Заточка спиральных сверл по металлу
Способы заточки спиральных сверл
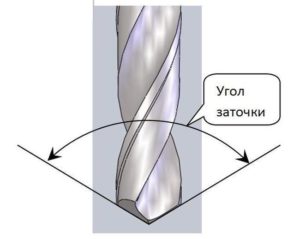
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
| Обрабатываемыйматериал | Угол заточки сверла в ° |
| Конструкционная стальНержавеющая стальЧугунСталь закаленная Алюминий Сплавы на основе магнияСилумин Медь электролитическаяБронза и латунь Пластические массы Органическое стеклоЦеллулоид, эбонит | 116-118120118125130-140110-12090-100125130-14050-607080-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п.
, угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале.
В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.).
Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания.
Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше.
Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки).
По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном.
Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия.
Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления.
Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло.
Затем сверло переворачивают и затачивают вторую режущую кромку.
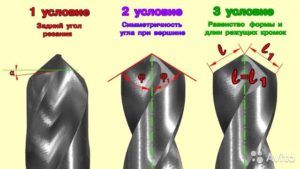
Также следует особо отметить, что заточка должна быть симметричной.
Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла.
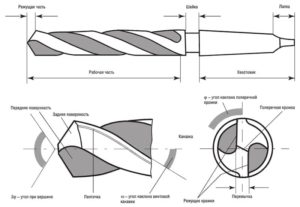
По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки.
В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части.
Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Угол заточки сверла по металлу

Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.
Определить необходимость производства заточки сверла определяется на основании оценки следующих признаков:
- увеличение времени сверления;
- изменение размера образующейся стружки (в сторону уменьшения);
- нарушение температурного режима (перегрев режущего инструмента, самой заготовки, у которой вырезается отверстие);
- появление характерного механического шума во время работы
При интенсивном проведении сверления режущая кромка затупляется. Её износ начинается с переднего угла. Одновременно происходит износ задней кромки и перемычки между ними. Первым признаком изменения первичных параметров инструмента до предельных значений является характерный металлический звук. Происходит прекращение высверливания отверстия даже при увеличении скорости и силы подачи.
Точная обработка рабочих поверхностей сверла обеспечивает высокое качество отверстий, позволяет повысить скорость проведения операций, препятствует перегреву, продлевает срок их службы.
Виды заточки свёрл по металлу
Порядок восстановления формы режущей поверхности зависит от выбранного вида заточки. Основными видами являются:
- одинарная или нормальная;
- аналогичная с постепенной подточкой (доведением края до требуемой формы);
- одинарная с последующей правкой (подточкой) поперечного края и ленточки;
- двойная с подточкой поперечной кромки или с последовательной обработкой кромки и ленточки.
Выбор необходимого вида в основном зависит от следующих факторов:
- физических характеристик металла, в котором планируется сделать отверстие заготовка;
- диаметра применяемого инструмента;
- параметров резания.
Наиболее распространённым видом считается так называемая одинарная заточка. Её применяют для инструмента небольшого диаметра (до 12 миллиметров).
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами.
Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания.
Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга).Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением.
Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов.
На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°.
Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки.Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°.
Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву.
Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия.
Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры.
На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга.
После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Во время проведения этой операции необходимо контролировать два параметра: угол наклона инструмента к поверхности круга и размер создаваемой перемычки.
Основными требованиями к результату этой операции является: формирование обеих кромок равной длины, получение заданных углов наклона.
Для изделий, у которых по технологии необходимо получить небольшой задний угол целесообразно подточить дополнительно заднюю поверхность. Это снизит её трение во время резания и не будет увеличиваться нагрев инструмента и заготовки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров.
Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции.
На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.
Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок.
Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки.Он должен постепенно увеличиваться по направлению к центру инструмента.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как заточить сверло по металлу и бетону своими руками
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным.
Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно. Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла.
В этой статье будет рассказано, как заточить сверло спиральное, а также сверло с твердыми напайками для сверления бетона.
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
https://www.youtube.com/watch?v=wY2X2IkNmf8
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°.
Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные.
Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками.
Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится. До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла.
При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным.
Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения. Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки.
Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
: Заточка буров для перфоратора. Часть — 2
Как заточить сверло по металлу разными инструментами
Заточка металлических инструментов позволяет полностью восстановить их работоспособность. Операцию можно выполнить с применением различных вспомогательных приспособлений.
Как правильно заточить сверло по металлу и не испортить режущую поверхность изделия, будет рассказано в публикации.
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.
Среди основных проявлений недуга выделяют следующие:
- повышенная шумность во время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
До появления вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не всегда удаётся вовремя обнаружить. Ели сверло при правильной подаче во время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Чем заточить сверло по металлу
Правильно подобранное приспособление позволит существенно сократить временные затраты и выполнить работу максимально точно. Узнайте ниже, как заточить сверло по металлу на точиле.
Кроме основного агрегата с электродвигателем и кругом, понадобится приобрести специальные приспособления удерживающие сверло в неподвижном состоянии. Такие стойки позволяют контролировать угол наклона и подачу инструмента во время точения.
Многие приспособления позволяют произвести отладку режущих изделий по металлу диаметром от 3 до 19 мм. Для точения спиральных свёрл можно использовать спецстанки, которые имеют встроенный электродвигатель и механизм для подачи.
В отличии от использования обычного точила и держателя, профессиональная техника может стоить десятки тысяч рублей. Поэтому если заточка свёрл не является профессией, то можно обойтись применением вышеописанного тандема из точильного круга и держателя или осуществить правку инструмента вручную.
Произвести наточку сверла напильником можно и без опыта. Главное, правильно подобрать надфиль. Учитывая факт, что даже дешёвые свёрла изготавливаются из высококачественной режущей стали, потребуется подобрать надфиль с алмазным напылением. Кроме напильника, нужно приготовить тиски в которых следует зафиксировать инструмент.:
Чтобы не тратить силы и время на ручной способ, можно применить болгарку с абразивным кругом.
Заточка сверла болгаркой
Шлифовальная машинка имеется почти в каждой домашней мастерской, поэтому метод будет одним из самых бюджетных.
Кроме болгарки с установленным шлифовальным кругом для работы нужно подготовить тиски в которых будет удерживаться сверло во время заточки. В помещении где осуществляется отладка инструмента должно быть светло, чтобы можно было контролировать процесс удаления металла с режущей поверхности.
Отладка осуществляется в такой последовательности:
- сверло устанавливается в тиски в вертикальном положении;
- болгаркой удаляется часть задней кромки, чтобы полностью ликвидировать следы износа;
- режущая кромка затачивается под углом 120 градусов.
Чтобы в процессе точения сверло не перегрелось, соприкосновение наждачного круга с металлом должно продолжаться не более 2 секунд. Повторяя многократно снятие небольшого количества металла с рабочей кромки, удаётся выполнить наладку инструмента на необходимый угол.
Для измерений, рекомендуется изготовить из пластмассы шаблон, который поможет контролировать величину угла заточки.
:
Удобнее и безопаснее осуществить работу с применением точильного круга и специального удерживающего устройства.
Заточка сверла точилом
Определять величину повреждения режущего изделия и отладку на глаз возможно после многолетней практики.
В остальных случаях можно установить специальный держатель свёрл в непосредственной близости от наждачного круга. Крепление должно быть прочным, чтобы во время выполнения работы не происходило смещение фиксатора. Если точильный станок зафиксирован на деревянной основе, установка фиксатора всё равно должна быть осуществлена с помощью болтового соединения.
Для выполнения заточки: инструмент надёжно фиксируется в удерживающем устройстве, включается двигатель точила и сверло соприкасается на короткое время с точильным кругом под заранее выбранным углом.
- Если на поверхности режущего изделия образовались зазубрины, то перед его отладкой необходимо снять повреждения равномерно с обеих сторон.
- Следует проявлять меры осторожности. Изделия большого диаметра разогреваются от соприкосновения с абразивным кругом до большой температуры, что приводит к снижению механической прочности металла.
:
Заточка с помощью насадки на дрель
Без наждачного станка, используя специальную насадку на дрель можно выполнить операцию качественно и с меньшими временными затратами.
Приобрести насадку можно в любом специализированном магазине, но использовать приспособление можно только для заточки средних по диаметру изделий. Большинство таких насадок позволяют эффективно осуществить точение инструмента диаметром от 4 до 10 мм.
Для новичков метод наиболее предпочтительный. Заточка свёрл выполняется следующим образом.
- установить насадку на дрель;
- сверло вставляется в отверстие подходящего диаметра;
- дрель включается и изделие затачивается с одной стороны;
- повернув сверло на 180 градусов затачивается противоположная кромка.
Чтобы пользоваться устройством эффективно, учитывайте следующие особенности:
- С помощью насадки на дрель затачиваются только слегка затупившиеся инструменты. Если имеются глубокие повреждения режущей поверхности и когда сверло было перегрето, так не получиться восстановить изделие.
- Угол заточки в таких устройствах фиксированный. Поэтому для восстановления свёрл для работы с цветными металлами потребуется приобрести оригинальное устройство, либо осуществить доработку изделий напильником.
Несмотря на некоторые недостатки такой конструкции, её использование позволяет упростить и ускорить процесс восстановления режущих кромок, а невысокая стоимость объясняет популярность.
:
Как заточить мелкие изделия
К сожалению, чтобы заточить тонкое сверло используя механизированные способы, в том числе насадки на дрель, вряд ли получится. Всю работу по восстановлению изделия малого диаметра потребуется выполнить вручную.
Первая попытка может окончиться неудачно, поэтому сначала следует выбрать недорогое тонкое сверло нуждающееся в восстановлении и осуществить операцию на нём. Ещё для работы понадобится небольшой алмазный надфиль и очки с 4-кратным увеличением.
Процесс происходит в такой последовательности:
- сверло стачивается примерно на 1 мм;
- напильником осуществляется последовательная заточка кромок инструмента на необходимый угол.
Вся операция выполняется «на глаз», важно использовать при работе увеличительные очки и мощный осветительный прибор.
Если первая попытка оказалась неудачной, следует знать, что любое мастерство можно развить только в течение определённого промежутка времени. В случае неудачи, не оставляйте попытки обучиться полезному навыку, как заточка тонких свёрл своими руками.
:
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
(1 5,00 из 5)
Загрузка…
Заточка сверла по металлу: как правильно заточить сверло в домашних условиях
Качественно выполнить обработку металла (в том числе просверлить отверстие в металлической детали) невозможно без использования инструмента, механические характеристики и геометрические параметры которого соответствуют требуемым значениям. Именно поэтому вопрос о том, как заточить сверло по металлу правильно, актуален для домашних мастеров, которые часто работают с таким инструментом, изнашивающимся (что естественно) в процессе эксплуатации.
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины.
При обработке такого мягкого материала, каким является древесина, сверла практически не затупляются и могут успешно эксплуатироваться очень длительное время, полностью сохраняя свои первоначальные характеристики.
Совсем иначе обстоит дело со сверлами, при помощи которых выполняются отверстия в деталях из металла. Следить за состоянием таких сверл надо постоянно и сразу принимать меры, если их рабочая часть подверглась износу.
О том, что сверло по металлу необходимо наточить, свидетельствует целый ряд признаков:
- скрип и гул, издаваемые изношенным инструментом;
- интенсивный нагрев сверла в процессе его использования;
- низкое качество создаваемых отверстий.
У сверла с разной длиной режущих кромок работает только одна сторона и стружка выходит по одной спиральной канавке
Работа изношенным сверлом является не только неэффективной, но и небезопасной. В любой момент такое сверло, на рабочую часть которого приходятся значительные нагрузки, может сломаться, а его отдельные фрагменты, разлетающиеся в разные стороны с большой скоростью, могут нанести серьезную травму.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование.
Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками.
Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
Основные формы заточки спиральных сверл
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
Основные параметры заточки сверла
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
Влияние угла при вершине на правильное образование стружки
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться.
В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса.
При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности.
Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения.
Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Практические рекомендации
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента.
Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.
Точность заточки в специальном приспособлении достигается точной подгонкой и надежной фиксацией сверла в оправкеТочильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности абразивного круга. Именно поэтому в конструкции такого приспособления имеется специальная опорная плита.
На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент.
Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки.
После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу.
Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок.
Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг.
Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации.
Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг.
Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг.Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы.
Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью.
При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше.
Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов.
Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга.Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Для того чтобы подробно познакомиться с правилами и методами заточки сверл по металлу, лучше не ограничиваться только теоретическим материалом, а изучить соответствующие видео. Показанный во всех подробностях технологический процесс позволит вам заточить свой инструмент качественно и быстро.