Типы разделки кромок под сварку
Типы разделки кромок под сварку

Проплавление металла толщиной 5 мм и более довольно трудная задача при использовании ручной дуговой сварки. Получение качественного шва в этих условиях затруднительно даже для опытных сварщиков.
По этой причине ГОСТами и другими руководящими документами предписывается формировать соответствующим образом кромки заготовок. Разделка кромок под сварку делается при выполнении практически всех угловых и стыковых соединений.
Обязательная подготовка
Единственной задачей разделки кромок является желание получить качественный надежный шов. Разделку проводят так, чтобы электрод легко мог достать до нижних слоев и проварить изделие по всей толщине.
Подготовка кромок перед сваркой проводится в любом случае. Она может быть:
- без разделки;
- с отбортовкой;
- с разделкой.
Обязательный подготовительный этап заключается в очистке торцовой и прилегающей области от всевозможных механических и жировых загрязнений, оксидных пленок, ржавчины на расстояние не менее 20 мм в соответствии с ГОСТ.
Зачистка стыков под сварку может производиться вручную с использованием наждачки, щетки с металлической щетиной, напильника, шлифовальной машинки или с применением химических реагентов.
После того как детали собраны в узел, который предстоит варить, и зафиксированы, правильно обработать кромки уже не получится.
Подготовку стыков рекомендуется делать при толщине стенок свариваемых деталей 5 мм и более. Односторонняя отбортовка выполняется при сварке стыковых и угловых соединений.Двухсторонняя отбортовка производится при стыковой сварке. В целом разделка заключается в придании кромкам определенной формы, в результате чего они становятся тоньше.
Скосы
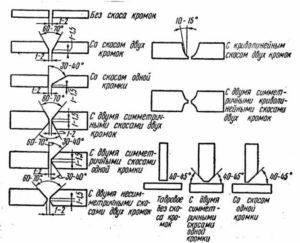
Стыки с разделкой кромок бывают с односторонним скосом одной или двух кромок и с двусторонним скосом одного или двух стыков. Скосы могут быть прямолинейными или криволинейными, с притуплением или без него.
При односторонней сварке разделку стыков делают в виде буквы V или U. При сварке с обеих сторон реализуется K или X-образные разделки. Разделка для односторонней сварки более трудоемка, чем при сваривании с двух сторон.
Выбор скосов кромок под сварку определяется конструкцией свариваемых изделий, толщиной металла и диаметром электрода. Форму разделки определяет угол и форма скоса, а также высота притупления.
Притуплением называют нескошенную часть стыка. Оно нужно для правильного образования сварного шва и предотвращения прожога. Притупление бывает толщиной от 1 до 3 мм.
Иногда обходятся совсем без него. Тогда предусматриваются специальные мероприятия предотвращающие прожог сварного шва. Сваривание производят на подкладке, основе из флюса или используют замковое соединение.
При использовании ручной электродуговой сварки подготовку кромок у металла толщиной менее 5 мм не делают. Если изделие более толстое, то обычно используют одностороннюю симметричную разделку с углом в 60 °-80 °и притуплением 1-3 мм.
Для соединений в стык с К-, V-, и Х-образной обработкой кромки, совокупный угол скоса равен 45 °-55 °, а при сваривании с подкладкой – 10 °-12 °. Эти параметры влияют на свойства шва и прямо определяют его характеристики.
Методы резки
Разделка кромки заключается в том, что с торца детали снимают часть металлы под углом. Угол определяют между плоскостью торца и образовавшегося скоса.
Разделку можно провести механическим способом и термическим. Впоследствии, в зависимости от качества образованной поверхности, проводится механизированная или ручная доработка.
Механизированная доработка осуществляется на расточном оборудовании для тел вращения. Для прямолинейных поверхностей используются фрезерные станки или пневматические шлифовальные машины.
https://www.youtube.com/watch?v=yww-vPMWEAA
Если специального оборудования нет, то поверхность под сварку можно доработать вручную с помощью зубила и напильника.
Термические методы разделки кромок – это газовая (при помощи кислорода), плазменная и лазерная резка. При терморезке можно получить К-, V-, и Х-образные скосы кромок. К механическим методам относятся фрезеровка, строгание, резка абразивом и долбежными устройствами.
Особенности методов резки
При газовой кислородной резке легированных сталей свободный углерод образует карбиды, удалить которые очень трудно. Поэтому подготовку таких сплавов, как хромированная нержавейка, например, проводят другими способами. Газовую разделку кромок применяют в основном к углеродистым сталям.
https://www..com/watch?v=yww-vPMWEAA
Качество термической резки, проведенной вручную, почти всегда оставляет желать лучшего, поэтому требуется дополнительно обрабатывать срез абразивом. К тому же изменяется состав и свойства верхнего слоя, что приводит к деформации изделий.
Плазменная резка позволяет получить качественный срез практически любых металлов. В роли плазмообразующего газа применяют воздух. Переносные устройства терморезки оснащаются газовыми и плазменными горелками. При установке трех горелок можно делать скосы кромок К-образной формы.
При машинной термической резке, качество кромок получается высоким, и удовлетворяет требованиям ГОСТов. Лазерная разделка кромок используется, когда ее нечем заменить, стоит она очень дорого.При формировании двусторонних скосов механическим методом требуется кантовка заготовок. Резка стыков абразивами является вредным производством и требует много ручного труда. Элементы абразива вызывают трещины.
Оборудование для механической разделки
Основные механические способы подготовки стыков – это фрезеровка, строжка, долбежка и резка абразивом.
Кромкострогальные станки используются при разделке стыков прямолинейных заготовок и позволяют получать любые виды разделки кромок. Кромкофрезерное оборудование может работать с криволинейными заготовками.
Переносные устройства используют, чтобы подготавливать стыки трубопроводов. Кромкоскалывающее оборудование работает на высокой скорости, но кромки требуют дальнейшей доводки.
Для доводки стыков абразивом применяют шлифовальные машинки. Данная обработка используется после фрезеровки изделий из нержавейки и алюминия.
Все методы разделки кромок имеют свои полюсы и минусы, все зависит от конкретики, вида обрабатываемых заготовок, условий работы и требуемой точности обработки.
Разделка кромок под сварку
Что такое разделка кромок? Для чего выполняется разделка кромок при сварке? Эти вопросы часто задают многие новички. Многие не понимают, зачем вообще тратить время на разделку кромок.
Неужели качество шва будет заметно лучше? Наш ответ: да. Любое металлическое изделие требует предварительной подготовки перед сваркой.
Разделка кромок — это подготовительный этап, включающий в себя придание кромкам определенной формы.Нужно ли выполнять разделку кромок в любом случае? Мы не рекомендуем это делать. Разделка нужна для деталей, где толщина металла минимум 5 миллиметров и выше. Если толщина детали менее 5 миллиметров, что разделка кромок свариваемых изделий не принесет желаемого результата. Это лишь один из множества нюансов, которые стоит учитывать при разделке. О них мы и расскажем в этой статье.
Перед разделкой
Разделка под сварку выполняется для общего улучшения качества шва, поскольку металл хорошо проваривается и у сварщика есть прямой доступ к корню сварного соединения.
Но есть один главный нюанс, который вы должны учесть, чтобы добиться хорошего качества работ. Это подготовка металла под разделку. Без подготовки вся ваша работа потеряет смысл.
И речь идет не о простой очистке поверхности от грязи и масла. Речь идет о полноценной подготовке металла.
Если вы будете варить листовой металл, то первое, что нужно сделать — это пропустить его через вальцы. Вальцы — это два металлическим валика, между которыми пропускается листовой металл.
Такой процесс также называется правкой металла. Правку можно выполнять и вручную с помощью молотов, но это не лучший способ добиться ровной поверхности.
Ведь в результате вы должны избавиться от искривлений металла.
Дальше нужно металл как следует зачистить. Удалите всю грязь, пятна от масла и краски. Это можно сделать с помощью любого растворителя, мы в своей работе используем уайт спирит. Въевшуюся грязь и признаки коррозии можно удалить с помощью кордщетки, болгарки или абразивного круга. Если деталь сделана из нержавеющей стали, то ее нужно начистить до зеркального блеска.
Далее нужно детали немного прогреть. Делается это с помощью специальных электрических печей или газовых горелок. Если деталь еще только на чертежах, то сделайте на металле разметку и вырежьте детали с помощью роликовых ножниц по металлу. Также можно использовать методы плазменной и газовой резки.
Все, теперь деталь можно подвергать разделке. Только при соблюдении всех этих процедур вы можете добиться качественного результата при разделке кромок. Но это только начало, ведь дальше нужно правильно выполнить скосы кромок, чтобы снизить напряжение у шва и улучшить его качество. Далее мы расскажем о формах скосов и о том, как правильно выполнять разделку.
Разделка кромок под сварку, виды разделки для труб и с какой целью ее выполняют

Студентам-сварщикам на лекциях рассказывают основы и важность каждого подготовительного этапа перед сваркой. Ученики знают, с какой целью выполняют разделку кромок, а на практических занятиях тренируются с различными видами сварных соединений и их подготовкой.
Меню статьи:
- Как обработать поверхность кромок
- Типы кромок
- Кромки для сварки труб, ГОСТы
Эта статья расскажет о базовых особенностях сварки: о правильной подготовке кромок металла, видах соединений и способах подготовки согласно ГОСТу.
Зачем подготавливать кромки и как правильно обработать поверхность
Предварительная разделка кромок под сварку при толщине металла 5 миллиметров выполняется обязательно, согласно сварочным нормам. Это делается для того, чтобы проварка элементов была глубокой, жидкий металл электрода заполнил полости между соединяемыми частями, и застывший шов обеспечил прочность конструкции.
Государственные стандарты подготовки кромок индивидуально подобраны для всех типов сварочных соединений (швов) листового металла:
- Стыковое;
- Угловое;
- Тавровое (Т-образное);
- Нахлестовое.
Разделка кромок под сварку труб — отдельный сборник сертифицированных стандартов по обработке кромок трубных соединений. ГОСТы также отделяют стыковые, нахлесточные и угловые соединения, где скос кромок подбирается исходя из толщин свариваемых металлов.
Когда сечения и скосы выполнены согласно стандартам, сварщики приступают к другому, не менее важному этапу подготовки — зачистке и обезжириванию. Для этого мастер использует специальную ручную стальную щетку или абразивные зачистные круги, а затем — растворитель или ацетон для химического обезжиривания поверхности.
Обезжиривание и зачистка перед сваркой — неотъемлемые особенности качественной профессиональной работы. Элементы сварки зачищаются после среза и обезжириваются от следов ржавчины, маслянистых структур, влаги, окалин. Невыполнение этого этапа приводит к необратимым последствиям:
- Хрупкий сварный шов;
- Неоднородный шов (включения шлаков в металл);
- Появление пор и микро завоздушин в шве;
- Появления трещин по шву;
- Пережог, перегрев металла.
Важно соблюдать последовательность действий:
Отрезать.
Подготовить кромку (снять фаски).
Зачистить от следов коррозии, старой краски, лака и прочих материалов.
Обезжирить.
Только после этого можно делать наметку и прихваты, и возможности обработать кромки больше не будет.
Типы готовых кромок — какие бывают и как выбирать
Виды разделки кромок по Госстандартам учитывают массу параметров, которые имеют свои термины:
Угол разделки кромки (α) — его наличие обеспечивает плотный шов и качественную сварную ванну.
Длина скоса кромки (L) — обеспечивает плавный переход толщины металла.
Размер притупления кромок (S) — начинается там, где заканчивается скос и обеспечивает устойчивость сварки, равномерное наложение шва.
Зазор между двумя кромками (а) — требует внимательности и правильного подхода, т.к. от его величины зависит полнота провара.
Смещение кромок относительно друг друга (δ) — влияет на прочность соединения и допускается не более 10% от толщины металла.Опытный сварщик знает все виды разделки кромок под сварку по ГОСТу и умеет их подобрать в зависимости от толщины металла, типа соединения и способа сварки. Стандарт для наиболее распространенной ручной дуговой сварки (ГОСТ 5264-80) включает по 4 и более типов форм кромок для каждого типа соединения:
- Для стыкового — 15 видов кромок;
- Для углового — 5 видов кромок;
- Для таврового — 4 вида кромок;
- Для нахлесточного — один вид: без скоса кромок.
Такие линейные типы сварных соединений, где требуется предварительная разделка кромок, встречаются на каждом шагу:
- Металлоконструкции;
- Металлические инсталляции — предметы искусства;
- Винтовые и пожарные лестницы;
- Отдельные виды перил и ограждений;
- В судостроении и ремонте.
Кромки для сварки труб, ГОСТы и особенности
Разделка кромок под сварку труб занимает отдельную категорию, так как трубные соединения — более сложные и требуют долговечности. Трудно перечислить все сферы деятельности, где «варят» трубы, наиболее часто встречаемые области, это:
- Водопровод и канализация;
- Отопление — трубы и радиаторы;
- Бытовой газопровод;
- Трубы+арматура;
- Газо и нефтепровод.
Разделка кромок труб под сварку ГОСТ 16037-80 распространяется на соединения из стали и учитывает особенности соединяемых элементов и типов соединений:
Параметры конструкции элементов (труб, арматуры);
Габаритные размеры (диаметр и толщина);
Тип соединения (С — стыковое, У — угловое и Н — нахлесточное).
Условия и требования, описываемые в стандартах, обязательны к соблюдению и являются определяющими признаками качественной и «правильной» сварки. Они подходят для работы ручной дуговой сваркой, дуговой сваркой в защитном газе, дуговой сваркой под флюсом и газовой сваркой. Основные условные обозначения подробно описаны в стандарте 16037-80.
Обязательным также является качественная очистка и обезжиривание поверхности кромок и тех элементов трубы, которые будут участвовать в сварке.
Обрез трубы или участка делают по нанесенным на трубу отметкам: резать надо осторожно, учитывая толщину трубы и особенности отрезного круга (если Вы используете болгарку).
Краткие выводы
Сварка металлических конструкций и труб — чрезвычайно ответственная и сложная работа, требующая опыта и определенных теоретических знаний.
Правильная подготовка кромок свариваемых элементов гарантирует в будущем прочность шва и долговечность всей конструкции.
Основные условия подготовки кромок собраны в общепринятых государственных стандартах и определяются ГОСТами, в зависимости от применяемых методов сварки.
Разделка кромок под сварку: типы и виды, нюансы

Одним из этапов подготовки металлических деталей для их сваривания в неразъемное соединение является работа с их кромками. Придание им определенной формы называется разделкой.
С какой целью выполняют разделку кромок свариваемых деталей? Это необходимо для повышения качества будущей сварной конструкции. Скос кромок обеспечивает хороший провар по всей ширине шва.
Кроме того, это гарантирует доступ инструмента сварщика к корню сварного шва. Это главные причины, для чего выполняется разделка кромок при сварке.
Размеры скосов относятся к конструктивным значениям, регламентируемым нормативными документами. Они разделяются в зависимости от формы соединений и способа сварки.
Так, например, ГОСТ 5264, в котором содержатся требования к ручной дуговой сварке, не распространяется на соединения трубопроводов, описания которых изложены в ГОСТе 16037. При автоматической сварке и с применением полуавтомата следует обратиться к ГОСТу 11533.
Суть разделки кромок под сварку заключается в удалении части металла на торце под определенным углом, называемым скосом.
Нюансы разделки кромок
Разделка под сварку имеет свои особенности. При разделке увеличивается ширина сварного шва. Это приводит к дополнительному расходу материалов. При некоторых ситуациях разделка кромок отсутствует, и сварка производится без этого подготовительного этапа. Если свариваются тонкие детали, то прибегают к отбортовке.
Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку ручным или машинным способом. Вручную она может выполняться на наковальне с применением молотка или кувалды. Механическая обработка также может проводиться строганием, фрезерованием, долблением, применением абразивов, что требует соответствующего оборудования, например, строгальных или фрезеровальных станков.
Устройство строгальных станков достаточно простое. Высокопрочный резец, проходя вдоль торца под установленным углом, снимает за каждый проход слой металла.
Затем механизм станка изменяет его положение и операции повторяются. Фрезеровальные станки находят применение, когда поверхность деталей имеет криволинейную форму.
Фаска образуется с помощью фрезы, совершающей перемещение вдоль линии шва.
Для больших конструкций и трубопроводов используют кромкоскалыватели, работающие методом долбления. Абразивную обработку применяют для заготовок маленького размера и для окончательной доводки после строгания и фрезерования. Снимать кромку можно с помощью газового резака. Для машинного способа используют зигмашину.Фаски на кромках делают с одной стороны или с обеих. Односторонние скосы на прямых деталях способствуют легкости протекания процесса сварки. При двухсторонних фасках необходимо обеспечить сварщику доступ к обеим сторонам соединения.
Конструктивные параметры
Типы разделки кромок под сварку различаются в зависимости от выбранных конструктивных параметров:
- Угол скоса. Обозначается буквой «β». Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится в диапазоне от 10 до 30 градусов. Если скашивается только одна кромка, то угол составляет 45 градусов.
- Угол разделки. Обозначается буквой «α». Под этим термином подразумевается угол между скошенными поверхностями. Когда угол скоса обеих деталей одинаков, то угол разделки равняется его двойному значению. Соответственно, находится в диапазоне от 20 до 60 градусов. Правильный выбор угла раскрытия обеспечивает проникновение электрода вглубь, достаточного для хорошей проварки корня шва.
- Величина притупления. Обозначается буквой «С». Часть торца кромки, оставшаяся нескошенной, может иметь острую форму. Это может помешать процессу сварки и вызвать в этой тонкой части прожоги металла. Чтобы этого избежать прибегают к затуплению кромок. Размер притупления составляет порядка 2 мм.
- Зазор. Обозначается буквой «b». Является расстоянием между кромками в зоне корня шва. Зазор оставляют для лучшего провара в этой области. Его значение обычно составляет около 1,5 мм. Эта величина может быть уменьшена или увеличена в зависимости от технологии процесса сварки.
- Длина скоса. Обозначается буквой «L». Регулирует плавность перехода от минимального размера скошенной части до толщины детали. Правильно выбранное значение устранит дополнительные напряжения в этой области.
- Высота и ширина обозначаются как «h» и «в» соответственно.
- Катет шва. Обозначается буквой «К». Это наименьшее расстояние от плоскости одной детали до границы треугольного шва на другой.
Элементы геометрической подготовки формы кромок под сварку имеют свое обозначение, которое используется на чертежах, в технологической и конструкторской документации.
Виды разделок
Классификация предлагает различные виды разделки кромок под сварку. Они находят применение в зависимости от толщины элементов, применяемой технологии, типа шва. Каждый вид получил название по латинской букве, которую он напоминает. Три вида имеют прямолинейный скос, а один — криволинейный.
V-образная
Является наиболее часто применяемой. Это объясняется простотой выполнения и возможностью использования для различных толщин свариваемых деталей. Диапазон толщин — от 3 до 26 мм.
Представляет собой разделку обеих кромок с одной стороны. Угол разделки — 60 градусов. Применяется для стыковых, угловых и тавровых соединений.
X-образная
Используется также достаточно часто. Скосы выполняют с обеих сторон. Способ применяется для соединения деталей, имеющих толщину от 12 до 60 мм. Угол разделки такой же, как в предыдущем варианте. С каждой стороны осуществляется несколько проходов. При таком способе значительно снижается расход электродов при сварке. Остаточные деформации при нагреве являются незначительными.
U-образная
Единственный вид криволинейного скоса. Иногда называется «рюмочным». Разделка кромок для сварки таким способом является наиболее трудной. Применение оправдано, когда необходимо получит высокое качество шва.
Обе кромки скашиваются одинаково с одной стороны. Подходящая толщина деталей — от 20 до 60 мм. При сварке кромок таким способом происходит уменьшенный расход электродов.
Вручную выполнять трудно, поэтому применяются кромкорезы.
К-образная
Наиболее редко применяемый способ. Скос кромок под сварку в соединении делается только для одной детали. Одна из кромок односторонняя, а вторая имеет сразу два скоса. Если возникли затруднения, какая подходит разделка кромок под сварку таблица поможет сделать правильный выбор.
https://www.youtube.com/watch?v=qBf24cIxYuU
Из нее видно, что форма кромок зависит от типа соединения, характера шва и толщины свариваемых деталей.
Смещение деталей
Кромки не обязаны отличаться симметричностью и быть параллельными между собой. Однако, смещение кромок сварных стыковых соединений имеет ограничение. Все допуски указаны в нормативных документах. Величина допускаемого смещения зависит от толщины соединяемых деталей.
Свои нюансы имеет сварка трубопроводов и других различных труб. Это потребует повышенной точности.
Допустимое смещение кромок при сварке труб будет гораздо меньшем, чем у деталей, имеющих плоскую форму.
Способом предупреждения появления значительного смещения является надежная фиксация соединяемых элементов. Оправдавшим себя методом фиксации является выполнение прихваток — коротких поперечных швов.
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности.
Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов.
Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.
Интересное видео
Для чего выполняется: цель подготовки и зачистки
Прежде чем приступать к разделке кромок, необходимо произвести очистку поверхности.
Присутствие загрязнений отрицательно сказывается на качестве, надежности и прочности шва: в соединении формируются поры, трещины и шлаковые отложения. Как следует проводить зачистку рассказано в следующем подразделе.
После зачистки поверхности осуществляется разделка. Данная процедура производится для достижения следующих целей:
- осуществление провара по всей толщине свариваемых изделий;
- обеспечение доступа к корню шва сварочного инструмента.
Подготовка свариваемых поверхностей
Предварительная подготовка свариваемых металлических поверхностей включает выполнение нескольких процедур:
Вальцы
Правка может выполняться вручную на специальных правильных плитах из стали или чугуна с помощью пресса или посредством ударов молотка. Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.
Предварительная зачистка. В процессе подготовки металл необходимо очистить от масел, красок и лаков с помощью бензина или любого растворителя. Грязь и ржавчина удаляются кордщеткой, абразивными кругами или болгаркой. Изделия из высоколегированных сталей необходимо вычищать до блеска.
Кордщетки, насадки на болгарку
Разметка позволяет определить формы и размеры будущего изделия. Выполнять разметку нужно внимательно, так как даже небольшая неточность приведет к дефекту. Важно помнить о припуске на обработку.
Небольшой подогрев деталей.
Механическая резка металлических листов осуществляется с помощью роликовых ножниц, которые оборудованы ножами. Резка деталей из углеродистых сталей проводится плазменно-дуговой или газокислородной технологиями, легированные стали — кислородно-флюсовый и плазменно-дуговой методы.
Правила разделки кромок перед сваркой
Проплавление металла толщиной 5 мм и более довольно трудная задача при использовании ручной дуговой сварки. Получение качественного шва в этих условиях затруднительно даже для опытных сварщиков.
По этой причине ГОСТами и другими руководящими документами предписывается формировать соответствующим образом кромки заготовок. Разделка кромок под сварку делается при выполнении практически всех угловых и стыковых соединений.