Технология клепки металла
Клепки для металла

В каких случаях специалисты используют заклепочные соединения? Этот вид крепления применяют тогда, когда металлические детали плохо поддаются сварке или сборочный узел в ходе эксплуатации будет активно использоваться, подвергаясь нагрузкам.
Клепка. Основные понятия
Процесс, при котором происходит соединение элементов, называется клепкой. Данный процесс можно разделить на два этапа: подготовительный и клепания.
Клёпка — это установка заклёпок в заранее приготовленное отверстие, натяжение заготовок, создание замыкающей головки и финальная чистка.
Заклёпки
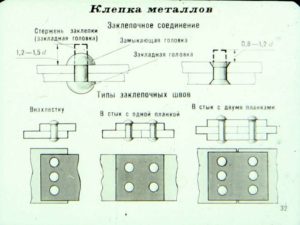
Процесс клёпки осуществляется с помощью заклёпок, изготавливаемых из мягкой стали и представляющих собой стержни в виде цилиндров с двумя головками. Одна из этих головок — закладная, а другая — замыкающая, обеспечивающая крепление деталей.
Заклёпочные соединения классифицируются по следующим категориям:
- прочные (рассчитаны для жесткого соединения при силовых нагрузках);
- плотные (предназначены для резервуаров с небольшим давлением, где необходима полная герметичность);
- прочноплотные.
В настоящее время качество металлических изделий, а также их химический состав можно досконально исследовать через современные и многопрофильные (посмотреть многообразие вариантов) Анализаторы металла и сплавов
Ради герметичного сочленения площадь стыковочной поверхности обрабатывают надежным герметическим средством. Существует три типа клёпки:
- холодная,
- горячая,
- смешанная.
Закладные головки имеют различную форму. Существует два метода образования замыкающей головки: прямой и обратный.
Прямой метод подразумевает нанесение ударов со стороны замыкающей головки и плотное отжатие, которое необходимо для более плотного сочленения деталей.
Обратный метод предусматривает нанесение ударов со стороны замыкающей головки; надёжное соединение нескольких поверхностей происходит одновременно с образованием замыкающей головки.
Технология клепки
Для ручной клепки используется специальный инструмент: кувалда, специальный пневмонический молоток. Хотя в последние годы всё чаще стали применять клепальные прессы, позволяющие увеличить производительность.
Основные инструменты:
- обжимка (оправка, пуансон);
- молоток;
- наковальня — поддержка.
Плюсы заклепочных соединений
Блокирует образование усталостных трещин, что позволяет повысить надежность изделия. С помощью заклепочных соединений возможно примыкание материалов, которые плохо поддаются или вообще не поддаются сварки.
Минусы заклепочных соединений
Работа по клепке достаточно трудоемкий процесс, требующий от специалиста специальных навыков. Также к недостаткам можно прибавить: шум и вибрацию при работе, обеспечении герметичности, материалоемкость соединения.
Напряжения, допускаемое в соединениях
Имеются показатели допустимости напряжения для материала самой заклепки и деталей.
При переменных нагрузках допускаемые напряжения уменьшаются на 11 — 26%, при холодной клепке — на 30%.
Заклепки для работы вручную
Один из простейших и активно используемых видов заклепок, чаще всего применяемый для тех соединений, которые в дальнейшем не будут разбираться.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- В углублении размещается головка заклёпки.
- С помощью молотка поверхности плотно прижимаются.
- Вторая головка развальцовывается круговыми ударами инструмента, придается нужная форма.
Виды клепок (по форме головок):
- с выпуклой головкой. Диаметр 1-36 мм; длина 2-180 мм.
- с потайной головкой. Диаметр 1-36 мм; длина 2-180 мм.
Виды работ: крепление видимых пластин, тонких листов из металла и т.д.
Недостаток: необходима доступность к обеим сторонам соединяемых деталей; сложность клёпки.
Трубчатые, полутрубчатые и пистонные заклёпки
Этот вид заклёпок по причине их непрочности применяется для сочленения деталей, подвергающихся небольшим физическим нагрузкам.
Эти детали полые: трубчатые без шляпки и со сквозным отверстием; полутрубчатые наполовину полые; пистонные с тонкостенными трубками.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- Расклепывается пуансонами.
- Соединение готово.
Недостаток: можно использовать только при небольшой физической нагрузке, необходима доступность к обеих сторон.
Закладные заклёпки
Данные заклепки выгодно отличаются от предыдущих прочностью. Это связано с тем, что в их основании после установки остается пуансон.
Процесс клёпки:
- Просверливается отверстие, куда помещается заклёпка.
- Внутрь заклёпки помещается пуансон так, чтобы он вышел и противоположной стороны.
- Расклепывается материал заклёпки.
- Формируется шляпка.
Виды работ: толстостенные конструкции с повышенной жесткостью.
Заклёпка с резьбой
Заклёпка с резьбой необходима для произведения резьбового соединения в материалах с легкой текстурой, где создание резьбы в самих деталях невозможно по причине его небольшой толщины, например, в листовой жести. Резьбовая заклёпка внутри содержит резьбу, используемую во время соединения к поверхности заклепки. Хотя ее основное применение — создавать болтовое соединение.
Процесс клепки:
- Проделывается отверстие.
- Деталь аккуратно накручивается на подготовленный для этой работы инструмент, затем располагается в созданном отверстии.
- При помощи заклёпочника заклёпка сжимается по всей длине, плотно придавливает с обеих сторон детали.
- Инструмент выворачивается.
Материал заклёпки должен быть идентичен материалу соединяемых деталей.
Виды работ: декоративная деятельность; поверхности, где крайне необходимой считается износостойкость к коррозийным процессам.
Вытяжные заклёпки
Предложенный тип заклёпок имеет широкое применение для сочленения разнообразных материалов, особенно хрупких.
Процесс клепки:
- Создается отверстие.
- Заклепка аккуратно вставляется на специализированный инструмент, затем располагается в углубление.
- Инструмент тянет стержень, сжимает его по длине.
- Удаляется инструмент одновременно со стержнем.
Материал: алюминий, сталь, комбинированный вариант.
Виды заклепок, зависящий от формы бортика:
- Со стандартным;
- С широким;
- С потайным.
Виды работ: универсальны.
Правила техники безопасности при клепке
- Специальный молоток должен быть плотно насажен на рукоятку.
- Обжимки и бойки должны быть без трещин и выбоин.
- Работу лучше выполнять в паре, так как это облегчает и без того трудоемкий процесс.
- Вырезы на поддержки должны присутствовать в обязательном порядке, а сама поддержка должна быть тяжелее молотка в 4-5 раз.
Если при работе происходит брак, испорченную деталь срезают зубилом косяком.
При необходимости пользуются не только молотком, но и кувалдой. После этого бородком выбивают стержень заклепки.
Эти этапы работы на бракованным изделием не подходят для деталей, изготовленных из тонких листов, так как срубание головки заклепки может привести к деформации детали. В данном случае уместнее будет применить метод высверливания.
Необходимо отметить, что область применения клепки с каждым годом сужается, так как совершенствуются методы сварки.Но и сегодня сфера применения достаточна широка: авиа- и судостроение, строительные конструкции, машиностроение и т.д.
Резьбовые заклепки
В прошлом к наиболее распространенным крепежным элементам относились заклепки (особенно в середине XX в.). К настоящему времени они значительно вытеснены, но все же сохранили актуальность в некоторых случаях. Далее рассмотрен один из типов крепежных элементов – резьбовые заклепки: их общие особенности, классификация, сферы и технология применения.
Особенности
Заклепки представляют собой крепежные элементы в виде втулки либо стержня с закладной головкой с одного конца и с замыкающейся в процессе заклепки головкой с другого. От вытяжных заклепок резьбовые отличаются наличием резьбы.
То есть они представляют собой шестигранные либо цилиндрические втулки с опорным бортиком в верхней части и резьбой в нижней. Верхняя часть выполнена в виде тонкостенной трубки без резьбы и нередко имеет продольную наружную насечку. В процессе монтажа она деформируется.
Вертикальная насечка на верхней части обеспечивает равномерную деформацию и предотвращает разрыв материала.
К достоинствам резьбовых заклепок относят:
- простоту применения;
- прочное скрепление элементов из хрупких и тонких материалов вроде листового металлопроката без деформации;
- возможность односторонней фиксации в случае превышения совокупной толщиной соединяемых деталей длины крепежного элемента без потери прочности;
- сохранение прочности соединения с течением времени;
- механическая и химическая неагрессивность;
- сохранение целостности поверхности и лакокрасочного покрытия;
- возможность соединения элементов из различных материалов;
- отсутствие механических напряжений в конструкции;
- возможность демонтажа и повторной установки.
Несмотря на то, что в настоящее время в большинстве случаев вместо заклепок используются сварные или склеиваемые соединения, рассматриваемые крепежные элементы имеют ряд преимуществ в сравнении с ними, определяющих их незаменимость в некоторых узлах.
Во-первых, резьбовые заклепки выдерживают термическое воздействие. Во-вторых, они не вызывают структурных изменений элементов при монтаже, в отличие от сварки, что особо актуально при соединении деталей из различных материалов, поведение которых может быть непредсказуемо.
В-третьих, резьбовые заклепки обеспечивают сохранение подвижности.
Однако данные крепежные элементы имеют ряд недостатков:
- монтаж осложнен необходимостью предварительного проделывания отверстий;
- большинство резьбовых заклепок не обеспечивает герметичность швов;
- монтаж связан с высоким уровнем шума.
Виды
Ввиду многообразия резьбовых заклепок классификация их весьма сложна.
Так, по материалу их дифференцируют на:
- из углеродистой стали;
- из нержавеющей стали;
- алюминиевые;
- медные.
Кроме того, существуют полимерные модели (неопреновые). Чтобы их установить не требуются специализированные инструменты, ввиду чего их называют самоустанавливающимися.
По типу резьбы выделяют:
- гаечные – с резьбой на внутренней поверхности, создающие неразборное соединение (резьбовые заклепки-гайки);
- винтовые – резьба расположена на внешней поверхности, создают разборные соединения.
Кроме того, по форме головки резьбовые заклепки классифицируют на плоские и потайные, по профилю ножки – на круглые и шестигранные, по конфигурации борта – на открытые, потайные, малые, закрытые, большие.
К тому же данные крепежи выпускают под различные диаметры и шаг резьбы навешиваемых элементов. Для заклепок с внутренней резьбой обычно используются диаметры M4 – M8, для винтовых – M3 – M16.
Наконец, существуют резьбовые заклепки с дополнительными специфическими параметрами: электропроводящие, с увеличенной головкой, с виброизоляцией, с повышенным усилием, с метками, герметичные, с дюймовой резьбой и т. д.
Применение
Резьбовые заклепки подходят для любых соединений, однако наиболее уместны в случаях отсутствия доступа к обратной стороне по завершении сборки. Они применяются обычно для соединения листовых материалов.
Резьбовые заклепки значительно проще прочих типов соединений: использовать их проще, чем осуществлять сварочные работы либо нарезать резьбу.
Некоторые из них обеспечивают возможность дополнительного крепления с применением винтов либо болтов.
Сфера использования во многом определяется типом резьбовых заклепок. Так, элементы из цветных металлов востребованы, прежде всего, при декорировании ввиду хороших эстетических свойств.Нержавеющие и стальные заклепки применяются для узлов, рассчитанных на сложные эксплуатационные условия, ввиду того, что они обеспечивают повышенную прочность соединений и устойчивы к коррозии. Гаечные резьбовые заклепки целесообразны в условиях ограниченного пространства и при отсутствии доступа к обратной стороне узла.
Шестигранные модели исключают возможность проворота. К тому же, как было отмечено, существуют варианты с дополнительными свойствами, рассчитанные на специфические эксплуатационные условия.
По принципу установки резьбовые заклепки аналогичны вытяжным. Работы включают несколько этапов.
- Наиболее объемным является подготовительный этап. Основными факторами для создания заклепочного соединения являются тип материала деталей и тип и диаметр резьбы навесного элемента. На основе этого подбирают клепку (с внутренней либо внешней резьбой, по диаметру и т. д.). Исходя из ее размеров выбирают сверло на 0,1 мм больше, чтобы легче поставить ее в отверстие.
- Прежде всего, требуется создать отверстие в точке соединения. Обычно для этого используется дрель. Шестигранные отверстия можно сделать пробойниками, однако они применимы только для тонкого материала. В случае большей толщины материала в сравнении с крепежным элементом следует сделать отверстие чуть больше по глубине, чем длина заклепки, однако сквозное отверстие не требуется.
- Далее на основе резьбы подбирают шток заклепочника и резьбовую заклепку накручивают на него.
- Инструмент монтируют в отверстие.
- Осуществляют сдавливание крепежного элемента путем сведения рукояток либо вращения болта до деформации его задней части. При этом не следует прилагать чрезмерные усилия во избежание срывания резьбы.
- Шток выкручивают из крепежного элемента и проверяют положение резьбовой заклепки.
Следует отметить, что качество шва определяется, в том числе, рядностью. Нередко используют многорядное расположение заклепок по цепной либо шахматной схеме.
В качестве инструмента при монтаже резьбовых заклепок своими руками применяется заклепочник с ручным, гидравлическим либо пневматическим приводом, а также специализированный пресс и автоматическая система.
Долговечность соединения во многом определяется внешним диаметром крепежного элемента.
Между данными факторами наблюдается прямая зависимость. То есть чем больше диаметр, тем выше прочность соединения и сопротивление его нагрузкам. Кроме того, прочность определяется такими параметрами резьбовых заклепок, как толщина стенок и отсутствие рифления.
Однако данные характеристики также сказываются на сложности и удобстве работы.
Требуемую длину резьбовой заклепки определяют на основе толщины соединяемых элементов. Однако нужно учитывать, что такой крепеж рассчитан на листы толщиной 0,3-6 мм. Так, для узлов толщиной в 1 мм рекомендуется применять модели M3, для 1-3 мм – M6 либо M8, для более 4 мм – M10.
Материал определяет параметры и, следовательно, сферу применения резьбовых заклепок. Так, углеродистая сталь применяется для производства универсальных вариантов, рассчитанных на стандартные соединения. Для обеспечения коррозионной устойчивости изделия из данного материала нередко покрывают цинком.
Нержавеющая сталь обеспечивает крепежным элементам устойчивость к термическому воздействию и влажности (то есть антикоррозийную). К тому же данные варианты обладают большей прочностью. Изделия из алюминия характеризуются антикоррозионными свойствами и малой массой. Бронзовые резьбовые заклепки отличаются минимальным искрообразованием.
Последние два варианта применяют для скрепления деталей из тех же материалов. Они не рассчитаны на большие нагрузки.
Модели со стандартными бортиками используются для обычных резьбовых соединений. Крепежные элементы с уменьшенным бортиком рассчитаны на достижение наименьшего зазора между соединяемыми элементами. Для той же цели подходят варианты с потайным бортом.Однако они требуют предварительного зенкования отверстий. Кроме того, модели с потайным бортом актуальны для случаев одностороннего монтажа, когда общая толщина соединяемых деталей превосходит длину крепежного элемента.
Следовательно, резьбовая заклепка не может обеспечить полноценное сжатие, и фиксация обеспечивается благодаря расширению ее в отверстии.
В случае применения механического заклепочника потребуется прилагать значительные усилия ввиду большого противодействия рассматриваемых крепежных элементов. Пневматическими инструментами пользоваться намного проще, но они весьма дороги.
К настоящему времени заклепки в значительной степени вытеснены сварными и болтовыми соединениями. Тем не менее они сохраняют актуальность в авиационной, судостроительной сферах, сборке мебели и оконных рам, монтаже вентиляционных систем и т. д. По прочности и надежности заклепочные соединения аналогичны сварным.
К тому же резьбовые заклепки актуальны в случаях, когда необходимо установить на поверхности детали при отсутствии возможности нарезания резьбы ввиду малой толщины либо при отсутствии доступа с обратной стороны для использования гайки.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Pereosnastka.ru
Приемы ручной и механизированной клепки
Категория:
Клепка
Приемы ручной и механизированной клепки
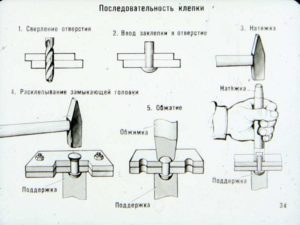
В зависимости от условий образования замыкающей головки различают два метода клепки: прямой и обратный. При свободном подходе к заклепке с обеих сторон применяется прямой (или открытый) метод клепки, при котором удары наносятся со стороны стержня; закладная головка при этом упирается в поддержку (рис. 1,а).
При наличии условий, затрудняющих вставку заклепок со стороны поддержки, применяется обр’атный (или закрытый) метод клепки. Заклепки вставляются со стороны рабочего, и удары наносятся по закладной головке, стержень при этом упирается в поддержку; замыкающая головка в данном случае формируется при помощи поддержки (рис. 145,6).
Примером может служить клепка в трубах, клепка фланцев в труднодоступных местах и т. п.
Рис. 1. Последовательность выполнения клепки:а — прямым методом; б—обратным методом
Ручная клепка производится обычно на рабочем месте слесаря и выполняется в тисках или на верстаке. В ряде случаев соединения заклепками с потайной головкой выполняют на плите.
Для получения заклепочных соединений высокого качества большое значение имеет взаимная подгонка деталей. Соединяемые детали должны быть плотно подогнаны одна к другой и без напряжения ложиться на место. Плохая подгонка деталей ведет к возникновению напряжений после клепки, к образованию трещин, выпуклостей и др.
Сверление отверстий под заклепки производят по накерненной разметке. Чтобы отверстия склепываемых деталей совпадали, их сверлят в собранном виде сжатыми ручными тисочками, струбцинами или болтами (рис. 1,а). Заусенцы, образовавшиеся после сверления, снимают зенковкой или сверлом большего диаметра.
Затем детали переносят к верстаку и в подготовленное отверстие вставляют заклепку, укладывая ее закладную головку на зажатую в тисках поддержку. После этого производят уплотнение соединяемых деталей путем осадки их ударом молотка по натяжке (рис. 1,в).
Затем, сделав несколько прямых ударов, направленных вдоль оси заклепки с целью утолщения стержня для плотного заполнения Отверстия, осадку продолжают косыми ударами молотка по окружности головки, чередуя их с прямыми ударами (рис. 1,г). В результате получится головка в виде грубого полушара.
Окончательное формирование замыкающей головки производится ударами молотка по обжимке, установленной на образующуюся головку заклепки.
Расклепывание потайной головки производят ударами молотка, направленными точно вдоль оси заклепки. Если заклепка при неточном ударе изгибается в сторону, ёе выправляют ударами молотка с противоположной стороны.При склепывании тонкого листа с толстым заклепку вводят со стороны тонкого листа, так как в противном случае не удается получить плотный шов, особенно если отверстие несколько больше диаметра заклепки, что часто бывает при пробивке отверстий бородкой. Сравнительно длинные листы при склепывании предварительно соединяют болтами, а заклепки ставят через два-три отверстия.
После этого болты убирают и ставят заклепки в оставшиеся отверстия. Если требуется поставить всего 3—4 заклепки, сначала их ставят в крайние, а затем в средние отверстия.
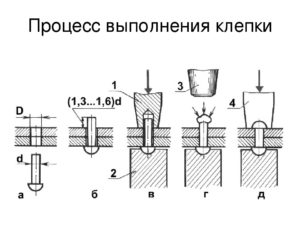
Рис. 1. Последовательность приемов клепки: а — сверление отверстия; б — ввод заклепки в отверстие; в — натяжка; г — расклепывание замыкающей головки; д — окончательная обжимка замыкающей головки заклепки
Клепку на весу производят вдвоем: один расклепывает заклепку, а второй поддерживает ее с противоположной стороны поддержкой с лункой, соответствующей форме замыкающей головки.
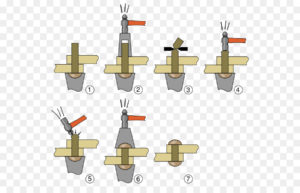
Процесс односторонней клепки заклепками с полым стержнем (пистонами) осуществляется в следующем порядке:1) закладную головку сердечника вводят в прорезь специального захватывающего наконечника ручных клещей или ручного пресса и вставляют в отверстия деталей (позиция 1).
2) при помощи клещей или ручного пресса сердечник протягивают сквозь пистон (позиция 2).
При этом утолщенная часть сердечника раздает стенки пистона и впрессовывает его в стенки отверстия, а при дальнейшем протягивании замыкающая головка сердечника входит в пистон и развальцовывает его (позиция 5);
3) выступающая часть сердечника срезается кусачками (позиция 4).
Рис. 2. Схемы выполнения односторонней клепки: а—заклепками с полым стержнем; б—заклепками с сердечником повышенной прочности; в—взрывными заклепками
Соединения заклепками с сердечником повышенной прочности выполняют в такой последовательности:1) пистон с сердечником вставляют в подготовленные отверстия склепываемых деталей (позиция 1);
2) ударами молотка забивают сердечник в пистон, у которого при этом отгибаются разрезанные концы, образующие замыкающую головку заклепки (позиции 2 и 3).
КЛепка взрывными заклепками производится в тех случаях, когда из-за отсутствия доступа невозможно сделать замыкающую головку. Процесс клепки взрывными заклепками отличается от обычной клепки.
Здесь в качестве расклепывающего инструмента используется электрический нагреватель, прикладываемый к закладной головке заклепки (позиция 2). Тепло от закладной головки через стержень передается взрывчатому веществу, вызывая взрыв.Расширяющаяся при взрыве выступающая часть стержня образует замыкающую часть заклепки (позиция 3).
Механизированная клепка пневматическими многоударными молотками более производительна, чем ручная клепка.
Клепку пневматическим молотком, осуществляемую двумя рабочими, следует выполнять в такой последовательности.
При прямом методе клепки в заранее подготовленное отверстие подручный вставляет заклепку и держит ее поддержкой, о которую ударяется закладная головка заклепки. Клепальщик или слесарь, двумя руками удерживая молоток, направляет его удары строго по оси стержня заклепки.
При соединении методом обратной клепки клепальщик правой рукой держит молоток, а левой вставляет заклепку в заранее просверленное отверстие. Подручный двумя руками держит поддержку, о которую ударяется стержень заклепки.
Подручный должен следить за тем, чтобы стержень заклепки осаживался правильно до размера, равного половине диаметра заклепки.
Для заглаживания закладных головок потайных заклепок, расклепываемых на криволинейных поверхностях при помощи обжимок с гладкими или сферическими рабочими поверхностями, необходимо при клепке немного покачивать клепальный молоток из стороны в сторону.
Для устранения подсечек детали или заклепок при перекосе молотка во время клепки на плоских поверхностях рекомендуется применять специальные обжимки с шарнирной связью. Боек такой обжимки всегда, даже при установке молотка под некоторым, углом к детали, располагается перпендикулярно к его поверхности и обеспечивает требуемое качество клепки.С целью удобства и облегчения труда тяжелые молотки и поддержки подвешивают на специальных пружинных подвесках. При выполнении клепки рабочий поддерживает подвешенный пресс двумя руками (рис.
148,6); при этом одной рукой он устанавливает обжимку пресса на закладную головку, а другой — включает и выключает пресс.
При клепке необходимо, чтобы ось заклепки совпадала с осью клепального инструмента.
Работая переносными прессами, можно поставить за смену 2500—4000 заклепок. Переносные прессы можно устанавливать на постамент и производить на них клепку как на стационарных прессах.
Склепываемые детали на стационарных прессах обычно располагают таким образом, чтобы заклепку можно было вставлять сверху.
Стационарные прессы и клепальные машины обеспечивают высокую прочность клепки благодаря равномерному давлению на склепываемые листы и заклепку.
Рис. 3. Приемы механизированной клепки
Реклама:
Дефекты клепки, меры их устранения и правила техники безопасности
Резьбовые заклепки: виды, размеры, приспособления, как установить
Заклепка – один из самых удобных и быстрых в монтаже крепежных элементов, обеспечивающих надежное неразъемное соединение. Сегодня существует огромное многообразие форм и размеров клепального крепежа, но самыми первыми были изобретены заклепки под молоток.
Они использовались при строительстве судов, мостов и других металлических инженерных сооружений, где с успехом заменяли сварные соединения.
Сегодня этот старейший вид крепежа изготавливается из современных материалов, поэтому не утратил своей популярности и даже расширил сферу применения.
Что такое клёпка
Механическое соединение деталей при помощи ряда заклепок называется клепкой, а само соединение — заклепочным швом. Используется там, где сваривать детали неудобно или соединяются несвариваемые материалы.
Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома.
В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.
Вот так выглядит заклепочное соединение
Если говорить об установке заборов из профлиста, заклепки более надежны, так как снять их можно только рассверлив крепеж. При установке винтов или саморезов, их можно выкрутить и унести и металл, и метизы.
В некоторых случаях клепка более удобна при монтаже кровли из профнастила или металлочерепицы. На крыше установка винтовых соединений проблематична, требует много времени.
А заклепками, да при хорошем инструменте, можно справиться за час или даже меньше.
Наиболее частое применение в личном хозяйствеКак происходит соединение деталей при помощи заклепок? Заклепка устанавливается в подготовленное сквозное отверстие. Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Устройство вытяжных заклёпок
Конструктивно вытяжная заклёпка выполняется в виде цилиндрического стержня с полукруглым или плоским бортиком.
Также крепёжный элемент может быть изготовлен в потайном исполнении, при котором головка прячется в специальное углубление в материале основания.
Единая конструкция из элементов крепления получается только при использовании специального инструмента, который позволяет получить достаточно большое усилие для скрепления деталей конструкции.
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Альтернативные крепежи
Свою главную задачу — скреплять металлические (и не только) детали — изделия исправно выполняют и всегда гарантируют надежностиь полученной конструкции.
Они долговечны, просты в монтаже и устойчивы к химическим реагентам. При этом компактны и универсальны. Сегодня им доверяют мастера различных сфер: судо-, авиастроения и авторемонта.
Широко используют заклепки по пластику и металлу в электротехнике, при изготовлении емкостей, возведении мостов. Часто применяются в качестве альтернативы сварке, например, на взрыво- и пожароопасных объектах. Только им по силам справиться с креплением деталей в местах, где доступ для других видов соединения ограничен.
Что представляют собой вытяжные заклепки для металла: все размеры

В наши дни для фиксации двух и более склепываемых элементов принято использовать вытяжные заклепки, которые быстро заменили традиционные клепки для металла за счёт простоты монтажа и отличных эксплуатационных свойств.
Сегодня эти приспособления широко применяются в строительстве, судостроении и судоремонте, машиностроении, при обустройстве средств безопасности, в текстильной промышленности и многих других сферах человеческой деятельности.
Решение позволяет добиться максимально прочного соединения, однако если задача заключается в креплении сверхпрочных деталей, то здесь принято использовать резьбовые изделия.
Для изготовления вытяжных заклепок применяются самые различные материалы. Эта особенность существенно расширяет области их применения, позволяя использовать изделие практически на всех видах работ. К тому же, саму заклепку можно окрашивать в любые цвета, что необходимо для легкой промышленности (текстильной), где особый акцент ставится на цвет фиксирующего элемента.
При выборе материалов для производства заклепок учитывается материал скрепляемой детали, а также особенности окружающей среды, где будет эксплуатироваться скрепленная конструкция. В большинстве случаев для таких целей используются следующие материалы:
- Алюминий. Поддерживается применение чистого металла и его разновидностей: анодированного или лакированного.
- Оцинкованная сталь. Характеризуется повышенной прочностью и многими другими достоинствами.
- Нержавеющие стали. А2 обладает максимальной устойчивостью к ржавлению, а А4 покрыта надёжным антикоррозийным слоем и способна переносить кислотную среду. Чаще всего её используют в химической промышленности. Также популярностью пользуются импортные аналоги, такие как DIN 7337. Нержавейку считают самым популярным и распространённым материалом с отличными эксплуатационными свойствами и повышенной прочностью.
- Медь.
- Медно-никелевый сплав (монель). Он состоит из 70 процентов никеля, и 30 процентов меди.
- Поламид. Не может похвастаться слишком высокой прочностью, поэтому чаще всего используется при выпуске элементов одежды и текстильной продукции.
Независимо от материалов, которые применяются для производства заклепок, они проходят специальную сертификацию, а также подтверждаются стандартом ГОСТ.
Особенности выбора вытяжных заклепок
Если перед вами встал вопрос выбора материала для изготовления крепежных элементов, необходимо ответственно отнестись к подбору материалов метизов со скрепляемыми деталями, что связано с высоким риском разрушения крепления.
В большинстве случаев это происходит из-за появления гальванической пары метиз — деталь.
Если влажность окружающей среды достаточно большая, что может объясняться намоканием, гальваническая пара становится проводником электрического тока, что и способствует разрушению крепления.
Для примера, контакт алюминия со сталью приводит к очень быстрому окислению, а также разрушению алюминия. По этой причине, для крепления стальных деталей принято использовать заклепки из нержавейки отечественного или зарубежного производства.
Стальные заклепки пользуются большой популярностью за счёт своих прочностных свойств. А вот сталь оцинкованные решения не слишком популярные. Связано это с тем, что цинковое покрытие не может похвастаться большим сроком службы, поэтому оно очень быстро истирается.
Проблема по-особому прогрессирует при использовании подвижных элементов.
Универсальным метизом считается крепежный элемент из медного сплава. Единственным «врагом» меди является алюминий, в то время, как остальные металлические заготовки практически не конфликтуют с металлом.
Из недостатков таких решений:
- Высокая стоимость.
- Появление некрасивого цвета после запуска процесса окисления (через определенный промежуток времени появляется зеленый налёт, который представляет собой остатки окислившейся меди). Правда подобные образования никак не влияют на прочность изделия.
Самое универсальное крепежное соединение — поламид. Подобная заклепка надёжно защищает практически всё, что можно себе представить, правда особая прочность для неё не свойственна.
Если вам необходимо заказать заклепки, обязательно обратите внимание на материал, из которого выполнена конкретная модель.
Алюминиевые (все размеры доступны практически на любом сайте соответствующего магазина) заклепки всегда пользовались особым спросом. Правда за счёт небольшой прочности их не рекомендуется использовать для крепления тяжелых конструкций и тех изделий, которые постоянно находятся под большими нагрузками или агрессивными воздействиями окружающей среды.
Не секрет, что базовыми элементами вытяжных метизов является тело и стержень. В качестве тела применяется корпус, втулка или цилиндр. Именно эта часть выполняет роль главного крепежного элемента, который осуществляет несущую функцию. Тело включает в себя головку-«бортик», а также пустотелый цилиндр. Герметичные метизы обладают наглухо запаянным концом.
Исходя из типа головки, выделяют метизы с:
- Высоким бортиком.
- Широким бортиком.
- Потайным бортиком.
Широкий и высокий варианты обеспечивают максимально прочное клепанное крепление. Подобные фиксирующие элементы заметны со стороны и способны формировать характерные «выпуклости» на поверхности заготовки.
Что касается потайного бортика, то он может обеспечивать практически гладкую поверхность в месте крепления, правда надёжность существенно ухудшена.
Толщина потайного бортика составляет около 1 миллиметра, а основная массивная часть головки зафиксирована в крепежном отверстии.
Толщина и длина цилиндра заклепки бывает разной. Именно наружный диаметр цилиндра определяет диаметр метизов в названии заказа. Размеры цилиндра отыгрывают очень большую роль среди всех других размеров. Именно на них следует обращать особое внимание при покупке данных крепежных элементов.Основное предназначение крепления заключаются в обеспечении подвижного или неподвижного соединения нескольких деталей или элементов.
В большинстве случаев размеры цилиндра обозначаются двумя числами с разделительным знаком «Х», где первый показатель определяет наружный диаметр, а второй — длину.
Стержень — важный конструктивный узел
Следующий, очень важный конструктивный элемент вытяжной заклепки — это стержень. Он выполняет роль расклепки и может быть изготовлен из прочной стали, которая гораздо прочнее тела.
Конец стержня обладает специальной головкой, выполняющей роль расклепки вставляемого конца. При выполнении монтажных работ стержень вытягивают с помощью специального пневмозаклепочника, а если креплений слишком много, можно обойтись и обычными пассатижами.
Правда последний случай подразумевает применение определенной физической силы.
Основное преимущество конструкции вытяжных заклепок представлено возможностью одностороннего монтажа, когда достаточно доступа к креплению только с одной стороны.
Более прочное решение (резьбовое) имеет характерную резьбу внутри цилиндра. В классической вытяжной заклепке такая резьба отсутствует.
Цилиндр с резьбой также располагает вкрученным стержнем, который не вытаскивается с силой, а аккуратно выкручивается. Чтобы усилить соединение, внутрь помещается надёжный винт или болт. В результате удаётся создать своеобразную «закрытую» крепежную деталь, которую нередко называют глухой.
После определения подходящих размеров и материалов, а также выбора подходящей разновидности бортика, можно приступать к поиску конкретного типа самой заклепки.
В зависимости от требуемых характеристик, которые должны присутствовать в крепежном элементе, выбирается тип крепежа. В настоящее время в продаже предлагается несколько видов метизов:
- Комбинированные. Способны обеспечивать надёжные неразъемные соединения конструкций из твердых сплавов или материалов с повышенной прочностью. Кроме этого их применяют и для крепления тонколистовых материалов. Сегодня комбинированные заклепки являются очень востребованной разновидностью крепежных элементов, поэтому их часто используют для проведения всевозможных монтажных работ. Изделие обеспечивает максимально прочное крепление, которое беспроблемно справляется даже с самыми интенсивными нагрузками.
- Герметичные заклепки. Подобное решение представляет собой узкоспециализированный вариант крепежа, который по-особому востребованный для судостроительной отрасли. Конструктивная особенность подобного крепежа представлена запаянным концом со стержнем. Чаще всего подобные метизы изготовляют из меди, правда, для обустройства гражданских судов и лодок можно обойтись и алюминиевыми заклепками. Что касается креплений на промпроизводствах, то там актуальными остаются модели из нержавеющей стали.
- Многозажимные. Такие изделия отличаются от всех предыдущих, наличием нескольких расклепочных участков. Они могут использоваться для крепления трёх и больше элементов конструкции для подвижного соединения. Между каждыми двумя элементами находится расклепанный участок. Их монтируют с помощью специального прибора (в большинстве случаев с помощью пистолета для вытяжных заклепок).
- Кроме этого в продаже есть и усиленные модели метизов. По сути, это та же вытяжная заклепка, правда её цилиндр изготовлен из более толстого материала. В его качестве принято использовать прочный алюминий.
Сегодня есть и множество других разновидностей крепежа, которые могут отличаться и длиной, и формой стержня, однако останавливаться на них нету смысла, так как вышеперечисленные решения вполне универсальные, и вполне подходят для большинства целей.
Особенности установки заклепок
После приобретения заклепки у многих людей возникает вопрос: «Как правильно провести монтаж этого крепежного элемента?» К счастью, конструкция изделия остаётся очень простой и понятной, поэтому на этапе установки любые трудности и непонятные моменты практически отсутствуют.
Важно лишь обзавестись специальным заклепочным инструментом, который существенно снизит затраты по времени и упростит предстоящую задачу.
В наши дни подобные инструменты доступны в любом гипермаркете строительных материалов, поэтому их покупка не станет чем-то очень сложным. К тому же в продаже предлагаются и механические заклепочники, и пневмозаклепочники.
Также можно воспользоваться электрической моделью. Если возможность купить инструмент отсутствует, можно остановиться на обычных пассатижах.Сам процесс монтажа осуществляется следующим путем. С помощью дрели требуется просверлить отверстие в точке крепления с диаметром на 0,1 миллиметров меньше диаметра крепежного соединения.
Глубина отверстия сопоставима с длиной цилиндра, минус длина расклепочного участка. В отверстие стержнем к себе фиксируют крепежный элемент, а затем с помощью заклепочного инструмента происходит вытягивание стержня.
В конечном итоге происходит надёжная фиксация всех элементов.
Подводя итоги
Заклепки вытяжного типа — это действительно очень полезный, надёжный и качественный соединительный элемент, с помощью которого можно проводить множество монтажных работ, добиваясь максимально прочного и хорошего соединения всевозможных конструкций.
Современные заклепки соответствуют всем требованиям и стандартам, поэтому они предотвращают деформацию изделия даже при самых интенсивных воздействиях. При выборе подобного решения важно правильно расставлять приоритеты и отдавать предпочтение лишь проверенной продукции.
Это позволит совершить разумную покупку и не допустить ошибки.
Технология клепки металла
В каких случаях специалисты используют заклепочные соединения? Этот вид крепления применяют тогда, когда металлические детали плохо поддаются сварке или сборочный узел в ходе эксплуатации будет активно использоваться, подвергаясь нагрузкам.