Технология сварки алюминия аргоном
Инструкция по сварке алюминия аргоном для начинающих
Многолетняя практика убедительно доказывает, что [сварка алюминия аргоном] является наиболее эффективным способом создания неразъемного соединения двух или более элементов.
Для выполнения сварочных работ в среде любого инертного газа требуется специализированная оснастка, оборудование и подробная инструкция для начинающих.
Аппарат для соединения алюминиевых деталей, как правило, имеет сложную структуру.
Если варить алюминий полуавтоматом, то потребуется определенный тип сварочной проволоки и баллон с аргоном. Но есть способы, которые позволяют обходиться без газа.
Технология сварки алюминия требует от сварщика высокой квалификации и знаний основ металловедения.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
ВАЖНО ЗНАТЬ: Что такое расчет катета сварного шва
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
Некоторые способы сварки
Усвоив уроки металловедения для начинающих, можно со знанием дела выбирать конкретный способ сварки алюминия в среде инертных газов.
Для сварочных работ применяют аппараты следующего типа:
- газопламенная установка;
- электродуговой аппарат;
- аргонно-дуговой аппарат.
В первом случае используется флюс, который производится на основе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка выполняется алюминиевым прутком. Расход материала при таком способе минимальный.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ нужно удалить остатки флюса и промыть деталь водой.На видео показана пошаговая инструкция по соединению алюминиевых деталей с применением флюса.
:
Электродуговая сварка деталей выполняется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с обмазкой из флюса.
Наиболее качественный шов при соединении алюминиевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается с помощью электрода, изготовленного из вольфрама. Такой электрод служит длительный отрезок времени и тем самым снижает стоимость сварочных работ.
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
В зону горения дуги подается алюминиевая проволока. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Сварка происходит на узком участке при быстром перемещении электрода.
В таком режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для высокого качества сварного шва проволока должна иметь ту же структуру, что и свариваемый металл. Такой способ сварки выполняется полуавтоматом.
В различных производственных условиях сварку выполняют постоянным или импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
ВАЖНО ЗНАТЬ: Все о контактной сварке — технология и аппараты
Технология сварки аргоном
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает в себя несколько разноплановых действий.
Насколько эти действия будут согласованы между собой, настолько качественным будет соединение двух элементов.
Технология сварки полуавтоматом предполагает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из трех агрегатов.
:
Перед началом сварки каждый из них нужно привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Что требуется для сварки аргоном?
Аппарат для сварки алюминия состоит их следующих агрегатов:
- источник электропитания;
- баллон с аргоном;
- механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей производятся из нержавейки.
Подготовка деталей
После того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, нужно подготовить свариваемые детали.
С поверхности необходимо удалить грязь, жир и остатки машинного масла. Делается это с помощью любого растворителя на верстаке из нержавейки.
Когда толщина свариваемых деталей больше четырех миллиметров, необходимо разделать кромки.
В соответствии с рекомендациями специалистов и техническими условиями, листовой алюминий толщиной от 4 мм рекомендуется сваривать только встык.
При получении задания на сварку алюминия, исполнителю нужно сразу же поинтересоваться толщиной листа и сколько миллиметров составит ширина кромки.
:
Кромка зачищается напильником или на наждачном станке. Если деталь имеет сложную форму, то место сварки зачищается с помощью переносной шлифовальной машинки.
В любом случае, с поверхности металла необходимо удалить оксидную пленку.
Особенности сварки аргоном
Чтобы качественно выполнять сварку алюминия полуавтоматом, нужно использовать электроды из вольфрама. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы надо следить за тем, как ориентирован электрод относительно свариваемой поверхности. Электрод необходимо держать под углом 80 градусов.
ВАЖНО ЗНАТЬ: Технология сварки нержавейки
Присадочная проволока по отношению к электроду должна находиться под прямым углом.
Допускается максимальная длина дуги 3 мм.
В таком положении расход материалов будет оптимальным. В процессе работы присадочная проволока должна перемещаться впереди горелки.Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться только вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
:
При работе с тонкими листами алюминия в качестве подкладки можно использовать лист нержавейки.
При таком положении будет выполняться интенсивный отвод тепла от рабочей зоны через лист нержавейки и вероятность прожога резко уменьшится.
Уменьшится и расход энергии, поскольку работа будет выполнена быстрее.
Преимущества и недостатки
Сварка алюминиевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими способами.
Первое, что следует отметить, малую область нагрева свариваемой детали. Это важно при соединении деталей со сложной объемно-пространственной структурой.
Сколько требуется газа и какая нужна проволока, подсчитать можно. Однако спрогнозировать внутреннюю деформацию детали очень трудно.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и посторонних включений.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К числу недостатков сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется тонкая настройка всех составляющих устройства. Важно, чтобы проволока подавалась в рабочую зону постепенно.
:
Для этого необходимо правильно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.
В таком случае увеличится расход электроэнергии и аргона. Чтобы качественно выполнить соединение алюминия, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
Сварка алюминия аргоном для начинающих

В мировой и отечественной практике, существуют два наиболее популярных способа соединения алюминиевых деталей – TIG и MIG. Первая аббревиатура обозначает ручной способ сварки неплавящимся электродом , вторая полуавтоматическую. Речь в данной статье пойдет о первом методе, т.к. понятие аргоннодуговая сварка алюминия и других металлов подразумевает именно его.
Области применения ТИГ сварки алюминия
Свойства алюминия и его сплавов, позволяют их применять практически во всех отраслях промышленности:
- пищевой ( баки, трубопроводы и др.);
- авиационной(легкий и прочный, его еще называют летучий материал);
- автомобильной ( головки цилиндров, пропеллеры и др.)
Полезно! Чтобы сварочный шов был красивым и качественным применяется тиг-сварка алюминия аргоном.
Этим способом также пользуются при сварке соединений под ультразвуковой и радиографический контроль.
Освоить метод невозможно без понимания особенностей материала при сварке.
Почему алюминий сложно сваривать
Опытные сварщики знают, что процесс сварки Al является одним из самых сложных. Работа с ним требует от рабочего определенных навыков и, конечно, знаний. При этом аргонная сварка алюминия не является исключением . Ниже приведены некоторые факты, которые обязан знать сварщик:
- Оксидная пленка, которая является главным “врагом” при сварке . Температура плавления ее больше 2000 С, хотя сам алюминий начинает плавиться уже при 660 С. Окисление чистого алюминия на воздухе происходит очень быстро, образуя все тот же оксид алюминия Al2O3.
- Обязательна зачистка металла перед сваркой. Это ключевой момент, позволяющий разбить оксидный слой.
Не меняет цвета при нагревании. Сложно проследить степень нагрева детали, из-за чего, особенно у новичков, наблюдаются прожоги и происходит утечка расплавленного металла. - Требуется много энергии. В отличие от сталей, у летучего металла высокая теплопроводность, она в несколько раз выше. Сварка алюминия аргоном требует внесения большого количества энергии. Более того, во время соединения деталей большого габарита не будет лишним выполнить ее предварительный прогрев. Высокая теплопроводность и малая температура плавления может привести к прожогу деталей.
- Необходимость заварки кратера. И еще одна технологическая особенность, после окончания сварочного процесса, в конце шва, формируется кратер, это происходит потому, что, алюминиевый сплав быстро твердеет. Для обеспечения устранения этого дефекта, в сварочных аппаратах предусмотрен специальный режим. При окончании сварки на электрод поступает увеличенный ток. С его помощью пробивают оксидную пленку в начале сварки, и заваривают кратер, образующийся в конце.
Рекомендуем! Виды контактной сварки
Подготовка металла к сварке
Без предварительной подготовки поверхности свариваемых кромок добиться качественного соединения будет невозможно.
Механический метод
Очистка пленки окислов происходит с помощью:
- наждачной бумаги;
- шабера;
- металлических проволочных щеток
Желательно использовать щетку с проволокой из нержавейки с максимальным диаметром 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому применение двух последних методов наиболее предпочтительно. Они проводятся непосредственно перед сваркой
Важно ! Какую бы щетку вы не применяли, убедитесь, что она используется исключительно для алюминия.
Причиной тому является возможность занесения частиц другого металла ,что в свою очередь значительно снижает надежность сварного соединения. Использование насадки для болгарки или электродрели не рекомендуется, т.
к она способствует занесению кислорода в металл. При сильном вдавливании она разрушает структуру, оставляется поры в алюминии, которые могут создать дополнительные трудности при аргоновой сварке алюминия.
В промышленности применяются специальные щетки для этих целей.
Химический метод
Разрушения оксидной пленки добиваются травлением в течении 1 мин следующим составом:
- 1л. Воды
- 50г. едкого технического натра
- 45 г. натрия технического фтористого
Затем следует промыть заготовки в проточной воде и осветить.
Важно! Химическая зачистка позволяет сохранить поверхность алюминия и его свойства в течении 3-4 дней.
Хочется отметить, что подготовки требует не только сам свариваемый металл, но также присадочный пруток в виде алюминиевой проволоки. Для получения хороших результатов рекомендуется выполнить следующие операции:
- Промывка растворителем, обезжиривание не требуется;
- Травление при температуре 60-70 °С в 15%-нм растворе натрия технического;
- Промывка холодной водой;
- Сушка;
- Прокалка в течении 15-30 мин. температурой 300 °С в атмосферном воздухе
Необходимое оборудование для сварки
О сущности метода TIG-сварки здесь говорить не будем, отметим лишь что tig сварка алюминия осуществима при наличии:
- сварочного аппарата;
- электрода из вольфрама;
- защитного газа (аргон);
- присадочной проволоки.
Источник сварочного тока
При аргон сварке алюминия вольфрамовым электродом в среде защитного газа используется переменный ток (АС). Он служит для создания более качественного шва. Давайте посмотрим как это работает:
- При пересечении отметки зажигается дуга;
- При положительном полупериоде происходит разрушение оксидной пленки как основного металла ,так и присадочного прутка;
- На отрицательном цикле дуга воздействует на сам алюминий, нагревая его .Происходит охлаждение вольфрамового электрода;
- Смена полярности происходит до 100 раз в секунду при частоте 50 Гц.
На современных аргонодуговых аппаратах для сварки алюминия как минимум предусмотрены две функции регулировки :
- регулировка частоты
- изменение баланс переменного тока
Рекомендуем! Как правильно варить полуавтоматом с углекислотой
Для выполнения тиг сварки в домашних условиях вполне подходят аппараты для сварки типа Brima TIG или Сварог TECH TIG.
Это универсальные источники тока, которые можно использовать в том числе и для других сварочных работ, например, для обработки черных металлов. Они отличаются неприхотливостью, простотой эксплуатации.
Позволяют выполнять сварочные работы даже в квартире, разумеется, при соблюдении мер безопасности.
Вольфрамовые электроды для алюминия
Для соединения алюминия в таких условиях необходимо использовать неплавящиеся электроды из вольфрама, которые изготовлены с применением легирующих добавок.
Электроды различают по типу внесенных в их состав добавок. Это определяет марку электрода для различения их между собой их концы окрашивают в разные цвета. Всего существует несколько типов электродов, которые необходимы для сварки алюминия:
- WC 20 ( серый);
- WT 20 ( красный);
- WL 15 ( желтый)
Обычно электрод перед сваркой остро затачивается для легкого возбуждения дуги а в процессе работы он приобретает форму шарика.
Защитные газы
Применяется для защиты сварочной ванны от пагубного воздействия атмосферного кислорода. Самым распространенным является инертный газ аргон (Ar), отсюда и название этого процесса. Его использование обусловлено дешевизной и распространенностью.
Лучшего проплавление и увеличение скорости сварки добиваются применением гелия, либо смели двух этих газов(Не). О том, как варить алюминий аргоном читайте дальше.
Настройка аппарата для сварки
В качестве примера настройки аппарата можно рассмотреть пример сварки листов толщиной 2 мм. Перед тем как включить источник тока, к нему необходимо подключить защитный газ (аргон) и настроить его подачу.
Для этого используют манометр, установленный на баллоне с газом. При сварке в помещении расход аргона должен составлять от 7 до 8 литров в минуту. При выполнении работ на открытом воздухе его придется увеличить.
Для сварки листов такой толщины подойдет электрод диаметром от 1,6 до 2,4 мм.
Если в процессе работы на его конце образуется шар правильной формы, то все нормально. Если нет, то необходимо подстроить источник, скорее всего, он выдает недостаточное количество тока. Вылет электрода должен составлять не более 2 мм.
Возбуждение сварочной дуги
Предпочтительным способом зажигания дуги является бесконтактный способ, реализуемый высокочастотным осциллятором. Как уже писали ранее, хорошо заточенный электрод – залог успешного зажигания дуги. При этом его расположение должно быть строго вертикально по отношению к поверхности свариваемых деталей. Дуга возбуждается точно в начале сварочного шва.
Внимание! Категорически не допускается прикосновение электродом ни основного металла, ни присадочного.
В противном случае электрод следует заточить по новой, либо вообще заменить.
Рекомендуем! Ручная дуговая сварка в среде аргона
Создание сварочной ванны
После успешного возбуждения дуги не нужно торопиться и сразу подавать присадку в зону сварки. Дождитесь образования так называемой сварочной ванны. Наблюдайте за формированием в зоне прогрева пятна расплавленного алюминия, имеющего зеркальную поверхность.
Главное не перегреть металл, ведь сварочная ванна формируется за нескольно секунд.
Запомните! Требуемое время прогрева в секундах приблизительно равно толщине металла, принятое в миллиметрах.
Выполнение сварного шва
Итак , мы добились образования сварочной ванны, теперь можно подавать присадку и одновременно перемещать сварочную горелку без колебательных движений.
Аргонодуговая сварка алюминия неплавящимся электродом состоит из следующих повторяющихся циклов:
- Образование сварочной ванны;
- Наплавка валика, формирование участка шва;
- Переход к следующему участку
Угол наклона горелки должен составлять 60-80. Присадочный пруток подается под углом 10-20.
Важно! Следует стремиться выдерживать угол 90 между горелкой и присадкой.
Как мы уже отметили, формирование сварного шва осуществляется ” капля за каплей”. Сварщик должен непрерывно следить за процессом ,чтобы размеры наплавочных валиков были одинаковыми и шов оставался красивым и качественным.
Завершение сварного шва
Не менее важным этапом тиг сварки алюминия является завершение шва, так называемая заварка кратера.
Чтобы при завершении шва “тяжелые “шлаки не оседали в металле “легкого” алюминия используют следующие приемы:
- уменьшение подачи присадочной проволоки;
- увеличение скорости перемещения горелки
Процессы продолжаются до тех пор, пока не будет образовываться сварочная ванна.
Контроль сварки и дефекты швов
Способ контроля выбирают в зависимости от степени ответственности сварного шва. Если он носит декоративный характер, то вполне достаточно визуального осмотра. Если он будет работать под нагрузкой, то, вполне возможно, придется использовать другие методы.
При ошибках в технологии, недостаточной квалификации сварщика и в некоторых других случаях, например, недостаточная чистота газа, в сварном шве возникают дефекты.
По сути, их описание точно такое, как и в обычной электродуговой сварке, то есть это непровары, подрезы, наплывы и многие другие.
Да и устраняют их теми же способами, то есть переделкой и доведения до требований рабочей документации.Рекомендуем к просмотру:Особенности сварки алюминия аргоном

Алюминий является одним из самый распространенный металлов, но в то же время и одним из самых сложных, так как на нем образуется оксидная пленка, имеющая температуру плавления выше, чем у самого металла. Это вызывает трудности при газовой сварке алюминия. В современном сварочном деле существует несколько способов для его сварки:
Эти методы могут проходить как в среде защитного газа, так и без него. Рассмотрим далее, как производится сварка алюминия аргоном.
Аргон представляет собой благородный инертный газ, не имеющий запаха и цвета, почти в полтора раза тяжелее воздуха. Он слишком востребован для использования при соединении деталей из-за своей доступности, в сравнении с другими инертными веществами.
Без аргона можно варить, но при этом происходит окисление расплавленного металла (при взаимодействии с кислородом), что значительно влияет на качество и эстетичность соединения.
Именно поэтому в приоритете газовая сварка алюминия с использованием данного газа.
Сложности сварки алюминия
Газовая сварка алюминия – процесс довольно сложный и связано это с качествами данного металла. Сварка алюминия аргоном для начинающих требует знаний о характеристике данного металла и навыков при работе с ним. Основные факторы, которые выступают в роли помехи для нормального соединительного процесса, и все эти нюансы должен знать каждый мастер:
- некачественная зачистка металла перед газовой сваркой алюминия – это одна из самых основных ошибок, которую совершают начинающие сварщики. Для того, чтобы разбить оксидный слой на поверхности металла, необходимо добросовестно его зачистить. Например, если на краю останутся пыль, грязь и верхний слой, то о нормальном скреплении и речи идти не может. Верхний оксидный слой плавится при температуре более 2000 градусов, а сам Al при температуре 660;
- аргоновая сварка алюминия требует высоких затрат энергии. Это связанно с высоким уровнем теплопроводности и с малой температурой плавления;
- неправильно выставленный режим на инверторе может привести к пропалу, так как алюминий плавится при низкой температуре;
- за счет того, что расплавленная Al масса быстро кристаллизуется, необходимо заваривать кратер, который образуется при сплавлении в конце дорожки. В агрегате для газовой сварки алюминия есть специальная функция, позволяющая подать проводник усиленный ток в начала процесса чтобы пробить Al пленку, и в конце, чтобы заварить кратер.
Подготовка алюминия к сварке
Из вышеописанного, можно сделать вывод, что главным этапом при аргонодуговой сварке алюминия является максимально качественная подготовка самого изделия. Чтобы шов отлично соединился, и при этом не возникло пропалов и деформаций, требуется провести очистку. Это делается несколькими способами:
- химический способ позволяет разрушить оксидную пленку на металле за счет воздействия такого раствора: в литре воды необходимо растворить 50 грамм технического натрия и 45 грамм фтористого натрия. Размешать до получения однородного раствора. После минутного травления, деталь необходимо промыть под проточной водой;
- механический способ подразумевает воздействие дополнительный инструментов на деталь. Чаще всего поменяют железную щетку для зачистки заготовок. Важно ,чтобы она была предназначена именно для алюминия. Кроме этого можно использовать наждачную бумагу. Вне зависимости от типа дополнительного инструментария, необходимо, чтобы оно было или новое или использованное только после алюминия. Если в царапины, которые появятся от абразивности, попадут частички другого металла, это значительно ухудшит качество и конечный результат газовой сварки алюминия.
Кроме заготовок, необходимо провести подготовку проволоки для сварки алюминия аргоном. Ее надо так же обезжирить и вымочить в техническом натрии по такой же схеме. Это позволит снять все лишние молекулы с материала и позволит создать идеальный шов сплавом Al.
Оборудование для газовой сварки алюминия
Когда изделие готово к сварке аргоном, необходимо позаботиться о наличие всех необходимых комплектующих и о настройке оборудования. Для совершения процесса требуется следующее:
- аппарат;
- вольфрамовые электроды;
- придаточная Al проволока;
- инертный газ (в нашем случае аргон).
В качестве аппарата используется обычная горелка, применяемая для всех видов газовой сварки, так как производится сварка алюминия постоянным током в среде аргона. Вольфрамовые неплавящиеся электроды бывают разных типов, зависимо от добавок в их составе.
Для их различия на конец наносится разноцветная маркировка. Перед использованием электрод требуется заточить. Когда появляется дуга, на его конце образуется шарик.
Толщина проводника выбирается в зависимости от толщины изделия, например для тонкого алюминия подходят проводники с диаметром не более 2-х миллиметров.
Важно все комплектующие, необходимые для газовой сварки алюминия проверить на срок годности. Нельзя варить просроченными материалами.
Технология сварки алюминия аргоном
Чтобы в результате аргонной сварки получилось качественное соединение, необходимо соблюдать все правила при работе. Во-первых, важно приготовить материал и проволоку, во-вторых, настроить аппарат, в-третьих правильно возбудить дуг и удерживать ее до конца процесса.
Как правильно настроить оборудование для газовой сварки алюминия
Рассмотрим на примере стандартного листа Al, толщиной в 2 мм. Всегда при соединении аргоном сначала подается и настраивается поток инертного газа, а затем включается источник тока.
В идеале, во время аргонодугового соединения алюминия должно расходоваться около восьми литров защитного газа в помещении и в полтора раза больше, если на улице. Но при этом, важно помнить про турбулентность.
Если включить сильно большую подачу газа, он может «закручиваться» и смешиваться с воздухом, чего тоже нельзя допускать. Для такого размера заготовок к сварке аргоном подойдет проводник, диаметром 1,6-2,4 мм.
Поджог дуги
После этого можно приступать к образованию дуги. Чем лучше заточен электрод, тем быстрее образуется дуга. Ее можно возбудить ударным способом, ударив проводником по металлу или же автоматическим, если на аппарате предусмотрена такая функция.
В самом начале положение его должно быть строго перпендикулярно (90градусов) к положению деталей. Поворачивать или склонять можно электрод, когда уже будет дуга.
Далее, очень важно до образования ванны не притрагиваться электродом ни к заготовкам, ни к придаточной проволоке.
Сварочная ванна
Затем происходит процесс формирования сварочной ванны или сварочного ядра (в случае точечного способа). Она появляется за несколько секунд, важно не передержать, чтобы не пропалить изделие. После этого начинается процесс наплавления валиков по стандартной технике и формирования шва. Как это делать, подробнее можно прочесть тут.
При этом сопло к детали держится под наклоном, в зависимости от положения соединения. Например, при работе в нижнем положении, сопло от ванны должно находиться примерно под углом 45 градусов. Расстояние от металла до электрода примерно 0,3-0,4 сантиметра.
Присадочная проволока держится примерно под углом в 15 градусов во время сварки для деталей из алюминия, как показано на картинке.
В процессе проволока для сварки алюминия аргоном постоянно отводится вдоль соединения. То есть, металл плавиться. Добавляем прут, потом убираем его и отодвигаем.
При тонком металле не нужно делать никаких движений соплом. Если деталь шире 3 миллиметров, тогда рекомендуется формировать шов «зигзагом» или «петельками».
Чтобы к сварке аргоном присоединить еще и наличие фигурного шва, нужно долго тренироваться. Не все мастера так умеют.
Под конец дорожки, нужно уменьшить подачу проволоки для сварки алюминия аргоном и увеличить ток, чтобы заварить кратер – это и будет финальный этап аргонодугового соединения изделий.
После сварки алюминия аргоном постоянным током нужно внимательно осмотреть все соединения, чтобы оценить качество работы своими руками. Если обнаруживаются дефекты – их всегда можно исправить или переделать.В завершение хотеться отметить, что к аргонной сварке требуется относиться более чем ответственно и долго тренироваться, только тога получится полноценный шов на изделии.
Более подробно, как производится аргонно дуговая сварка алюминия, можно посмотреть в следующем видео:
[Всего : 2 Средний: 4/5]
Можно ли самостоятельно провести сварку алюминия аргоном?

Если нужно соединить заготовки из алюминия, следует учитывать особенности этого сплава. Сложность сваривания алюминиевых заготовок заключается в появлении оксидной плёнки, которая мешает созданию надёжного шва. Сварка алюминия аргоном позволяет создать хороший шов.
Что необходимо учитывать при проведении работ?
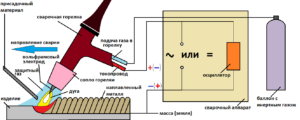
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Способы алюминиевой сварки
Если нет возможности использовать аргон для защиты свариваемой поверхности от образования оксидной плёнки, можно использовать другие технологии сваривания:
- аргонодуговую;
- электродуговую;
- с пользованием газовой горелки.
Третий вариант соединение алюминиевых заготовок подразумевает под собой использование флюса и присадочной проволоки. Расходный материал постепенно передаётся в рабочую зону.
При нагревании проволока расплавляется и соединяет заготовки между собой. Флюс в это время разогревается и защищает поверхность от образования оксидной плёнки.
Когда работа будет закончена, нужно очистить детали от флюса.
Электродуговая сварка подразумевает под собой использование алюминиевых электродов и постоянного тока с обратной полярностью. Вместо электродов может использоваться присадочная проволока. На поверхность расходного материала наносится слой флюса.
Лучшим вариантом является сваривание деталей с помощью аргона. При этом используются вольфрамовые электроды для алюминия. Между ними и обрабатываемой поверхностью образуется дуга, которая соединяет детали.
Аргонодуговая сварка алюминия
Оборудование
Перед началом работы следует подготовить необходимое оборудование для сварки. Особенности расходных материалов и аппаратов:
- Электроды, которые имеют основу из вольфрама. Это неплавящиеся элементы, в которые добавляются легирующие присадки.
- Аппарат, вырабатывающий сварочный ток. Желательно выбирать универсальное оборудование, которое подходит для выполнения разнообразных сварочных работ.
- Баллон с защитным газом. В этом плане эффективнее всего использовать аргон.
Для соединения оборудования используются специальные шланги и провода.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.
Как настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Сварка алюминия аргоном

За последние 193 года с момента своего открытия алюминий получил достаточно широкое распространение. Обладая такими достоинствами как: лёгкость, прочность, податливость штамповке, высокую коррозийную стойкость, высокая теплопроводность и электропроводность, хорошие парамагнитные свойства, его соединения абсолютно не токсичны.
Благодаря своим свойствам он применяется во многих отраслях современной промышленности, от пищевой, до авиационной и космической. Широкое применение деталей из этого металла потребовало разработать технологический процесс сварки деталей. Особое место среди методов сварки алюминиевых деталей занимает технология сварки алюминия аргоном.
Сварка алюминия аргоном
Особенности сварки алюминия и его сплавов
Одним из существенных недостатков материала являются трудности, с которыми сталкиваются при сварке деталей из него.
Этот недостаток связан с тем, что алюминий образует быструю и прочную химическую связь с кислородом. Говоря проще, его верхний слой моментально образовывает плёнку, представляющую собой окись алюминия.
Основные трудности, возникающие при сварке алюминия, вызваны его химическими и физическими особенностями:
- Существенная разница между температурой плавления самого металла (она составляет 660°C), и температурой плавления окисной поверхностной плёнки (достигает температуры 2060°C).
- Большое количество сплавов алюминия с другими металлами. Это необходимо для придания требуемых свойств. Различные легирующие добавки изменяют температуру плавления, следовательно, необходимо создавать соответствующие условия для сварки таких деталей.
Температура плавления алюминия и его окисной пленки
Трудности, связанные с первой особенностью, решаются достаточно легко с помощью современного оборудования.
Однако следует помнить, что коэффициент теплового расширения внешней оксидной плёнки в три раза меньше, чем этот коэффициент самого алюминия. При некачественном прогреве внутри образуются трещины и пустоты.
Кроме этого поверхностная плёнка является более рыхлой. Она обладает высокой гигроскопичностью и худшими защитными свойствами.
Для преодоления второй проблемы, необходимо знать какой состав сплава требуется сварить. Сегодня в промышленном производстве в алюминий добавляют различные химические элементы: медь, магний, марганец и даже кремний. Все эти сплавы делятся на следующие группы:
- Сплавы, в состав которых входят алюминий, медь и марганец. Они называются дюралюмины.
- Сплавы алюминия, кремния и марганца. Они получили название – авиали.
- На основе алюминия и меди с добавлением различных элементов. Например, железа и никеля.
- С добавлением цинка.
Процесс сварки аргоном
Все эти они имеют соответствующие обозначения в соответствии с ГОСТ. Но, следует помнить, что из всего перечня сплавов хорошо свариваются не все. К ним относятся: сплавы марки АД, АМ, АВ, М и Д20. Для сварки определённого вида сплава необходимо использовать подходящую для него сварную проволоку и соответствующие флюсы и присадки. Их перечень приведен в ГОСТ 7871-75.
Для проведения качественной сварки следует учитывать следующие особенности:
- трудности, связанные с расплавлением верхней оксидной плёнки;
- относительно невысокую температуру плавления самого алюминия;
- необходимость в мощном источнике энергии;
- обязательная заварка образующегося кратера;
- тщательная зачистка шва, перед тем как приступить к сварке.
Сварочный шов
В настоящее время применяются следующие виды сварочных процессов:
- В окружении инертных газов. Применяются вольфрамовые электроды и добавочные бруски. Такой режим называется AC TIG.
- В окружении инертных газов с автоматизированной подачей сварочной проволоки. Такой способ получил наименование DC MIG.
- Без использования газовой защитной оболочки. В этом случае место сварки покрывается плавящими электродами. Этот режим именуется ММА.
Независимо от выбранного способа сварки сплавов алюминия, главной задачей является разрушение образованного слоя оксидной плёнки на поверхности свариваемых деталей. Для этого используется переменный или постоянный ток разной полярности. В этом случае можно добиться так называемого катодного распыления верхней оксидной плёнки.
Из перечисленных способов сварки наибольшей популярностью пользуются: аргонодуговая сварка АС TIG и полуавтоматическая импульсная сварка MIG. Очень часто первый вид сварочного процесса называют или аргонной, или аргоновой, или сваркой аргоном. Каждый из этих терминов подразумевает один и тот же технический процесс: сварка вольфрамовым электродом в среде аргона.
Для реализации такого сварочного процесса необходимы следующие элементы:
- мощный источник переменного тока (желательно с изменяющейся частотой);
- высокочастотный HF преобразователь для зажигания сварочной дуги.
Изменение частоты переменного тока в сторону увеличения и уменьшения в определённых пределах позволяет обеспечивать более точный контроль над состоянием дуги. Можно регулировать фокусировку ширины.
Это необходимо при сварке тонких деталей и сварки в труднодоступных местах.
Кроме изменения частоты применяется изменение баланса переменного тока. Изменение баланса позволяет управлять процессом так называемого «раскисления» поверхностного слоя алюминия. Иногда его называют предварительной чисткой.
Количество и качество подобной чистки зависит от состава металла, его чистоты и скорости сварки. Однако настройка слишком высокого баланса значительно снижает стабильность создаваемой дуги.
Низкий баланс приводит к тому, что не удаётся расплавить поверхностную оксидную плёнку.
Высокочастотный HF преобразователь обеспечивает надёжное образование сварочной дуги.
Для проведения такой сварки используются вольфрамовые электроды и присадочные прутки или проволока.
В соответствии с ГОСТ электроды должны иметь диаметр от 1,6 до 2,4 мм, а прутки диаметром от 1,6 до 4 мм.
В качестве защитного газа применяют инертный газ (обычно это аргон) отсюда и пошло название процесса сварки. Правда существуют аппараты, в которых применяется гелий с высокой степенью очистки.Cварочный аппарат MIG
Все параметры: интервал изменения частоты и баланса переменного тока, размеры электродов и присадочного прутка, размер дуги, скорость подачи газа зависит от технических возможностей оборудования и состава и формы свариваемых деталей. Чтобы не допускать ошибок при сварке, разработаны специальные таблицы, которые позволяют выставлять требуемые параметры.
Кроме таблиц, опытными сварщиками разработаны инструкции по сварке алюминия.
Согласно инструкции целесообразно обеспечивать угол между свариваемой поверхностью и электродом выдерживать в пределах 70-80°, между электродом и присадочным бруском или проволокой близким к 90°.
Длину сварочной дуги необходимо выдерживать в пределах от 1,5 мм до 2,4 мм. Горелка должна двигаться медленно и не обгонять присадочный пруток. Таким образом, будет обеспечена наилучшая защита образованного шва.
Технология аргонодуговой сварка алюминия
Для получения лучшего качества сварки следует алюминиевую деталь располагать на горизонтальной поверхности. В качестве подложки лучше использовать прокладку из меди или стали. Будет обеспечен надёжный отвод тепла во время сварочного процесса. Это необходимо при сварке тонких деталей, так как перегрев может вызвать прожигание самой детали.
Размеры сварочной ванны выбираются исходя из размеров свариваемых деталей. Скорость движения горелки должна выбираться в соответствии с силой сварочного тока и скоростью подачи аргона.
Повышенный расход газа приводит к эффекту засасывания воздуха в зону дуги, что снижает эффект воздействия инертного газа. Если газ вытекает медленно, или применяется слишком большая скорость сварки, это тоже приводит к ухудшению качества защиты места шва. Обычно специалисты включают подачу аргона за 3-5 секунд до зажигания дуги и выключают через 5 секунд после сварки.
Последовательность проведения сварочных работ
Сварка аргоном алюминия осуществляется в следующей последовательности:
- Подготовка сварочного аппарата, ванны для сварки, подбор электродов и дополнительных брусков, подбор необходимого флюса.
- Подготовка свариваемых деталей. Этот процесс производится в три этапа:
- непосредственная очистка и обезжиривание частей алюминиевых деталей, которые будут свариваться. Обезжиривание поверхности производится растворителями, например ацетоном или уайт-спиритом;
- при необходимости производят разделку кромок. Это делается для деталей, толщина которых превышает 4 мм. Если толщина деталей не превышает 2 мм, то специалисты советуют произвести, так называемую отбортовку;
- предварительное удаление оксидной плёнки. Эту операцию производят механическим воздействием на поверхность свариваемых деталей. Её производят либо с помощью наждачной бумаги или металлической щётки из нержавеющей стали (желательно, чтобы толщина проволоки у щётки не превышала 0,15 мм).
- Непосредственная сварка. Она осуществляется в соответствии с существующими инструкциям и рекомендациями и подробно описана в предыдущем пункте.
Кроме всех приведенных преимуществ, профессионалы отмечают, что с помощью технологии сварки алюминия аргоном можно производить разнородную сварку. Именно применение аргона и соответствующей горелки позволяет сваривать металлы с разными температурами плавления и коэффициентами расширения.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.