Заточка сверла для высверливания точечной сварки
Сверло для высверливания точечной сварки: нюансы при работе и заточке

Многие специалисты по кузовному ремонту сталкивались с ситуацией, когда требовалось заменить какую-либо часть в конструкции авто, соединяемую со смежными элементами посредством точечной сварки.
При этом далеко не всегда получается использовать для этого гидропробойник, так что лучшим решением для высверливания точечной сварки становится специальное сверло, размещаемое прямо в патроне электрической дрели.
Конструкция
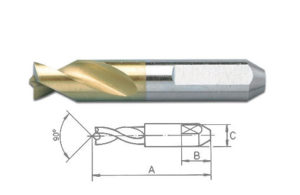
По внешнему виду распознать сверло для точечной сварки довольно легко – по его оси располагается заточенный на 90 градусов на конус кернящий выступ, существенно упрощающий процесс центровки сверла. Рабочий торец же выполнен плоским. Исходя из этого, многие мастера зачастую пользуются обыкновенными сверлами со специальной заточкой для высверливания отверстий.
Однако возможен еще один метод высверливания точечной сварки при помощи специальных коронок. С этой целью используется инструмент, который состоит из подпружиненного центрующего стержня, поверх которого надевается режущий диск с зубьями по торцевой стороне.
В процессе работы мастер должен первоначально вдавливать керн в металлическую поверхность, после чего, по мере опускания коронки в толщину материала, происходит высверливание области сварного шва.
Для большей жесткости инструмент дополняется специальной оправой.Стоит произвести сравнительную оценку эффективности представленных способов высверливания точечной сварки, предположив, что материал сверл с коронками будет идентичен, а именно быстрорежущая сталь Р18.
Однако ничто не исключает возможности применения и других сталей, например, Р9К6, Р6М5К5 или Р6М5. Лучше всего пользоваться инструментом отечественного изготовления.
Китайские же аналоги за место привычного быстрореза могут использовать другой материал, к примеру, сталь 45Х, эксплуатационный период которой существенно ниже!
Сверло для точечной сварки
Рассматриваемый инструмент предлагает 3 участка:
- Посадочный элемент для патрона электродрели.
- Основная режущая часть, которая может быть представлена как в обычном исполнении, так с напылением из нитрида титана. В последнем случае продолжительность службы сверла существенно выше, в то время как температура нагрева не станет влиять на габариты режущего элемента.С
- Керн. Как правило, его высота составляет порядка 2-3 миллиметров, при этом оставаясь больше толщины металла обрабатываемой детали.
В данном случае процесс высверливания сварки немного облегчается: первым делом керн входит в металлическую поверхность, после чего боковые грани сверла начинают постепенно выполнять нужную операцию. При таком подходе главной проблемой выступает то, что держать инструмент в строго перпендикулярном положении относительно кузовного элемента довольно затруднительно.
Выбирая сверло для точечной сварки стоит заранее позаботиться о точном расположении керна. С этой целью лучше всего использовать штангенциркуль с делением 0,01 миллиметра за место привычных 0,1 миллиметра.
Важно подчеркнуть, что несоосность становится причиной того, что часть сверла проходит по незакаленному металлу, в результате чего инструмент начинает подвергаться неравномерным нагрузкам.
Помимо этого, больше времени придется отводить на заточку керна со сверлом, каждый раз тщательно вымеряя его высоту и угол при вершине.
Пользуясь сверлом с целью высверливания точечной сварки необходимо дополнительно периодически менять число оборотов инструмента, причем в начале работы количество оборотов должно оставаться небольшим, в районе 700-800 мин-1. И все равно суммарная трудоемкость будет оставаться ниже, нежели в прошлом случае, да и для работы потребуется лишь один инструмент – электрическая дрель.
Коронка
Сам по себе инструмент довольно массивный, так что первоначально необходимо хорошо прижать центрирующий стержень к поверхности металла, после чего на слабых оборотах переходить к вырезанию металла.
Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.
Еще одним нюансом во время работы выступает то, что зубья коронки не равномерно врезаются в металл, так как сталь на участке сварки всегда отличается наличием микронеровностей, образующихся вследствие термического воздействия от работы электродов. В итоге появляется большая вероятность эксцентричности нового отверстия.
Опытные мастера рекомендуют заранее кернить участок высверливания, к примеру, шуруповертом, так как часто случается так, что центрирующий стержень неожиданной выскальзывает из гнезда, в результате чего коронка начинает резать металл в неподходящем месте. При таком подходе работнику нужно обзавестись парой приводных инструментов.
На этом проблемы не заканчиваются – быстрый перегрев коронок также негативно сказывается на работе, ведь от теплового расширения коронки новое отверстие в корпусе становится больше, чем нужно, а сама насадка начинает трескаться.
Не забывайте тщательно прочищать коронки от стружки после работы!
Хотя не все столь печально, ведь современные коронки отличаются двухсторонним исполнением, так что после затупления одной стороны можно просто развернуть инструмент и продолжить разрезать металл этим же комплектом.Сверло для высверливания точечной сварки. Особенности заточки

Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла.
Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется.
Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Сверло
Инструмент для таких целей состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Сверла для точечной сварки
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.
- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого.
Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности.
Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.
Как работать со сверлами для точечной сварки?
В качестве основного компонента для создания сверла для точечной сварки используются твердые материалы, например как титан, или же их сплавы. Сверло может иметь как один, так и два рабочих наконечника.
Номенклатура изделия достаточно обширна, среди широкого ассортимента найти сверло требуемого диаметра не составит проблем. Существует одна особенность, которую нужно соблюдать в обязательном порядке.
Она заключается в том, что диаметр используемого сверла, должен примерно на полтора миллиметра превышать размер высверливаемого соединения.
https://www.youtube.com/watch?v=YK3H2eAddTg
Изделие устанавливается в дрель, можно конечно использовать механическую версию, но работа будет выполнена в разы быстрее при применении электрического оборудования. Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Перед началом выполнения процедуры нудно точно определится с моделью сверла. Оно должно быть прочным и хорошо заточенным. После выбора определенной модели, по указанному выше принципу, требуется подобрать нужный диаметр изделия. Сам процесс никаких трудностей не вызывает даже у неопытного мастера.
Обязательная необходимость в накернивании отсутствует, но профессионалы своего дела все-таки рекомендуют выполнять его сверлом малого диаметра, так как это упрощает поставленную задачу. Рабочий крутящий момент оборудования должен быть равен примерно восьмистам оборотам в минуту.
Важно: ни в коем случае нельзя выполнять процедуры под углом, сверло должно контактировать с местом соединения строго перпендикулярно, если возможность соблюсти данное условия отсутствует, то для высверливания точечной сварки нужно выбрать какой-либо другой способ.После выбора модели сверла и настройки оборудования можно начинать приступать к работе. Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Заточка сверла для точечной сварки
Каждое сверло, вне зависимости от его основного назначения, нуждается в периодической заточке. Изделия для удаления соединений точечной сварки не являются исключением. Как бы странно это не звучало, начинать выполнять заточку сверла нужно с его предварительного затупления. Для этого можно использовать обычную жесткую наждачную бумагу.
Далее обрабатываются боковые грани, но, ни в коем случае не режущие кромки. Альтернативой бумаге может стать наждачный камень. После заточки граней нужно проверить ее качество и ровность краев. В конце осуществляется заточка середины изделия. В данном процессе требуется соблюдать правильную центровку.
Сверло для высверливания точечной сварки

Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии.
Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения. В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях.
Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.
Сверло для высверливания точечной сварки
Высверливаем точечную сварку
Рассматриваемая процедура довольно проста в исполнении. Провести ее можно следующим образом:
- Подбирается наиболее подходящий инструмент.
- Следующий шаг заключается в подготовке поверхности. Для этого проводится разметка точки сверления.
- После этого на инструменте выставляются минимальные обороты и проводится непосредственное сверление.
Стоит учитывать, что в некоторых случаях можно повредить металл. Именно поэтому следует работать осторожно.
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.
Эффективное удаление точечной сварки
Точечная сварка применяется для получения самых различных изделий. Именно поэтому технология ее удаления путем высверливания получила довольно большое распространение. Удалить образующийся шов можно самым различным образом.
Достигнуть высокой эффективности при проведении подобной работы можно следующим образом:
- Правильно подготовить поверхность.
- Использовать лишь профессиональные сверла и коронки.
- Правильно выбирать режим работы применяемого инструмента.
Если правильно подобрать сверло, то можно провести удаление практически любой точечной сварки. При этом стоит учитывать, что качество зависит от соблюдения всех рекомендаций.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сверло для точечной сварки своими руками

Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии.
Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения. В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях.
Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.
Сверло для высверливания точечной сварки