из посетителей сайта, поэтому в железе проверить данную схему пока не представляется возможным. Таймер был промоделирован в протеусе.
Скачать “Таймер для точечной сварки” tajmer-dlya-tochechnoj-svarki.rar – Загружено 1072 раза – 30 KB
7 091
www.kondratev-v.ru
Таймер для точечной сварки своими руками
Точечная сварка имеет ряд отличий от других ее разновидностей, которые используют электрическую энергию в течение долгого времени. Здесь разряд идет относительно короткое время.
При этом используется большое количество энергии, так что в случае слишком длительного воздействия есть риск перепалить или прожечь свариваемый металл. Чтобы избежать всех этих проблем, аппараты обладают встроенными автоматическими системами.
Но далеко не всегда люди применяют заводское оборудование и иногда он делают сварочные аппараты самостоятельно. Для таких изделий может потребоваться таймер для точечной сварки своими руками.
Таймер для точечной сварки своими руками
Для данного изделия очень важными факторами является надежность работы и высокий уровень точности проведения процедуры.
Если таймер отключит выключатель слишком быстро, то деталь может не провариться, а если получится большая задержка, то вместе соединения может быть образована дыра.
Отрегулировать таймер на нужный режим не составит большого труда, так что при самостоятельном производстве изделия нужно позаботиться о наличии сопутствующих компонентов.
Область применения реле времени
Реле времени для контактной сварки своими руками можно сделать в различных целях. В основном это применяется для установки его на самодельный аппарат точечной сварки. Система управления и таймер должны работать совместно.
Есть различные принципы действия, но все они сводятся к одному – своевременному отключению. Это нужно как для тех аппаратов, в которых таймер совсем отсутствует, так и для тех, в которых он вышел из строя.
Некоторые типы электроники не поддаются ремонту и нужно либо покупать новый контроллер, либо делать все самостоятельно.
Необходимые компоненты для таймера-реле времени для точечной сварки
Если вы решили собрать таймер для контактной сварки своими руками, то вам для этого понадобятся:
- Микроконтроллер;
- Внутренний генератор;
- Резисторы (гасящие и подтягивающие);
- Рычаги переключения
- Конденсатор.
Компоненты таймера
Процесс сборки таймера для точечной сварки своими руками
Если вам нужно сделать реле времени для точечной сварки своими руками, то основным компонентом здесь будет выступать микроконтроллер. В него занесена программа, которая действует как вычитающий счетчик. Чаще всего обратный отчет идет с периодичностью в 100 мс. Для нормальной работы микроконтроллера в нем должен присутствовать исправный генератор.
«Важно!
Микроконтроллер следует программировать под определенный тип задач. Установив период выключения, также требуется задать максимальное время выдержки. Чтобы не делать программу слишком сложной, можно поставить его на 25 секунд.»
Для того, чтобы поставить время выдержки, на устройстве имеются специальные кнопки. Чаще всего их две и одна служит для увеличения времени задержки, а вторая для ее уменьшения.
Когда происходит установка времени, то период смены показаний становится непостоянным. В самом начале работы периодичность смены показаний будет составлять около 50 мс, после чего это значение снизится до 25 мс.Данная особенность предусмотрена для более быстрой установки нужного времени выдержки.
Точечная сварка своими руками
Точечная сварка не пользуется особой популярностью в быту, однако бывают случаи, когда без нее просто не обойтись. И когда необходимость в точечной сварке возникнет, ее легко можно изготовить своими руками, как например, в моем случае, точечная сварка понадобилась при изготовлении клетки для попугаев, а именно, изготовлении сварной сетки из нержавеющей проволоки диаметром 3мм.
Силовая часть самодельной точечной сварки
Самый простой и доступный способ изготовления точечной сварки своими руками используя трансформатор от старой (неисправной) микроволновки. В частности нам понадобится повышающий трансформатор (в микроволновке он единственный больших размеров, так что вы не ошибетесь какой именно).
Если неисправной микроволновки в наличии не имеется, можно приобрести б/у трансформатор на барахолке или через доску объявлений. Можно даже использовать сгоревший трансформатор (с пробитой вторичной (высоковольтной) обмоткой, которую мы все равно удаляем).
Вторичная обмотка, самая тонкая, и с ее удалением особо церемониться не стоит. Просто спиливаем ножовкой выступающую часть обмотки, а остатки выбиваем молотком.
При удалении вторичной обмотки необходимо следить за тем, чтобы не повредить первичную обмотку.
Чтобы увеличить размер окна, пластины аккуратно удаляем отверткой.
В итоге у нас получается размер окна 14,5 х 28,5мм. У меня возникла мысль в качестве вторичной обмотки использовать сварочный кабель (в резиновой оболочке), внешним диаметром 13мм. Для реализации проекта было приобретено 1,5 метра сварочного провода.
Если первый виток, мне кое как удалось сделать, то второй виток было сделать нереально, а все из за материала и неравномерного диаметра оболочки (он намертво застрял). Даже мыло и шампунь не помог, сделать второй виток.
Колупаясь целый день, мне удалось сделать всего лишь полтора витка. Напряжение на выходе получилось 1,5В.. Мне сразу пришла мысль попробовать переплавить кусок проволоки (диаметром 2мм), положив на выходные контакты силового кабеля. Но результат меня разочаровал, проволока практически минуту нагревалась, что меня совсем не устраивало.
Было принято решение срезать резиновую оболочку с провода, и обмотать лавсановой изоляцией. Что касаемо лавсановой изоляции, то это, пожалуй, наиболее подходящий материал для этих целей (прочная, термостойкая с гладкой поверхностью подобно шелковой ленте).
Таким образом, мне удалось без проблем намотать три витка.
Разумеется, у меня сразу же возникла мысль протестировать трансформатор на куске проволоке. Что я могу сказать, проволока толщиной 2мм перегорела на пару секунд, а чтобы перегорел болт М6 понадобилось 10 секунд.
Ради интереса, я решил посмотреть за какое время, болт М6 перегорит при двух витках, и это время составило аж 50 секунд.
Все-таки, хоть и разница в напряжении не велика (1 виток равен 0,95В), но результат существенно отличается.Особое внимание необходимо уделить всем соединениям, поскольку при высоких токах, в местах плохого соединения будет происходить нагрев, а соответственно расход лишней энергии. По этой причине клеммы я решил пропаять, предварительно зачистив. Пайку клемм производил над газовой плитой, заполняя все свободное пространство проволочным оловом.
Изготовление механической части
Силовая часть самодельной точечной сварки готова, теперь можно приступать к изготовлению механической части (клещи). В принципе большая часть материалов у меня валялись в гараже, поэтому как говорится, лепил из чего было. В качестве основы был использован стеклотекстолит толщиной 5 мм. Для изготовления клещей был использован латунный шестигранник.
Электродами для самодельной точечной сварки послужило жало от паяльника диаметром 6мм (более тонкое использовать нет смысла, поскольку оно быстро перегорает), заточенное на конце.
Электроды в латунном шестиграннике фиксируются болтами М6.
Особое внимание необходимо уделить всем контактам, они должны быть очищены от окислов и надежно соединены.
Надеясь на то, что самодельный аппарат точечной сварки готов, я решил проверить его работоспособность. Вставил крест-накрест два прутка из нержавейки диаметром 3 мм., включил аппарат, но чуть передержав, проволока просто напросто переплавилась. Я понял что, для моих целей этого не достаточно и аппарат необходимо снабжать реле времени, который бы включал аппарат на заданное время.
Реле времени для точечной сварки
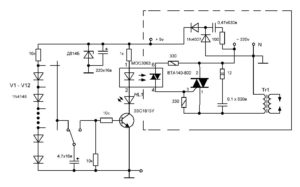
Реле времени для точечной сварки хотелось сделать наиболее простым (без использования транзисторного ключа), но мне этого не удалось. Путем экспериментов и имеющимися в наличии радиокомпонентами, получилась следующая схема
Реле времени было выполнено с отдельным блоком питания на 12В. Принцип действия схемы довольно прост. В исходном состоянии конденсаторы подключены к блоку питания (заряжаются).
При нажатии на кнопку S4, конденсаторы переключаются на транзисторный ключ, тем самым открывая его. Время открытия транзисторного ключа регулируется резистором R2 и конденсаторами С1-С3.
Во время открытия транзисторного ключа, срабатывает 12В реле RY2, которое своими контактами включает более мощное реле RY1 рассчитанное на 220В.Реле RY1 можно заменить на пускатель, если есть место в корпусе где его расположить, либо использовать твердотельное реле, что будет даже лучше (в твердотельном реле нет контактов, а следовательно ничего подгорать не будет).
При включении в цепь только конденсатора С1, можно регулировать интервал времени до 2-х секунд, а при включении всех конденсаторов (при параллельном включении емкость суммируется), можно регулировать время до 12 секунд.
Хочу отметить, что данный таймер был изготовлен из подручных материалов для выполнения грубых, повторяющихся работ.
И в случае, если вам необходимо сваривать более деликатные изделия (например, аккумуляторы, тонкую проволоку), где время выдержки регулируется в очень малых пределах 0,1-0,3 сек, тогда вам лучше установить цифровой таймер, либо использовать готовыйтаймер с регулировкой мощности, что возможно, обойдется даже дешевле чем собирать данную схему с использованием твердотельного реле.
Изготовление корпуса для точечной сварки
Наиболее подходящим был бы корпус из листового железа, но подходящего, к сожалению, у меня не нашлось. Но зато нашелся корпус от неисправной мясорубки, в которой вполне легко разместились все элементы.
Корпус пластиковый, и при перегреве есть риск того, что он будет плавиться, поэтому этот недостаток я компенсировал небольшим вентилятором на 220В.
Напоследок, для удобства, я решил оснастить самодельную точечную сварку рычагом, при помощи которого можно прижимать клещи. Для защиты от поражения электрическим током, рычаг обмотал изоляцией.
Кнопку таймера, примотал к рычагу изолентой.
Точечная сварка изготовленная своими руками готова к работе, теперь можно испытать в реальных условиях (смотрите видео).
Как по мне, то данный вариант самодельной точечной сварки не уступает заводским образцам (подобной мощности), за то экономия налицо.
Помимо трансформатора от микроволновки, для изготовления точечной сварки вполне пригодны и другие силовые трансформаторы, на основе которых можно собрать более мощную точечную сварку.
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
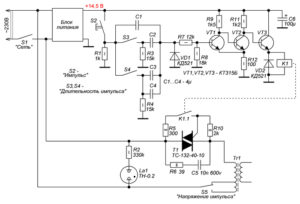
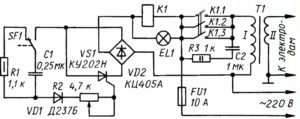
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Контактная сварка своими руками
Контактная сварка представляет собой соединение двух деталей в одно целое, которое происходит при помощи нагрева в месте сварки мощным кратковременным потоком электричества.
При этом одновременно происходит сжатие деталей в месте нагрева до возникновения пластической деформации. В промышленности этот вид соединения применяется достаточно широко, но в последнее время всё чаще мастера применяют его и в домашних мастерских.
Причем этим способом можно сваривать не только одинаковые металлы между собой, но и разные по составу.
Сварка алюминия при помощи контактной точечной сварки
Этот способ хорош и для ремонта инструмента, в том числе и садового, и для ремонта более крупных деталей, таких как кузов автомобиля. Особенно успешно применяется контактная сварка при соединении алюминия, который имеет свои особенности сварки.
Хорошо варить и сетку для ограды.
При контактной сварке меньший риск прожечь тонкий лист металла. В месте соединения деталей на точке их соприкосновения под воздействием тока металл расплавляется.
Сжатие этого места способствует переходу металла одной детали в другую. Затем подача тока прекращается, и металл кристаллизуется, образуя единое целое.
Компании, выпускающие такое оборудование, очень чутко реагируют на повышение спроса, поэтому в продаже сейчас можно найти бытовые приборы для сварки. Стоят они от 12000 рублей и не каждому по карману.
В то время как специалисты научились сами изготавливать такие приборы.
Как выглядит контактная сварка своими руками из микроволновки
Из микроволновой печи извлекается трансформатор, лучше, если он будет мощностью выше 700 Вт. В трансформаторе используем вторичную обмотку, снимая её так, что бы первичная осталась неповреждённой. В итоге нам нужно иметь ток, силой не меньше 500 А. Для этого усиливаем первичную обмотку, намотав на неё в зазоре изолированный провод, толщина которого около 1 см. Получится 2-3 витка.
Наматываем обмотку толстым проводом
Если у нас была мощность трансформатора около 1000 Вт, такой переделки будет достаточно, что бы варить пластины толщиной 3 мм.
Ток в момент сварки может увеличиваться до 1500 А. Для работы в квартире больше и не нужно, и так будут скачки напряжения. Если у вас частный дом, тогда мощность можно и увеличить.
Для увеличения мощности можно установить параллельно два трансформатора, тогда сварочный ток удваивается. Нужно обратить внимание на то, что бы не было подключения в противофазе. Для этого следят за тем, что бы направление витков на вторичной обмотке было одинаковое.
Схема сдвоенного подключения трансформатора.
Здесь указаны схема №1 и №2 для контактной сварки, изготовленной своими руками из двух микроволновок.
Нужно только, что бы вторичные обмотки трансформатора имели то же количество витков.
Реле времени для контактной сварки можно также собрать своими руками, руководствуясь, например, следующей схемой.
Реле времени для контактной сварки своими руками, наиболее простая схема
Можно собрать реле и совсем по простой схеме
Эту схему соберет и новичок
Далее в вопросе, как сделать контактную сварку своими руками стоит вопрос электродов. Используя для этого медную проволоку, нужно обратить внимание, что её толщина должна соответствовать диаметру того провода, который идет от трансформатора, причем длина у проводов должна быть минимальной длины.
Пример установки электрода
Как вариант, можно использовать и жало от паяльника б/у. В процессе выработки электроды нужно будет подтачивать, а затем и вовсе менять.
Клещи для сжатия для контактной сварки, которые можно изготовить и своими руками или применить от другого оборудования, в месте сварки могут иметь разную конструкцию, но давления для бытового прибора будет достаточно до 30 кг.
Причем, чем длиннее рычаг, тем меньше к нему нужно прикладывать усилий.
Клещи для сжатия места сварки
Как видно, изготовить оборудование для контактной и точечной сварки своими руками совсем не сложно.
Изготовление своими руками контактной сварки на конденсаторах
Конденсаторную контактную сварку есть смысл собирать своими руками в случае, если работы связаны с со сваркой цветных металлов или с привариванием небольшой детали к большей, что важно для домашних умельцев. Такой прибор имеет высокое напряжение при работе.
Конденсаторы — это батарейки, собранные определенным образом. Время прохождения тока очень мало, буквально 0,1 секунды, но при этом образуется дуга температурой, достаточной для расплавления металла. Место сварки сжимается прибором, в результате чего получаем прекрасный сварочный шов.
По видам они бывают транформаторными и безтрансформаторными.
Собираем аппарат согласно схеме из конденсаторов
По сравнению с аппаратом, изготовленным из микроволновки, такой прибор не потребляет много электроэнергии. Кроме того, он не требует принудительного охлаждения. Скорость работы при вырабатываемом плотном сварочном токе вполне приличная.
Швы получаются аккуратные, что очень актуально в случае сварки тонкого или цветного металла.
Изготавливаем прибор следующим образом. Берем самую простую схему, например, следующую.Самая элементарная схема контактной сварки на конденсаторах для изготовления своими руками
Первичную обмотку пропускаем через выпрямительный, диодный мост и подключаем её напрямую к источнику напряжения.
С тиристора (это полупроводниковый прибор), который имеет кнопку для пуска, на мостовую панель проходит сигнал. Конденсатор через тиристор подключается к выпрямительному мосту и на первичную обмотку.
Для его зарядки включаем специальную дополнительную цепь, имеющей диодный мост и трансформатор.
Емкость конденсатора, который и является источником импульса, должна быть в пределах от 1000 до 2000 мкФ, а первичная обмотка должна быть изготовлена из проволоки, немногим меньше 1 см, примерно 0,8 см, его обматываем в 300 витков. Сердечник изготавливаем из трансформатора Ш40 размером в 7 см.
Что бы изготовить вторичную обмотку, используем медную шину, 10 обмоток будет достаточно.
Используя конденсаторы, выбор которых ограничивается только мощностью- 10В, а также напряжением 15 В.
Затем изготавливаем зажим и электроды, как указано в предыдущей статье, только в размерах, соответствующих данному прибору.
Вариант изготовления клещей для зажима при контактной сварке
Прибор для контактной сварки на конденсаторах своими руками готов
Изготовление прибора для контактной сварки из инвертора своими руками
Можно изготовить контактную сварку своими руками, используя сварочный инвертор. При этом получаем на выходе низкую потребляемую мощность при достаточных основных рабочих показателях.
Схема, по которой можно изготовить аппарат для контактной сварки из конвертора своими руками
Появляется возможность сварки тонких листов при достаточно низкой цене аппарата, который в итоге получается и простая конструкция, которой не сложно работать.
Есть и недостатки.
Вся конструкция не совсем надежная, так как делают её без расчетов. Поэтому её использовать как профессиональное оборудование не получится, к тому же регулировка имеет небольшой диапазон.
Сам корпус слабый и не имеет защиты от ударов, влаги и прочее.
Собираем аппарат, например, по приведенной схеме. Можно и слегка изменить её но принцип соединения силовой части, выключателя, цепи управления, а также защиты. Из инвертора используются трансформатор, блок питания. Нужна система управления и сам выключатель
В первой обмотке подключаются сварочный трансформатор и тиристорный пускатель.
Вторичная обмотка не нужна, её удаляют, особо церемониться с ней не нужно, можно использовать молоток и зубило.
Далее первичную обмотку усиливают намоткой второго слоя проволокой толщиной 2 -3 см. Её обязательно изолируют. Это может быть как специальная изоляционная бумага, так и специальный лак. Как и в первом случае, важно правильное направление обмоток. Проверяем все при помощи обыкновенного вольтметра.Проверяем силу тока, она не должна быть выше 2000 А.
Электроды выбираем немного меньше, чем толщина кабеля. По составу это может быть медь, медный сплав с добавлением хрома или с медными наконечниками.
Соединяют электроды для контактной сварки своими руками при помощи или пайки или при помощи болтов и гаек. Пайку используют для маломощного оборудования. При соединении электродов с кабелем болтами, последние желательно использовать медными.
Пример соединения электродов
Изготовление такого прибора всегда оправдано и целесообразно.
Поиск данных по Вашему запросу:
Дневники Файлы Справка Социальные группы Все разделы прочитаны. Задумал сделать точечную сварку для мелких деталей из цветных металлов медь, латунь, серебро. Буду благодарен вопросам, идеям и замечаниям. Пишите, обсудим прямо в форуме.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Реле времени своими руками
Реле времени для споттера своими руками
Помощь — Поиск — Пользователи — Календарь. Перейти к полной версии этой страницы на форумах сайта Электрик: Самодельная точечная сварка. Собрал схему С. Нажмите для просмотра прикрепленного файла Работает, правда есть там парочка несущественных неточностей.
Применены тиристоры Т, трансформотор на броневом сердечнике 1,6 кВт. Очень нестабильная работа на коротких промежутках времени, например выставляешь устройство на 40мсек 4импульса ,а сварочный импульс иногда длится 20 или 30 мсек. Может кто посоветует что-нибудь дельное, чтобы сварочные импульсы были одинаковые. Цитата Дмитрий1 ЗЫ : емкость фильтра по питанию С4 может быть недостаточна.
Спасибо за ответы, попробую всё выше предложенное и отпишу. Один из глюков схемы: в схеме указана «кренка» КЕН8А у меня она и стоит у которой напряжение стабилизации 9 вольт, а в схеме везде почему-то 12 вольт. Один из глюков схема: в схеме указана «кренка» КЕН8А у меня она и стоит у которой напряжение стабилизации 9 вольт, а в схеме везде почему-то 12 вольт.
А зачем такие сложности? Я когдато делал намного проще. Обычный пкскатель и приставка выдержки времени. Комутировал первичку.
Так как трансформатор однофазный то чтоб продлить жизнь контактов соединил последовательно. Дешево и сердито если варить немного.
Если варить дохрена то есть с утра до вечера каждый день то тиристоры как в схеме, а управляющий электрод комутируется при помощи реле с примитивной времязадающей RC цепью.
Не боится никаких наводок, шпарит в жесточайшем режиме уже 10 лет. Пускатель не тянул, выходил из строя по механическим причинам, просто рассыпалась подвижная часть, на реле несколько раз отваливались пятаки контактов опять же по механическим причинам.
В качестве привода подвижного электрода изначально взял электропривод закрылков от самолета, техника хоть надежная, красивая но цеховых условий не выдюжила. Сейчас используется пневматика. Самая большая проблема износ электрода.
В том то и фикус, что выдержки нужны с точностью до 0,1 сек, отсюда и стремление к цифровому таймеру, ну и высший шик- управление симмистором, на нем кстати можно еще дополнительно регулировку мощности собрать У меня пока вот эта схема:.
А если не секрет что варите? Согласен, сейчас много чего появилось в продаже, как и сами споттеры со всеми прибамбасами, но интересно и самому сделать, пусть даже методом проб и ошибок, да и некоторые запасы старых толковых радиодеталей еще пока имеются.Вобщем то не варю, а вытягиваю вмятины на кузовном железе Сегодня опробовал предложения по улучшению работы устройства: зашунтировал ножки по питанию конденсаторами примерно 0. К улучшению не привело.
Может у меня стогерцовые импульсы управления криво формируются.
Сигнал старта импульса сварки — получается что он не синхронизирован с этими импульсами управления, может поставить на старт триггер и завести импульсы управления на него. Эх, осцилографа нет!
Устройства со сварочным импульсом длительностью 0,1сек и более в данном случае не могут быть применены. Такое устройство я уже собрал, там действительно применено покупное времязадающее устройство, два тиристора никаких контактов , пара сопротивлений и сам силовой трансформатор — работает стабильно и чётко.
Если кого интересует схему могу выставить. Прошу помочь разобраться со схемой С. Абрамова Нажмите для просмотра прикрепленного файла так как мне нужен сварочный импульс длительностью от 0,02сек 20ms до 0,06сек 60ms с шагом регулировки 0,02сек 20ms.
Эта схема реально формирует такие длительности, только почему-то нестабильно.
Мои познания в схемотехнике очень скромные — вот например понимаю, что на сигнал старта кнопка SB1 надо поставить триггер для его синхронизации с импульсами управления, а как реально это сделать не представляю.
Начало генерации симисторной открывашки — буду благодарен за схему этого узла, очень думаю, что он здесь нужен. Длительность коротких импульсов можно смотреть стробоскопически — прошу поподробнее.
Это мы берём однофазный асинхронник навешиваем на него диск с одной или четырьмя штрихами по радиусу, это движок значит крутится, а мы освещаем его неонкой — так чтоли? Информацию о нестабильности длительности импульса сварки я получал от звука работы трансформатора, от результата самой сварки, от светодиода установленного последовательно с сопротивлением 1кОм между выводом 6 микросхемы ЛА9 и массой, от лампы вт установленной вместо сварочного трансформатора.
Цитата Дмитрий1 1. Цитата Мойсеич 1. КЕН8А у меня в металле — 12 вольт За свякие крен А привязка к сети ну очень нехорошо сделана, хотя бы чем-то фронты сделать. Цитата Дмитрий1 2. КЕН8А в пластиковом корпусе. Привязка к сети действительно вызывает сомнения. К сожаления нет в наличии осцилографа, чтобы проверить эти импульсы. Может кто знает как стопудово рабочий этот узел сделать.Цитата yurij 2. Я тоже хотел эту схему собирать, уже разводку сделал. Теперь буду думать делать или нет. На схеме 1,3 вывод кренки надо поменять местами. Схема рабочая. Если вам не нужны короткие сварочные импульсы, как в моём случае, собрать можно.
Так в этой схеме у тиристоров нет жёсткой синхронизации с сетью по управлению, поэтому она вряд-ли будет адекватно работать. Моя схема помоему отличается от вашей, или я что-то не доганяю. Если что поправте меня. Цитата DmitriyMon 2.
По моему, то, что надо и проще некуда! Но градуировку, желательно, проволочного сопротивления или магазин с галетником , все равно придётся по Осциллоскопу, или па При контактной сварки, для хорошего привара необходимо подобрать не только количество тока, но и силу прижима и диаметр рабочего пятна электрода, а так же материал электрода лучше медь, только она не долговечна, но можно и медно-бронзовые, только режимы настройки сварки будут значительно другими.
Ещё, при больших токах, используется режим «Модуляция» — это ни что иное, как плавное нарастание сварочного тока. Цитата Дмитрий1 3. Достал наконец-то осциллограф, правда он ламповый С, рабочий или нет пока не проверял.
С какой стороны к нему подходить тоже пока непонятно. Очень надеюсь на его помощь. Будет результат конечно-же отпишу. Цитата igors 4. Вот еще нашел, откуда то скачанное, написано, что выдержка от 0,1 сек, если в программировании силен, то подправишь под себя, исходник и прошивка имеются Вот параметры точ.
Цитата Навигатор3 4. Цитата Дмитрий1 4. Цитата iban2 6. Цитата Дмитрий1 7. Спасибо, нашёл то что нужно. Включал я этот агрегат, вроде работает, только луч подозрительно толстый. Щупов к нему нет, пытаюсь собрать какое-то подобие этих проводков.
Желаемого результата я действительно не увидел. Слабенькая у нас какая-то техника — осциллографу всего сорок лет, а он уже никуда не годный. Цитата igors 7.
А настраивать не пытался? Убавь яркость и плавно крути фокус, но если осцил допотопный, то можешь и не увидеть желаемого.Очень нестабильная работа на коротких промежутках времени, у меня была подобная проблема ввел в схему тригер стало работать куда стабильней схему я выложил в теме про самодельный спотер ана хоть нарисована коряво но разобраться можно. Имеется в виду триггер на сигнал старта или на формирование герцовых импульсов?
Да, вещь нужная, сам я не силён в схемотехнике, но то тоже набросал схемку как сделать этот узел через триггер ТМ2. Реальную доводку схемы отодвинул, пока не достану нормального осциллографа.
Неблагодарное это дело — собирать тиристорные схемы без этого прибора. Добрый день вот такой вариант как вам Нажмите для просмотра прикрепленного файла.
Цитата Андрей12 Цитата trapper25 В момент подключения силового трансформатора возможны паразитние колебания ,которые и сбивают с толку счетчики.
Лечить можно отвязкой от сети и использованием для счетчика независимого генератора ,построенного на той же лнке,можно даже кварцованной ,хуже не будет.
Но и о блокировочных конденсаторах не стоит забывать,- помогают.
Точечная сварка своими руками. Таймер NE555
Помощь — Поиск — Пользователи — Календарь. Перейти к полной версии этой страницы на форумах сайта Электрик: Самодельная точечная сварка. Собрал схему С. Нажмите для просмотра прикрепленного файла Работает, правда есть там парочка несущественных неточностей.
Как сделать сварочный аппарат точечной сварки в домашних условиях. Для включения я использовал полупроводниковое реле Fotek SSRDA DC. принципиальная схема контроллера сварочного аппарата С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле.
Аппарат точечной сварки своими руками
Споттер для рихтовки идеально подходит для аккуратной работы с вмятинами и повреждениями корпуса авто. Минимальные подготовительные работы с элементами машины, восстановление до первозданной формы, и быстрая последующая обработка места под покраску, поспособствовали внедрению этого устройства во все СТО и мастерские.
Но при работе в собственном гараже нет смыла покупать дорогой аппарат. Взамен магазинного, можно изготовить самодельный споттер. Для этого необходимо знать как собрать трансформатор, чем манипулировать напряжением для импульса, и из чего сделать рабочие элементы. Хорошими помощниками начинающему конструктору окажутся схемы и видео самодельного споттера из Сети.
Для создания споттера своими руками важно понимать процесс, происходящий внутри аппарата.
Точечная сварка. Изготовление
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового.
Очередной треш проект — делаем сами своими руками аппарат для точечной сварки из трансформаторов от микроволновок.
Таймер для аппарата точечной сварки
Хочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера.
Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку. Итак микроволновая печь около Вт потребляемая мощность препарирована.
В дополнение к трансформатору слева , я получил еще несколько полезных в хозяйстве вещей.
Как выполняется точечная сварка своими руками
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками.
По ЛУТ технологии или другой удобной Вам переносим рисунок на плату, травим, сверлим, лудим дорожки. Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1. Ко второму разъёму h2 подключена кнопка без фиксации запуска таймера.Вместо диодного моста я подключил отдельный блок питания, так как в аппарате точечной сварки я буду использовать адаптер питания на 12 В и 0,5 А, сама же схема может питаться от 6 до 12 В.
Точечная сварка. Вот еще схема точечной в журнале все описано .. Кстати в давние времена было такое реле времени «Импульс».
Контактная сварка – как самому изготовить оборудование и клещи?
Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1. Вообще программа, записанная в контроллер, это программа вычитающего счетчика.
Что собой представляет схема споттера. Таймер для споттера на микроконтроллере
Внимание покупателей подшипников. Каталог подшипников на сайте. Контактная сварка представляет собой соединение двух деталей в одно целое, которое происходит при помощи нагрева в месте сварки мощным кратковременным потоком электричества.
При этом одновременно происходит сжатие деталей в месте нагрева до возникновения пластической деформации. В промышленности этот вид соединения применяется достаточно широко, но в последнее время всё чаще мастера применяют его и в домашних мастерских.
Причем этим способом можно сваривать не только одинаковые металлы между собой, но и разные по составу.
Решил сделать контактную сварку из трансформатора от микроволновки, но не знаю, как реализовать управление мощностью? Поскольку ток очень большой, наверно лучше управлять не им, а длительностью его подачи на свариваемые детали!
Таймер для аппарата точечной сварки. Реле времени для контактной сварки своими руками
Зарегистрироваться Логин или эл. Войти Запомнить меня. Блог AliExpress Помощь по покупкам. Продолжаем велотему. Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы.
Треш проект – точечная сварка
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса.
Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения.
Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла.