Залипание электрода при сварке инвертором
Липнет электрод при сварке инвертором

Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов
Часто прилипает электрод при неправильном подборе его типа к определенному металлу. Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Загрязненная поверхность деталей не способствует должному контакту с ним держателя массы, да и самого электрода. При попытке поджечь дугу она может гаснуть, а обмазка начнет отпадать. Дальнейшие действия приведут к залипанию кончика стержня.
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
Если в сварочных работах используются расходники, которые находились в герметичной упаковке, то их можно смело использовать. Липнуть они не будут, если соблюдены все другие правила.
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.
Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
Правильно выставленная сила тока способствует не только отсутствию прилипания, но и качественному сварочному процессу.
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.
Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).Чтобы избежать залипания, нужно правильно поджечь дугу. Для этого кончиком стержня постукивают по металлу или же чиркают. Когда дуга разгорается, необходимо обеспечить нужную ее длину. Обычно этот показатель составляет 1-1,5 диаметра расходника. Если этот процесс делать медленно, то электрод залипнет.
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
Как правильно научиться варить инвертором
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами).
Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке.
Рассмотрим, как научиться сваривать металл с использованием инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. задача сварочного аппарата – производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак – более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки – что это такое?
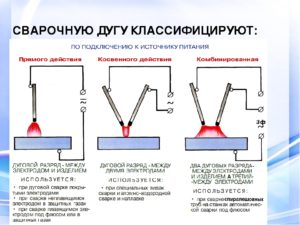
Классификация сварочной дуги.
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода – прямая полярность. При обратном движении (от анода) – обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности).
Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод).
Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Выбор инверторного аппарата
Чтобы понять, почему залипает электрод при сварке инвертором, нужно сначала сделать правильный выбор сварочного аппарата применительно к условиям конкретных работ. Агрегат должен отвечать определённым требованиям, которые будут обеспечивать оптимальную работу устройства в реальных обстоятельствах.
Примером такого аппарата, созданного для российских условий, могут служить инверторы линейки «Неон» нижегородского производства. На основе этих приборов мы и расскажем об основных требованиях к сварочным аппаратам, которые уменьшат вероятность залипания электродов при сварке.
Эти свойства заключаются в следующем:
- сетевое питающее напряжение находится в пределах от 160 В до 250 В, что вполне позволяет работать в условиях нестабильного энергопитания;
- наличие автоматического выключателя защиты, в том числе и от перегрева;
- ПВ при максимальном сварочном токе 60%;
- напряжение холостого хода 70 В, что позволяет уверенно держать дугу даже при экстремальных входных напряжениях;
- имеется функция горячего старта для уверенного розжига дуги короткого замыкания, а также форсаж дуги;
- чтобы электрод не прилипал, существует функция антистик;
- гарантированная стабильная работа при температуре окружающей среды от -40 °C до +40 °C.
Необходимо отметить, что эти характеристики служат основой для выбора, а не догмой, но стабильная работа при экстремальных температурах и напряжении в сети очень важна для российских условий. Для комфортной работы полезно пользоваться функцией горячего старта, которая помогает уверенно начинать процесс и оптимально использовать сварочные электроды для инверторов.
Особое внимание необходимо уделить такой функции, как антизалипание или антистик.
Суть её состоит в том, что в момент залипания сварочный ток сбрасывается до нуля и это даёт сохранить в целости как сам электрод, так и инвертор.
Устранить прилипание также помогает форсаж, позволяющий увеличить сварочный ток при риске обрыва дуги и не даёт прервать сварной шов, что благотворно сказывается на качестве работ.
Виды покрытых электродов
Многих, особенно начинающих, сварщиков волнуют проблемы правильного подбора расходного материала. Так какие же нужны электроды для сварки инвертором, какие лучше подходят для разных материалов? Чтобы ответить на этот вопрос нужно рассказать о типах покрытий и о том, какие именно выбрать электроды для сварки конкретных металлов или сплавов. Покрытие служит для следующих целей:
- С помощью оксидов углерода защищает сварочную ванночку от действия атмосферного кислорода.
- Стабилизирует дуговой разряд.
- Способствует удалению кислорода из металла или сплава, раскисляя шов.
- С помощью примесей оказывает легирующее воздействие на шов.
По толщине покрытия эти материалы бывают тонкими (М), средними (С), толстыми (Д) и особо толстыми (Г). Этот параметр регламентируется ГОСТ 9466-75 и влияет на процесс сварки, усиливая воздействие покрытия на шов и стабилизируя его свойства. По химическому составу покрытия электроды делятся на такие типы:
- для постоянного тока используется основное покрытие, которое обеспечивает пластичный шов;
- покрытие с железным порошком, увеличивающее прочность сварки;
- тип с кислым покрытием, обеспечивающий скорость работ и тягучесть свариваемому металлу;
- для вертикальных швов более подходит целлюлозное покрытие с малым образованием шлака;
- тип с рутиловым содержанием и наличием ферромарганца и карбоната магния.
Для осуществления правильного подбора применительно к свариваемому металлу и чтобы избежать залипания электродов, нужно знать какие из них наиболее соответствуют соединяемым заготовкам. Технические характеристики покрытия и рекомендуемые для сварки металлы и сплавы соответствуют разным маркам электродов, а именно:
- для работы с конструкционными низколегированными, углеродистыми сталями необходимо использовать УОНИ-13/55, ОМА-2, ОЗС-30, МР-3М, Ви-10-6, АНО-21 и ВСФ-65У;
- легированные высокопрочные стали варят ЭА-981/15, ЭА-395/9, НИАТ-5, ОЗШ-1 и НИАТ-3М;
- для теплоустойчивых и жаропрочных сталей используют АНЖР-2, ТМЛ-3У, ЦЛ-39, ИМЕТ-10, КТИ-7А и ОЗЛ-35;
- нержавеющие и коррозионностойкие сплавы сваривают с помощью НЖ-13С, НИАТ-1, УОНИ-13НЖ, ЦТ-15, и ЭА-400/10Т;
- разнородные сплавы и стали варят ЭА-391/15, ЦТ-28, ОЗЛ-32, АНЖР-2, НИИ-48Г, ИМЕТ-10, В-56У и ВИ-ИМ-1;
- для спецсталей подходят ОЗЛ-44, АНВ-20, ЭА-112/15 и НИИ48Г;
- чугун варится с помощью ОЗЖН-1, ОЗЧ-2, МНЧ-2, ЦЧ-4;
- для алюминиевых сплавов нужны ОЗА-2, ОЗАНА-2, ОЗА-1 и ОЗАНА-1;
- медь и её сплавы хорошо варятся АНЦ/ОЗМ-2, ОЗБ-2М (бронза), Комсомолец-100, ОЗБ-3;
- для никеля и сплавов используют В-56У, ОЗЛ-32;
- резку металла проводят АНР-2М, ОЗР-2, ОЗР-1.
Почему прилипает электрод при сварке инвертором — Справочник металлиста
При работе со сварочным аппаратом, в особенности, когда сварочные работы проводятся с применением сварочного инвертора, случаи прилипания электрода встречаются крайне редко. Гораздо чаще при использовании сварочного аппарата переменного тока или, проще говоря, обычного сварочного трансформатора.
Однако следует признать, что и инверторный сварочный аппарат не застрахован от такой проблемы. И здесь, кроме привычного разочарования в работе, с таким оборудованием вскрывается и обратная сторона медали – недостаточно прочное соединение деталей.
И хотя гипотез относительно этого не свойственного, явления для сварки инвертором много, основных, имеющих реальное объяснение всего три:
- не соответствующий по параметрам электрод;
- неправильно выставленный на приборе сварочный ток;
- некачественный материал обмазки электрода.
Детальное рассмотрение каждого из упомянутых случаев поможет быстро и правильно найти решение проблемы и также быстро ее устранить.
Особенности использования сварочного оборудования и электродов для электродуговой сварки
Как известно, сварочный инвертор является аппаратом постоянного тока для сваривания металлов разной толщины и качества с использованием в качестве рабочего органа плавкий электрод со стальной сердцевиной и специальной обмазкой. Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Использование электродов, имеющих спецификацию для работы с приборами, выдающими только переменный ток, приводит к нестабильному розжигу дуги, дуга работает не стабильно, ощущается необходимость больших усилий для удержания, как самой дуги, так и ведения самого шва. Чаще всего, в таком случае электрод просто не успевает разогреется, металл образует крупную каплю и дальше неразогретый электрод намертво прилипает к свариваемой поверхности.
Решить данную проблему, если она уже возникла довольно просто, нужно заменить электрод на такой, который предназначенный, для сваривания постоянным током.
Это самый действенный и надежный способ, ни увеличение мощности тока, ни смена полярности при этом абсолютно не поможет, результат будет прогнозируемый, налипание крупных капель, нестабильный шов, залипание электрода и большая вероятность выхода из строя самого сварочного аппарата, особенно при работах с большим диаметром электродов.
Подбор соответствующего сварочного тока при сваривании инверторным аппаратом
Опыт работы с различными сварочными аппаратами и различными технологиями сварки позволяет осуществлять сваривание ровным, прочным и красивым швом.
При этом опыт, как правило, играет главную роль, ведь овладение базовыми навыками сварочных работ подразумевает определенный уровень теоретической подготовки.
Вместе с тем, довольно часто, при работе сварщика с небольшим опытом, все-таки происходит прилипание электрода.
Одной из причин этого явления, даже при условии правильного подбора электрода выступает несоответствие параметров сварочного тока параметрам электрода. Розжиг дуги для каждого конкретного диаметра электрода требует необходимости правильного выставления регулировок аппарата.
Слишком большой ток подаваемый прибором «тянет электрод» и требует определенных усилий, для того чтобы удержать дугу, разожженная дуга при большом токе сильно притягивает электрод.
При малом токе, не соответствующем диаметру электрода, наоборот, разжечь стабильную дугу несколько проблематично, требуется держать электрод слишком близко к поверхности металла, при этом сварочная ванна формируется слишком малого размера, она не позволяет расплавить металл.
При малом токе, даже самое малое движение может разомкнуть дугу и прекратить процесс плавления электрода. Обмазка которого при этом, будет скорее всего, просто отламываться от стержня. И при очередном прикосновении электрод снова прилипнет.
Для того чтобы правильно подобрать величину сварочного тока необходимо воспользоваться простой формулой, которая хоть и приблизительно, но позволит начать подбор необходимого сварочного тока – 30А= 1 мм диаметра электрода.Неправильный выбор сварочного тока не позволит нормально осуществить соединение в вертикальной плоскости как при направлении шва снизу вверх, так и сверху вниз, а о сваривании из нижнего положения горизонтальной потолочной плоскости и речи быть не может.
Влияние качественного материала электрода на качество шва
Розжиг и формирование сварочной ванны во многом обеспечиваются не только благодаря правильно подобранному току, но и оттого насколько качественно изготовлен и сам электрод. Действительно, практически большинство прилипших электродов это или некачественные или не соответствующие кондиции стержни.
Чаще всего, прилипание связано с быстрым застыванием металла при сварке, ввиду отсутствия на самом электроде достаточного количества шпатовой обмазки или ее полное отсутствие. Осыпавшаяся обмазка или слишком тонкий ее слой или недостаточно отвечающая требованиям по пропорциям наполнителей гарантированно приведут сварку таким электродом к прилипанию.
Проблема здесь состоит в том, что именно обмазка формирует вокруг сварочной ванны необходимое газовое облако и вытесняет кислород со сварочной ванны, покрываясь шлаком, такое соединения формирует крепкий шов из расплавленного металла.
Отсутствие такой газовой оболочки не дает возможности металлу вытеснить кислород и соответственно сама ванна формируется за более короткое время и утрата контроля над швом в течение нескольких мгновений делает электрод неподвижным, схваченным в месте образования дуги жидким металлом.
Осыпаться обмазка может по разным причинам:
- благодаря заводскому браку;
- некондиционным условиям хранения электродов;
- механическим воздействиям, перегибам, ударам, слеживанию при неправильном сбережении;
- когда электроды отсыреют.
Прилипание электрода также свойственно и при повышенной влажности самого покрытия. Слишком увлажненное покрытие не обеспечивает должного уровня сгорания обмазки, образуя при этом множественные сколы и растрескивания от нагретого металлического стержня.
Отсыревшие электроды кроме этого нельзя правильно разжечь, поскольку именно высокая влажность покрытия неспособна правильно способствовать протеканию процесса плавления самого электрода. Дуга, возникающая в сырой оболочке электрода, не будет иметь стабильного вида, высота ванны при этом будет постоянно колебаться и как результат прилипание электрода.
Насыщенная влагой обмазка формирует недостаточно плотный газовый купол вокруг сварочной ванны, что естественно сказывается на качестве сварного шва, даже если удастся наложить шов без залипания электрода, все равно такое соединение будет ненадежным из-за высокого содержания в металле водородного компонента.
Как единственный выход из этой ситуации рекомендуется просушить электроды. Удаление лишней влаги позволит уже через несколько часов продолжить работу с неизменно высоким результатом.
Таким образом, залипание электрода в большей степени все-таки является результатом недостатком именно качественной составляющей сварочных электродов, а не самой технологии сваривания с помощью сварочного инвертора.
Какие электроды лучше выбрать для инвертора? стержней
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- основной;
- рутиловый;
- кислый;
- целлюлозный.
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
https://www..com/watch?v=VXuzvruY6Mk
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
Залипание электрода при сварке инвертором причины

Электроды при электросварке часто липнут к металлу, особенно эта проблема распространена среди начинающих сварщиков.
Когда электрод липнет к свариваемой поверхности, то его практически невозможно оперативно удалить, что приводит к множеству проблем и может закончится перегрузкой бытовых электросетей.
В этой статье мы расскажем, почему электрод прилипает при сварке, рассмотрим основные ошибки новичков и подскажем, как предотвратить залипание электрода.
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы.
В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода.
Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором.
Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции.
У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Некоторые новички забывают перед проведением сварочных работ очистить поверхность от загрязнений и ржавчины . Из-за этого контакт электрода с поверхностью детали недостаточен и дуга гаснет сразу после поджига. В попытке исправить ситуацию сварщик поджигает дугу снова и снова, пытаясь сварить загрязненные детали. Это приводит к залипанию кончика электрода.
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить . Это можно сделать в электропечи , с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.
Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).
Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.